- Популярный пост


AMBIVERT42
-
Постов
2 673 -
Зарегистрирован
-
Посещение
-
Победитель дней
148
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные AMBIVERT42
-
-
- Популярный пост
- Популярный пост
Поломашки алюминиевые.
С этой детали-четверть века назад началось моё знакомство с "аргоном". Был я в то время обладателем "Нивы". Её характерная болячка-обрыв крепления редуктора переднего моста.



Не менее "ностальгическая" деталюха-задняя часть картера коробки передач с Газели.



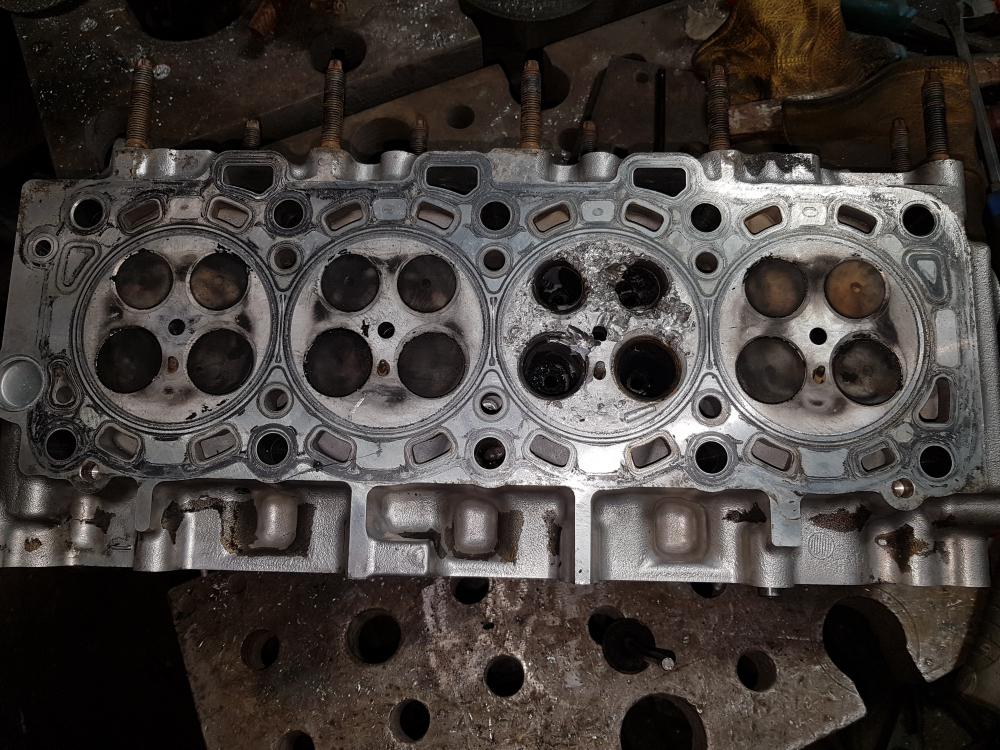
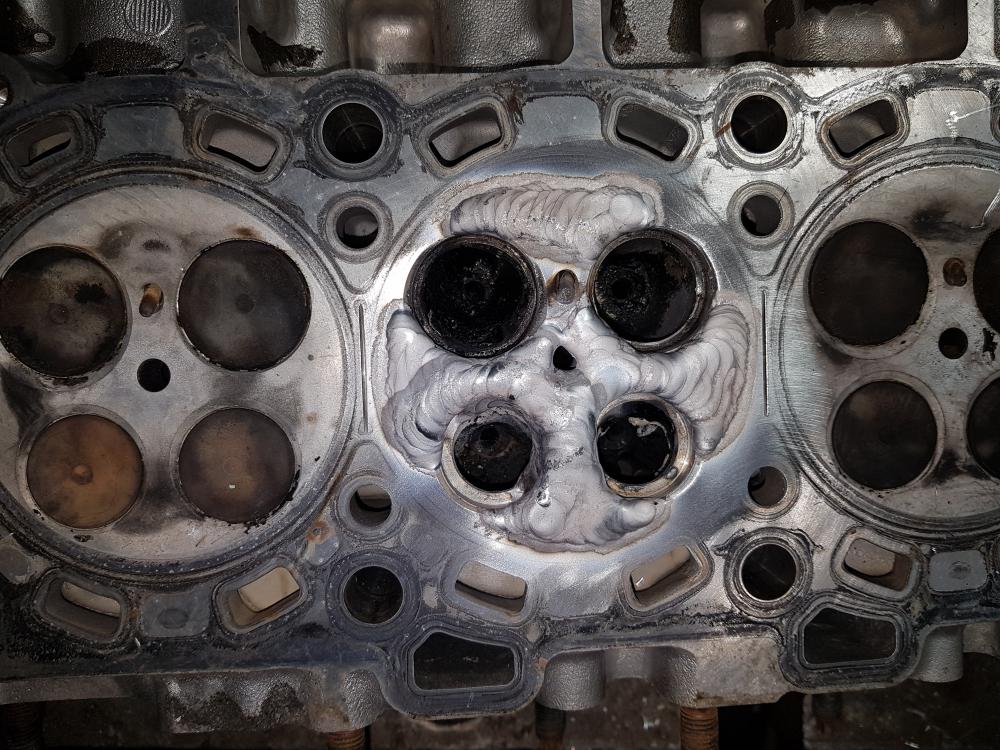
ГБЦ с Тойота-Харриер. Традиционная межканальная трещина-основной источник доходов при сварке ГБЦ.




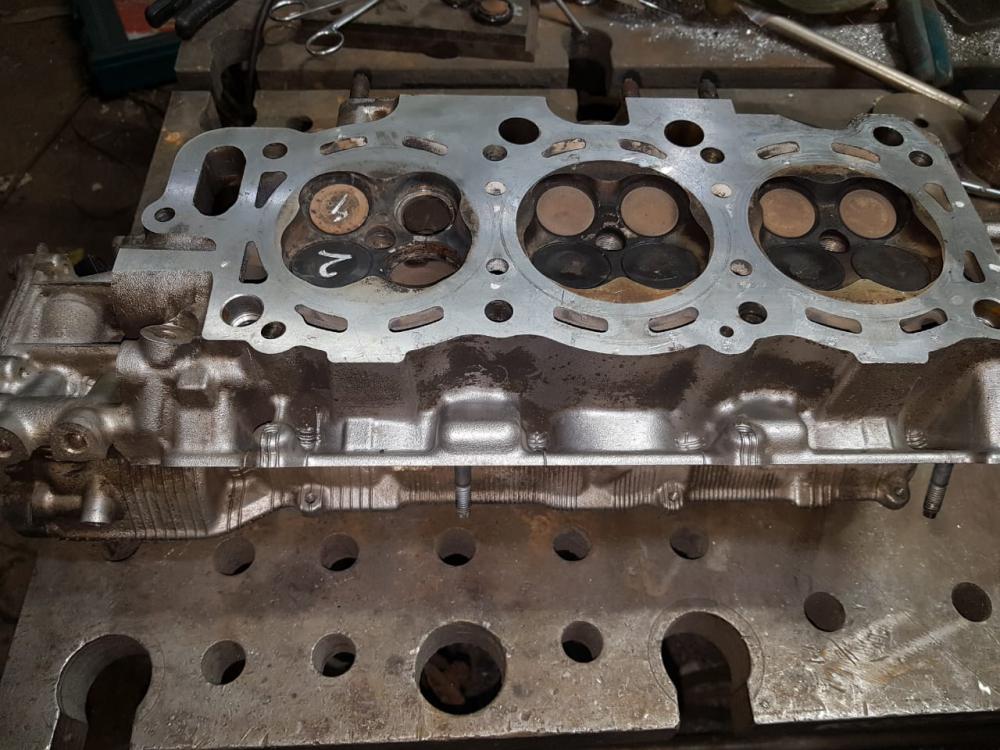
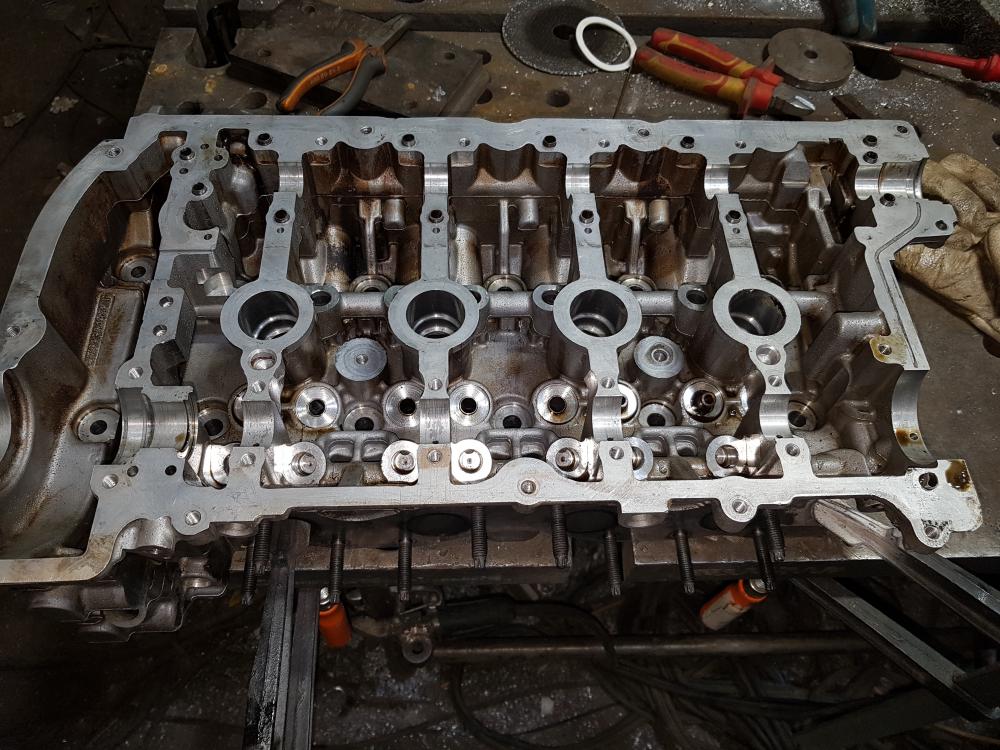
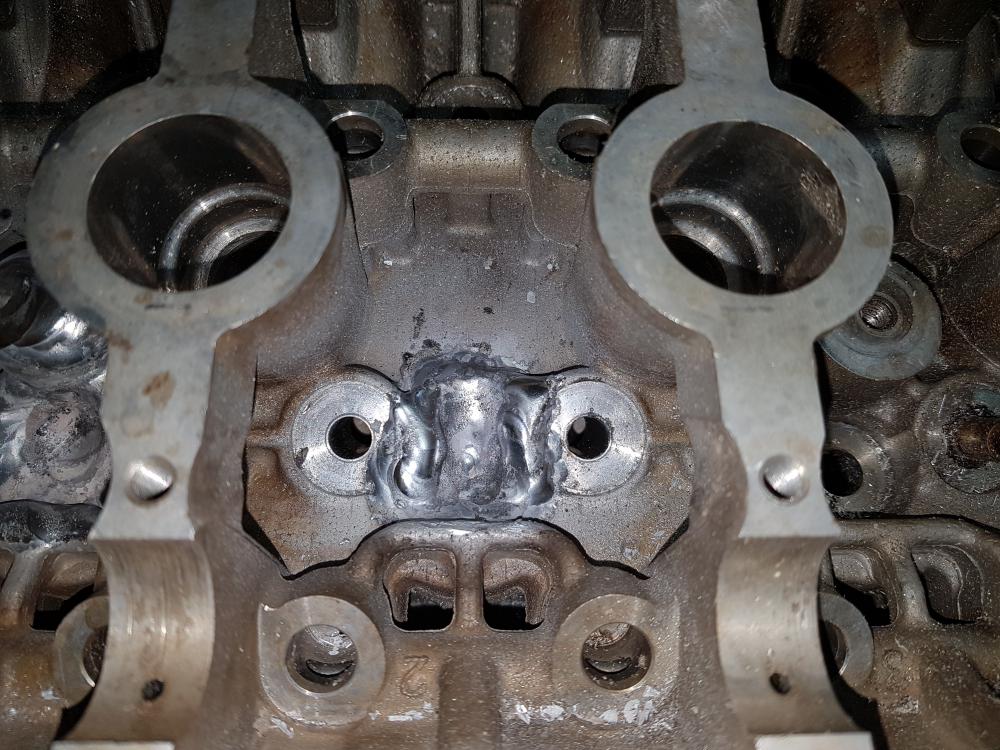
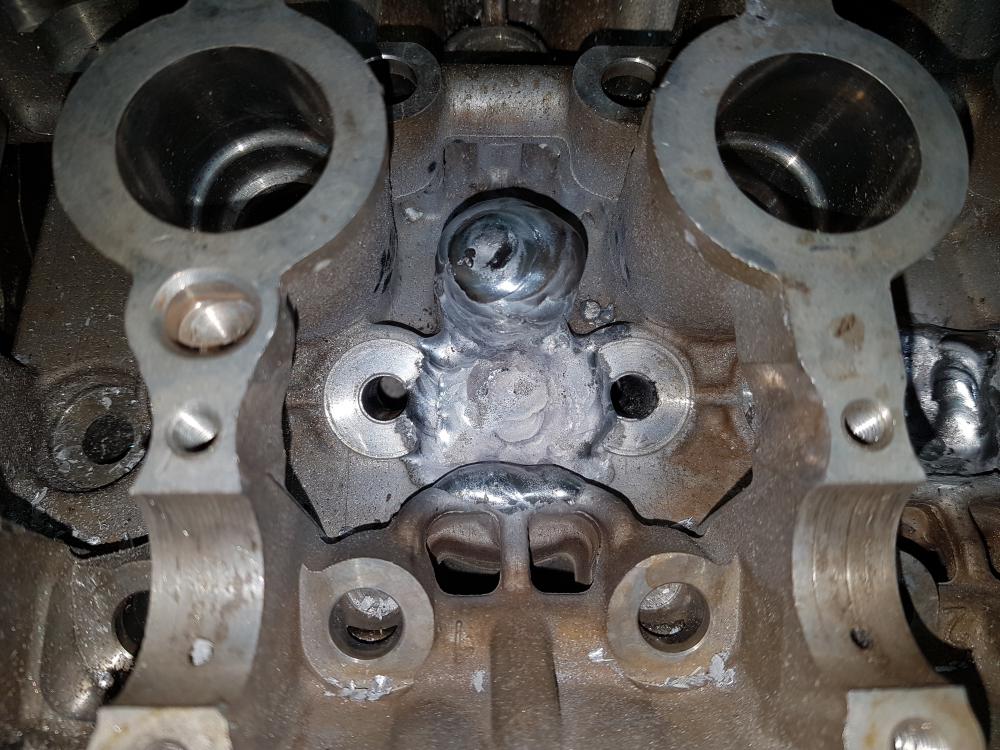
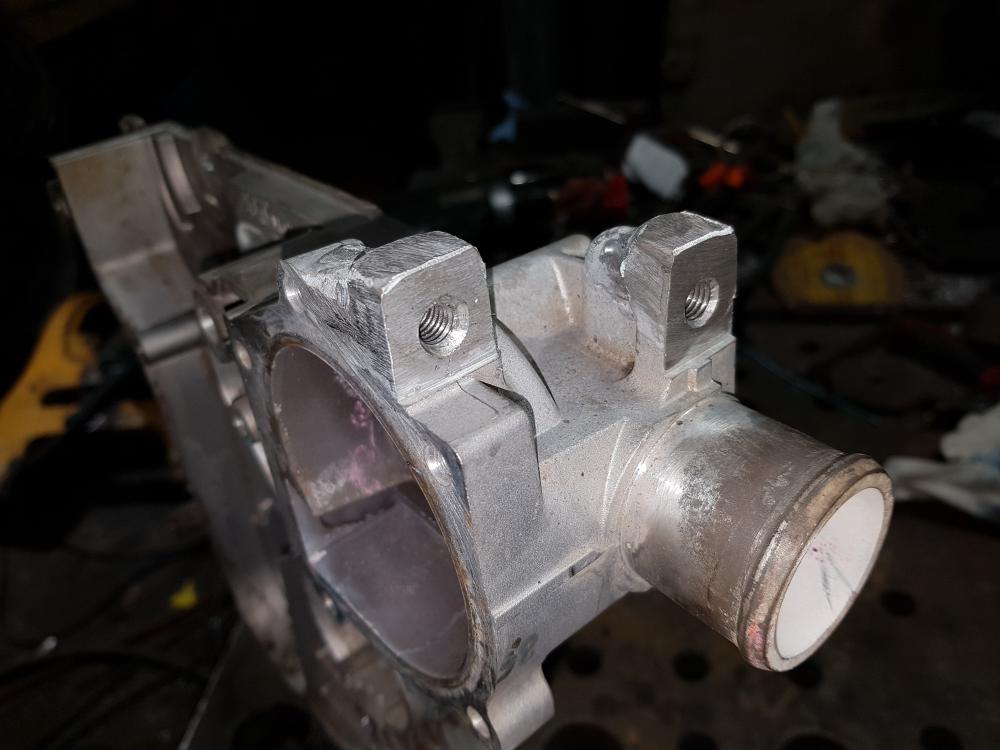
ГБЦ с Пежо-208.

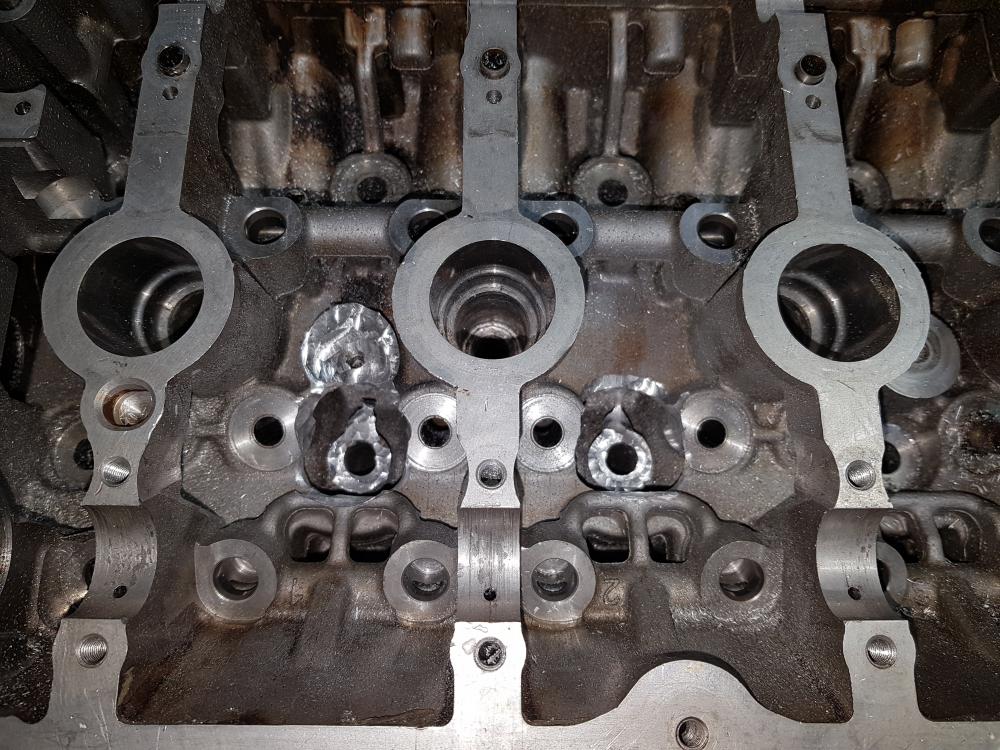
Тут-несколько интереснее. Перетяжка крепежа к блоку-привела к растрескиванию по периметру поднутрения под болт с шайбой.


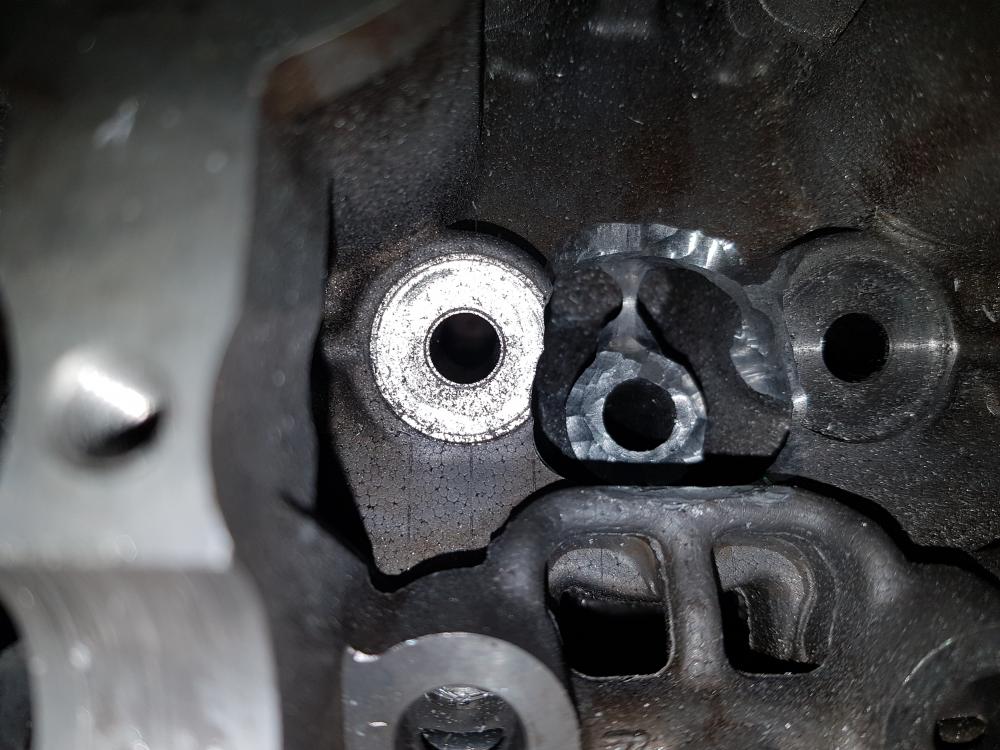
Ковыряем.



Завариваем. Предподогрев до 200 град., ток от 180 до 265 А.


-
 16
16
-
- Популярный пост
- Популярный пост
А у нас любят подождать

@psi, нуууу, подождать-наше всё! Ожидание может быть либо наивным, как у беременной гимназистки-"Всё утрясётся, всё рассосётся...", либо философским, по ходже Насреддину-"Либо бай помрёт, либо ишак сдохнет."

-
10
-
- Популярный пост
- Популярный пост
.В любом случае уголь и полумаска лучше,чем лепесток( у меня борода)ЕМНИП, подводникам и пожарникам-по уставу запрещено ношение бороды. Ибо подсос из отравленной атмосферы под полнолицевую маску изолирующего дыхательного аппарата-приводит(неоднократно проверено на практике) к тяжёлым отравлениям, вплоть до летального исхода. Те же требования-к работникам вредных химпроизводств. И пофигу, кто ты по специальности-инженер, аппаратчик, ремонтник, или кто ещё, но на территории завода-должен быть без бороды и с противогазом в наплечной сумке (исправным и правильно уложенным). На заре моей рабочей молодости-ТБшники следили за этим очень жёстко. В те достопамятные времена-противогаз мне жизнь спас. Успел надеть и остался живым, отделался химическим ожогом дыхательных путей. Гораздо позже, в 2011 г, при пожаре в супермаркете-наличие газопылезащитного респиратора в комплекте рабочей одежды-опять спасло жизнь. Иначе-разделил бы участь жертв "Зимней вишни"...
-
18
-
- Популярный пост
- Популярный пост
... нащупывают Ваш предел возможного\невозможного .
Многим заказчикам, прощупывающим возможности исполнителей-неплохо бы прощупать для начала собственные финансовые возможности. Как говорится, "во избежание". Ибо часто бывает, что задача-решаемая, а вот сумма для её решения-неподъёмная.
 В данном конкретном случае-сумма за ремонт старой детали равнялась цене новой. Но, новую деталь надо ещё поискать, а потом-ждать почти месяц. Для разъездной машины день простоя-уже ощутимый удар по карману её владельца. Так что выбор был невелик.
В данном конкретном случае-сумма за ремонт старой детали равнялась цене новой. Но, новую деталь надо ещё поискать, а потом-ждать почти месяц. Для разъездной машины день простоя-уже ощутимый удар по карману её владельца. Так что выбор был невелик. -
21
-
- Популярный пост
- Популярный пост
Змейкой не кладут тёплый пол. Надо было улиткой класть.При неравномерном, не прямоугольном периметре контуров, наличии желобчатых трапов, выступов и пробелов под купель, перегородки, печь и прочее уложить трубу улиткой-"несколько" проблематично. Насос в узле-25/60, контуров-два, длина которых-25 и 27 м соответственно. При таких данных и змейка прокатит. Остыть до ощутимой разницы в 10 град. при расходе в пару кубов в час (по кубу на "брата")-теплоноситель не успеет. Это на больших площадях-есть где развернуться. Там-то улитка-гораздо уместнее будет.
Если на фото единственный утеплитель, то он тонкий. 5 см Пеноплекса хотя бы или засыпка или утеплённый бетон.Под подложкой-100 мм керамзитобетона, а под ним-ещё 350 мм керамзита. Куда уж с добром-то?
-
11
-
@AMBIVERT42,Скажите,а присадка какая?
4043 ф3,2 мм
-
5
-
-
- Популярный пост
- Популярный пост
это особенный Путь, доступный лишь избранным и посвящённым в таинство "Братства МР-3"..
@welderman, есть ещё одно, более прошаренное братство-"Братство УОНИ и медной проволоки"

Меня однажды просили такую головку заварить не снимая с трактора,я отказался по понятным причинам.
@Дед мазай, некоторые-не отказываются и варят. Причём, не токмо не снимая ГБЦ с мотора. Даже не сливая охлаждайку!
 Во гусары!!!
Во гусары!!!  Уж лучше бы сразу во втормет сдавали...
Уж лучше бы сразу во втормет сдавали... 
К счастью, для наварки постелей КВ-движок надо снять, разобрать и отмыть.


Очередники.

Пока блоки перетасовывали и протачивали-в этом же сервисе шла перепланировка и я поучаствовал в переделке отопления. Проделали новый проём, а лежаки-надо уложить в штробу.




Опять отопление. Знакомые строители делают в подвале коттеджа сауну. Вот и вспомнили про "Лёху-чистодела".
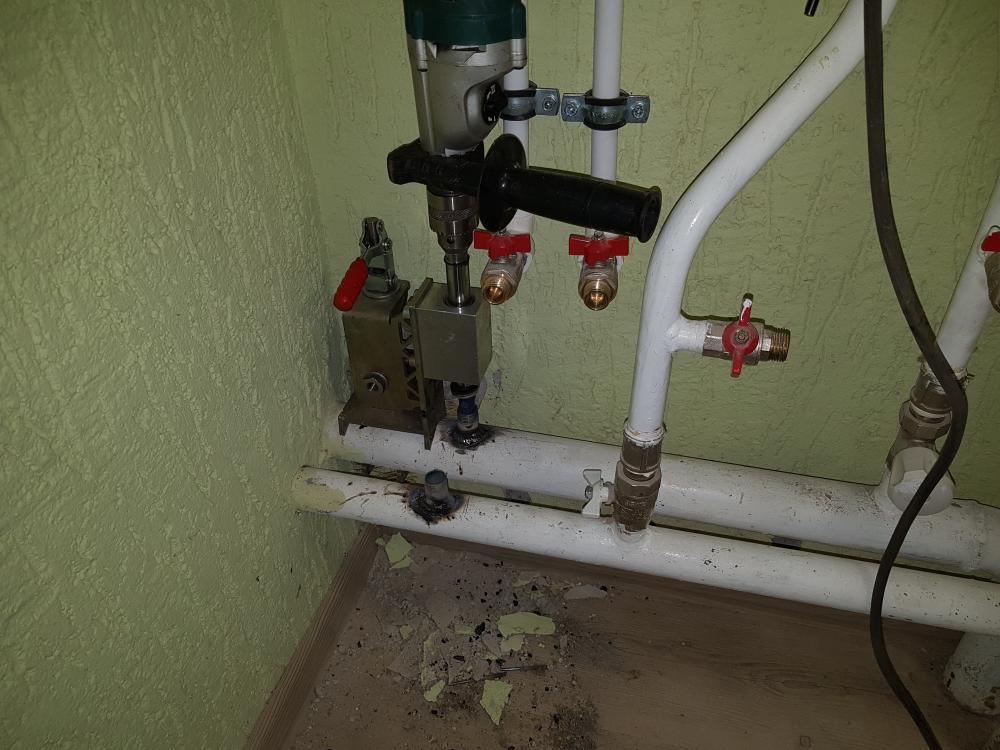
Потребно врезать штуцера в лежаки под смесительный узел тёплого пола. Не сливая антифриза и не уделав отделку. Да нет проблем! Потушил газовый котёл, скинул давление, прицелил штуцера по трубе и приварил.


Ваше слово, товарищ
маузернотчер!
Ааа, ты же алмазными резкой и сверлением занимаешься? Ну, тогда-на тебе коммуникации. Так, до кучи, как говорится.
Не вопрос! Нарезал-насверлил, что надобно. Заодно-разложил трапы, развёл канализацию самотёчную и напорную, установил фекальный насос.




Развёл водопровод. Ненуачо? Воробьи же поют? Вот и сварка полипропилена-тоже сварка.


Смонтировал смеситель на тёплые полы и раскидал собственно контуры тёплых полов.



Знакомые системщики взялись переделывать серверную в офисном комплексе. Попутно-надо было переделать разводку газового пожаротушения. Сварку в здании запретили в принципе. Поэтому пришлось резать и варить в техпомещении, принадлежащем собственно системщикам. Ничего величавого, труба 3/4". Набралось с десяток стычков.


-
33
-
- Популярный пост
- Популярный пост
Из недавнего - ноябрь. С плоскостью не просто было.
Тоже из недавнего. Позавчера. Деталь от НШ американского производства (с ратрака). И тоже были вопросы к обеспечению плоскости. Отломанное ухо не в плоскости разъёма. Вышел из положения до банального просто. Подложил прижим, имеющий фрезерованные поверхности и лезвие строительно-канцелярского ножа. Получилось идеально.


Поэтапная х-образная разделка-чтобы не напутать с взаимным расположением частей.




Следует отметить, что американский алюмосплав-отлично варится и обрабатывается. Равно как и следующая деталь китайского производства. И тут с плоскостями были засадные моменты.
Итак, часть картера МКП с какого-то Лифана прибыла в очень забавном состоянии...


Отковырял "металлопксипольную композицию" и обнажилась весёленькая картинка.





Фиксируем, прихватываем и варим поочерёдно, изнутри и снаружи. Где с фиксацией, где с обратным изгибом.



После сварки-притяжка, прогрев и проковка для снятия напряжений. Раз с плоскостями-всё путём, то можно деталь зачистить (чтобы изнутри ничего не цеплялось, а снаружи-пупырчатая поверхность швов глаз не смущала) и отдать заказчику.
-
35
-
Из пластика, 3/4 и 1/2.
Полипропилен, сшитый полиэтилен, металлопластик?
-
1
-
-
Эвтаназия-не вариант?Стоят в отдельном помещении, 3штуки... будь они неладны, прости Господи, быстрее бы сгорели наглушняк....
Магистраль из какого материала предвидится?осталось пневмолинию протянуть-
1
-
-
- Популярный пост
- Популярный пост
страдаем прочей фигнёй
@Schlosser, все мы, время от времени-в той, или иной мере-фигнёй страдаем. Иногда эта самая фигня очень плотно заполняет время...
Обычно-ничего величавого, приходится разгребать чужие заморочки. В этом году мелкие заморочки посыпались, не дожидаясь окончания праздничного коматоза.
Это как надо было "приварить" шарниры на гаражных воротах, чтобы отвалились все четыре сразу???!!! Ничего, все четыре приделал обратно.


Электроды-"шарнирно-рымные" УОНИ.
Выпускной коллектор с ДВС Детройт-Дизель.. Сварка-на горячую. Пожилой американский чугун с подогревом до 600 град. отлично варился ПАНЧем в аргоне. Такая лафа бывает далеко не всегда. Чаще приходится ГПНить.


Крылышко с Мерседесика заштопал.

На лобовине с какого-то GM-восстановил приливы под крепёж. Срубил старые лохмотья, наварил, ободрал, просверлил отверстия и снабдил их необходимой резьбой.



Экскаватор Камацу ушёл под откос. Уткнулся мордой в мёрзлый грунт. Лопнула чугунная "маска".


Пробовал варить ПАНЧем и БрКМц как РАДС, так и П/А. Не прокатило. Впервые с таким сталкиваюсь. Брызги, поры, копоть, короче-фигня, а не сварка. Победил покрытыми электродами ESAB NiCl. Варил в х-образную разделку на холодную. Получилось несколько неряшливо, но зачистка подправила дело.



А вот и сам экскаватор. При падении техники экскаваторщик пытался уцепиться за что-то ковшом. Не помогло, но ослабило скорость падения. Облицовку это не спасло, но экскаватор сильно не пострадал. Исключая стрелу, которая треснула. Приехал на место. Вот он, красавЕц...

Первым делом-осмотрел накладки, которые приваривал лет 8 назад прямо на объекте. Электроды-УОНИ пр-ва г. Омск, ф 4 мм. Накладки-из стали марки ХЗ.

Накладки выдержали, стрела лопнула возле "локтя". Механоиды разделку не доделали по причине издыхания болгарки.


Оно и к лучшему, сам разделал, сам и заварил.
Разделка и корень (ОК-53.70, ф 3,2 мм).



Зачистил корень, залил ОК-74.70,ф 4 мм, зачистил.



-
29
-
@G_Kar, тут не только и даже не столько вопрос времени, сколько вопрос наличия творческой жилки. В плане именно художественного видения. Не всем это дано. Далеко не всем. Мне, к примеру, вот совсем не дано.Если время позволяет, можно заняться какой-то сувениркой в свое удовольствие...-
9
-
-
- Популярный пост
- Популярный пост
@ЛехаКолыма, в данном конкретном случае-крышку можно было не притягивать. Ибо, как уже упомянул @Miners, стенки тонкие. Вдобавок к этому-укажу на то, что вдоль латки идут приличные такие рёбра жёсткости, сформированные приливом под привод ГРМ и желобком под прокладку. Они и есть-страховка от деформации.
принципе я прижал по привычкеХорошая привычка. И правильная. Мне часто приносят на исправление детали, уже побывавшие в чьих-то шаловливых ручонках. Неуёмное желание с кандачка одолеть деталь и срубить деньжат по-бырому, помноженное на скудоумие и косорукость-порой приводит к столь замысловатым деформациям, что приходится не только править деталь в несколько циклов обратного изгиба и нагрева/охлаждения, но и резать, а потом-сваривать по-новой.
-
12
-
- Популярный пост
- Популярный пост
,При при сварке выводить присадку из зоны защиты аргона не нужно:лишние окислы алюминию не к чему.Повторюсь за Виктором, но тоже считаю не шибко актуальным держать алюминиевую присадку под срезом сопла. Тут и катодный распыл работает хорошо и есть ещё одна не очень приятная вещица. Тонкую алюминиевую присадку при малом токе вполне себе можно держать под соплом. Тоненький пруток, окислившийся с торца-приводит к неравномерному оплавлению, отрыву капли в окисленном состоянии и, как следствие, к неравномерной растекаемости сварочной ванны и грубой чешуйчатости шва. При большом токе-картинка в корне меняется. Дуга-значительно шире, с куда большим тепловыделением. Отсюда-несвоевременное оплавление присадочного прутка, находящегося вблизи сопла. Получается, как в той побасенке-"пока толстый сохнет, тощий-сдохнет..." Поэтому, при сварке на токах выше 250-300 А-я держу присадку на значительном удалении от дуги, а чтобы прутку доставалось хоть немного от газовой защиты-просто прижимаю её конец к поверхности свариваемых кромок. Фронтальная часть газового факела охватывает его и не допускает сильного окисления торца прутка. Этот приём применяю, когда сварку веду с высокой скоростью и большим объёмом сварочной ванны, требующим постоянную подачу присадки. Если же свариваю на спаде, с подачей присадки тычками, то просто по мере необходимости подтыкаю пруток в ванну. Даже если зевнул и вытянул пруток из-под газовой защиты, то каких-либо отрицательных последствий не наблюдаю.
-
13
-
- Популярный пост
- Популярный пост
тоже иногда об этом задумываюсь, т.к. читают смотрят все и начинается как у маршрутчиков (скоро сплошным потоком гуськом будут ездить) на каждом гараже надпись "сварка АРГОНОМ" (специально подчеркнул),
@Kurt1, тут есть несколько аспектов... Во-первых, большинство из нас-тоже учились по чьим-то советам и рекомендациям. Если принять тот факт, что все мы приходим в этот мир за знаниями и являемся их проводниками, то не надо жмотиться на эти самые знания.
Во-вторых, никто и ничто не отменит личный опыт. Глядя на тексты и видео-многие пытаются повторить. Где-то не хватает опыта, сообразительности, теоретической базы, но с избытком-авантюризма и нахрапистости-на выходе получаем наших извечных кормильцев. То есть бракоделов и верхоглядов. Без них-не будет контраста. К тому же, многие наши конкуренты быстро сходят с дистанции, ибо косячить бесконечно не удаётся никому.
-
12
-
Лёха, тут педалька рулит и молоток не понадобится.
Михалыч, проясни, пожалуйста, взаимосвязь между работой педалью и снятием внутренних послесварочных напряжений. Так-то с педалькой и я работаю, но когда идёт борьба за геометрию-то и проковку не забываю и обратноступенчатую сварку.
-
3
-
-
@тор, подварку корня делаю далеко не всегда. Точнее-очень и очень редко. В основном-на толстостенных деталях из ковкого чугуна и в случае глубокой односторонней разделки. Х-образную разделку применяю при сварке на горячую, когда можно легко обойтись без проковки. На деталях из серого чугуна, с тонкими стенками (блоки цилиндров, картеры агрегатов)-исключительно односторонняя разделка и сварка с полным проваром. Подварка там уже, как правило, не нужна. Более того-вредна. Это-излишние напряжения. Они и вылезают трещинами.
-
7
-
-
- Популярный пост
- Популярный пост
Поддон с Ауди-А6. Видать, жизнь автомобиля была яркая и насыщенная событиями. Варили деталь так, что и герметичности нету и по форме она стала, как мексиканское сомбреро...Плюсом к тому-трещины в околосварочной зоне. Варили, похоже, алюминиевым проводом. Двухкромочная фреза вязла в наплавленном металле, аки в болоте. Основной металл-грызла со звоном и без купания в керосине.


Материал AlSi12Cu. Присадку взял 4047. Закрепил на плите, снёс всё это порево, притянул с обратным изгибом 1,2 мм Предварительный, сопутствующий и послесварочный подогрев до 400-450 град. Проковка шва. Остывание-вместе с плитой под несколькими слоями теплоизоляции. Все принятые меры возымели эффект. Плоскость выпрямилась, трещин и пор-нет в помине. Перед сдачей детали-выскоблил оборотную сторону от грязи и "сталактитов".


-
22
-
- Популярный пост
- Популярный пост
@Serj55441,@Вад11, для обезжиривания-применял "очиститель карбюратора". Отлично сбивает грязь и масла. После-достаточно феном подсушить. Кстати, я этим очистителем и одежду от масляных пятен очищаю. Брызнул аэрозолем, протёр мягкой тряпкой и пятна-как не было. Подогрева зоны сварки не делал. Варил в v-образную разделку. Сначала на прямом участке корня-сделал стежок 25 мм, пробил. Потом, как вышел на криволинейные края-проходил по 10 мм. При проковке корня было слышно, как в начале удары по наплавленному металлу-звонкие, с отскоком. Потом, по мере проковки-всё глуше и мягче. Проковку делал пневмозубилом с острым бойком. Заполнение вёл в два слоя. Первый-два прохода, второй-в три. После-выпиливание обратного валика до чистого металла и подварка. После окончания сварки-спустя сутки осмотрел шов и околошовную зону 20-кратной лупой. Видимых глазом трещин и несплавлений-не нашёл.
-
18
-
- Популярный пост
- Популярный пост
@Точмаш 23, мне было интересно поэкспериментировать. Если КЧ варить без фанатизма, то и латка "из того же материала" вполне прокатывает. Тем более, что латка легла в пробоину идеально. Никаких утерянных фрагментов не было. Да и сама латка-выпуклая по форме. Более того, я как-то, из таких же гностических соображений-вваривал плоскую латку, изготовленную из чугунной радиаторной пробки, в пробитый корпус вибратора виброплиты. Прошло 5 лет, а латка-на своём месте.
-
11
-
- Популярный пост
- Популярный пост
"Чугунная неделя". Блок КмаАЗ-740. "Рука друга" оказалась какой-то немощной. Только трещины. Залил ПАНЧем.



Блок ДВС Камминс с какого-то маршрутного автобуса. Меняли заглушку и "треснули" блок. Немудрено, если заглушку изготовили из бериллистой бронзы и с натягом 0,75 мм. Заглушку изготовил из нержи и вварил в блок, т.к. хозяину в лом было заморачиваться с расточкой отверстия после сварки.




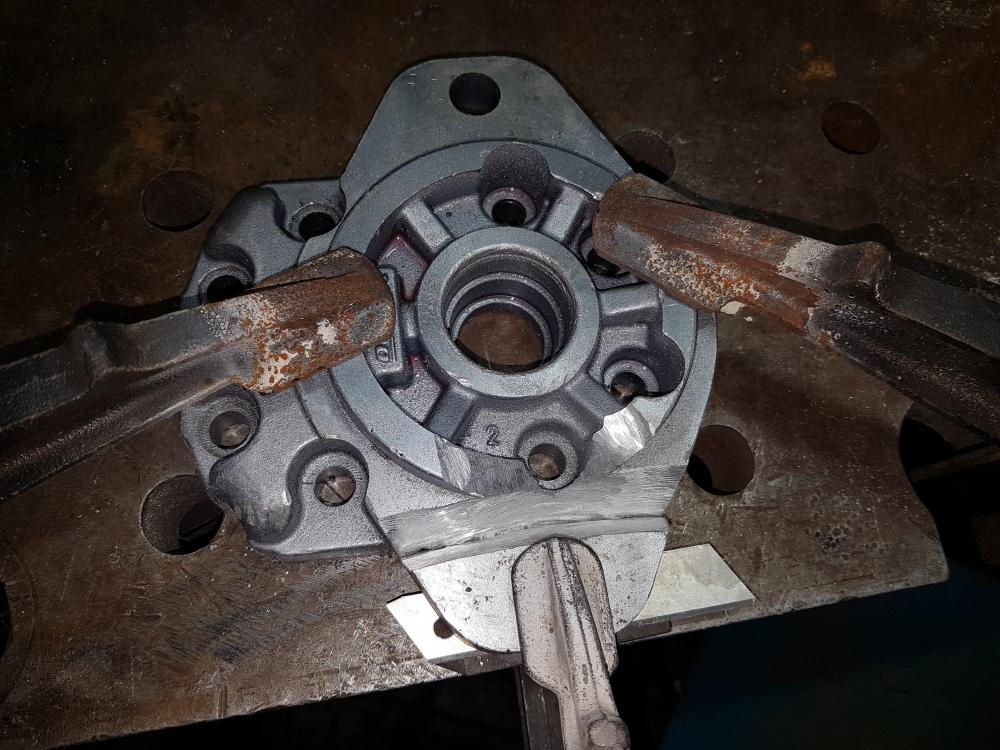
Автокран на базе Урала. Развалился дифференциал среднего моста.



Материал картера-ковкий чугун. Отлично аргонится ПАНЧем на холодную. Ни пор, ни брызг.




ДВС Скания. Сломалась ось коромысел, размолотило штанги и продавило блок цилиндров.


Официалы до потери пульса напугали владельца стоимостью замены блока, посему было решено отремонтировать блок даже без серьёзной разборки.


И таки немного алюминия. Блок-картер от дизель-генератора. Свернуло посадочные под магнето.


Обкорнал, наварил.


Потом эти "гребешки и унитазики"-обточили и снабдили положенной внутренней резьбой.
ГБЦ с дизеля 1VD от Тойота Лэндкруизер-200. Обрыв клапана.




Редкий случай, когда можно поглазеть на "пациента перед выпиской". Обычно моим глазам сие недоступно.

Не аргоном единым живы...
Китайский фронтальник. Тракторист с дуру и с ходу-упёрся ковшом в железобетонный бруствер. Порвал перемычку стрелы. Пытались заляпать по месту аппаратом Ресанта и электродами МР-3. Хватило на полдня. С чем и прибыл на ремонт.

Ковырятельный инструмент и плоды его трудов.


Корень-Ок-53.70 ф 3 мм, заполнение-ОК-74.70 ф 4 мм.


Ещё одна "беда". Опять-выезд. Ведь было ж в уходящем году вполне приличное лето. Нет, так не интересно...
Надо же витражи менять в декабре, когда морозы-под -40... Результат-разморозка пожарных трубопроводов.

Ещё один порыв-виден исключительно через "форточку", ибо расположен
к лесу передом"лицом к стене". Через "форточку" же и заварил, даже шлак не обстукивал. Ибо через полгода всё это "добро" будут менять.


Опуски глушил "блинчиками".


Электроды-УОНИИ-ЭСАБ. ЛБшки на такой шрот было жалко, а "рутил"-не штырит...
-
35
-
- Популярный пост
- Популярный пост
Так этож крепеж для ноги от стола! Они ломаются постоянно и стоят копейки! Есть смысл?@Бархударов, я в мебельной фурнитуре-ни в зуб ногой. Принёс медтехник, попросил заварить. Я заварил. Оплата-бартером. Медтехник-починил источник питания для светодиодного прожектора. Да и вообще, если мне заказчик принёс какую-то деталь с просьбой починить и согласен с суммой за работу, то мне-глубоко конгруэнтно, стоит ли деталь копейку, или многие евро.
С некоторых пор-стараюсь не забивать себе голову проблемами клиентов. Своих задач-с избытком.-
10
-
Конечно, если они готовые лежат!
@PetrM, стараюсь подсуетиться заранее. Да и есть у меня пара токарей, таких же как и я, со стряхнутыми биологическими часами. К ним, так же как и ко мне-можно обратиться в любое время суток. Надо какую деталюху оперативно выточить-достаточно позвонить. Пока еду до них-готовят. Эта, ну, как там её? О, вспомнил... Клиентоориентированность!
-
6
-
-
- Популярный пост
- Популярный пост
@AMBIVERT42, давно порываюсь спросить. Сколько $ берёте за сварку/восстановление/изготовление рымов на гаражах? Если что, то в л/с?!
Ну, раз вопрос задан в публичном разделе форума, то к чему излишняя келейность в личке? Тут и отвечу. В баксах-не знаю, сколько... У нас, в Кемеруне-всё больше рублики в ходу.
Хоть не фуфырики-и то хорошо! Стоимость вызова даже ради одного рыма, или одного навеса-не менее 3,5 круб. Если изготавливать все 4 рыма, сдуть старые и приварить новые-то по 1,5 круб за каждый рым. Итого-6 круб. Как-то так.суровые у Вас условия и труд тяжёлый,@Schlosser, то, что здесь-это так, детские забавы. По сравнению с тем, чем промышлял ранее. Вот ЖКХ-там реальный трэш... Жара/холод-пофигу. Механизация труда-ниже минимума. В котельных/насосных-почти всё таскали на руках, хребты трещали. Грязь, склизь и вонь-в порядке вещей. И работы-по смешным расценкам.
тёзка, как всегда на высоте, даже если под трактором/камазом))Однако... С моим ростиком (1700 мм)-только под техникой и лазить... Только размер в плечах (540 мм)-не даёт ужом вертеться.
Вы как то упоминали что есть связи с кондиционерщиками , можно у них взять от б\у кондиционера теплообменник и вырезать часть ( по требуемой мощности ) сделать компактный скоростник
Как правило, коцаные и не поддающиеся ремонту теплообменники-отправляются в цветмет целиком. А обрезки трубок-могут и подогнать за так, либо по бартеру махнуть на что-либо.
-
13














































































































Будни сварщика с иллюстрациями
в Фотогалерея
Опубликовано
А то! Обноски от 230-й УШМки заканчивают жизнь на малых УШМках, да и то- когда гайка по металлу скрести начинает...
Ночные будни и выходные-со спецтехникой. Кислотовозы.
Всё забавляются, тасуют сливные трубы. То отрезать попросят, то обратно приделать...
Поддув.
Температура в боксе -20 град. Сквозняки-в ассортименте. Так что за внешний вид швов-"миль пардон", как говорится... Обратный валик-плоский и блестящий (не фоткал,"смотрел выносным глазом"). Остальное-не столь важно.
Обратный валик-плоский и блестящий (не фоткал,"смотрел выносным глазом"). Остальное-не столь важно.
Две ёмкости-переоборудуют под перевозку эмульсий. Для того-надо расширить сливные прорези в перегородках.
Плазморез и сварочник-разместились на бортах бочки, компрессор-багажника авто не покидал.
Вытяжка на морозе замёрзла почти насмерть (шланг задубел, а мотор вентилятора-остановился). Поэтому РАДС отменил и обрамление прорезей приваривал РЭДС электродами ОК-61.30, надев на две балаклавы маску с "Эдфло".
Абразивным образом зачистил.
Ремонт адаптера быстросъёмного механизма на стреле экскаватора и разъёме гидромолота.
С источником тока-едва не попал в просак... Недавно купленный, в качестве источника тока для строжки, аппарат-был ещё в пути, а 350-го Гроверса-в очередной раз спровадил в "стационар". Оттого строгач пришлось запитывать от последнего, что у меня осталось из трёхфазного и способного выдать хоть 300 А.
Честно скажу, аппарат сей-меня не то, что не разочаровал, а прямо-таки приятно удивил! Вполне адекватно работал разными марками электродов. Вот-его "меню". И то-неполное. Всё скушал с удовольствием, ни разу не поперхнувшись.
Для начала-наплавил электродами ОК-74.70 шпеньки адаптера.
Потом-построгал нормально так. Диаметр электродов для строжки-5 и 6 мм.
Что за артель мазала стыки швейцарским сыром???
Заготовки для усиления "головы" гидромолота-резал автогеном. Резак не брал в руки уж лет несколько. Толщина-30 мм. Вроде, ничего так вышло.
Усиление приваривал электродами ТМУ-21.