Точмаш 23
-
Постов
5 481 -
Зарегистрирован
-
Посещение
-
Победитель дней
415
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
 Дворник с джипа.Аргоновая сварка кастолином 192.Плотный швов без пор
Дворник с джипа.Аргоновая сварка кастолином 192.Плотный швов без пор
-
@BelaZZ, Про деньги )
-
@BelaZZ, 4,5?
-
@chdv1971, День косяков,неделя косяков,декада косяков...и итоговый годовой косяк..не складывается жизнь у пацана,особенно в ноябре.
-
Если взять современные инструкции к приборам и инструментам,то в трех четвертях текста речь идет о том,что не надо делать:батарейки глотать или дрелью гвозди забивать и т.д.и на одной четвертой сама инструкция. Так и здесь-предупредить о возможных последствиях,а дальше заказчик пусть думает сам...сказано,что есть такие и такие риски,а дальше ..дело хозяйское
-
Что тебя так удивило? По фен-шую хочешь?Не дети малолетние привозят головки на сварку,а все знающие люди. И если восстанавливать резьбу под шпильку или окно-зачем разбирать? Единственное ограничение по температуре подогрева:температура низкого отпуска пружин 180 С.Если греть,то в кондукторе( с закреплением на шлифованной плите) и не выходить за пределы этой температуры .
-
@selco, Вообще-то ГОСТ никогда не предусматривал изготовление лопат из титана.Материал для лопат-30ХГС,ст 45,ст 50 и подобные. По поводу пайки титана вопрос интересный.Можно титан соединить с алюминием,только с чистым алюминием не расплавляя дугой титан,потом плакировать тем же кастолиным 192 и через него с другим металлом. По титановым припоям Пайку производят в инертных газах (аргон, гелий), не содержащих кислород, азот и водород, или в вакууме с разрежением 10-2 -10-5 мм рт. ст. Некоторые припои с титаном приведены в табл. 71. Припои на основе титана представляют собой эвтектики титана с медью, никелем, кобальтом и другими металлами, они весьма хрупки, их применяют в виде порошка или паст. Хрупкость припоев, содержащих ,титан, препятствует изготовлению из них ленты (полос), фольги или проволоки, что ограничивает область их применения. Возможно образование этих припоев и в процессе пайки вследствие контактного плавления. При пайке в зазор между паяемыми изделиями из титана укладывают фольгу из медноникелевого сплава толщиной 0,1-0,003 мм или титановую фольгу, гальванически покрытую медью и никелем. При пайке в интервале температур 960-1100° С вследствие контактного плавления образуется титаномедноникелевая эвтектика, являющаяся припоем
-
Хороший металл,только не для лопат его производили.В начале девяностых,чтобы обойти запрет на вывоз стратегического запаса титана,из него сделали лопаты и под видом товара вывезли из страны..а какая-то их часть осталась.Титановая лопата-это символ разорения страны
-
@Kurt1, Я не о плоскости,а начале шва.Они практически все дают трещину в этом месте-около тулейки
-
@круазик, Не в том дело.Думаю,что защита металла была не стопроцентной и,естественно,произошло насыщение титана азотом,водородом,кислородом,что увеличило его твердость,снизив пластичность.Так вот,чтобы не образовалась трещина в ЗТВ лучше с торца пустить полоску и прихватить ее по контуру от тулейки к наступу ...закрепив шов
-
@Kurt1, Как на напильник..прикалка есть?
-
@круазик, Надо полоской закрепление шва сделать от тулейки к наступу .
-
Немцы на своих алюминиевых кузовах ауди применяют деформированные сплавы 6*** серии и 5**** (5182) , литейные 356 ..и англичане не будут себе усложнять производственную жизнь
-
@АргонWelder, 5356-это алюминиевый сплав,легированный магнием
-
Скорее всего,это АД 35 (6082) или 5182, варенный присадкой 4043
-
Дворник с МАНа...в принципе можно варить без особого напряга
-
@krech, Катерпиллер
-
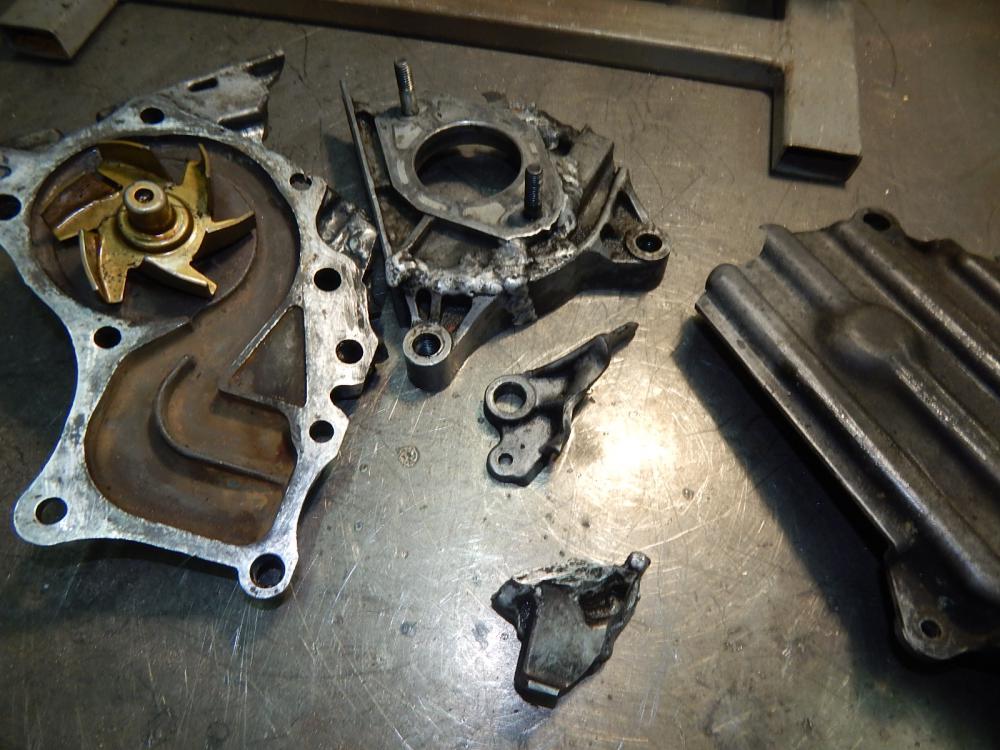
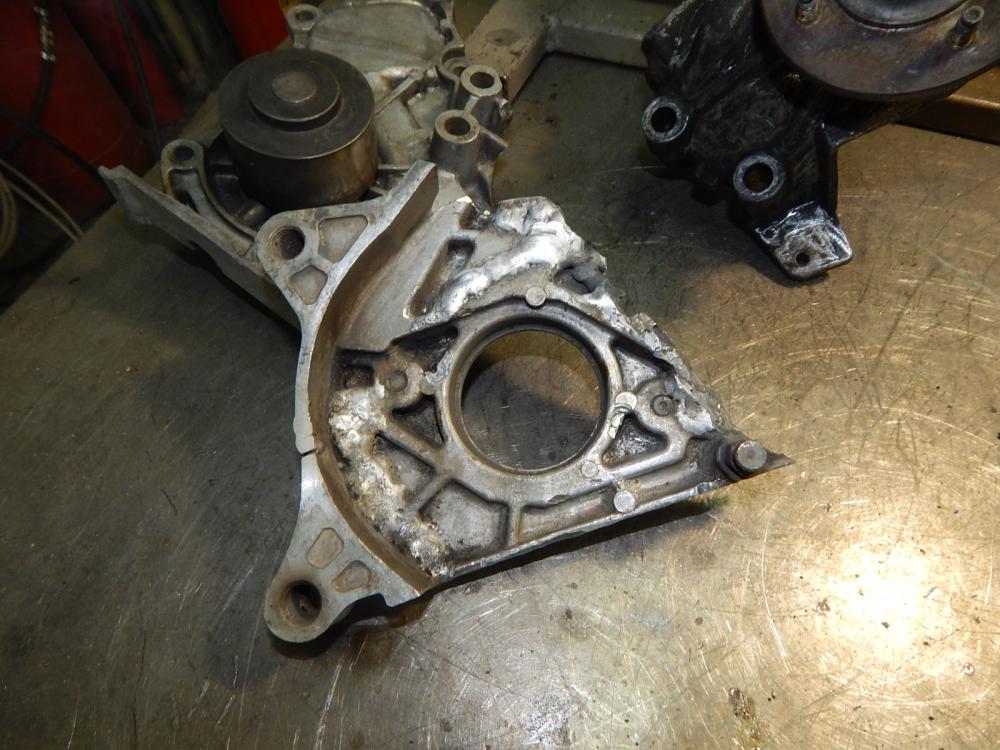
Тойота. Мелкая развлекаловка после чужой сварки)-/
-
@SergDemin, Сталь для клапанов двс 40Х9С2
-
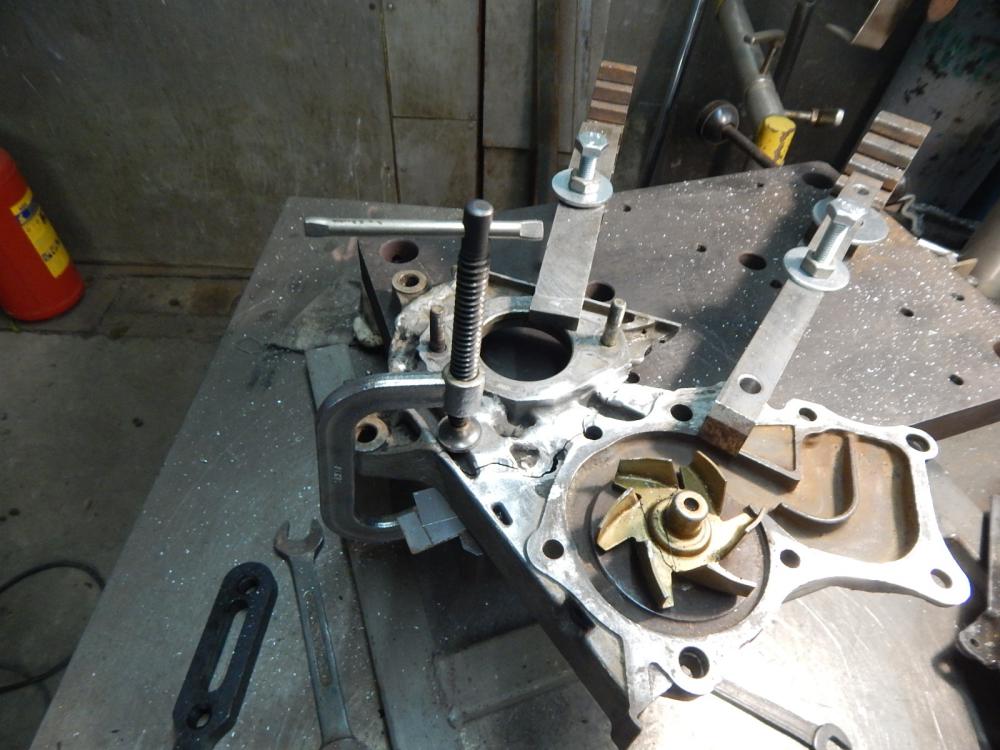
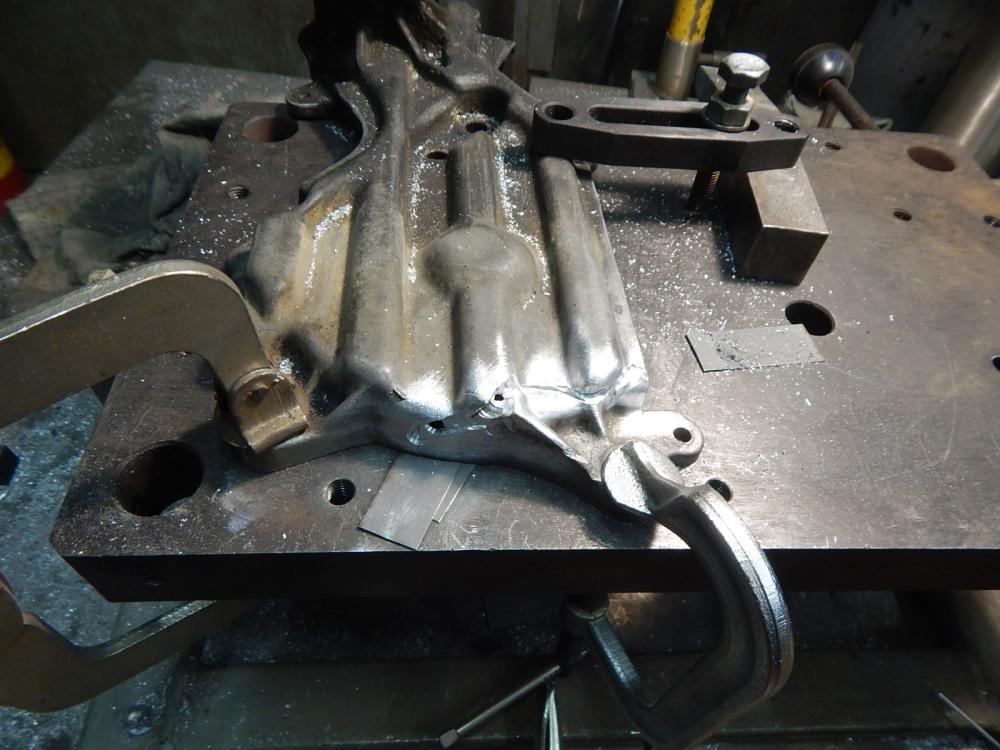
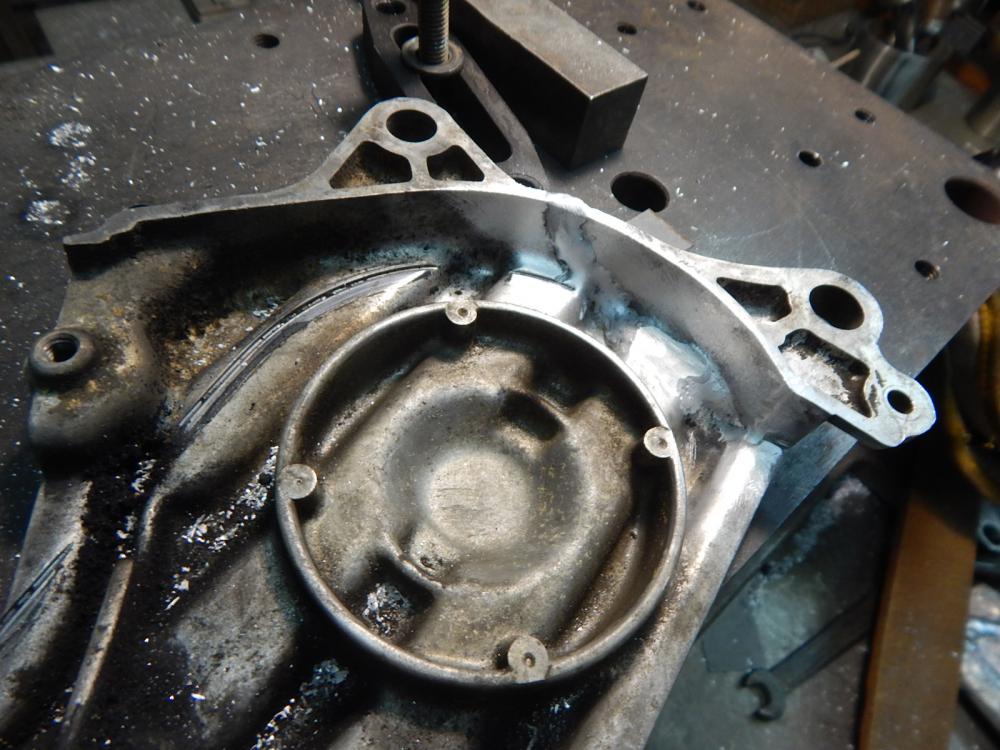
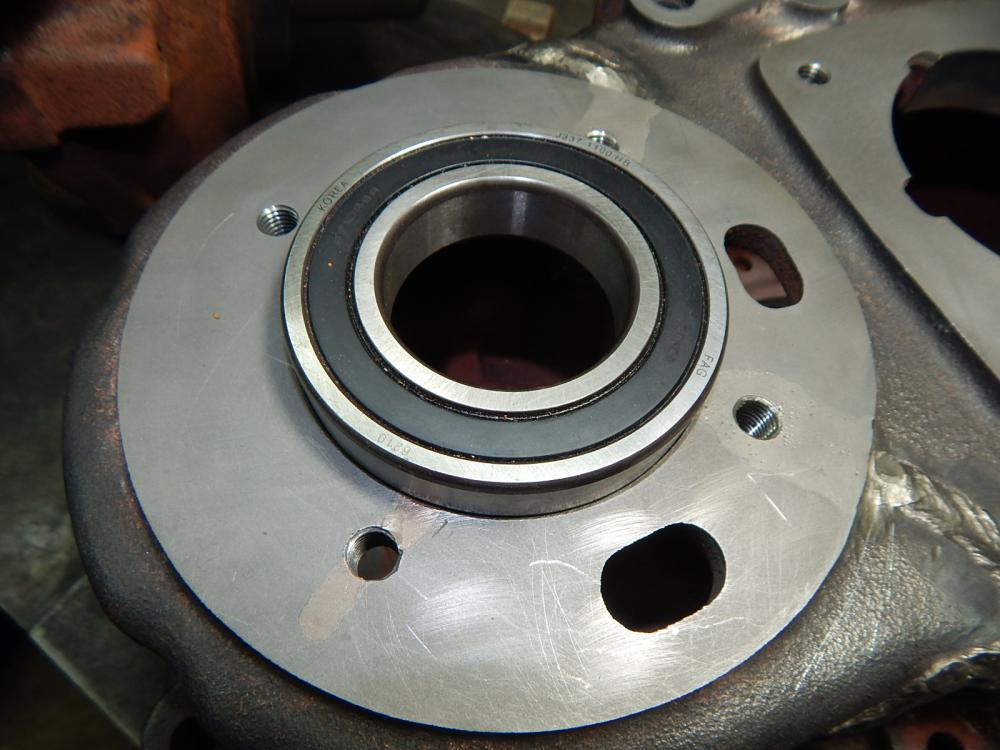
Заварка обнаруженной трещины. МНЖКТ 5-1-0,2-0,2
-
@selco, Состав материала: Углерод (ГК-1 ГК-2) ГОСТ 4404-78-0,5-1,2% Железо (порошок железный, марки ПЖР 2.20026-28) ГОСТ 9849-86-98,8-99,5 Производимые детали являются порошковыми и антифрикционными, что обеспечивает их работу даже в условиях ограниченной подачи смазки. Твердым смазывающим компонентом является графит при дальнейшей консервации индустриальным маслом И20. Кроме этого, детали получают дополнительную смазку, благодаря технологической пористости 18-25%
-
@Павел163, Спасибо.
-
@selco, Валера,именно так ...там около 10 мм в длину ..она поверхностная
-
@Hlorofos, При шлифовании частицы металла стали концентрироваться в этом месте-только поэтому заметили микротрещину. ..магнитнопорошковая дефектоскопия )