hvr63
-
Постов
1 317 -
Зарегистрирован
-
Посещение
-
Победитель дней
107
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
А у кого-то метроном есть и вне головы (на компе). Правда ни разу не пользовался. Была одна задача (фото), когда было необходимо синхронизировать частоту импульса с подачей горелки, но тогда без метронома справился. Больше такого случая не подворачивалось.

-
"Сейчас мы их проверим, сейчас мы их сравним." (с)
-
Пивные банки (для менее ловких - молочные фляги). Не научишься, так согреешься.
-
Конструктивно здесь должно быть ребро и чем выше - тем лучше, так-как работает сечение. Все, что стремиться по высоте к форме "ребро", будет заведомо лучше.
-
На миксе величина тепловложения - это как плюс ампер -дцать на переменке. Еще можно балансом аплитуды в сторону минуса так поднять возможности сварочника по "мощности".
-
Бытовой сундук на 220В - ампер 180-200 максимум.
-
Сам удивился. Ну и по правде говоря на большом токе руки жгло сильно, даже через самые толстые перчатки
-
6-ти метровый-то корпус? Да сразу. Начал со 180 - чувству ванна от перегрева убегает. Убавил.
-
Как-то катер алюминиевый 6-ти метровый дорабатывал на выезде (подруливающее устройство вваривал в корпус, и по транцу плиты). Не своим аппаратом, хозяйским бытовым сундуком. Думал не хватит амперов. Потом ток до 140-120 даже пришлось убавлять. Стенка корпуса - миллиметров 6-8, приварные детали еще толще. Ясный пень без подогрева. Вот одна из деталей. Это уже у себя, своей Чеборой 180-й. Тут уже свою воздушную горелку очень берег от перегрева, варил на возможном минимуме.
-
Фехраль (проволока спирали) становиться хрупким после первого нагрева до 350-400 С. Так что гнуть поработавшую спираль на холодную я бы не советовал. Все операции с проволокой производятся с подогревом (300-400 С). С ростом температуры пластичность увеличивается (кренделя лучше вить при 800 С). Ну и для справки. Температура плавления, в зависимости от марки сплава - 1450-1500 С.
-
Вариться превосходно, даже таким генекологическим способом как я показал (там лезла только одна рука, присадку пришлось на зажиме внутри оставлять). И да, зачистить хорошо тоже не получилось.
-
А варить-то как? Вот в этот момент все и приключится.
-
Алюминий растворяет фехраль. Даже не знаю что за соединение получиться. Если уж так хочется уменьшить переходное сопротивление на крепеже, то наверное проще медью облудить (обварить). Только проверить, не является ли медь раскислителем (я сам не помню).
-
Если в горячей зоне все без проблем, то и в холодной должно работать. Я так думаю... П.С. Но, вопрошающий может провести разведку боем и потом наградить нас мудрой мудростью.
-
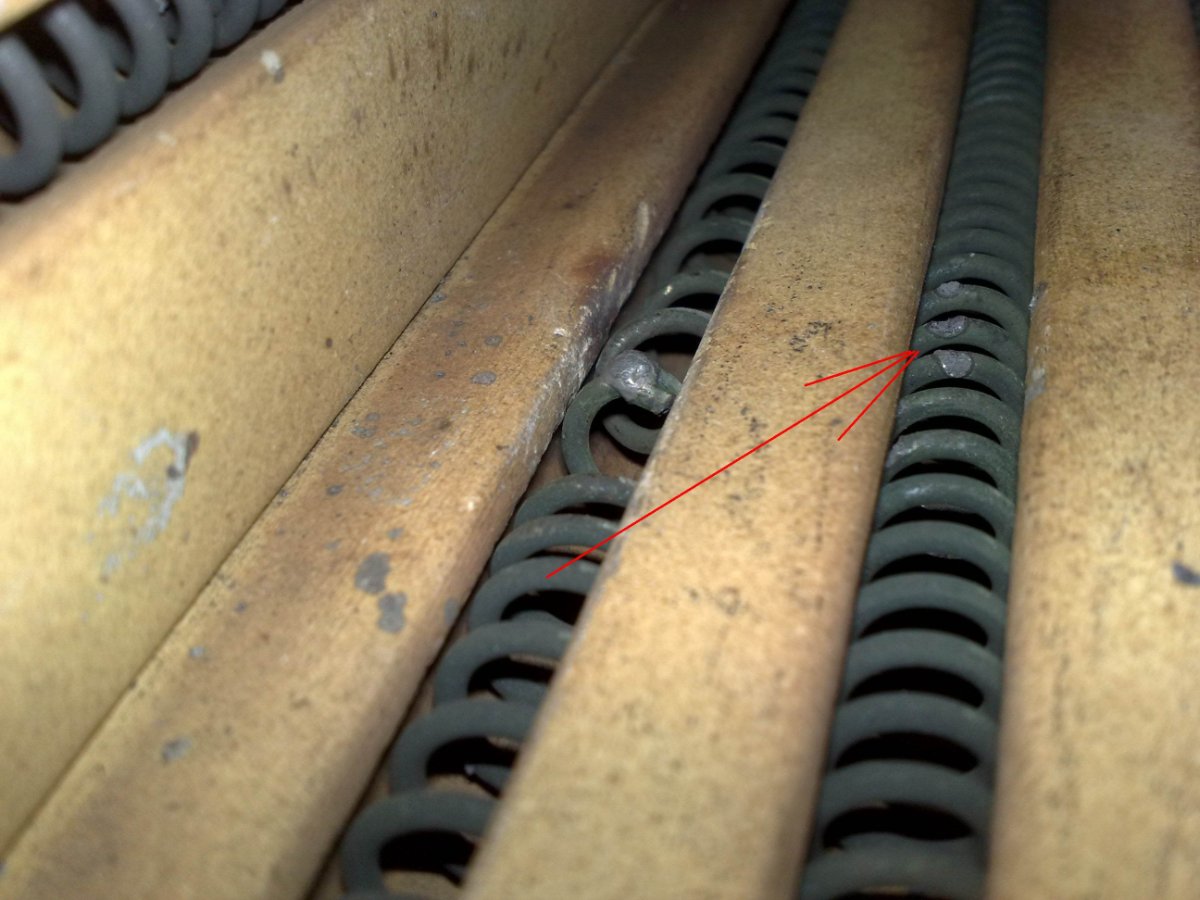
Варится чем угодно. Вот пример. Плохие люди растворили спираль алюминием. TIGа не было, деваться некуда, заварил 70S-6 MAGом. Из-за низкой окалиностойкости, через некоторое время (с моими задачами довольно таки продолжительное), соединение все же разрушилось. Второй раз заварил TIGом с присадкой фехралем.
-
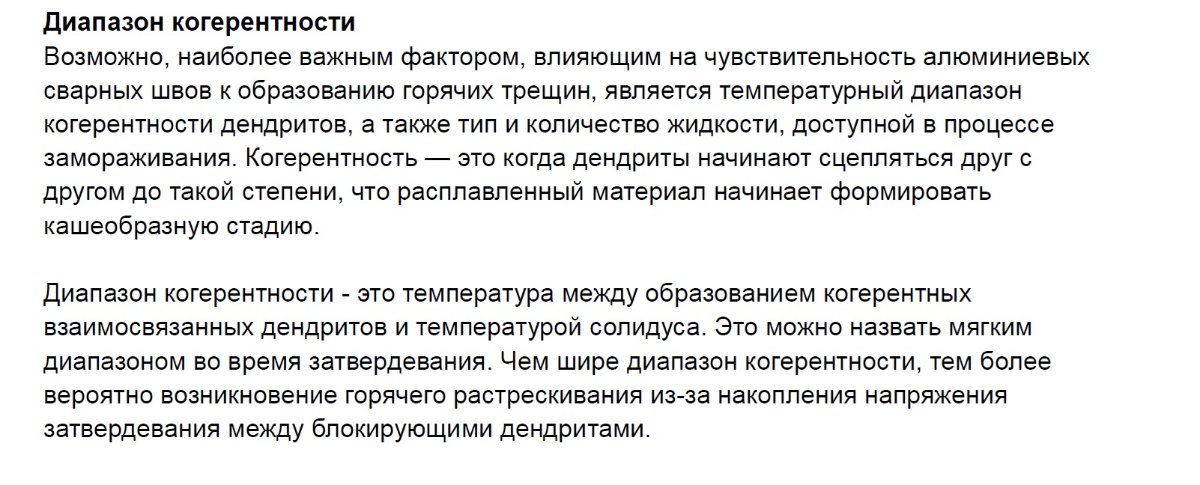
 Во первых необходимо убедиться, что сплав не дюралюминий. В зависимости от того кто своял сие чудо, сплав, предположительно, 6061, и скорее всего Т6. Так что сварка может и не удастся из-за термообработки (будет трещать по границе шва). Но попробовать можно. Только предпринять все возможные меры для усиления этого места. И да. 5356 может сам трещать. Поэтому, когда ссыкотно - варят 4043, менее склонному к растрескиванию, но и менее прочному. А здесь более простым языком объяснено про горячее растрескивание.
Во первых необходимо убедиться, что сплав не дюралюминий. В зависимости от того кто своял сие чудо, сплав, предположительно, 6061, и скорее всего Т6. Так что сварка может и не удастся из-за термообработки (будет трещать по границе шва). Но попробовать можно. Только предпринять все возможные меры для усиления этого места. И да. 5356 может сам трещать. Поэтому, когда ссыкотно - варят 4043, менее склонному к растрескиванию, но и менее прочному. А здесь более простым языком объяснено про горячее растрескивание.
-
Да там, вроде. все это уже есть (фото). Проблема не в этом, а в аэродинамике самого 24 сопла. Соотношение диаметров истока/стока слишком большое. Нужно подобрать скорость потока, или делать какой-то спрямляющий (скривляющий) аппарат после истока.
-
5356 прочнее будет.
-
Добавил сварку чугуна. Ничего революционного, просто считает расход проволоки ПАНЧ-11 (и стоимость израсходованного).
-
Ну что, начнем новый год с нудных вопросов? Кто такими соплами пользовался (резьба UNF9/16-18)? Вскочил вопрос по расходу газа. Пробовал заварить титан на №24 - с наскоку не получилось, сгорает электрод из-за плохой защиты (расход был где-то 15-17 л/мин). Времени экспериментировать не было, бросил и заварил на №12 (резьба UN1-16) с увеличенной линзой. Но вскочивший вопрос остался. Есть кино с продувкой дымогенератором этих сопел на 5-7 л/мин https://rutube.ru/video/66b53c84777332c8832e3fa75dc3866c/ (правда автор путает расход газа со скоростью потока). Как работает №24 мне не понравилось, но №20 нет в наличии, а №16 - маловато для большого вылета электрода. Может кто уже отточил техпроцесс? Хочется сократить путь к истине.
-
Похвастаюсь, или горем поделюсь, не знаю. У нас ни на что не смотрят при приемке (клейма; остаточное давление и т.п.) и выдают обезличено, получаешь то - что получаешь. Единственное, прошу мне подкатить с Линдовским вентилем. Даже и не знаю, можно ли как-то обернуть индивидуальный баллон, по моему такой фигней никто не занимается - оборот баллонов полуприцепами.
-
Опора для ног (наверное) инвалидной коляски. Титан. Такое ощущение что из-за охрупчивания, по границы шва, лопнуло. У меня, похоже, получилось не намного лучше - внутри трубы белесый налет, хотя дул 10 л/мин. П.С. Мой шов желтый от нагрева с противоположной стороны, а так он был белый и пушистый.
-
У меня товарищ, пару лет назад, прям на моих глазах на эти грабли наступил в WhatsApp (проголосуй за дочку на конкурсе танцев). Мгновенно аккаунт увели и разослали по контактам: "Срочно дай в займы 20 тысяч". Он потом всех обзванивал - говорил чтоб ему не занимал никто.
-
Вероятно удешевление, немцы крохоборы.
-
Я, наверное, знаю (я же из Дубны). Но ко мне, кажется, уже стучаться.