SergDemin
-
Постов
7 193 -
Зарегистрирован
-
Посещение
-
Победитель дней
66
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент SergDemin
-
@fidget, http://www.welding-russia.ru/catalog.html?itemid=11801. Мне лично нравится Jasic. Горелка с краником - не самая удобная вещь, но для начала вполне сойдёт. Я своей советской, неубиваемой, пару сотен тысяч заработал. Будете брать ПА - возьмите ролики и каналы для алюминия. Без импульса, естественно, не так комфортно, но кое что делать можно. Не стоит брать ПА с синергетикой. Два параметра - скорость подачи и напряжение - и в голове запомнить не сложно.
-
@fidget, попросту говоря, собираетесь турбонаддув устанавливать. Тема не нова, надеяться на коммерческий успех, особенно быстрый не стоит. По поводу оборудования - полностью присоединяюсь к предыдущему оратору. Ну а чтобы попробовать, возьмите что нибудь вроде этого http://www.welding-russia.ru/catalog.html?itemid=11801. Алюминий в нижнем положении варить можно. В режиме ММА подключаете TIG горелку с краником. Нержавейку без проблем, поджиг контактный. Тонкий алюминий на обратной полярности попробовать можно.Только горелка сильно греться будет.
-
@Вася Карулес, Не получится из инвертора для РДС полуавтомат сделать. У него другой тип вольт- амперной характеристики. Эту тему на форуме уже много раз подробно обсуждали, почитайте. А по поводу самодельщины - сам таким был, но время самодельщиков закончилось. Не советую. Всё равно ничего путного не получится. Будет, как водка без пива - деньги на ветер. Возьмите что нибудь бюджетное, из Авроры, например. Вполне прилично делают.
-
 Дело не в высоте, а в длине шлангов. Особенно, если они тонкие. Таскать за собой 30 метров девятимиллиметровых тяжело, а с шестимиллиметровыми надо хотя бы 0,3 атмосферы иметь. А этот 0,1 -0,15 даёт, конструкция такая. Им разве что стационарно работать, но что газом стационарно варить, не представляю. Лет 50 назад наверное варили, а сейчас столько разновидностей электросварки, что это не актуально. А по поводу экономичности если аппарат не травит, какая разница? Сколько ацетилена из килограмма карбида получается, столько в любом аппарате и будет.
Дело не в высоте, а в длине шлангов. Особенно, если они тонкие. Таскать за собой 30 метров девятимиллиметровых тяжело, а с шестимиллиметровыми надо хотя бы 0,3 атмосферы иметь. А этот 0,1 -0,15 даёт, конструкция такая. Им разве что стационарно работать, но что газом стационарно варить, не представляю. Лет 50 назад наверное варили, а сейчас столько разновидностей электросварки, что это не актуально. А по поводу экономичности если аппарат не травит, какая разница? Сколько ацетилена из килограмма карбида получается, столько в любом аппарате и будет. -
Схему аппарата дайте или срисуйте фрагмент схемы, отвечающий за задержку. Раз знаете, где кондёр стоит, сможете отследить, куда ещё от него проводники идут. А дальше видно будет. Что за аппарат? Может кто схему даст.
-
Разберите аппарат один раз и сделайте регулируемую задержку. Мне на полуавтомате времени постгаза не хватало, я регулировку наружу вытащил, от секунды до семи.
-
@Svinovod, скорее всего инжектор не соответствует мундштуку горелки, больше, чем надо. Поэтому кислород в избытке. Причём сильно не соответствует, не несколько номеров. Или отверстие в нем кто нибудь тупо расковырял.
-
Все знают, потому и не отвечают. Постгаз служит не только для защиты электрода, но и сварочной ванны, чтобы успела закристаллизоваться. 3 секунды - много , это точно показалось. да и при уменьшении экономия копеечная будет, говорить не о чем.
-
@aleks150, Asea Welding 250 - четвёрка горит, как бенгальский огонь при 150 вольтах. У них есть и двухсотамперная модель. Только цена и вес. Чудес не бывает. Им можно сутками варить тяжёлые металлоконсрукции. Высокое НХХ, очень хорошо работающий ограничитель НХХ. Если для дома - не стоит, дороговат и тяжеловат. Если для активной работы- тогда самое то. Если что попроще - Сварог Z203, очень приличный китаец. Я его пробовал, кто-то видео его, тестирования выложил. Заявленным параметрам соответствует. При 130 вольтах двойкой ещё что то можно делать. Форсаж регулируется, по процессу сварки это очень заметно. Есть отключаемый ограничитель НХХ. Не так чётко работает, как на корейце, но работает. А при работе в сухом месте его можно отключить. Цена вполне соответствует качеству. http://www.welding-russia.ru/catalog.html?itemid=1008. По поводу типов электродов - это определяется напряжением холостого хода, больше 80 -85 вольт нормально горят все типы электродов. Кстати, у Z203 НХХ порядка 80 вольт, при не очень посаженной сети можно работать любыми электродами.
-
Отверстие в баке делается либо дрелью, либо болгаркой. Возможен комбинированный вариант. А нержавейку сдувать газосваркой (она не горит в кислороде - именно сдувать) только небольшие отверстия в трубах, и то, когда других вариантов нет.
-
@Colin, да, 50 нормально. Если Вы планируете эксплуатировать систему длительное время без автоматики, Вам необходим тепловой аккумулятор, бочка ёмкостью пару кубометров, врезанная в систему надлежащим образом. Иначе придётся топить каждый час, ну может два.
-
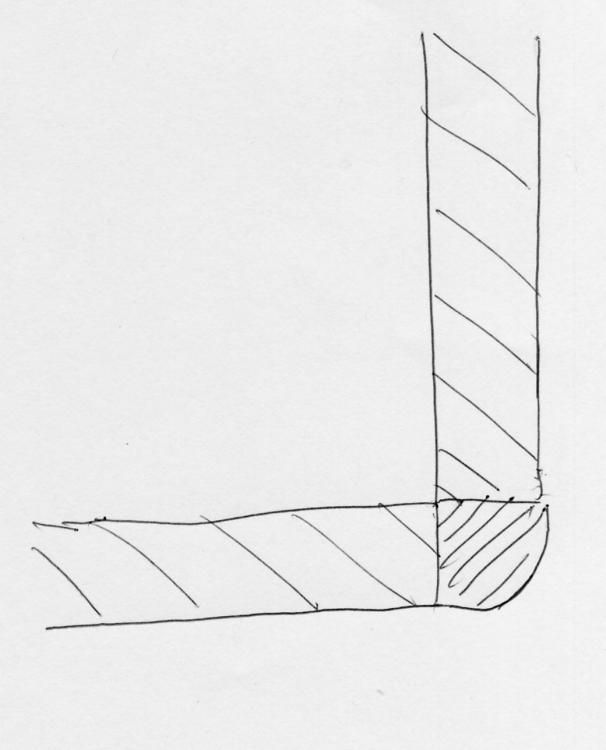
@Colin, указанной Вами толщины металла вполне достаточно. Варите любыми электродами, скорее подойдут с рутиловым или рутил-целлюлозным покрытием, никаких особых требований к металлу шва нет. Главное, чтобы шов нормальный был. Насчёт двух проходов - это при толщине 4 мм совсем не обязательно. Просто стыкуете листы вот так и заполняете угол. Провар гарантирован. На колосниковую решётку можно использовать трубу в один дюйм. 33 мм по наруже, стенка 4 мм. Большего диаметра туда ставить не стоит. Я бы решётку из Х18Н10 сделал, тогда стенки 2 - 2,5 вполне хватит. С низкоуглеродистой сталью она хорошо варится, электроды ЦЛ 11, ЦТ 15.

-
@Вася Карулес, чтобы транс накрылся, это маловероятно, там защита по теплу есть. Дроссели крякали от перегрева, был дело. Так я им десятки метров шва варил. Управление тоже приходилось ремонтировать (не на моём). А транс там довольно приличный, первичка - медь, вторичка - алюминий. На 240 так было.
-
@Вася Карулес, ну, насчёт РДС, это одно название ( был у меня Питон 240). Автомобиль заводить можно, это правда. Плата управления у меня есть, доработанная, добавлены дожигание вылета и постгаз, можно регулируемый. Смотря за сколько предлагают. Тысяч за 5 - можно брать смело, за 10, надо 10 раз подумать, а за больше, он , на мой взгляд, и нафиг не нужен.
-
Мне понравилось, и задумка и исполнение. Только велик жалко - в моём детстве это была роскошь, мечта. А теперь - старый велосипед..
-
@Макс Качалкин, да всё верно. Это я о своём, о девичьем. Турников разных я минимум пяток сделал, друзьям, детям, и дома висит, ещё отец повесил. А вот залезть на него хотя бы пару раз в день и подтянуться хотя бы десяток, это проблема. Лень - матушка раньше нас родилась. Уже когда позвоночник матом ругается, тогда вспоминаю, что надо.
-
Симпатично. Только турник сварить каждый может, а каждый день на него запрыгивать - вот задача посложнее.
- 4 ответа
-
- 1
-

-
@sergey55, много лет назад, когда я пытался сделать инвертор на тиристорах, поскольку транзисторов для этого ещё и в помине не было, я искал описание режимов работы инвертора. В какой то статье я нашёл описание функции "горячий старт", как старт на пониженном токе, 30% от установленного, и через пару секунд плавное нарастание до установленного значения. А сейчас нет чёткого определения, что такое - горячий старт. Кто то трактует это, как кратковременное повышение - доли секунды, сварочного тока в момент поджига дуги. Кто то ведёт речь о повышении на секунды ( что, на мой взгляд, не хорошо). Поэтому, я лично, голову этим не забиваю. Есть конкретный инвертор, у которого нет проблем с поджигом, и всё. А по поводу форсажа - да, при сварке тонкого металла, пожалуй лучше без него, меньше вероятность прожечь. То же самое, при проваре корня шва. У Сварога , о котором речь в видеоролике он регулируется, что весьма удобно. И по дуге это очень чувствуется. Кстати, при переключении в режим TIG форсаж просто отключается, можно варить электродом, очень мягкая дуга.
-
@sergey55, поджиг дуги у него реально нормальный, и на осциллограмме это тоже хорошо видно, а по поводу горячего старта, в смысле снижения, а не повышения сварочного тока после поджига дуги, чтобы было видно место сварки и немного разогреть электрод, так этого в Свароге нет. Я не знаю, в каких аппаратах она есть, и для чего вообще нужна. И нужна ли, при современных сварочных масках, всё и так видно. Это вопрос к матёрым сварщикам, таковые на форуме есть, может откликнутся. Посмотреть было интересно, на мой взгляд, инвертор прошёл объективный контроль на 100%. Тут путаница с терминологией. Ещё до инверторов эту функцию реализовывали, путём разных хитрых извращений, исключительно для улучшения розжига электрода. Электрод этот инвертор хорошо поджигает, особенно, когда выключен ограничитель НХХ. С включённым - чуток похуже, но не криминал. Но это уже вопрос к качеству реализации ограничения НХХ . А все рассуждалки в этом ролике по этому поводу, лично для меня малопонятны.
-
@Vinni_nyx, можно и в космос полететь. Вопрос целесообразности. Судя по вопросу, от электроники Вы бесконечно далеки. Поэтому, просто отвечу - Нет. Эту тему обсуждали здесь неоднократно, повторяться не буду. Просто, поверьте.
- 2 ответа
-
- 1
-
-
"Кошмар ну улице Вязов" тихо отдыхает в сторонке.
-
@sergey55, я 203 имел в иду, на 203S по ошибке ткнул. Нормально он себя ведёт, все функции нормально работают. Брызг особых не наблюдал. За эту цену - очень хороший аппарат.
-
@ГПВ74, спросите у Tehsvar, он хорошо знает производителей разных торговых марок и по надёжности статистику имеет.
-
@ГПВ74, это обычный китайский сундук, только, в отличии от Сварога и Авроры, неизвестно где и кем деланный. Низкая, по сравнению с полными аналогами, цена наводит на размышления о качестве. Чудес не бывает, благотворительностью в торговле никто не занимается. Если Вы собираетесь тонкую нержу варить, то он Вам не нужен. Ищите аппарат с минимальным током в 5 ампер и наличием низкочастотного импульса. http://www.welding-russia.ru/catalog.html?itemid=7315пожалуй самый дешёвый вариант. Но живьем не видел, ничего конкретного сказать не могу. По поводу функции MMA в иверторах, сделанных под сварку в газах, что TIG, что полуавтоматы. Практически у всех низкое, для MMA, напряжение холостого хода. Поскольку в газах напряжение горения дуги ниже, а функция MMA, это бонус. Да, некоторыми типами электродов, не особо комфортно, работать можно. И то, при нормальной сети. Если та уже - 20%, то и НХХ на 20 % ниже будет. Если надо работать штучным электродом, надо под него аппарат и брать.
-
@sergey55, http://www.welding-russia.ru/catalog.html?itemid=2494. При130 вольтах сети двоечкой ещё варить можно. Без нагрузки в сети было 180, ещё удлинитили добавил, все , что были. Кореец уже отрубался, при 140, этот ещё дышал. На малых токах работает хорошо, пробовал варить единичку электродом двойкой, ЦЛ 11. В принципе можно, но шов толстый получается. По поводу 0,5 - пустые надежды. Её и неплавящимся электродом варить - долго руку ставить надо. Да и с единичкой всё не так просто. Более или менее просто начинается с двойки. НХХ высокое, прядка 80 вольт, мерил сам. Варит нормально всеми типами электродов. Есть отключаемый ограничитель ограничитель НХХ. Форсаж дуги реально регулируется. Максимальный ток соответствует заявленному. Амперметром не мерил, но в сравнении с корейцем всё соответствует. Аппарат надёжный, несколько человек с моей подачи купили, уже не помню когда, пока все живые. Кстати, пробовал его от чахлого генератора, 2,5 квт. До 50 ампер работать можно. Хотя кореец в этом случае себя чуть лучше показал. Правда, я в него конденсаторов добавил на входе, до 10000. Может поэтому лучше. - извините, но это уже от сварщика зависит, процентов на 95, а не от аппарата.