copich
-
Постов
6 438 -
Зарегистрирован
-
Посещение
-
Победитель дней
102
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент copich
-
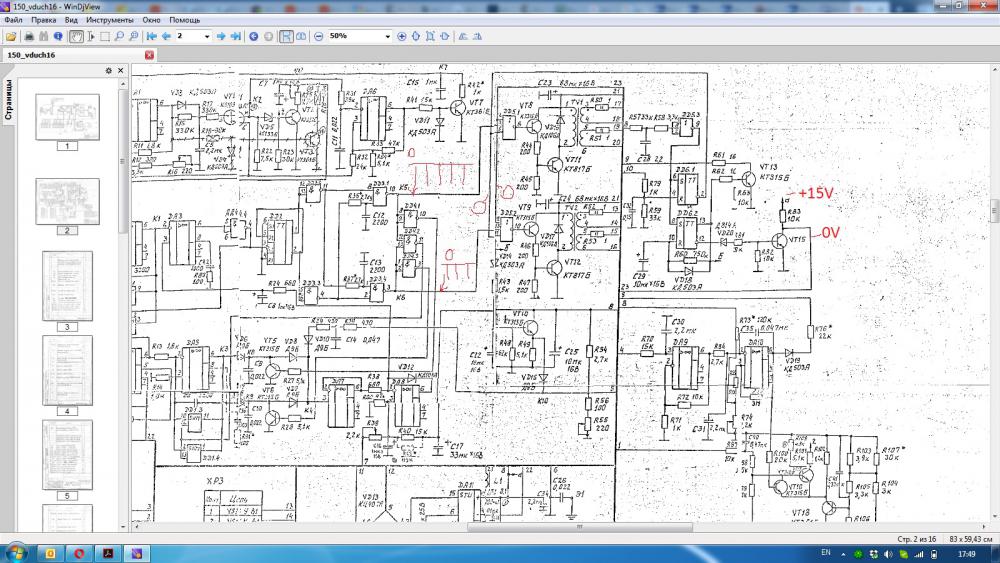
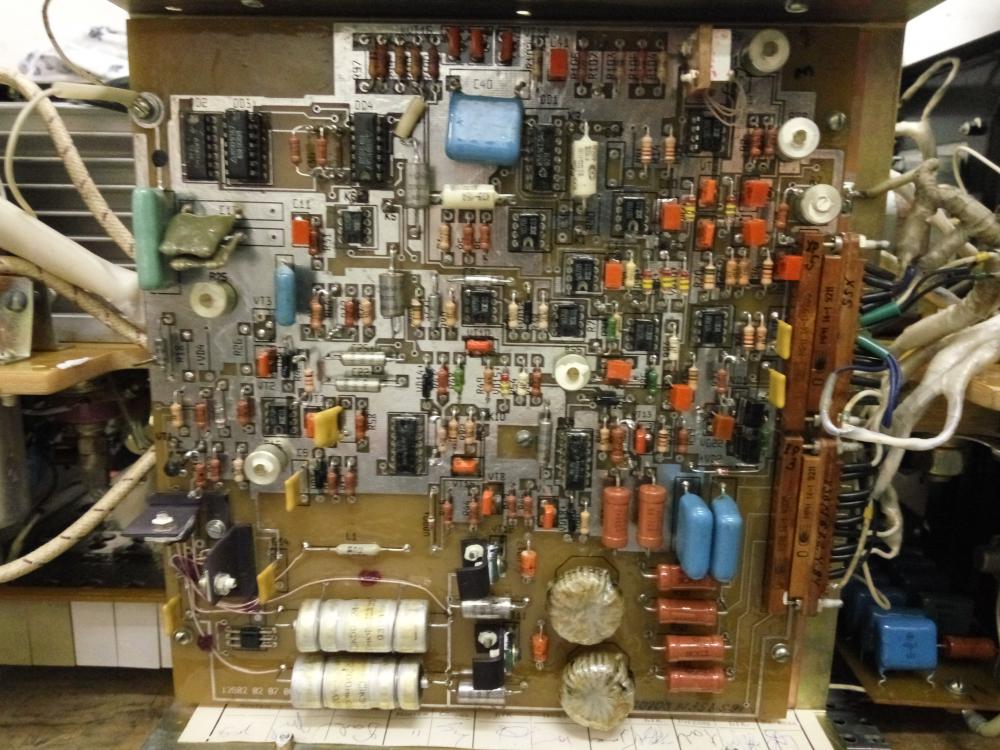
В ремонт мамонт. Собственно, долго собиравшись силами, я до него добрался. Вскрыл, чистенько но страшненько. Осмотрев все и вся - все выглядит как новое. Аппарат лежал в гараже, потом достали и опа, не работает. Добрался до платы управления (фото прилагаю). Генератор генерит. В интернете схему нашел, а вот с осциллограммами проблема. Все ссылки старые и мертвые. На плате половины нет обозначений, вот так промаркировали. Но если уж залез, то хочу запустить. В итоге всех проверок имею следующее: фото так же прилепил. Дошел до DD5. И вот тут уткнулся, на 3 и 13 ногах есть импульсы, а вот 4-5, 11-12 - нули. И конечно на выходе DD5 тишина. Может кто знаком с таким оборудованием, какие условия нужно смотреть, чтобы на управляющих ногах тиристоров появились импульсы? И почему на транзисторе VT15 и VT13, на коллекторах тоже 0? База 0 и эммитер так же 0. Прозваниваются как рабочие, не выпаивал.

-
Конечно это извращение... покупать дешево, а потом доделывать. Но по существу вопроса: - сам так делал когда приносили в ремонт. Ставил с лучшими характеристиками - чем грозит... да собственно ни чем страшным. - частенько дефект не из-за перегрева происходит, а из-за работы платы управления - если не жалко деталей, то будет вам счастье Поэтому нужно дополнительно залачить толстым слоем лака и плату управления залить. Тогда смысл вижу такой доработки.
-
 Но на сколько я понимаю, что при этих движениях и скорость относительно высокая должна быть. Т.е. сплавление + расплавление присадка и тут же далее. Если шов широкий, то как глубоко (высоко) не утапливай присадок, ванна будет провисать. Либо низкочастотный импульс включить, который и будет давать время на перемещение горелки с одновременным остывание шва. Так я понимаю?
Но на сколько я понимаю, что при этих движениях и скорость относительно высокая должна быть. Т.е. сплавление + расплавление присадка и тут же далее. Если шов широкий, то как глубоко (высоко) не утапливай присадок, ванна будет провисать. Либо низкочастотный импульс включить, который и будет давать время на перемещение горелки с одновременным остывание шва. Так я понимаю? -
Все беды от лени! А вот ногой тыкать... ну может ни чего не будет, а может еще хуже станет и уже не с релюшкой. Поэтому это не совсем правильно. Хотя хозяин барин и ему виднее, как и чем работать. P.S. А вдруг на заказе вы его пинаете, а релюшка больше не чинится? Что тогда?
-
Есть Helvi. У них тоже есть источники под американские сети заточены. От бюджета надо отталкиваться и задачи, заборы разные бывают. Тогда станет понятно, что будет интересно. В России под 110V не завозилось, но под заказ можно привезти.
-
В личку ответил.
-
Да да да. В глушитель дунуть, чтобы все неровности на кузове выровнялись, стекла протереть и двигатель погладить. Будет бегать еще лет 200.
-
А что вы называете платой плавного пуска? Знаний, по вашему описанию, в ремонте сварочного оборудования не много. Поэтому будет лучше если в сервис профильный обратитесь. Но если самому смотреть то: 1 лампа перегрева перестанет гореть только при выполнении нескольких условий. 2 проверьте первичный выпрямитель 3 все силовые транзисторы отпаиваете и проверяете. 4 проверяете выходной выпрямитель 5 если входная часть будет целая или отремонтирована (первичный выпрямитель), то при отпаянных силовых транзисторах, надо проверить сигналы управления осциллографом. И только после убеждения, что все правильно и осциллограммы соответствуют норме, можно впаивать обратно и проверять как будет работать. Удачи!
-
Скажем так: стабильной и оплачиваемой работы , чтоб на сыр с маслом хватило и икры с верху можно было положить. AndreyMaster , Дальнобой - поздравляю!
-
Так сказать, вот такой уголок получился ... Так это целое производство, цех если можно так выразиться!!! А печинюшка - ваще огонь!!!! Если через 15 лет такое рождается, то конечно, есть ради чего мечтать и к чему стремиться. Примите и мои поздравления!
-
Если плакаться то и начинать ни чего не надо. А если критика конструктивная, а не обида завистливая, то это путь к улучшению навыков и конечного результата! Эх... молодеж..... спс. ) и т.д.
-
фото не могу найти. Видел как сварщики делают. Мне это не надо, т.к. часто разную проволоку применяю да и объемы копеечные. С выхода катушки, перед входом в подающий механизм: обычно имеется свободное место. Войлочный валик на прищепке туда очень хорошо помещается и в ролики не уходит, т.к. довольно плотный. Очень изумительно всю грязь с проволоки собирает. И люминий и черняга и нерж, все в пыли от производства. Еще есть жижа. Вот например: PROTEC BALSAM WLS04. Прыскается на этот валик. Дополнительно чистит и смазывает.... Вроде на шов не влияет, т.е. поры не появляются. В целом это к производителям паст и жиж
-
Пока одни сидят, другие работают и ищут варианты Это правильно! И тут все правильно. Хорошо, что еще не все стали телефоно-зомби.
-
так это у всех. Не только у кемпи. Зависит от вашей проволоки. Поставьте войлочный или др. съемник на канцелярской прищепке. Эта приспособа будет проволоку очищать. Так все делают, кто любит свою работу (меньше менять каналы в горелке)
-
А вы попробуйте сделать не хуже! А по вашему талант - ложки на лоб примагничивать или шпаги глотать? Хорошо ремесло... Раньше так и меняли и развивались. А сейчас что? Кто больше украдет тот и в дамках? Это лучше? Руками уже ни чего не могут, только: КУПИ-ПРОДАЙ!!! По тратуарам покатушки и матом ругаться. Это лучше? Дешевле делать нет смысла, т.к. материал дорого выходит. А дарить деньги - банально, скучно, без выдумки и на ОТВАЛИ. Работа ручная, сделаная с КОСЯКАМИ но с любовью, куда ЧЕЛОВЕЧНЕЕ!!!
-
вопрос в том, что в итоге хочется. Для гонок обычно на 10 лет не нужно рассчитывать И обычно из того что есть. А то что нужно, не всегда возможно. живые, конечно. Видели "пердящ ...го" БМВ? Нет, т.к. действительно качественно из нержи, при условии, что туда не лазили. Болты уже все сгнили и просто так не раскрутить. Но держится! Но ценник!!!!
-
В итоге, @Глобул, купите? Работа стоит может и других денег. Но кто эти, другие, деньги готов заплатить? При ЗП 15000 в месяц 2000 - много. А вот при 150 000 в месяц, и 20000 уже думать можно.
-
жаренный удлинитель + болграка А вот реклама новых перчаток, которые работы не видели - Я под столом!!!
-
Девочка в желтом отпад!!!! и для молодоженов - совы - умора!!! Молодец!!! Здорово! Фефочке в черном, надо было в руку фото-мини, с палкой селфи и было бы - Админы, а можно еще пару - ПОНРАВИЛОСЬ поставить?! Ведь правда, здорово получилось.
-
Конечно, глянуть .... Думаю будет интересно!
-
@S13, на сколько понимаю, при такой температуре (а скорее всего она выше будет) от нержи ни чего не останется. Т.е. она скоро будет ржаветь и не будет блестящей при первом же нагреве метала. В общем все будет держаться и не лопнет. Делал себе на скутере такое. И конечно все в воду попадет ... не в стерильных условиях ездил. Поэтому, чтобы блестело, в таких местах делают кожуха. Как раз нерж будет более пластичная и лечше справляться с тепловыми деформациями ИМХО ( из опыта). Дорого вот и не пускают в массы. Кстати, у меня на БМВ глушитель, труба от выпускного до глушителя - нерж. Еще на 320 на Е36, такое было.
-
1 я видел твои работы. Красивые. Тогда я не знал. что это твои работы 2 а как индивидуальное? Это наши первые работы. Пока и не продано ни чего. Делали для себя да и родственникам, как подарки. Да и руку набивали Индивидуально, можно... но что? Кто сгенерит? Клиент? У них такие фантазии, как СВАРИТЕ как мне, батенька, вот эту железяку с краской, и чтобы краска не сгорела! Или приносят, на выставке, статуэтку из ОЛОВА и просят сварить 3 а пока я для удовольствия делаю. Пока зима, можно и баловаться, потом опять строительство, вода, канализация, огород и т.д.
-
с волками, это КУПЮРНИЦА Денюжки хранить. А песик... сами не знали что получится в итоге. ГЛАЗА - металлические шайбы, внутри замазка (не знаю как правильно, это жены уже работа), чтобы сами глаза можно было нарисовать. По размеру только шайбы и подошли... да и то что было Когда собрали, сами удивились, прикольно получилось. А пятно, это задумка была, именно как собака с пятном. Естественный сучек в дереве дал вот такой цвет. Если есть желание, то могу разместить работу там же в магазине. Может кому захочется приобрести. Если есть фото то: xut собака list.ru. И ценник прошу определить. Если нравится самому (самой) то может еще на этом и заработать?! Т.е. хобби переводим в денежный эквивалент.
-
А я тут как раз и не причем. Классная работа, красивая, нужная! Что еще нужно, чтобы удивить?! Кажется тут есть все! Конечно некоторые делают станки и т.п. Но они не настолько изящны. Можно сделать станок тоже изящным. Но пока только вижу как реализованный функционал. А тут ВСЕ ВМЕСТЕ!!!! Молодец. Что тут еще сказать?! Вот моя работа, с женой делали: https://www.livemaster.ru/item/18735857-dlya-doma-i-interera-podsvechnik-sobaka я - пилить, она - красить Остальное тоже делали. Но это работа крайняя под новый год, подарок. Одну себе оставили. Одну под продажу.
-
главное, не сколько там аппаратов ( а то как продавец аппаратов говорите), а что из мастерской будет выходить (как готовая работа) !!!! Т.е. мы ждем продолжения!!!