Точмаш 23
-
Постов
5 540 -
Зарегистрирован
-
Посещение
-
Победитель дней
427
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
http://anekdotov.net/pic/photo/0317_FB_IMG_1480644891802.jpg "Так выглядит ревность" http://anekdotov.net/pic/photo/0154026m.jpg "Не наглая, а голодная рыжая морда" http://anekdotov.net/pic/photo/1027_FB_IMG_1477494287758.jpg "Фотосессия для журнала Трезвость" http://anekdotov.net/pic/photo/1232316312c.jpg
-
Нет, не точечный нагрев. Где-то 6-7 дм.
-
http://anekdotov.net/pic/photo/0618_12592296_1126853313994402_8294693068581686937_n.jpg "Даренка и Серебряное Копытце." http://anekdotov.net/pic/photo/11740177d.jpg "оригинальный способ обезвредить на время шалунов" http://anekdotov.net/pic/photo/111141105b.jpg "Она всегда приходит неожиданно" http://anekdotov.net/pic/photo/0929401431g.jpg "Не уходи, я все прощу!!!"
-
Ничего не изменилось, и твое сообщение никак не отразилось в почте яндекса. Последнее уведомление с форума в почте датировано 9 числом.
-
http://anekdotov.net/pic/photo/051840113y.jpg "Китайский русский язык еще более могуч, чем русский русский язык." http://anekdotov.net/pic/photo/0426_2314_34.jpg http://anekdotov.net/pic/photo/06114020n.jpg "Это вам не черный квадрат нарисовать, тут талант нужно иметь." http://anekdotov.net/pic/photo/02214027b.jpg "О, как бывает! Не там присел
-
Перестали приходить уведомления с форума на почту. В чем дело? Свои настройки не изменял.
-
@Sakhalin_Cat, Нагрел, измерил. 220С щуп 0,05 не проходит. Температура выше 200. Думаю, что реальная деформация будет в пределах 0,02 -0,03мм.

-
http://anekdotov.net/pic/photo/07114063c.jpg "Эти руки смогли поднять Страну!"
-
Ваше замечание верно отчасти: если это будет точечный нагрев, то коробление будет, если нагрев медленный объемный, то нет. Нагрев инфракрасной грелкой можно с большей или меньшей натяжкой отнести к объемному нагреву, тем более я имел в виду температуру нагрева плиты в пределах 200С - больше смысла нет. Материал плиты ст.3, и надо учитывать отношение длинны к толщине - оно небольшое. А вот нагрев чугунной головки Катерпиллар С15 с одной стороны до температуры 350С кровельной горелкой дает значительную деформацию - примерно 3,5мм. А так, замечание ваше принимается: все-таки нагрев необъемный, какие натяжки не допускай), коробление будет незначительным , но в данном случае им можно будет пренебречь. Сегодня возьму поверочную линейку ШД, щупы, нагрею до 200С и посмотрю насколько деформируется поверхность плиты.
-
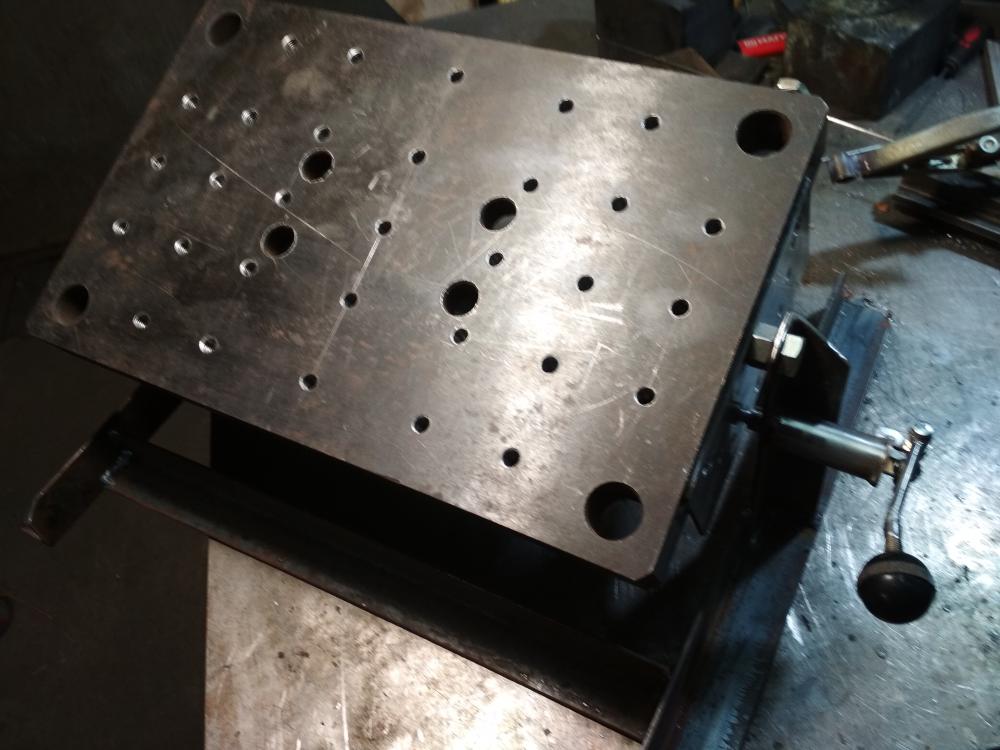
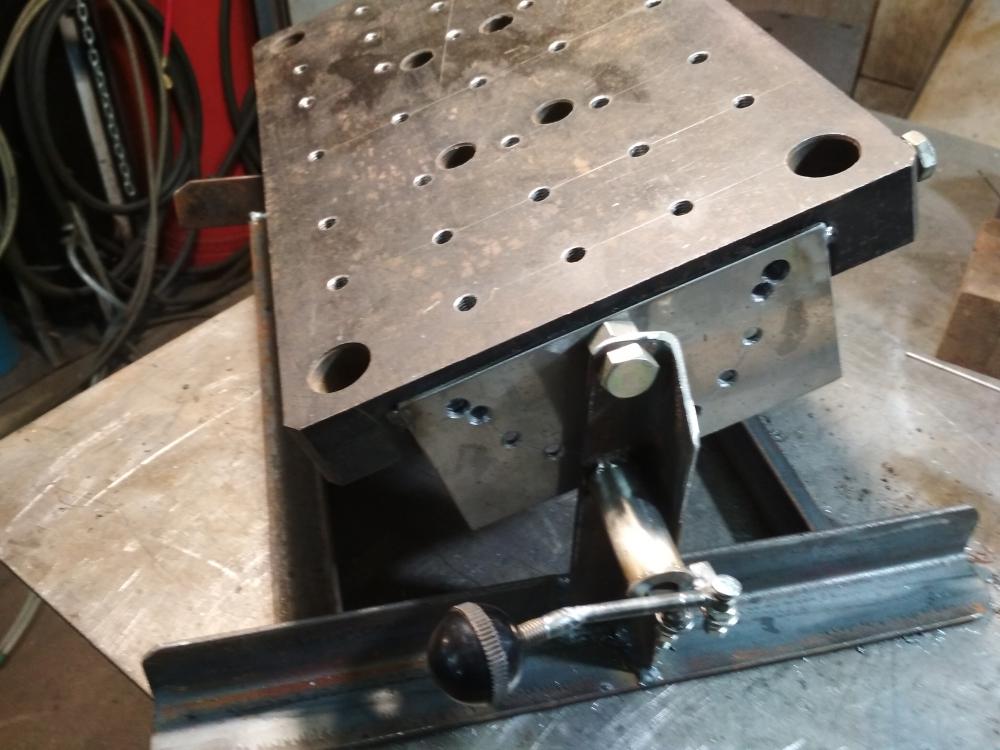
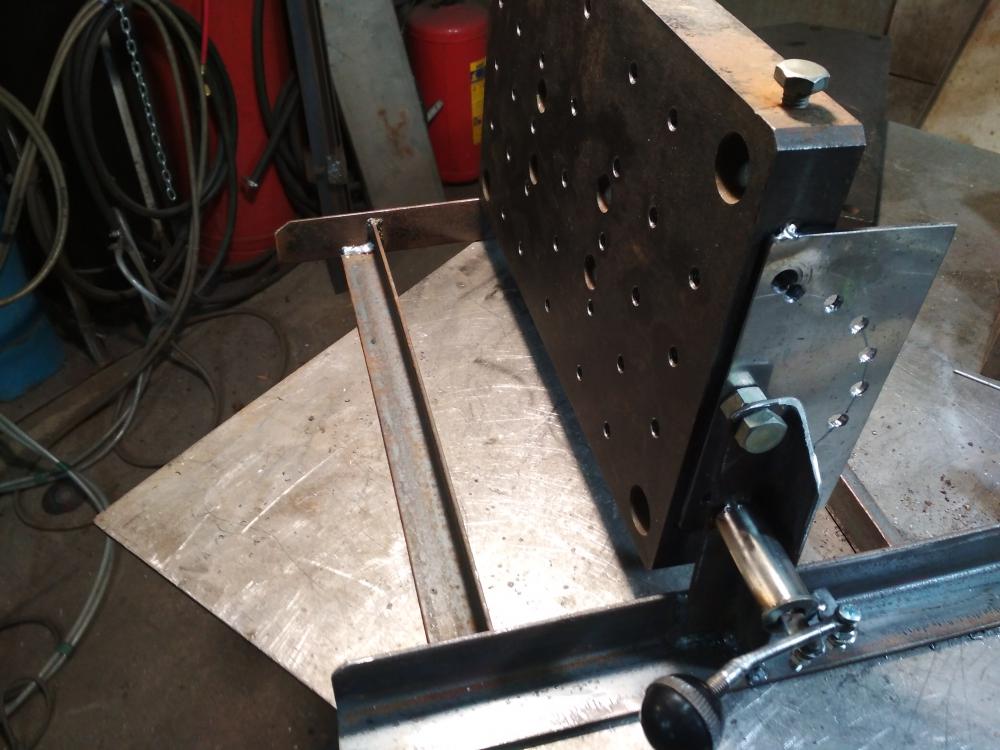
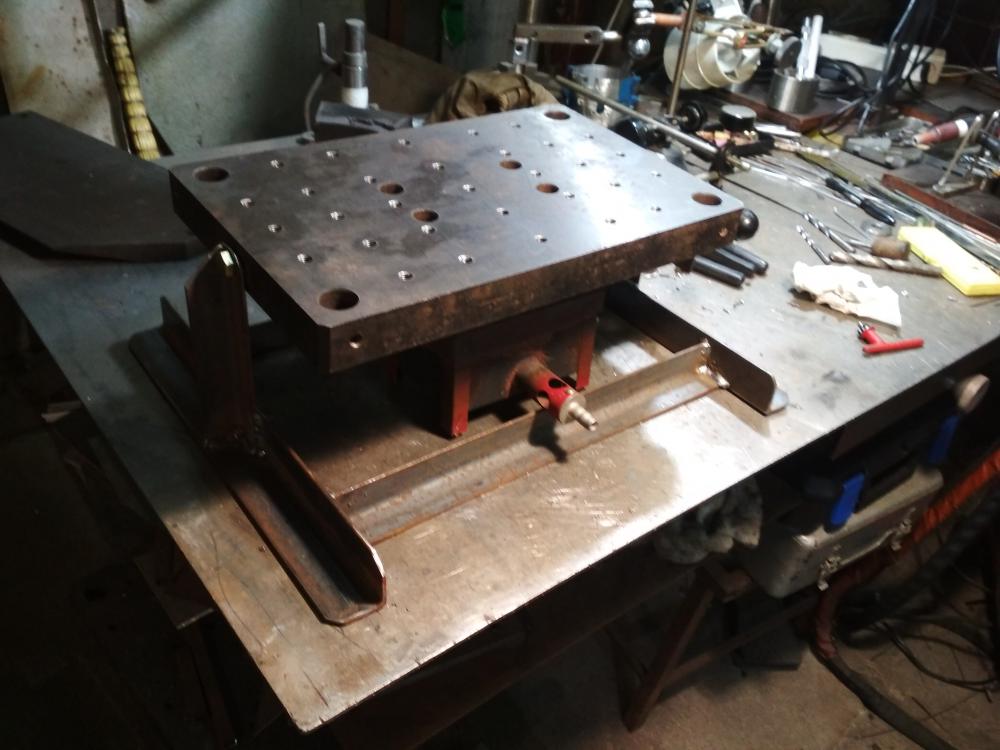
Не помню уже, показывал или нет такое приспособление ,но все-таки... Пришлось сделать еще одно. Плита шлифованная оксидированная 400/250/36 мм . Ее можно установить под нужным для работы углом. При необходимости можно поставить инфракрасную газовую горелку и нагреть плиту и закрепленную на ней деталь, допустим, ту же самую головку...если в этом есть необходимость.
-
http://anekdotov.net/pic/photo/animals/02951157c.jpg http://anekdotov.net/pic/photo/1901_09.jpg "А вы думали морда не влезет?" http://anekdotov.net/pic/photo/10175277h.jpg http://anekdotov.net/pic/photo/121_FB_IMG_1575057442511.jpg "Доходчиво объяснили"
-
http://anekdotov.net/pic/photo/07194093t.jpg "Это тебе за пылесос" http://anekdotov.net/pic/photo/04284047i.jpg "Кокетливая псина!"
-
http://anekdotov.net/pic/postcards/cat/05125235o.jpg "НУ разве можно так пугать?" http://anekdotov.net/pic/photo/0112_FB_IMG_1452496699515.jpg я из дому вышел и сразу зашел http://anekdotov.net/pic/photo/0220_12715331_656169781190626_8366114422274946081_n.jpg Подарок папе — полный бак.
-
http://anekdotov.net/pic/photo/113040239v.jpg Вызывали? Да, вызывали,только после Нового года ...к числу 5-6
-
http://anekdotov.net/pic/photo/0616_koshatnikam-na-zametku-30-interesnyx-faktov-o-koshkax-neskolko-poleznyx-sovetov-03.jpg "Огюст Роден. Мыслитель. Кошачий вариант." http://anekdotov.net/pic/photo/07174115u.jpg
-
http://anekdotov.net/pic/photo/animals/122353174i.jpg "Ромео и Джульета!!" http://anekdotov.net/pic/photo/200529-202962wto.jpg http://anekdotov.net/pic/photo/railroad.jpg "Дураки и дороги встретились...." http://anekdotov.net/pic/photo/0794067c.jpg http://anekdotov.net/pic/page10-41.html
-
http://anekdotov.net/pic/photo/031352245x.jpg "Покемоны существуют" http://anekdotov.net/pic/photo/0211_g8.jpg Да, грибы... http://anekdotov.net/pic/photo/0816_FB_IMG_1502908328482.jpg "Проветривает...."
-
http://anekdotov.net/pic/photo/02174025a.jpg "с днём святого бабуина!" http://anekdotov.net/pic/photo/06255053v.jpg "Однахо, самец!" http://anekdotov.net/pic/page10-61.html
-
Температура предварительного подогрева не должна превышать межпроходную.
-
К вопросу ремонтопригодности изделий китайстанкопрома . Наверное, один из самых маленьких заточных станочков из всей линейки, представленной на рынке. Толщина стенки 1мм. Были сомнения по поводу свариваемости сплава, но все оказалось намного лучше , чем думалось. В общем -ремонтопригоден.
- 3 331 ответ
-
- 10
-

-
- технологии
- TIG
- (и ещё 1 )
-
Давайте с вами немного порассуждаем. Зачем вам нужен предварительный подогрев в этом случае? Что даст предварительный подогрев?
-
http://anekdotov.net/pic/photo/200529-2029205lfd.jpg "Бабушкина радость"
-
http://anekdotov.net/pic/photo/0728_1366492109_1311077366_1309457991_rryorirsrrr-128.jpg "Самые агрессивные стили боевых искусств — крадущийся тигр, затаившийся дракон и ох[рен]евшая Белка!!!" http://anekdotov.net/pic/photo/02112341273n.jpg "коротко о том как я съездил на рыбалку" http://anekdotov.net/pic/photo/054_Screenshot_2016-03-04-08-56-04.jpg http://anekdotov.net/pic/photo/0945354y.jpg "усердный поиск преключений на жопу" http://anekdotov.net/pic/page10-68.html
-
http://anekdotov.net/pic/photo/0618_FB_IMG_1464711944255.jpg http://anekdotov.net/pic/photo/03154038i.jpg "Всем, кто не понят: она не расчёску прибивает — она расчёской держит гвоздь, чтоб не попасть по пальцам..." http://anekdotov.net/pic/photo/0520_20190518_090523.jpg "Межвидовая борьба" http://anekdotov.net/pic/photo/05294081k.jpg "Правильное воспитание — главное прийти домой!" http://anekdotov.net/pic/page10-29.html