SergDemin
-
Постов
7 193 -
Зарегистрирован
-
Посещение
-
Победитель дней
66
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент SergDemin
-
@Oleg1978, я и друзья много чего у них покупали, проблем не было. Кстати говоря, Сварог Z203 тоже у них брали, несколько раз. Пока все Свароги живы. При пониженном напряжении он себя неплохо ведёт, я его на это проверял. При просадке до 130 им ещё что то делать можно, правда только двоечкой. Ещё у него НХХ довольно высокое, порядка 80 вольт, и отключаемое ограничение НХХ есть.
-
@Oleg1978, я бы посоветовал вот этот http://www.welding-russia.ru/catalog.html?itemid=1008, На мой взгляд, полностью соответствует вашим требованиям. Ну, а из перечисленных - Аврору.
-
На современной элементной базе сделать инвертор, который не только не будет выходить из строя, но и будет обеспечивать максимальный сварочный ток при напряжении сети от 100 до 300 вольт - не вопрос. Корейцы нечто подобное делают. Вопрос в том, сколько он будет стоить и сколько будет весить. А все хотят подешевле и полегче. Поэтому надо отдавать себе отчёт в реальных возможностях инвертора за реальные деньги. А делать "не криво" за 15 -20 тысяч и весе 7 кг. ни один производитель не будет, производство - это бизнес, а не благотворительность. P.S. А можно писать на русском языке, а не на растаманском диалекте? Напрягает, знаете ли...
-
@Psihoz, ценообразование в каждой местности своё. Сколько согласны платить - такая и цена. И от ситуации зависит - отменили номер на блоке регистрировать, сразу цена на ремонт блоков упала в 0. Смысл действа пропал - проще целый на разборке купить. @unforgiven48, очень дельную подсказку дал по поводу полуавтомата, он реально очень выручает в такой работе. Поддон разбитый собрать, когда одна рука свободна, отверстие свечное , куда TIG горелкой не очень подлезешь, заплавить. И много ещё чего. Он TIG не заменяет, но дополняет очень хорошо.
-
Если собираетесь реставрировать автомобильное литьё из алюминиевых сплавов, то Сварог и ему подобные аппараты - не лучший вариант. Нужен аппарат с синусоидальной формой сварочного тока - при сварке сплавов с высоким содержанием кремния аппаратом с прямоугольной формой сварочного тока образуются поры. Причина - очень концентрированная дуга, как на постоянке. Происходит локальный перегрев металла, а они этого не любят. А на синусоиде дуга размазанная. Ну и ток не меньше 250 ампер нужен. Так что, бюджет придётся удвоить. А судя по месту проживания, другая работа по алюминию у Вас вряд ли в достатке будет. JLT такие аппараты делает, у нас они продаются под торговой маркой Grovers. Подробности можете спросить у Миротворца, у него такой аппарат есть. Резак нужен, если бочки делать, типа квасных или что то наподобие.
-
@Solist, сначала бензин "галоша" (если сильно грязная) затем - ацетон.
-
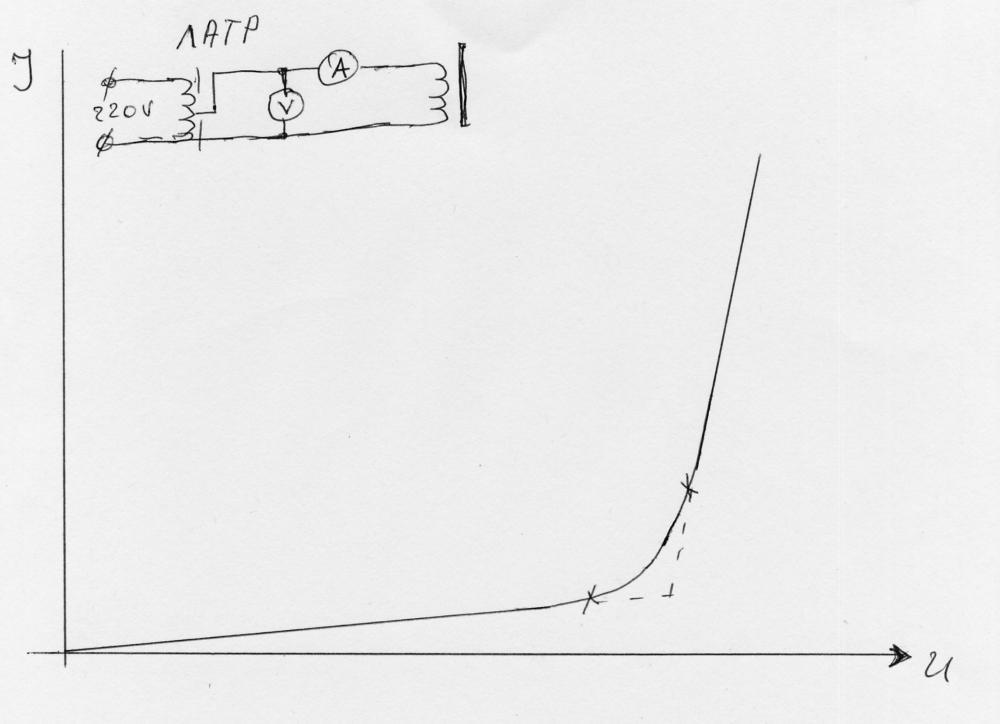
 @AWW, по поводу трансформатора - правильно понимаете. По поводу индукции насыщения магнитопровода - в принципе, да. Только в расчёте значение индукции находить не обязательно. Снимаете ВАХ, выбираете рабочую точку в пределах участка между крестиками. Меньше, по напряжению, не рационально - количество витков увеличивается, а больше нельзя, сердечник в насыщение входит, резко растёт ток ХХ, и сердечник греться начинает. Можно взять верхнее значение для максимального напряжения питающей сети, пожалуй больше 270 брать смысла нет. Считаете количество витков на вольт, исходя из графика и количества намотанных витков. Умножаете на 270, получаете количество витков первичной обмотки. Вторичьку соответственно, ну а сечение провода исходя их тока, ПВ, ну, и чтобы обмотки в окно влезли.
@AWW, по поводу трансформатора - правильно понимаете. По поводу индукции насыщения магнитопровода - в принципе, да. Только в расчёте значение индукции находить не обязательно. Снимаете ВАХ, выбираете рабочую точку в пределах участка между крестиками. Меньше, по напряжению, не рационально - количество витков увеличивается, а больше нельзя, сердечник в насыщение входит, резко растёт ток ХХ, и сердечник греться начинает. Можно взять верхнее значение для максимального напряжения питающей сети, пожалуй больше 270 брать смысла нет. Считаете количество витков на вольт, исходя из графика и количества намотанных витков. Умножаете на 270, получаете количество витков первичной обмотки. Вторичьку соответственно, ну а сечение провода исходя их тока, ПВ, ну, и чтобы обмотки в окно влезли.
-
@AWW, по уму надо намотать на магнитопровод витков 20 - 50 какого нибудь провода квадрата 2,5 можно мягкого, и снять вольт-амперную характеристику. Определить точку, в которой начинается насыщение магнитопровода, посчитать количество витков первичной обмотки, исходя из максимального рабочего напряжения. А от этого уже плясать дальше.
-
Ну если уж мастерская на колёсах, тогда, на мой взгляд, лучше генератор киловатт на 8 -10, а к нему инвертор под РДС, полуавтомат, возможно TIG, и кучу разного электроинструмента ( в таблетку много влазит, и спальное место можно оборудовать, и душевую раскладную). Идея симпатичная, прямо Бременские музыканты. Остаётся главный вопрос - экономической целесообразности. Если, конечно, он присутствует в задумке. Или это стиль жизни такой?
-
Сто баллов! Это же мало сделать, ещё и придумать надо было!
-
@Bays, Очень аккуратная работа. Одной фотографии не хватает - в действии.
-
http://www.aspar.com.ua/dugsvarka/15.html http://www.bamz.su/ru/catalog/one_tovar_pasport/105-153-12-53.html Справочная книга сварщика. А.М. Китаев. Я.А. Китаев
-
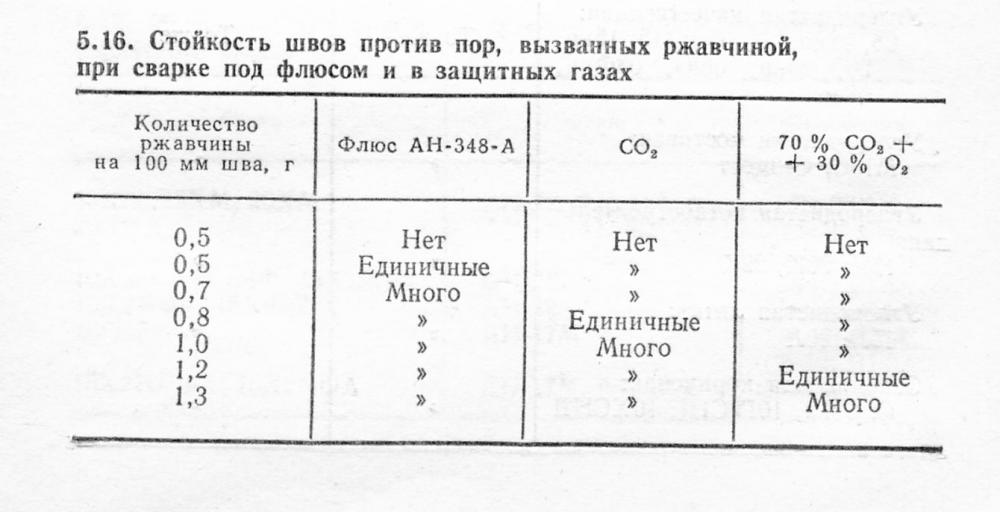
@Миротворец,в справочнике по сварке так написано. У меня даже смеситель специальный для этого был, но попробовать я так и не собрался. Полагаю, написано не зря. Со ржавчиной в принципе понятно,кислород превращает гидрооксид железа в оксид и связывает водород, источник пор. Когда теплообменники для котлов варил, чтобы поры не задалбывали, приходилось каждую трубку и и место вокруг неё зачищать. Но смеситель я отдал, а в баллоне смешивать поленился.
-
@Solist, при наличии обратных клапанов перед горелкой, в принципе можно. Только для чего? Смысл действа не понятен. Хорошо, когда ацетилен в баллоне и давление на выходе редуктора стабильное. А если генератор? Есть безинжекторные горелки особо малой мощности, с наконечниками 0, 00, 000. Живьём я их не видел, для чего они - не знаю. Думаю, для ювелиров.
-
@gruz,В гелии варят алюминий, ещё его используют в качестве плазмообразующего газа в плазменных горелках. Аргон в них же в качестве защитного. Смесь углекислоты с кислородом (70% /30%) используется для сварки стали. Позволяет уменьшить количество пор при наличии на кромках металла окалины или ржавчины
-
@AMBIVERT42, это верно. Только вера - это дело личное, интимное. А когда человек или группа людей выставляют свои религиозные воззрения напоказ, да ещё и другим навязать пытаются, мотивируя это тем, что именно они, это" кто то из немногих " (цитата - из песни Макаревича), какая уж тут вера? На мой взгляд, религиозные воззрения человека или отсутствие таковых мало влияют на его личностные качества.Скорее наоборот. Как то работаю в квартире без хозяев. Настойчивый звонок в дверь. Открываю, молодая, очень симпатичная, хорошо одетая девушка и такой же парень. Как начали они мне лапшу про спасение души на уши вешать, с трудом объяснил, что мне это не интересно, мне работать надо. А потом однокурсница, в МВД тогда работала, объяснила, что они за каждого вновь приведённого, нехилые премиальные получают. Бизнес это, ничего личного. А когда человек внутри себя и для себя во что то верит, об этом мало кто знает. Да без этого, пожалуй, и нельзя.
-
Может в Мирном 1000 в час, это и мало. Это же Якутия, если не ошибаюсь, за полярным кругом, или рядом. Там еда сколько стоит?
-
Там поликарбонат. Если на сухую вытирать, он сразу царапается. Я ватой с мылом мою, потом даю просохнуть. А в общем то, защитные стёкла долго не живут, их менять надо.
-
@Svarshik_odinohka, вот сюда гляньте. http://websvarka.ru/talk/topic/6138-detskie-kacheli-s-kryshej/ Здесь всё сказано, лично мне добавить нечего.
-
Настоящий мужик! Слов нет, снимаю шляпу! Не знаю, что администрация форума скажет, но, на мой взгляд, это уже приз - за волю к победе. Точнее говоря - за волю к жизни.
- 41 ответ
-
- 14
-

-
@Svarshik_odinohka, когда я, в начале девяностых, ушел из инженеров в сантехники, инфляция в месяц была больше, чем сейчас за год. Для нашей станы инфляция - не новость. Не нравится Вам работа на хозяина, не нравится в бригаде, работайте один. С одной стороны никаких проблем, с другой - все проблемы Ваши. Тут главный вопрос в мотивации -для чего Вы зарабатываете деньги? Если только, чтобы на жизнь хватало - это одно, можно порассуждать и про инфляцию, и про взаимоотношения в коллективе. У меня лично была конкретная задача - детей на ноги поставить. Не понравилось мне в кооперативе, ушел через полгода, не сработался с напарником, пошел работать один. Были периоды, по 12 часов в сутки работал, годами без отпусков. Корешки проблем наших внутри нас всегда сидят, а не вокруг. Вокруг - это условия задачи, а как мы её решаем, это только от нас зависит. Можно варианты решения искать, а можно рассуждалками заниматься. Это уж, кому что нравится. Личный выбор.
-
@Mictlayotl, Насчёт ворот и ферм не знаю, пожалуй никак. А отопления я в одиночку много поделал, дома в 3 этажа, самотёчка. Соответственно, трубы не мелкие. Нормально одному. Многие вещи в одиночку хорошо делать, никто мозг не выносит.
-
@Mictlayotl, Я на такие грабли несколько раз наступал, лет 20 назад. Отбило охоту на всю оставшуюся жизнь. Может быть, Вам повезёт.
-
@psi, мне кажется, Вы пытаетесь найти то, чего в природе нет. Команда единомышленников может собраться только вокруг сверхзадачи,когда уже и деньги - не главное. Сверхзадачи нет. Просто деньги зарабатывать грамотным людям проще и удобнее поодиночке. Вдвоём, втроём они только мешают друг другу. Всегда какой нибудь конфликт интересов выплывет. Работает только вариант хозяина малого предприятия с наемными рабочими. Об этом и@Sakhalin_Cat абсолютно точно сказал.
-
Один мой знакомый какое то время контактировал по работе с верующими. То ли с баптистами, то ли с евангелистами, не помню. Он очень чётко сформулировал их модель поведения: "Обмани ближнего, переведи стрелки на дальнего и прикройся общим." Мне тоже пришлось немного пообщаться - убедился лично, что формулировка точная.