brat_h
-
Постов
790 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент brat_h
-
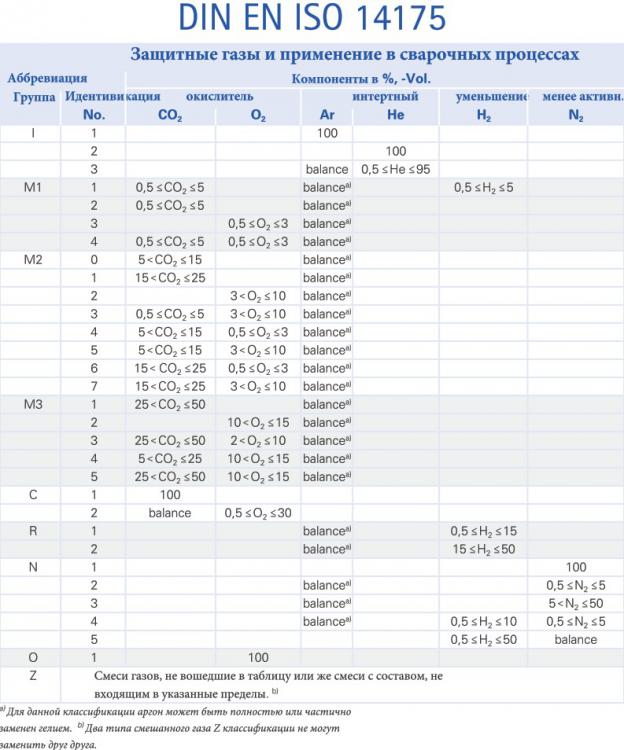
Ха-ха, специалист, который составлял табличку говорил на немецком и английском, а который переводил видать и по-русски без ошибок писать не умел.
-
О как слухами земля полнится... почитай на досуге: Сварочные и режущие газы.pdf

-
корневые вертикалы делают без отрыва, как сверху-вниз, так и снизу вверх - хорошо подобрать настройки/зазоры/скосы/притупления, не дожигать электрод слишком коротко и даже корень снизу-вверх делается очень быстро: https://youtu.be/Fph3SFeMfVA По видео: - первый корень (на 2:59) сделан с оптимальными настройками; - второй корень (на 5:20) - с чрезмерным "Arc-Force", и соответственно с небольшими рывками; - и "горячий проход" (на 9:15, ускоренное видео) после "не слишком тщательной" зачистки, и опять же с небольшими рывками, с переплавлением зашлакованных подрезов. все эти проходы были выполнены целлюлозными электродами. Далее: - заполняющий проход основными электродами снизу-вверх (на 10:04) - опять же экспериментировали с чрезмерным "Arc-Force"; - и еще один заполняющий проход, но уже с нормальными настройками "Arc-Force" (на 11:39) в этих проходах рывки уже нельзя делать... но импульс все же можно, насколько я понимаю. Далее на 13:05 параллельное сравнение процесса сварки с этими разными настройками "Arc-Force". PS: кайфовый держак у них... Tweco Tong T316MC PPS: и старший сварщик-преподаватель - наверное самый толковый из всех что у них был на канале...
-
PS: при рывке электродом, как и при импульсе, остывает не только сварочная ванна, но и сам целлюлозный электрод, обмазка которого при перегреве может просто преждевременно сгореть, из-за чего эти электроды нельзя сушить-прокаливать перед сваркой - во как оно все, прямо так и хочет импульса, с этими целлюлозными электродами
-
Н-да... тяжелый случай... судя по последним нескольким страницам темы на целом континенте никто не имеет представления зачем в MMA аппарате может понадобиться пульс... кто-то даже название немецкого аппарата привел сразу намекающее на ответ на вопрос "EWM Pico 160 cel puls"... но кому-то вдруг резко захотелось повыпендриваться своей Ресантой перед EWM, как "моське перед слоном", ну вот "...и воз и поныне там". Ладно, это все наверное потому что Америка с ее традициями находится на другом конце света, а модно там всех начинающих сварщиков учить правильно варить целлюлозными электродами, то есть с рывками - поварил, сделал "пятачок", потом сделал короткий по времени, но достаточно длинный рывок электродом вперед и сразу назад, накладывать следующий пятачок и повтор... в общем как наша "сварка с отрывом" только быстрее и дугу не обрывая, а если вернее, то таким способом положено варить "потолки" и в "нашей традиции". Варить так можно во всех пространственных положениях кроме вертикала сверху-вниз - он варится без всяких лишних телодвижений. Используется этот "маневр" для нескольких целей - в момент рывка дугой прогревают металл, выжигают всякую грязь впереди по шву, и дают застыть сварочной ванне, а в момент возврата к сварочной ванне ее частично повторно переплавляют и выводят вредный водород и поры им вызванные. Ну вот, и так как в Америке все сварщики и так тренированные варить целлюлозой - у них импульс в аппаратах ММА тоже в основном отсутствует... В общем, был один популярный сварщик-ютюбер "Chucke2009", который поигрался с импульсом в ММА (на каком-то китайском-с-понтом-американском аппарате, типа необычная функция от китайпрома) и продемонстрировал зачем, в общем, этот импульс на ММА нужен, удобен, имеет смысл и т.п. - он сначала целлюлозным электродом положил шов традиционным способом с рывками и в итоге выглядевшим "уложенными пятачками", а потом настроил импульс на аппарате и без рывков с обычным поступательным движением электрода уложил точно такие же пятачки... профит? - профит. Ну так вот, немцы ж типа технологичные ребята, вот наверное и сделали сразу аппараты для европейских сварщиков, которые может и не часто варят целлюлозой, но наверное при необходимости могут и раскошелиться на "удобненький и заточенный под целлюлозу аппарат". "Заточка под целлюлозу" традиционно включает в себя высоковольтный "холостой ход" под сотню вольт, повышенная мощность "Arc-Force" (как описано в мануале к EWM), чтобы крупные капли не замыкали и не обрывали дугу, ну и импульс как дополнительная "плюшка" для всяких положений типа вертикал снизу-вверх, горизонтал, потолок. В принципе импульс вполне может удобен также и на основных электродах - которые отрывать нельзя, но при сварке снизу-вверх очень хочется, о чем Евгений Лысенко в своем видео и говорил/показывал, но с "ручным" импульсом.
-
Не бойся, на 60-й размер в зимней шапочке = равняющийся 63-му без шапочки, у оголовья Tecmen есть еще некоторый запас, так же и у Speedglas 9100, при этом у Tecmen есть еще увесистая подушка на задней лямке, которую если отодрать, то оголовье станет и больше и легче.
-
Вот так оно выглядит: С более тонкой трубкой получилось все намного удобнее, если что, ее можно "впихнуть" и в обычные маски типа "Tecmen" Обдув такой же как в 9100FX Air - прямо в зону рта/носа, при этом достаточно даже небольшого "анти-гайморитного" обдува для эффективной защиты. Придумано это все было со второй или третьей попытки (воздуховод через голову сверху оказался слишком геморным, воздуховод под челюстью без боковых креплений к оголовью маски оказался недостаточно "герметичным"). У меня такое ощущение, что когда фирмачи разрабатывают свои дизайны, они также стараются избежать слишком простых решений, которые бы "подсказали" их целевым клиентам как не потратить лишнюю тыщу баксов на всякие их супер-пупер-вундервафли. А может все дело в "высочайшем уровне респираторной защиты" типа TH2, TH3 по всяким там ГОСТ-ам, ISO-9999 и т.п., нужных для работы чуть ли не в ядерных реакторах.
-
@Krazzt, Судя по всем этим всяким фирменным супер-вундер-вафлям, фирмачи или специально не делают простые и удобные и скажем так "правильные" для сварщиков дизайны, или может у них какие-то патентные ограничения, но по любому какой нибудь развод на бабло "должен быть", просто в этом весь смысл этих всех бизнесов, и этих всяких вебинаров тоже. Самая типа крутая и расфуфыренная "3M" просто не делает компактный переходник к своим респираторам такого плана: а то что делают - не совсем компактные и совсем не дешевые - в воздуховоде для Versaflo: У того же Sundström воздуховод спереди в маску входит, что не оптимально под сварочной маской: Даже новинка от Optrel - вроде и турбоблок круто сделали, но матерчатая синтетическая маска с "полиуретановой пеной" хоть и заявлена как огнеупорная... но наверное пока расплавленная капля не застрянет между сварочной маской и респираторной, хотя может даже и между маской и кожей на лице: че они такой вариант маски не сделали...(кстати очередной пример лишних килограммов на голове) По поводу вентилируемых сварочных масок - опять же или тяжеленные, типа Speedglas 9100FX Air, или "неподъемные" и даже "гайморитные" типа 9100 Air и того же G5-01 В G5-01 вообще запихнули воздушный коллектор с рычагами, шестернями и заслонками: При том что мой самодельный вариант воздуховода и проще, и легче, и эффективнее, и не гайморитнее: обычные Optrel тоже не отличаются "умом и сообразительностью": Цены такие ж как будто они там миллионы баксов на разработку и дизайн затрачивают и везде хоть какое-то недоразумение или недоделку но впихнут, главное разрекламировать потом по-эффектнее. ...вот и весь вебинар.
- 20 ответов
-
- 1
-

-
- маска
- светофильтры
- (и ещё 1 )
-
Вари под наклоном, на спуск. На тонкой проволоке ее вообще убирать надо. Манометр высокого давления должен держать 150 атм (15 МПа) При температуре около нуля градусов становится актуальным если много варить. Ну, поставь 17 В и настраивай подачу. Вот калькулятор настроек: MIG (Solid Core) Welding Calculator
-
Оно типа безразмерное "от XS до XL" - типа от экстра-малого до экстра-большого размера. И вот затяжка по низу маски:
-
Вот такая вот новинка 2021 г. от Optrel: Swiss Air PAPR https://youtu.be/_qNAD1Gz-tE Optrel наконец-то научился делать компактные турбоблоки, и даже тихие. Маска какая-то матерчато-поролоновая, огнеупорная... н-да, если будет ловить брызги, то наверное прогорит со временем - молодцы, одним словом. Цена где-то от штуки баксов.
-
...да, а забор воздуха для дыхания при сварке должен производиться где-то со стороны спины
-
Почитай про оксиды - марганца, железа, никеля, хрома, молибдена, алюминия, меди, цинка - это по поводу вреда аэрозолей в общем. По поводу газов - угарный газ, озон, окиси-оксиды азота, углекислота, аргон, ну и для полной картины про фосген, который можно получить если например обезжиривать металл хлорсодержащими растворителями и не полностью смыть.
-
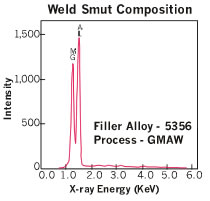
По поводу черной "сажи" при сварке алюминия: http://websvarka.ru/talk/uploads/monthly_04_2021/post-11867-0-47471400-1617965820_thumb.jpg Алюминий и магний испаряются, так как температура их кипения заметно ниже температуры дуги, далее - если газовая защита плохая, то еще и окисляются, затем эти "пары" оседают на более холодной поверхности основного металла - это особенно актуально при сварке на ПА. Оксиды как алюминия, так и магния - белого цвета, но из-за того что "свет отраженный в верхних слоях атмосферы Венеры" улавливается между очень мелкими частичками "сажи" и не отражается обратно, то "сажа" кажется черной. По химическому составу это оксиды Магния и Алюминия (и немного чистого металла): Причины: наличие Магния в сплаве; плохая газовая защита - малый расход газа, сварка "углом назад", слишком большой наклон сопла при сварке "углом вперед", неправильный угол сопла в поперечной плоскости шва, слишком большое расстояние от сопла до шва (желательно не более 16 мм.). Небольшое количество сажи допускается по границам "зоны очистки", в начале и конце швов, и в углах (поворотах) швов - сам шов должен быть чистым и блестящим, без серого и черного налета. Aluminum Workshop: How to recognize, minimize weld smut
-
Шестая не "3М", а Speedglas, и не "шестая", а скорее "первая", так как единственная среди них реально сварочная маска-хамелеон.
-
... и самая мелкая и пакостная пыль проходит сквозь, и застряет там откуда уже очень плохо выводится, а газы так вообще в еще больших количествах вдыхаются. Купи или сделай воздуховод за спину - всего лишь два переходника аккуратно сделать и будешь дышать намного более чистым воздухом, чище как от дыма, так и от газов. Можно будет фирменными фильтрами пользоваться как минимум месяц. Да и поступающий воздух будет заметно прохладнее, не нужно будет по пять раз сливать пот из маски, жара настанет так вообще будет абзац. Фигня это - варить в обычном респираторе, меньше дыма, так больше газов, и перерасход фильтров. А если взять Sundström-овские фильтры, которые из стекловолокна, то можно, наверное и полгода пользоваться, если пару их можно растянуть почти на месяц на турбоблоке. С нормальной защитой даже усталости почти не возникает - к концу смены почти такой же свеженький, если конечно физических нагрузок не сильно много.
-
Про ТИГ горелки скажу даже больше - http://websvarka.ru/talk/topic/1344-svarochnye-gorelki-tig/?p=453249
-
Кислород нужен для уменьшения поверхностного натяжения расплавленного металла - легче выводится водород из шва (плюс еще его химическое связывание кислородом), лучше формирование самого шва, более мелкая капля на кончике проволоки - облегчение перехода в струйный перенос, и более мелкие капли/брызги при сварке в КЗ. При сварке нержавеек важно не только не окислять, но и не науглероживать металл, поэтому углекислоту уменьшают или вообще убирают и немного добавляют кислорода. Как то так. А ради уменьшения брызг на чернухе можно мешать и саму углекислоту с кислородом до 20-30%, позволяет хорошо варить на больших мощностях, типа выше 300А, без большого разбрызгивания.
-
Про ТИГ горелки скажу даже больше - вся классическая линейка американок "Linde"- стиля это пример "крапоэкономики" (говноэкономики) или в русских интернетах она называется "копроэкономика" (наверное от слова "корпорация"). Общий смысл - торговать тем что быстро выходит из строя, заставляет покупать кучу различных запчастей, для различных конфигураций и продожать торговать, торговать, торговать и зарабатывать. И вот эти все кучи различных моделей ТИГ-горелок, и кучи запчастей к ним - это отличнейший пример этой крапоэкономики. Сейчас вместо того чтобы использовать оптимизированный, компактный, надежный и даже более мощный дизайн пол-америки и весть китай штампует разработку 60-летней давности, которая была оптимизирована под упрощенное производство, а не под удобство сварщика. К чести Binzel можно сказать что у них есть линейка очень даже хорошо разработанных, простых, надежных, компактных, и не слишком сложных в компелктации горелок - но стоить она будет поначалу "бешенных" денег, особенно по сравнению с ценами на алиэкспресс на классические американки. Их собственный модельный ряд из 150-260W, 200-450W и 500W (они еще не так давно добавили еще линейку 90-180W, но она практически такая же как и линейка 150-260W, только без возможности варить большими газовыми линзами/соплами). Для меня особый интерес предствляет 150-260-я серия, потому что - она даже компактнее чем 9-ка-американка, проще, мощнее, уже со своими компактными газовыми линзами: (и вообще-то именно с линзами их и надо использовать с их короткими соплами, и они конечно же дорогие) при желании варить большими Jumbo-линзами необязательно покупать дорогущие фирменные комплектующие - можно из обычного водопроводного фитига сделать переходники и сделать самодельную линзу для Jumbo линз. Для этого нужна муфта (футорка) G1/4 на G1/2 (резьба на соплах 150-260W - G1/4") и шаровый кран с дренажом для спуска воздуха (Кран шаровый JG 024V 1-2"): у них диаметр шара больше чем у обычных пол-дюймовых кранов, соответственно и резьба в корпусе, и получается как раз 1"- 16-UN как в Jumbo линзах. Далее немного домашней токарной обработки (дрель + напильник, снять лишнее) и можно сделать разборную газовую линзу, тем более что обычные водопроводные "прокладки-сеточки" то ли "дюймовые", то ли 3/4" (ø 24 мм.) как раз встают снаружи в самодельную линзу (для этого надо сделать еще выточку) И конечно же не покупать же фирменный фторопластовый изолятор, стоящий "бешенные" деньги - его также можно выточить из фторопластовой втулки с внешним диаметром 32 мм. и с внутренним 12 мм. Из одной втулки длиной 50 мм за пару долларов можно сделать штуки 4 изолятора (у меня втулка получилась длиной 10 мм.) Вместо фирменной "капы" можно сделать трубку с внутренней резьбой #12 - 28 UNF (подходящая резьба для затяжки цанги, внутренний размер для нарезки резьбы - 4.7 мм. шаг - 1/28 дюйма ) Ну и чтобы не переплачивать за всю горелку, можно купить просто головку горелки и "нарастить" ей гибкий шланг-пакет из силикона и провода ПЩ-10 или 16. Да и сама головка не сильно сложно делается из подходящих комплектующих, главное найти или выточить саму головку с резьбой G1/4 с узким отверстием под цангу.
-
Для смеси нужен специальный вентиль с трубкой для захвата жидкой углекислоты со дна баллона.
-
Ладно, у людей бывает разные представления о сварке и какие горелки им для этого более подходящие. Если аппарат в гараже больше 180А не выдает, то можно особо и не выбирать, какой мощности горелкой варить. Или если варить кузовщину прихватками, то в горелке главное чтобы просто кнопка была удобная, а сварщику достаточно быть кнопкодавом, главное в геометрии быстро соображать как впихнуть невпихуемое или как ровное правильно сделать кривым, или как в сплошной ржавчине найти еще живой металл и привариться к нему. Вот из рассказа на первой странице:
-
На предприятии закупаются... отчасти для таких "закупающих" и было это все описание, а то закупят что подешевле продаваны насоветуют, а потом занимайся сексом с этим всем. Если одни горелки более легкие, стабильные, ремонтопригодные, более компактные, меньше перегреваются и не жарят руки, можно варить с опорой на сопло, даже почти одной рукой, но требуют более аккуратного обращения, потому что например сопла стоят в два раза дороже, но в которых можно поменять глубину наконечника для различного вылета проволоки просто поменяв сопло. А другие и руки жарят, и по размеру более громоздкие, и даже бывает специально сделаны без "шарнира" в основании рукоятки, и с "одноразовыми" гусаками, но зато их можно лупить об стол, выбивая брызги, да и сами сопла стоят в два раза дешевле, потому что в них в два-три раза меньше металла и они просто гнутся если по горячему попытаться выковырять хорошо залипшие брызги, и чтобы поменять вылет проволоки нужно днем с огнем искать у продаванов нестандартный держатель наконечника (проще укоротить другое сопло), и возможно даже изолятор... Вам все одинаково? Мне, например - нет. А по мощности или по формату - мне спокойнее и увереннее быстро варить когда сопло достаточно широкое, хорошо зафиксированное, которое дает хорошую газовую защиту сварочной ванны, и мне не нужно сильно переживать - "закипит шов, или нет?" если мне нужно варить и на скорость, и на качество. ========== ======== Не "верю" я в узкие спола И то что можно сделать 15-й, наверное можно сделать и 255-й в большинстве случаев, а аппарат, уже говорил, нормальный - это хотя бы уверенные 250 А чтоб можно было варить и в режиме КЗ, и в струе (эти самые "рельсы").
-
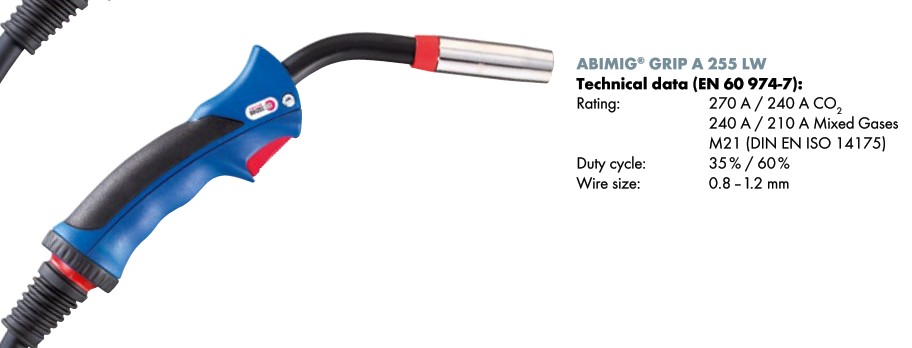
Наверное потому что она только для прихваток, жестянки, ну или может для каких нибудь узких мест, газовая защита минимльная (по в стандартной комплектации) ABIMIG 255 или MB 24 уже поуниверсальнее заметно. Да и сварочному аппарату, чтоб варить рельсы, нужно быть хотя бы 250 А
-
"Система MB" у Binzel это называется (“MB EVO PRO”, “MB EVO”, “MB GRIP”) - типа удешевлненные расходники не требующие аккуратного отношения, скажем так - полупрофессиональные, для любителей и т.п. При этом мощные горелки заметно более громоздкие. Профессиональные и топовые горелки идут в линейке “ABIMIG” с классической компоновкой и расходниками - перегрева особо не боятся, ремонтопригодные (гусак это просто трубка с резьбой по концам в тефлоновой оболочке, плюс бывает еще и металлическая поверх). Но эта система для нормального пользования требует парочку приспособ - типа "цанга для очистки сопла от брызг" из тонкостенной трубы можно самому сделать аналог Так же еще нужен болт с резьбой как у наконечника приваренный к Т-образному воротку, чтобы можно было вкрутить его до упора вместо наконечника и открутить сопло от держателя наконечника в случае заклинивания. В общем, требует профессионального обращения, а не ударов об стол или стену в попытке очистить сопло от брызг. Да и среди них нормальные горелки начинаются с моделей "255" и выше.
-
...Упс, я немного поспешил с финальным объемом рассчетного пшика: на расходе в 5-6 л/мин пшик получается объемом в 0,5 л а на расходе в 10 л/мин получается объемом 1,7 л ...при условии если ему всему дать успеть выйти