Точмаш 23
-
Постов
5 540 -
Зарегистрирован
-
Посещение
-
Победитель дней
427
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
 @Victor Kotyara, Все-таки надо заканчивать дискуссию на это тему...она ни к чему не приведет.
@Victor Kotyara, Все-таки надо заканчивать дискуссию на это тему...она ни к чему не приведет. -
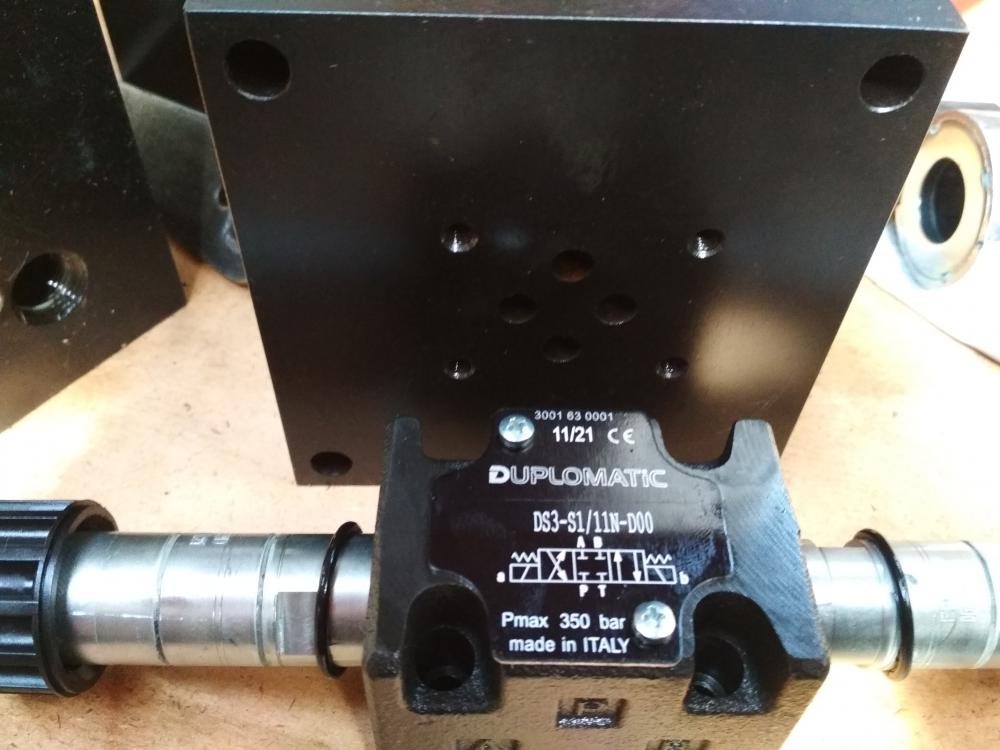
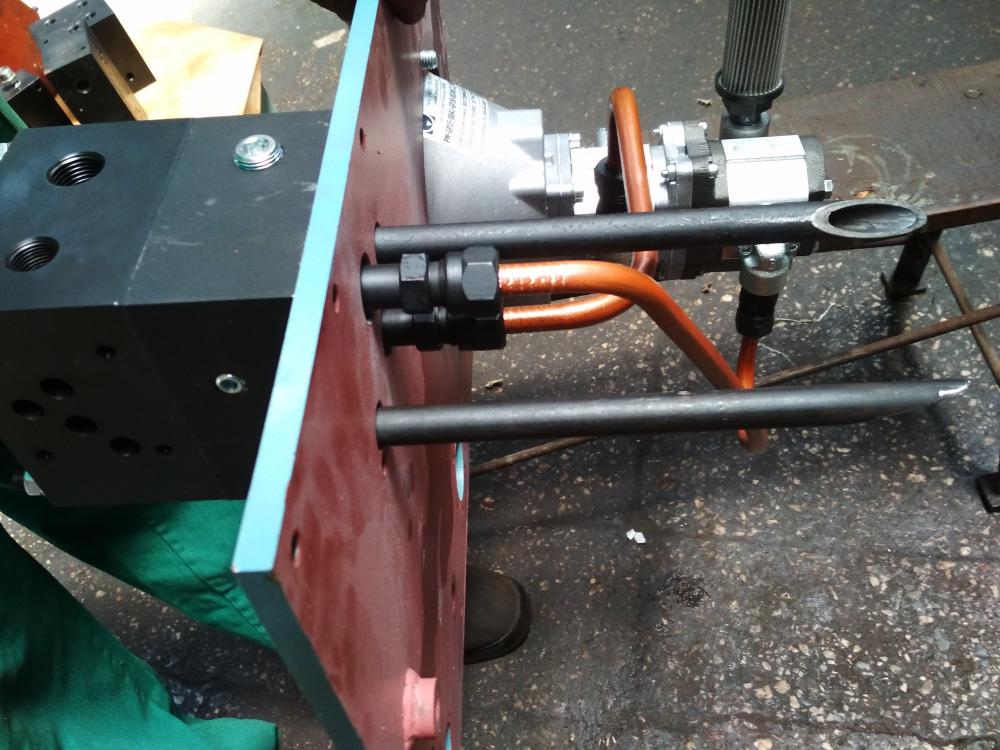
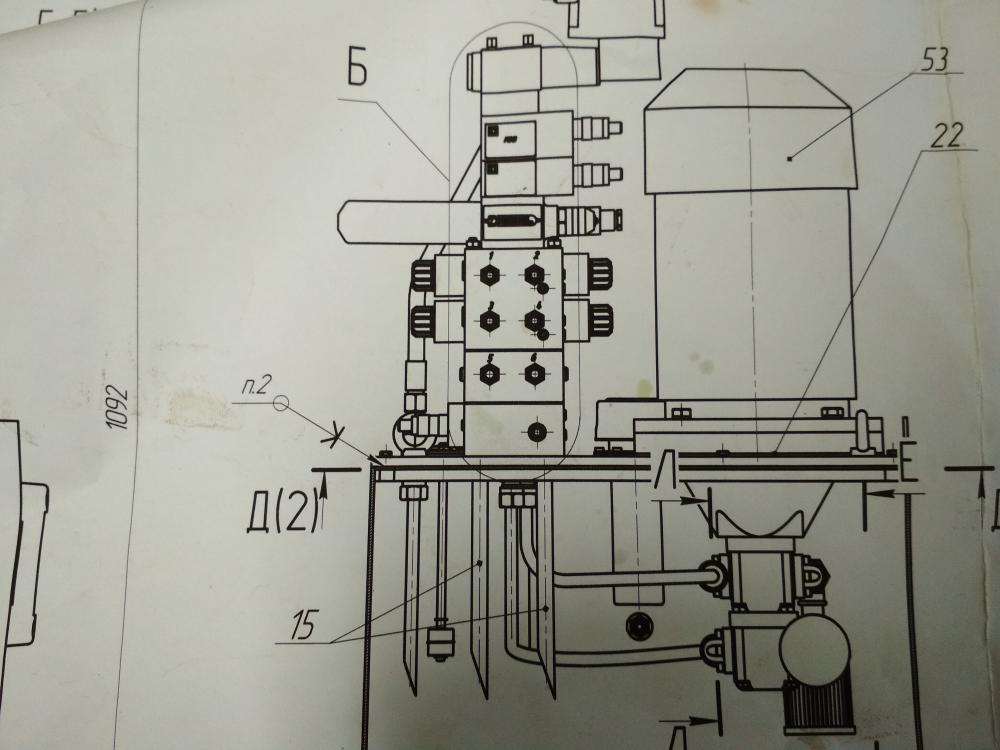
Сейчас это реализовано по другому: изготовляется плита, закупаются регуляторы ,датчики, напорные фильтры и т.д., то есть вся элементная база гидросистемы.( на снимке катушка привода лежит рядом- еще не установлена). Внутри гидроплиты ничего нет- все находится снаружи.

-
Что из этого следует?
-
..и правильно делают.
-
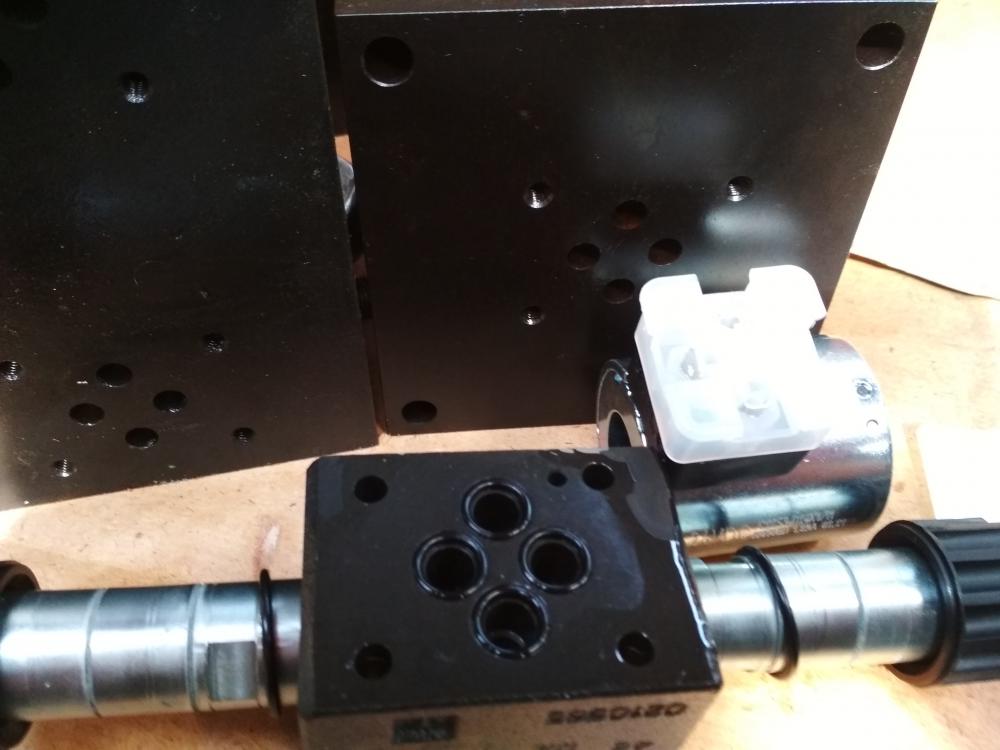
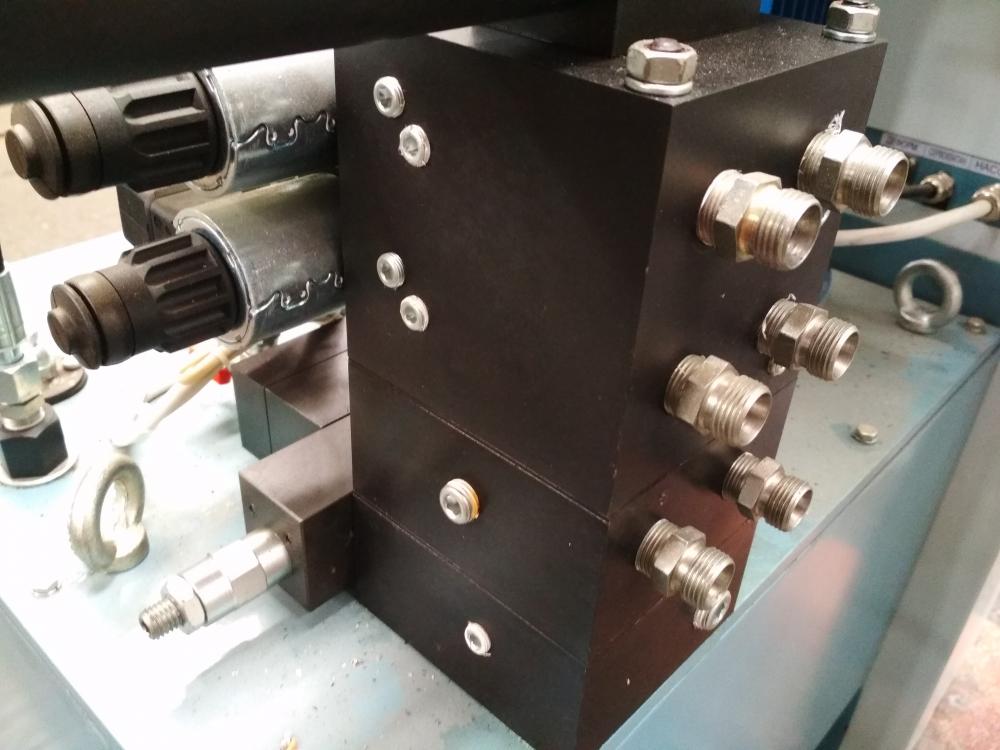
Как еще надо объяснить, что кроме каналов с резьбами и уплотнительных прокладок в этом куске железа больше ничего нет? Как это еще понятнее объяснить? Причем здесь амортизаторы и пр.?
-
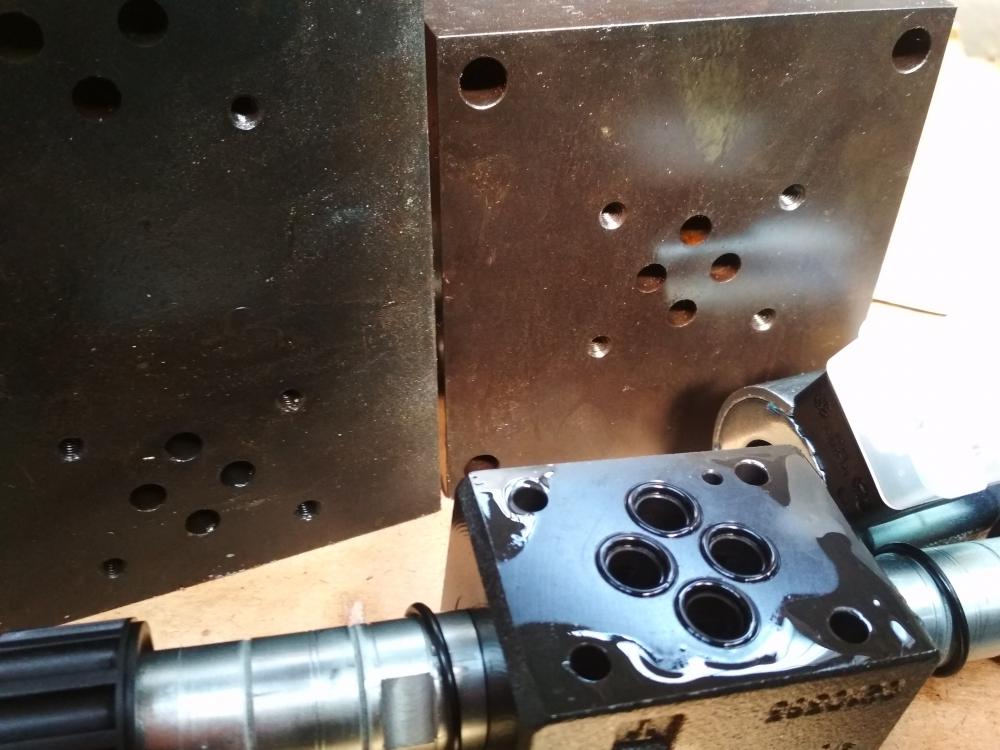
Стоит еще раз вернутся к теме регулирующих устройств. На снимках системы без устройства и с устройством ..разницу "чуете"?
-
Восстановление привалочной поверхности компрессора КиА (автобус). Наплавка МНЖКТ. Ручная доводка. Можно было шлифовать, но суббота, впрочем и ручная доводка несложная...пару часов на всю работу)
- 1 074 ответа
-
- 25
-

-
Что собою представляет такое устройство? Это система каналов ,которые связываю различные устройства - клапаны ,датчики в единое целое, позволяющее взаимодействовать между собой и управляемая контроллером. Это "трубопроводная" система в цельном куске металла. Любое производство (нормальное) будет стремится к сокращению числа технологических операций без снижения эксплуатационных свойств изделия. Этим обусловлен выбор материала и оборудования, т.е. будь это сталь или Д16, то или иное станочное оборудование. Заказы надо размещать на специализированных производствах, а не у товарищей имеющих станки ЧПУ.
-
Это связано с электробезопасностью проведения работ...и все. Других причин нет.
-
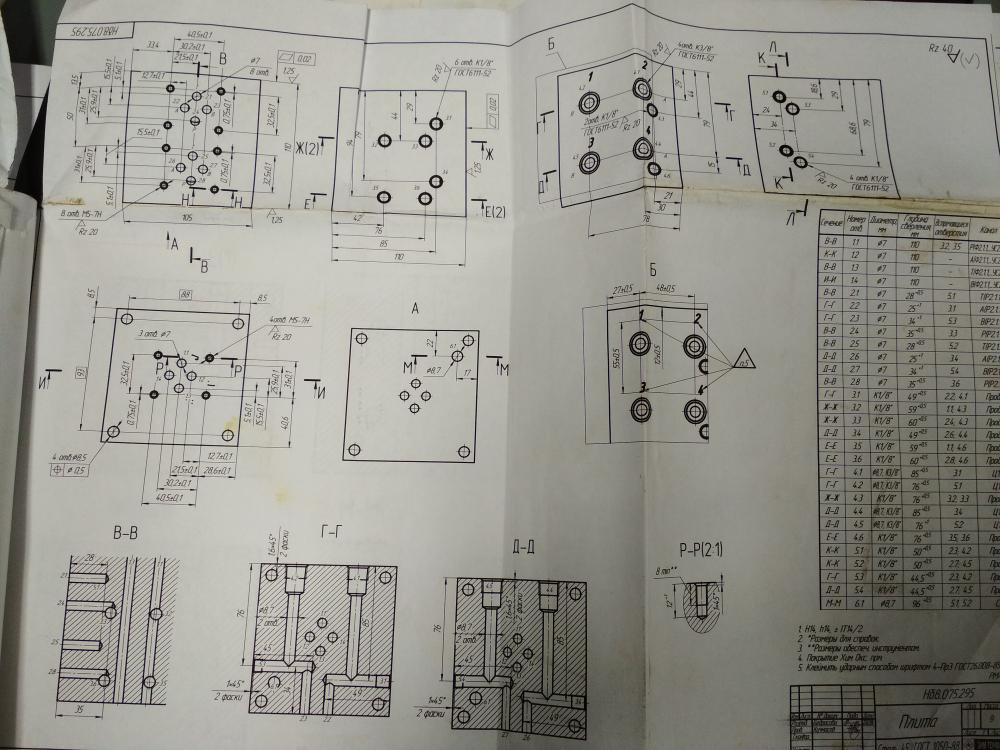
@kukushka, Чертеж этой плиты. Хочу понять в чем сложность вашего блока, а ЧПУ здесь нахрен не нужно...грубо говоря - это работа для координатно- расточных станков ,а в принципе - слесарная. В целом устройство может состоять из 3-4 плит в наборе. Операции - заготовительная, фрезерование, термообработка, координатный, шлифование, гальваническая.
-
Посмотрите, это устройство регулирующее (плита, гидроплита),изготовленное из ст45, раб.давление 300ати. Ничего не напоминает?
-
Шаблоны и кондукторы. Разметочные шаблоны. Кондукторы (с пятого снимка)
-
Есть 1100, 4043, 4047. Ты же используешь 4047 присадку, а ОК 96.50 то же самое. Такими электродами можно и коробку заварить, и тот же блок. Поверь, -это будет качественная сварка с хорошим формированием шва в нижнем положении. Такими электродами надо уметь сваривать. Недостаток электродов один - обмазка слишком гигроскопична, хранить их трудно. Мало ли с чем ты можешь столкнуться, может быть, когда -нибудь и придется сваривать что-нибудь ) подобными электродами, то обращай внимание на цвет обмазки -он должен быть белым. Обмазка, имеющая серый оттенок, никуда не годиться.
-
@Миротворец, Электродом без подогрева. Могли бы и подогреть...
-
Скорее, вопрос не в нагрузках и зарплате, а в результате - моральное удовлетворение результатами труда в некоторых случаях намного выше материального вознаграждения , впрочем, одно другому не мешает.
-
@Luza, Много держится на энтузиазме отдельных людей. Надолго ли хватит этого энтузиазма...
-
@maybit, Последний снимок - не мешало бы подварить тиг, хотя чугун не чувствителен к концентраторам напряжения, но все же ....
-
Все признаки одержимости . Святой водой его ...
-
@Isperyanc, Это всего лишь вопрос: Вы пробовали резать сталь полуавтоматом проволокой 1,2?
-
Кто есть кто. видео https://t.me/bazabazon/7154 Чудесное спасение трёх детей из горящей квартиры в Костроме. Когда начался пожар дети были дома одни. Соседи услышали их крики и побежали на помощь. Дверь выбить не удалось, пожарные еще не приехали, а действовать нужно было срочно. Двое мужчин поднялись по трубе, внизу им помогал третий. В итоге детишек вытащили через окно, они почти не пострадали.
-
Ничего там не поменяешь - консерватория сломалась. Если проблема имеет решение — то волноваться незачем, если решения нет — то волноваться бессмысленно. В этом весь принцип пофигизма. anekdotov.net
-
@welderman, Для наших мест 42т.- это очень и очень приличная зарплата.
-
И какова цена печали? А с углекислотой и придется сталкиваться в большинстве случаев - ничего страшного в этом нет. И еще- меньше бы аббревиатуры в постах было бы лучше .
-
@niis2008, Что-то я, откровенно говоря, не совсем понимаю, почему эта конструкция должна развалится? Укажите причины. Хочу услышать нормальную аргументацию неприятия данного вида сварки для данного изделия. Что это - платформа, створки ворот, защитные экраны?