Точмаш 23
-
Постов
5 481 -
Зарегистрирован
-
Посещение
-
Победитель дней
415
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
 Сделал такой ящик, назову его термопеналом, обшит изнутри и снаружи 430. Между обшивками четыре слоя пятимиллиметрового асбеста. Состоит из двух секций. Если мне нужно замедлить охлаждение детали, то помещаю ее в этот пенал и дополнительно укрываю минеральной ватой. С 400С до 65С температура сползает за 10-12 часов. В принципе можно будет поставить тены для нагрева.
Сделал такой ящик, назову его термопеналом, обшит изнутри и снаружи 430. Между обшивками четыре слоя пятимиллиметрового асбеста. Состоит из двух секций. Если мне нужно замедлить охлаждение детали, то помещаю ее в этот пенал и дополнительно укрываю минеральной ватой. С 400С до 65С температура сползает за 10-12 часов. В принципе можно будет поставить тены для нагрева.
-
— Ваня, у тебя кто-нибудь знакомый в милиции есть? — Есть, Вован, дружбан мой. — А что он там делает? — Второй месяц в КПЗ сидит. Самая низкая скорость в мире – это скорость звука. То, что тебе говорила мама в 16 лет, доходит только к 40 Главврач вызывает к себе санитара и кричит: — Вы что, рехнулись? Зачем вы сказали больному параличом из седьмой палаты, что мы хотим отрезать ему ноги? Санитар, хохоча: — А что свалил ? А вы говорили неизлечим! — Софочка, расскажите, как вы познакомились со своим Фимой? — Та... Я тогда работала в аптеке, а он пришёл за презервативами и попросил размер хххL... И таки после свадьбы я узнала, шо этот поц заикается... anekdotov.net
-
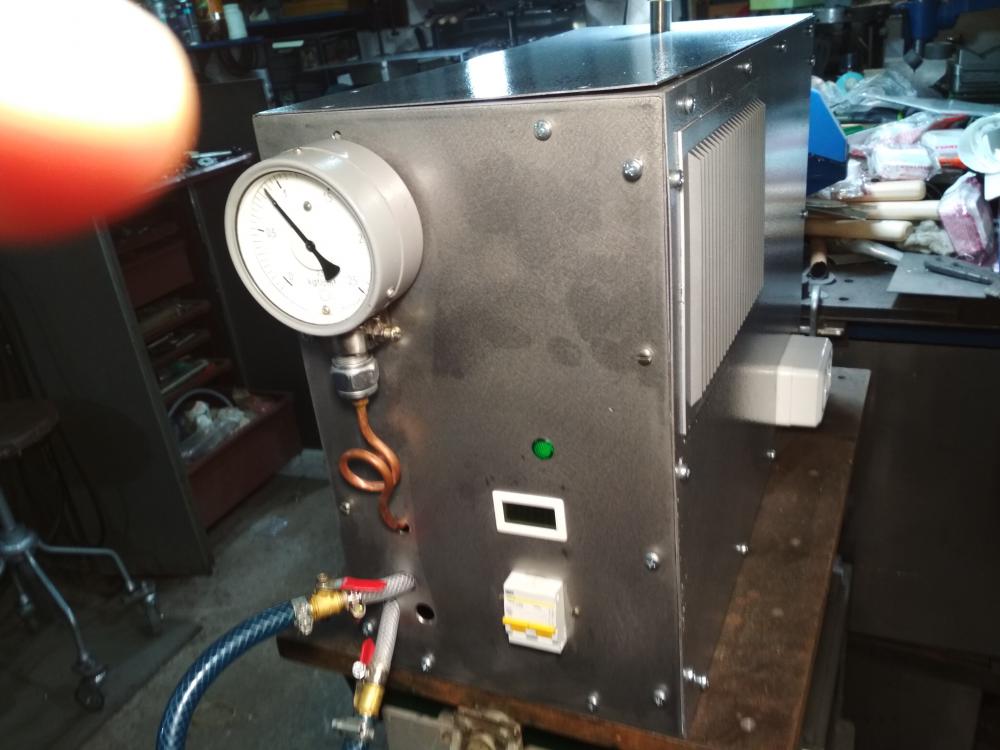
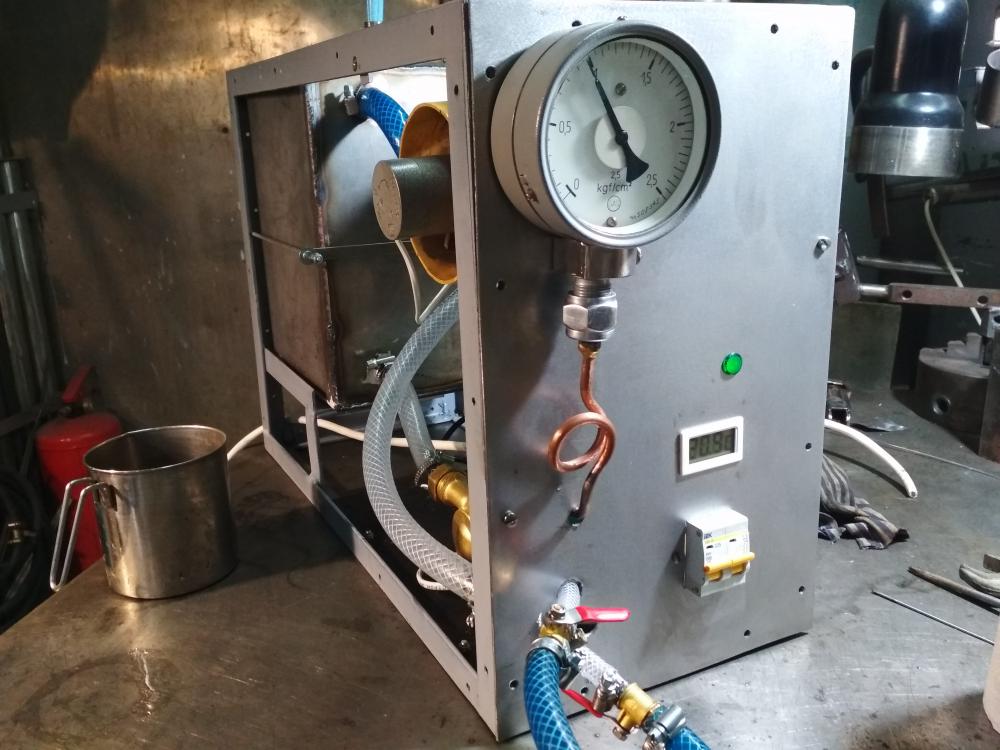
Тема БВО. Окончание. Панели установлены. Покрашены молотковой краской (серебристо-серой, но еще не все закреплены) - вид довольно приличный, и ,главное, хочу обратить внимание на боковую розетку - 32 амперный автомат специально установлен для нее: к ней подключается сварочник - это сделано для того,чтобы не забыть включить БВО при включенном аппарате и не сжечь горелку. Автоматом включается блок и сварочник одновременно. 2,5 квадрата хватает для подключения 200апмерника.
- 529 ответов
-
- 12
-

-
Поднимаясь пешком на 16-й этаж, грузчик Николай подобрал 100 синонимов к словосочетанию "Плохие лифтёры". — Вчера возил дочку в деревню, показывал козла. — Зачем? — Чтобы знала, как выглядит настоящий козёл. А то она его только со слов матери неправильно представляет. Мама: — Да, Вовочка, мы тебя избаловали... Наверное, придётся тебя наказывать! — Как это: ВЫ избаловали, а МЕНЯ наказывать? anekdotov.net
-
Письмо ученому соседу: «А вот еще был кейс намедни, просто батхкат какой-то, буллинг. На очередной квест френда я ответил своим лонгридом четко в тренде и в мейнстриме. На русском языке шлю ему сабж, но этот олух давай хайпить. Я ему лайфхак и пруфы, а он мне объявляет холивар. Морда нерусская, отфренжу нах». ➡ Источник: https://publizist.ru/blogs/6/41014/-
-
Вернусь к теме БВО. На мой взгляд, необоснованно задрана цена на эти устройства в магазинах. Возникла необходимость в еще одном блоке охлаждения. Итак, по стоимости комплектующих - насос повышения давления -2 800руб., радиатор -900руб, автомат 260руб., хомуты, термометр и трубки - рублей 500. Если покупать вентилятор, то это еще рублей 400. Все остальное железо можно найти без особых проблем. Работоспособность конструкции проверена годами...все-таки это не 30-35тыс. за подобные устройства в магазинах.
- 529 ответов
-
- 21
-
-
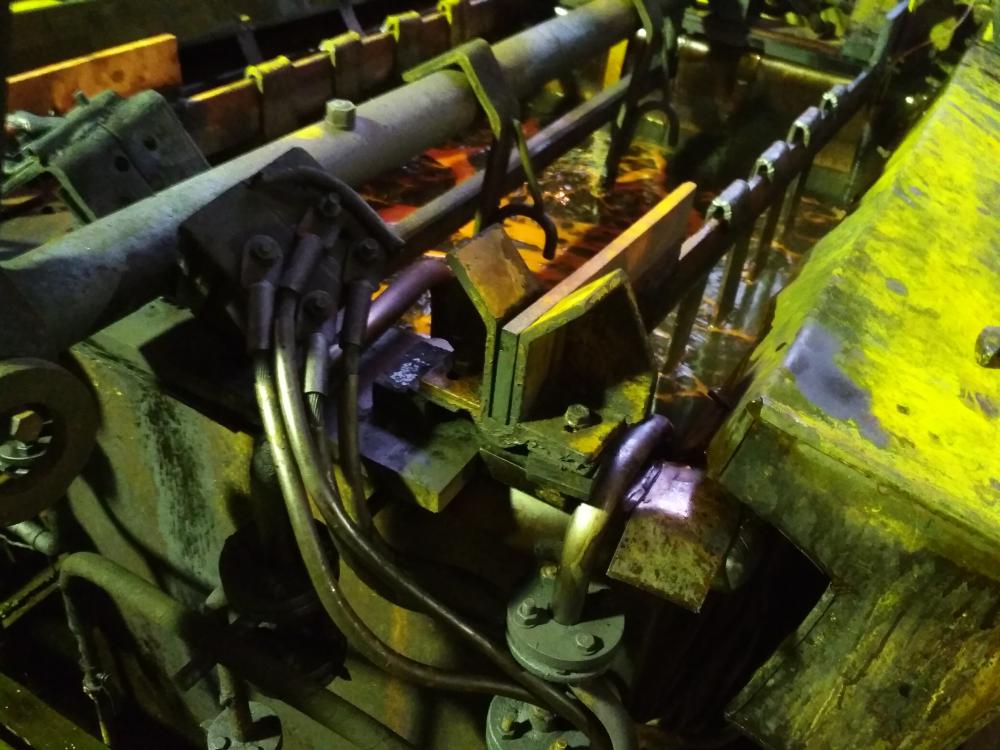
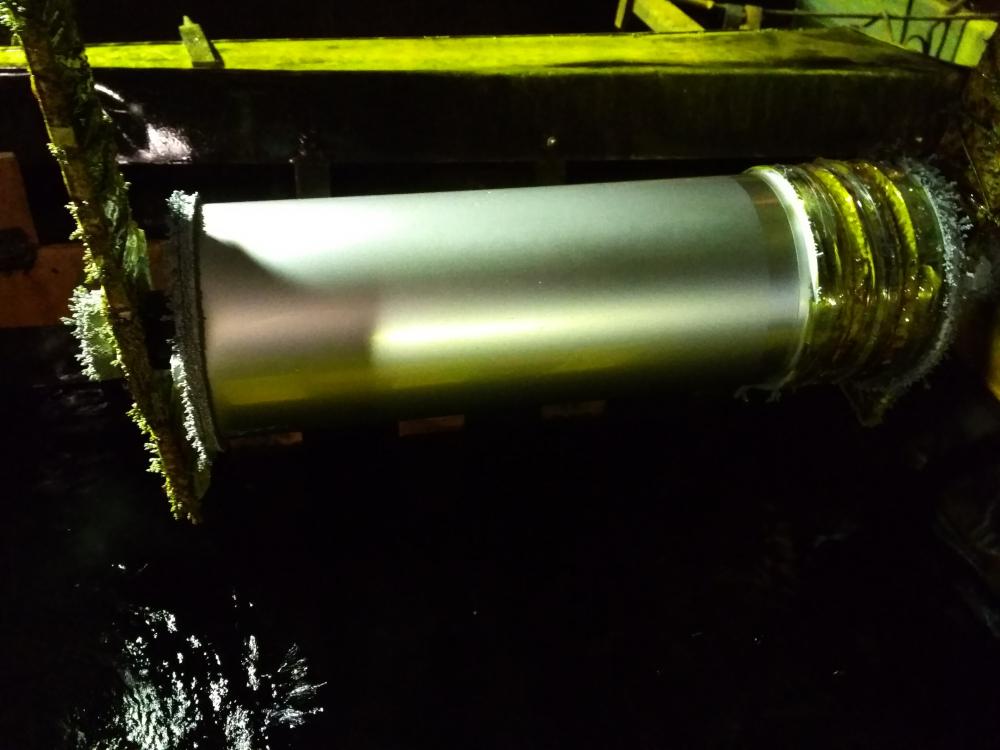
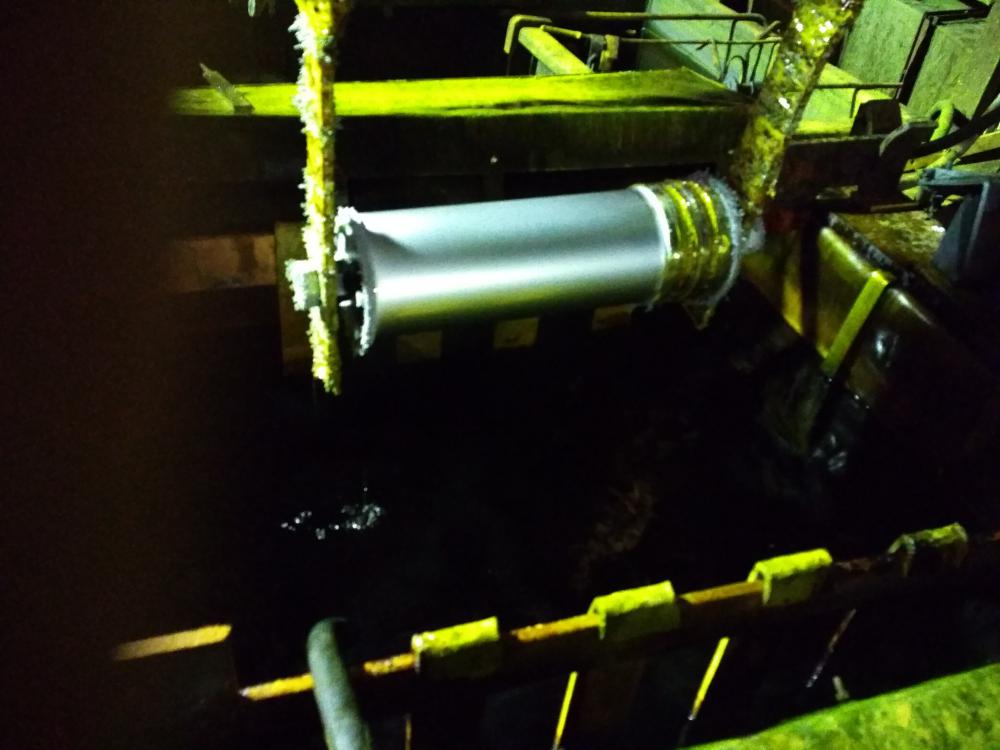
Поршень ф150 /400мм. Наращивание. 270мкм на сторону. Он безупречен- шлифован и установлен. Таким образом можно восстанавливать многие детали, правда, дорого и долго -9-10 часов, но это лучший способ восстановления по сравнению с наплавкой и напылением. Хромирование мне приходится заниматься самому - предмет знаю не понаслышке.
-
Не мешало бы.
-
Журналисты берут интервью у девочки, победившей на областной олимпиаде по химии: "Скажите, а кроме химии, какие предметы Вы любите? ". Девочка: "Я люблю математику, физику, биологию, иностранные языки". Журналисты: "Какая Вы молодец! А спортом Вы занимаетесь? " Девочка: "Я занимаюсь художественной гимнастикой, легкой атлетикой, большим теннисом и стоклеточными шашками". Журналисты: "А на хобби у Вас остается время? ". Девочка "Мои хобби: нумизматика, филателия, авиамоделирование и ceкc". Журналисты в ужасе: "Какой ceкc?! ". Девочка: "Классический, оральный, садо-мазо, лесбийский... " Журналисты в шоке: "Девочка, что ты плетешь?! " Девочка: "Коврики, корзинки, макраме. . Школа. Идет урок математики. Учительница: — Дети, а теперь решите задачу: "На дереве сидит 5 птиц. Пришли охотники и подстрелили 3. Сколько осталось на дереве птиц?" Вовочка тянет руку: — Мариванна, нисколько — они бы улетели после звука выстрелов! — Вовочка, неважно как бы они себя повели , это просто математиская задача, которую надо решить. Но мне нравится ход твоих мыслей. Садись. Ну Вовочка конечно весь насупился от того, что его его так попустили перед классом, и решил отомстить... — Мариванна, а можно вам загадку загадать? — Ну давай, Вовочка. — Значит идут по улице 3 женщины, и едят мороженое. Одна его кусает, другая — лижет, а третья — и лижет и кусает. Так вот, какая из них замужем? Училка вся зарделась, покраснела: — Ну... та что и лижет и кусает... — А вот и нет. Та — у которой обручальное кольцо на руке. Но мне нравится ход ваших мыслей!!! anekdotov.net
-
Прошел месяц вылеживания валов. Естественно, последовал возврат от 0,2-0,4 мм. Впоследствии еще несколько раз пришлось корректировать/править валы. Нагрев очень сильно усложняет мехобработку (различная твердость металла по диаметру) дробление, особенно резьбы тяжело идут. Но, все-таки финиш ...шлифование и хромирование. Даже хромировать пришлось самому -уж таковы реалии остатков отечественного машиностроения. Блестящий хром, 9 мкм.(первый снимок)
-
— Отчего умер этот человек? — На венках же написано- "от жены", "от друзей", "от любимой работы"... — Отпусти меня, Иванушка, я тебе ещё пригожусь! — А давай-ка ты мне сначала пригодишься, а потом я тебя отпущу … Студентка сдаёт экзамен по анатомии. Ей попался билет "Мужской половой член. Устройство и функции". Она начинает рассказывать — ... Ну мужской половой член достигает в длину 40 см Профессор сидел, закашлялся от удивления, потом подумал ну может быть... Студентка прродолжает: — ... Внутри него проходит большая кость... Профессор не выдержав: — Ну это вам со страху показалось! Сборщик чая Раджа на плантациях Лиртон в Индии даже не подозревает, что он собирает его с нежностью и любовью. А узнал бы, что он девственница, вообще бы ох%ел. anekdotov.net
-
«НАТО хотело сфальсифицировать наши выборы, но... не успело..»
-
Поймал волк Красную шапочку и затащил в кусты. — Давай! — Волк, ты что сдурел? — Я кому говорю, давай. — Волк, ты такой большой, а я такая маленькая. — Давай, а то рассержусь. Красная шапочка поднимает юбочку, стягивает трусишки. — Я тебя сюда что, с#ать привел?! Пирожки давай! В фирму устраивается человек. Проходя собеседование, он постоянно моргает глазом, на что ему говорят, мол, нельзя вам работать, некоммуникабельность, блин! А он :"Вы про глаз?! Пустяки — сейчас выпью аспиринку и все пройдет!". Начинает выгребать из карманов все в поисках таблеток а там ... СОТНИ ПРЕЗЕРВАТИВОВ разных мастей. Работодатель(смущенно): ?????! Мужик(обиженно): А вы попробуйте, постоянно моргая глазом, попросить в аптеке аспирин !!! Уходя с урока, мальчик Федя так сильно хлопнул дверью, что с урока ушел и мальчик Петя, сидевший на подоконнике. — Первым делом, первым делом самолеты... — Вы летчик? — Зенитчик! anekdotov.net
-
"Похолодало... " — подумал Серый Волк и натянул по самые уши Красную Шапочку. — Геннадий Иванович, разрешите к вам обратиться, как к руководителю? — Петрович, давай уже без формальностей. Я знаю тебя десять лет. Предлагаю перейти на "ты". — Ну, ты, Гена и дятел! — Так, Петрович, переходим на "вы"... Детство — это такая счастливая пора, когда в деревне бежишь ночью из туалета и радуешься, что тебя не съели! — Ми-и-и-иша... Ми-и-и-иша... с нооовым го-о-о-одом! — Коля, отойди от берлоги anekdotov.net
-
Только два вида живых существ на Земле способны использовать любовь к себе в корыстных целях — это женщины и коты. Из цикла хайку: "Подобен ситаре нефритовый стержень в руках самурая." В оригинале: "В умелых руках и хрен — балалайка." Экзамен в университете. Тема прошедшего семестра: «Звук и свет». Заходит первый студент. Профессор спрашивает: — Что быстрее — звук или свет? Студент отвечает: — Свет. — Отлично, а почему? — Когда я включаю радио, сначала появляется свет, а потом уже звук! — Вон! В аудиторию входит второй студент. Профессор задает тот же вопрос. Ответ: — Звук. — Обоснуйте! — Когда я включаю телевизор, сначала появляется звук, а уж потом картинка. — Вон!!! Профессор задумался: «Или студенты очень уж глупые, или я задаю очень сложные вопросы? » Появляется третий студент. Профессор спрашивает: — Вы стоите на горе. На противоположной горе стоит пушка. Из нее стреляют. Что вы зафиксируете сначала — пламя из ствола или грохот выстрела? — Конечно, пламя из ствола! Профессор с облегчением спрашивает: — И как это можно объяснить? Студент задумался на секунду и отвечает: — Глаза же намного впереди ушей! anekdotov.net
-
Мотоцикл сезон отъездил ...несколько тысяч километров, в том числе с "пассажиром -испытателем" на заднем сидении весом 100кг. Замечаний по сварке нет. Сам на днях его осматривал - все нормально.
-
. Русские народные пословицы и поговорки в переводе на научный язык: "Бинарный характер высказываний индивидуума, утратившего социальную активность" (Бабушка надвое сказала). "Оптимизация динамики работы тяглового средства передвижения, сопряжённая с устранением изначально деструктивной транспортной единицы" -(Баба с возу — кобыле легче ). "Слабо выраженная актуальность применения клавишных инструментов в среде лиц духовного звания" — (На фига попу гармонь). "Нестандартные методы лечения сколиоза путем отправления ритуальных услуг" — (Горбатого могила исправит). Из дедушкиного травника: Крапива – лечебное растение, оказывающее благотворное воздействие на молодой, растущий организм при наружном применении. Успокаивает, повышает усидчивость и обучаемость. Дальнабойщик на трассе, поесть приготовил, сидит в кабине, из миски ест. Мимо пес пробегает и говорит водителю: — Привет, коллега! — Какой я тебе коллега? — Как — из миски жрешь, в будке живешь, на колесо справляешь нужду, поди, еще у тебя и хозяин есть. Хочется пожелать работникам телевидения, чтобы в их жизни во время ceкcа, на самом интересном месте их девушка встала, и сказала: "А сейчас — рекламная пауза!" anekdotov.net
-
@Schlosser, Да мы подвига ждали... героическая сварка магниевой рамы,а тут на тебе -взял и отдал.
-
Вам будет легче вставать на работу вовремя, если на будильник вы положите мышеловку! "Хрен вам, а не налог на недвижимость! " — приговаривала Баба-Яга, приделывая к избушке куриные ножки. — Папа, а что такое зарплата? — Это, сынок, компенсация тем, кто не умеет воровать, от тех кто их обкрадывает. Вчера подглядывала в дырку в заборе, ткнули пальцем в глаз... Болят оба глаза... — надо ж было еще и посмотреть, кто ткнул.. anekdotov.net
-
Только в русском языке можно составить предложение из трех гласных букв: — Э, а я? Мужчина дарит женщине шубу. — Дорогой, это же кролик, в ней будет холодно! — Ничего, кролик ходил в ней всю жизнь и не замёрз. Мимо Скалы Совета проносится Шерхан с полными ужаса глазами и жутким грохотом, создаваемым сотней привязанных к его хвосту консервных банок. — Ну вот — грустно вздохнул Акела — Маугли снова вспомнил, что он человеческий детеныш. — С праздником всех! — С каким? — С днем инвалида! — Почему Всех? — Ну вот, ты, квартиру можешь себе позволить купить? — Нет. — А машину какая нравится? — Нет? — Почему? — Возможностей не хватает. — Ну так вот сегодня день людей с ограниченными возможностями. С праздником тебя страна. anekdotov.net
-
Определения. Системы обозначений металлов в Германии. Обозначение сталей по номеру материала на базе DIN EN 10027- 2 от 09.1999 Система обозначения сталей. (Согласно DIN EN10027-1). Система обозначений литья из чугуна в Германии. Обозначение алюминия и деформируемых алюминиевых сплавов Номер материала для алюминия и деформируемых алюминиевых сплавов на основе DIN EN 573-1 от 12.1994 Номер материала для литьевых изделий из цинковых сплавов согласно DIN EN 12844 от 01. 1999 г. Обозначение меди http://www.aiamci.ru/_ld/0/1_-____..pdf
-
Способ маркировки чугуна Система нумерации в соответствии с европейским стандартом EU DIN EN 1560 http://lab2u.ru/HOFFMANN-GROUP-2012-Spravochnik-Obrabotka-materialov-rezaniem-Garant-ToolScout-0069b-Lab2U.jpg http://lab2u.ru/HOFFMANN-GROUP-2012-Spravochnik-Obrabotka-materialov-rezaniem-Garant-ToolScout-0069b-Lab2U.jpg
-
Радиатор -это сборная конструкция, где основные элементы соединены методом пайки . Хорошо паяться будут чистый алюминий и АМц.Добавки магния в алюминиевые сплавы приводят к значительным затруднениям при пайке или ее или делают ее невозможной. К закаливаемым сплавам относятся сплавы 2,6 и 7 групп,но в радиаторах они не применяются, если они не полностью сварные - это относиться к шестой группе - АД31,33,35. Ваш радиатор не уникален. Это алюминий, алюминий с добавкой марганца и силовая обвязка( защита) деформируемые сплавы АМг5- АМг 61, может быть, среднепрочные АД31.
-
Это следует пояснить.
-
Главный орган у человека — это задница. Во всем принимает участие — в лечении, учении, воспитании, принятии решений и поиске приключений. Новость дня: Депутаты и их семьи получат бесплатные лекарства. — С их зарплатами еще и льготы? Да им только две льготы надо: за буйки разрешить заплывать и дорогу на красный свет перебегать! — Что же появилось раньше курица или яйцо? — Конечно курица! — А откуда тогда взялась курица? — Как откуда? Из ребра петуха — это же очевидно! — Эм-м-м... — Ну, у людей же такая история прокатила... — Здравствуйте, Иван Царевич, мы получили Вашу стрелу. К сожалению, сейчас все лягушки заняты, но Ваша стрела очень важна для нас. Оставайтесь на линии... anekdotov.net