hvr63
-
Постов
1 294 -
Зарегистрирован
-
Посещение
-
Победитель дней
105
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Я банку так и не смог заварить То что шов положен, я это за сварку не считаю, с такими трудностями это не сварка. А по 14 прошивке, недавно трубку кондиционера сжег в очень ответственном месте из-за этого пердежа (писал про это). На сколько успел настроиться (сколько терпения хватило), так все уходит в отрицательный баланс, в связи с чем возникает проблема с глубиной проплавления и иногда минимального тока может и не хватить. На тонком уже варить стремно, особенно там, где невозможно потом проконтролировать обратный валик, например на трубке.
-
У меня, с моей прошивкой, тоже попердывает. Но я пока досконально этой проблемой не занимался.
-
Если электрод сильно оплавляется, то для начала нужно баланс полярности и(или) амплитуды уменьшать, добиваясь шарика, не выходящего за диаметр электрода.
-
Крайне неудобно в некоторых случаях. У меня аппарат почти всегда находится очень близко от меня (ну там крутнуть чего нибудь). Вентилятор дует так что приходится переднюю панель отворачивать в сторону, так-как аргон из горелки сдувает. Причем отворачивать очень на много, из-за большой турбулентности. Я уже несколько раз попадал - начинаешь варить забыв отвернуть аппарат, вентилятор включается как раз на начале сварки и все сдувает. К тому же аппарат имеет ЖК экран, который в сварочной маске, с посредственными поляризационными свойствами светофильтра, ни черта на таком угле не видно.
-
Вот тоже про одну руку, силу воли и умение.
-
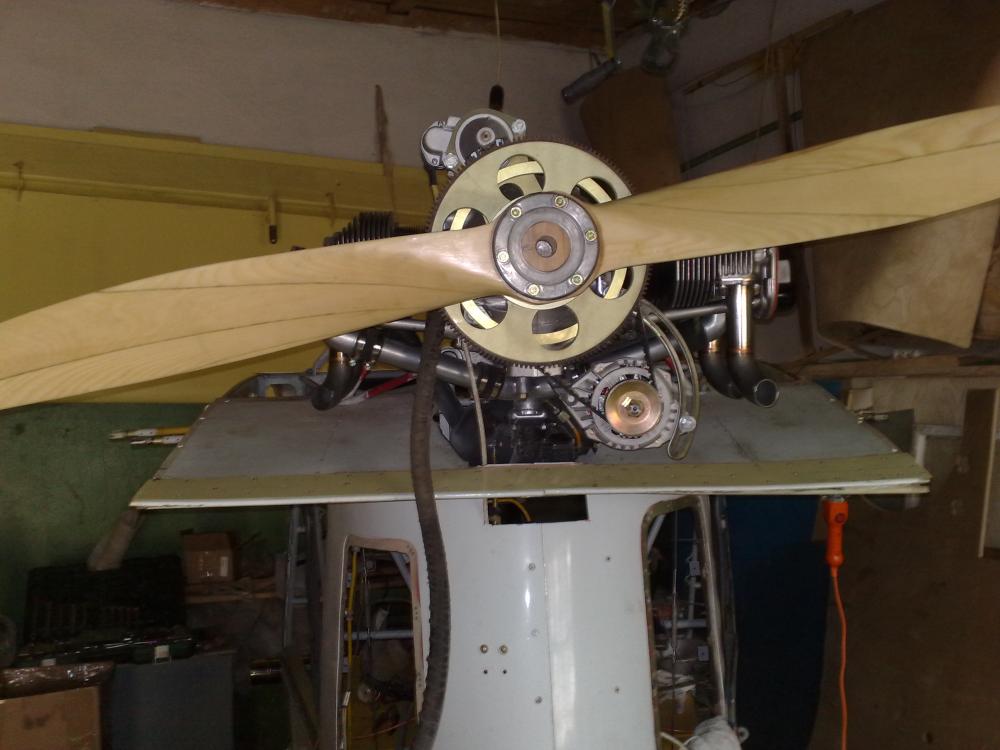
Не, настоящий. Вот, например, на этом самолете он был конструктором. Он же, у меня на модернизации (я только варил).




-
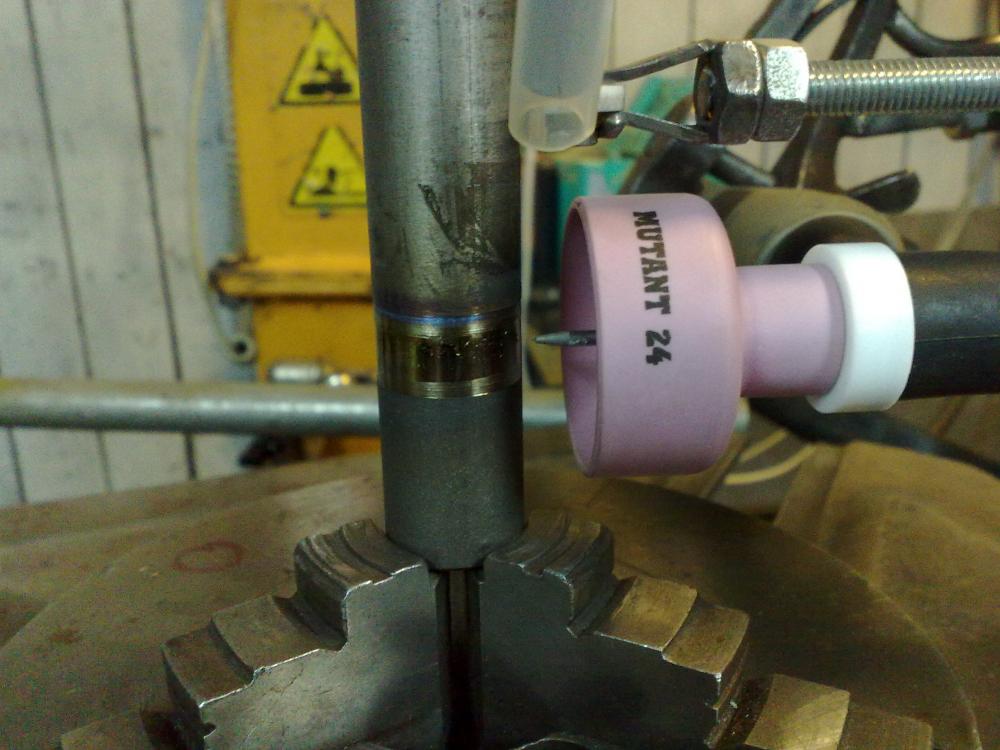
 Прокоментирую про предложенное мною сопло. Это сопло для гарантированной защиты и быстрой сварки (шов выскакивает из-под газа попозже) и когда неудобно выцеливать в место сварки, работает по площадям. В обыденной жизни я увеличенную (Джамбо) линзу использую. Можно конечно и на обычном сопле без проблем заварить, но если условия не стесненные, то эта эквилибристика, я считаю, излишняя. Кстати, на 12 линзе я обычно на 8 литрах варю (на не очень толстом). Мое мнение: основное достоинство линз (увеличенных), это большой диаметр сопла и лучшая защита задней части шва. Вот, всеми нами уважаемый мастер советуют иногда загибать электрод вперед, чтобы была лучшая защита задней части шва. Для ситуации из темы, мною предложенная линза может и будет выходом, а то проблему из ровного места неделю решить не могут. ПС. Кстати, на моем фото с 24-й линзой - титан, если что. И вот как он выглядит когда защита, даже на 24 сопле, недостаточна (это брак). Но тут причина в скорости сварки (D22 мм; 17 см/мин; 120А) и отсутствии кольцевого обдува (все никак не могу приступить к проектированию соответствующей оснастки).
Прокоментирую про предложенное мною сопло. Это сопло для гарантированной защиты и быстрой сварки (шов выскакивает из-под газа попозже) и когда неудобно выцеливать в место сварки, работает по площадям. В обыденной жизни я увеличенную (Джамбо) линзу использую. Можно конечно и на обычном сопле без проблем заварить, но если условия не стесненные, то эта эквилибристика, я считаю, излишняя. Кстати, на 12 линзе я обычно на 8 литрах варю (на не очень толстом). Мое мнение: основное достоинство линз (увеличенных), это большой диаметр сопла и лучшая защита задней части шва. Вот, всеми нами уважаемый мастер советуют иногда загибать электрод вперед, чтобы была лучшая защита задней части шва. Для ситуации из темы, мною предложенная линза может и будет выходом, а то проблему из ровного места неделю решить не могут. ПС. Кстати, на моем фото с 24-й линзой - титан, если что. И вот как он выглядит когда защита, даже на 24 сопле, недостаточна (это брак). Но тут причина в скорости сварки (D22 мм; 17 см/мин; 120А) и отсутствии кольцевого обдува (все никак не могу приступить к проектированию соответствующей оснастки).
-
Возьмите вот такое сопло, только №20, и с газовой защитой больше проблем не будет. Только сварщик нужен аккуратный, чтоб не раскокал сопло.

-
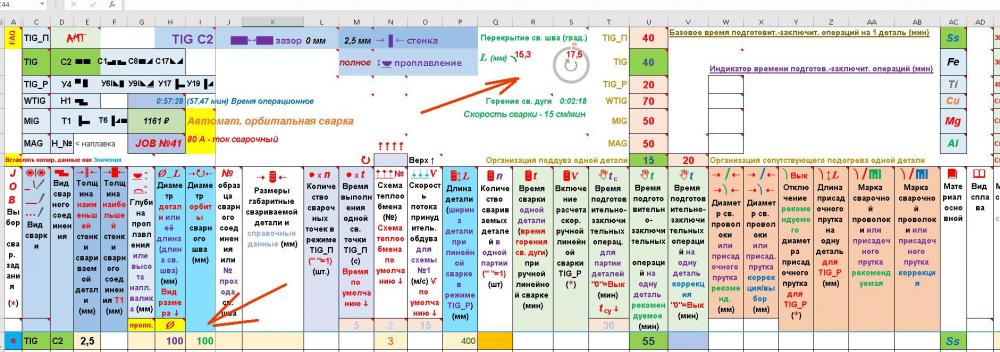
Вся фишка в том, что у меня задающее поворот детали устройство работает на угловых величинах. Пришлось переписывать программу на задание перекрытие по спаду тока, с контролем выбега в миллиметрах, а угловое деление ставить на 360 градусов. Но установка перекрытия в угловых величинах тоже осталась, теперь можно задавать перекрытие и так, и так. А по скорости, я по началу тоже хотел упростить, и угловой оперировать, но потом все перевел в линейную.
-
"Все дело в волшебных пузырьках.." Качество программного обеспечения - вот основа основ в современном мире. Не стоит ждать для бытовых аппаратов колоссальных бюджетов на ПО. У серьезных брендов целая армия инженеров и огромные инвестиции в науку. По Сиборе. У нее есть возможность настроится так, что все перестает работать. Я думаю это и не особо плохо. Если бы широта диапазона регулировок не доходила до физических возможностей аппарата, то было бы хуже. Но у этого есть и другая сторона медали - подход к снаряду с немытыми руками приводит к расстройству. Но как и в любом ПО возможны косяки, которые стараются убрать в следующих релизах. "Если бы строители строили дома так же как программисты пишут программы, то первый же дятел разрушил бы цивилизацию" (с) Пример из моей практики. Я уже почти два года пишу программу управления сварочным автоматом и только сегодня заметил, что у меня назначение перекрытия сварочного шва, при сварке кольцевого шва, имеет зависимость от диаметра свариваемой детали. То есть, перекрытие задается в угловой величине и получается, что диаметр детали увеличивается, угол перекрытия остается один и тот же, а длина перекрытия (расстояние пройденное через точку старта) увеличивается. Смотрю, а у меня перекрытие на 1000 мм детале больше 100 мм получилось. Пришлось все переделывать, а зависимых, от этого параметров - просто туча.


-
Мне кажется, мы по этой проблеме уже на третий круг заходим.
-
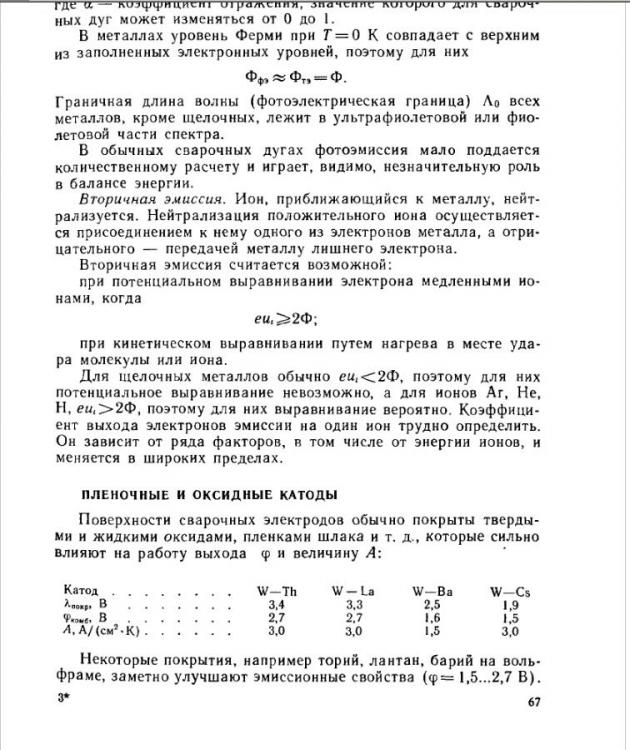
Вид легирования влияет только на эмиссионными свойствами пленочного электрода (про пленочный электрод смотреть в умных книжках) и больше ни на чего, коим и является неплавящийся электрод легированный оксидами разных металлов. Электрод из чистого вольфрама не является пленочным (практически) поэтому у него эмиссионные свойства очень посредственные.
-
Чтобы избавится от таких "ожогов" необходимо обеспечить надлежащую газовую защиту, в том числе и с обратной стороны шва.
-
У меня на автомате иногда точно так же не поджигается, приходиться шоркать по электроду пилкой для ногтей. Там работает эмиссия, а в конкретном случае катодное пятно. При большой нагрузке на электрод (баланс на плюс) он начинает разрушаться и катодное пятно может перестать работать, отсюда резкое падение эмиссии (моя версия эффекта пердежа). Электроды для переменки, как раз с высокими эмиссионными свойствами.
-
Ничего нового, но может поможет.

-
Если сварка серийная, то почему нет. Но можешь даже не начинать мечтать. Я уже сказал, что на Сиборе маленькое время спада. Например у меня на Тритоне 15 секунд спад, тоже мало но все же больше. Правда на Сиборе можно еще 9,9 секунд добавить временем заварки кратера, но это уже не совсем то.
-
Варишь например вращающуюся трубу алюминиевую без педали и она в середине процесса начинает перегреваться.
-
На сварочном автомате.
-
При современном развитии кибернетики эта проблема - совсем не проблема. Вот жалко на Сиборе спад всего 9,9 секунд.
-
Это переплавленная прихватка на краю детали.
-
Если работа не серьезная, то на глазок, а так с помощью математики и теплофизики. Вот примерно так. Определив температурные поля, в данном случае на кольцевом шве в зоне завершения сварки, можно определить и сварочный ток, посчитав его через тепловую энергию.

-
Штирлиц шел по Берлину. Вдруг ему на голову упал кирпич. "Вот тебе раз" - подумал Штирлиц. "Вот тебе два" - Подумал Мюллер, и сбросил с крыши второй кирпич.
-
Если при одинаковых условиях (ток, скорость), лежачая присадка сильнее охлаждает ванну и проплавление меньше, может и поэтому шов получился слабее. Про автоматическую сварку алюминия. Тяжесть настройки оправдана только на серийных изделиях, или на длинных швах, когда есть время отработать тех. процесс. Я бы на руках не рискнул бы варить с автоматической подачей проволоки, очень много факторов, которые могут все испортить.
-
С алюминием все несколько сложнее чем со сталью. Там нужно добиваться, чтобы проволока не оплавлялась о дугу до входа в ванну, так-как падающую в ванну каплю расплава легко сдувает газодинамическим потоком дуги (алюминий легче чем сталь и сдувается легче). И еще, эта капля быстро окисляется. Подача возвратно-поступательная, чтобы выдернуть проволоку до оплавления, а еще и пульс для надежности.