Точмаш 23
-
Постов
5 556 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
@mehanik1102, Стальное
-
Поворотный кулак трактора.

-
@Svarkaru, Вам в любом случае надо будет экспериментально подбирать режимы.При сварке этих сплавов основная проблема в примесях-чем меньше фосфора,серы,висмута и т.д.,тем меньше легкоплавких эвтектик,которые они образуют,тем меньше трещин.Попробуйте погреть,но помните,что толщина окисной пленки зависит от температуры
-
@ugaida, Ребра жесткости снизу приварить желательно,чтобы прогиба избежать
-
@Svarkaru, Горячие трещины дают легкоплавкие эвтектики,следовательно,время существования сварочной ванны должно быть сведено к минимуму.Попробуйте импульсный режим,а полуавтоматом можно увеличить силу тока,одновременно повышая скорость сварки.Травление присадочного материала обязательно.
-
@kuznezs, Возьмите брусок толщиной 40 -50 мм, засверлите на станке отверстие,скажем, 10 мм .Закрепите на плите в нужном месте и сверлите дрелью.Используйте отверстие в бруске как направляющую для сверла дрели. Трудоемко,но точность будет.
-
@Svarkaru, Фотографии желательно прикрепить .. какие требования предъявляются к шву?Вес деталей?Толщина стенок?
-
 Высокопрочный чугун
Высокопрочный чугун -
Подкладки под стык надо ставить
-
Кстати,по Рязани: По факту произошедшего было возбуждено уголовное дело по части 3 статьи 238 УК России («Выполнение работ или оказание услуг, не отвечающих требованиям безопасности»). Есть над чем подумать тем,кто собирается варить газовые трубы
-
При нуле тот же объем 136 ати..это к тому,чтобы не было вопросов по "недоливу"
-
@Гржемелик, С электриками проще-если где-то ошибутся,то последствия будут незначительны,иное дело газ.То что о технологическую дисциплину ноги втирают-это факт неоспоримый,но всему есть пределы Одной из проблем любого горгаза является затрудненный доступ в жилище.Нагорожено в этом жилище черт его знает чего.Пытаются заключать договоры,чтобы как-то попасть в квартиры,посмотреть на "творчество" населения,но,к сожалению,у тех кто приходит с проверкой квалификация низкая.И здесь вы правы...имеем то,что имеем Приходят газовики в одну квартиру,спрашивают-у вас по документам те-то,те газовые приборы.Мы видим все,кроме колонки.Где колонка? Мужик подходит к настенному деревянному шкафу,открывает его,а в нем спрятана колонка.Спрашивают-зачем это сделал? Так "евроремонт" же у меня).Это на каждом шагу-нарушений масса.Были случаи,что водогрейную колонку умудрялись подключать водяной частью к газовой трубе-утром народ просыпается,включает газовую плиту,а из нее вода бежит.Это тоже правда.А всю эту картину дополняют сварщики,которые с утра варили металлоконструкции,а вечером варят газопроводы.А потом удивляемся -почему дома взрываются
-
@SergDemin, Получается,что в газовых службах работают,притом повсеместно,всегда пьяные и непрофессиональные электрогазосварщики и слесари?Правильно понимаю?
-
@Кустарь, Есть такая поговорка-не буди лихо,пока оно тихо.Это относиться к проделанной вами работе.От утечек газа никто и нигде не застрахован.Если врезку(замену)газовых трубопроводов выполняют специализированная организация,то в случае каких -либо непредвиденных обстоятельств всю ответственность за причиненный ущерб будет нести именно она.А вот что скажет вам ваш товарищ,если что-то пойдет не так-это другой вопрос.Все хорошо до тех пор,пока что-то не случилось,а вот если случиться и,не дай бог,с человеческими жертвами и крупным материальным ущербом и будет проведено расследование происшествия со всеми экспертизами,то...
-
@BelaZZ, В природный газ добавляют этилмеркаптан - 16 гр. на 1000 куб. При концентрации 1% человек уже ощущает запах газа,а при концентрации от 5% до 15% смесь газа и воздуха становится взрывоопасной. ..а мастера аварийной бригады надо наказать,примерно наказать за попытку составления подобного акта
-
@mikinalexei, Такое крепление детали на плите уберет 70% деформации,а 30 % останется в любом случае.А чтобы убрать оставшиеся 30% надо подложить прокладку в районе шва и задать обратный угол.
-
@saper24, Посмотрим,что скажет рынок .Если бы я выбирал между линкольном и русвельд,то однозначно выбрал бы линкольн,а не "темную лошадь"русвельд.И так поступит большинство.Нужно проверенное качественное оборудование.Я с удовольствием поддержу отечественного производителя в том случае,если он сделает стоящую вещь.Когда русвельд прогонят на предприятиях в жестких производственных условиях в течение минимум 1000 часов наработки,то тогда что-то можно будет сказать о нем. А если на умирающем заводе появились фрониусы ,значить жена директора открыла торговую фирму
-
@selco, Что принципиально нового в этих аппаратах? Вряд ли там есть какие-то новые решения.Взяли за основу какой-нибудь западный образец,чуть расширили функционал.Разместили заказ либо на китайских предприятиях,либо ,скажем,польских или еще каких,повесили лейбл и вышли на рынок.Это выглядит именно так.Чтобы было что-то свое,надо,как минимум,иметь радиоэлектронную промышленность
-
@BelaZZ, Такая машина у меня три года.Посоветовал бы сразу снять кольцо фиксации вала-все равно лопнет через некоторое время,да и без него удобнее
-
Деталь с МАНа после аварии.
-
Как сейчас принято говорить-не вполне корректное сравнение.Скорее,это ввод людей в заблуждение.Это две разные системы легирования:колесный диск-литейные сплавы Al-Si с добавкой магния ,а ложка-это деформированный сплав,легированный магнием с разной степенью нагартованности.Нагрели вы ложку,сняли нагартовку,т.е. упрочнение и получили очень мягкий металл.Возьмите поршень,нагрейте его и дайте сломать-это будет ближе к действительности.
-
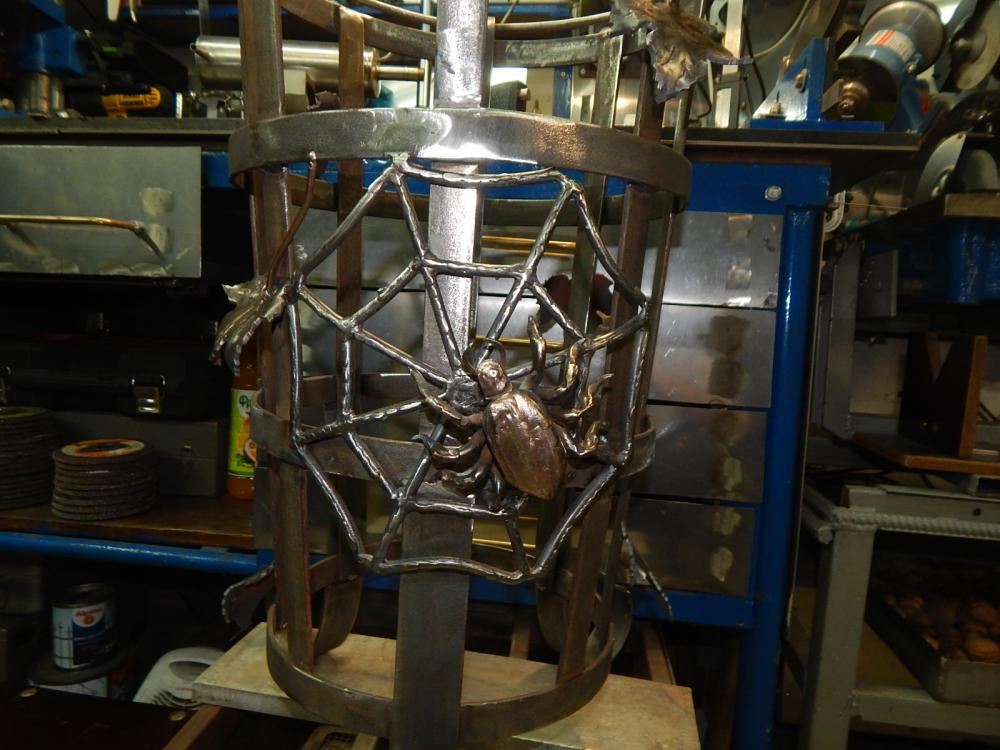
Работа над формами. Облицовка паука мнжкт(нормальное применение)),паутина - протяжка нержавейкой,листья ,ножки -мнжкт...начало пути ..посмотрю,что из этого можно сделать
- 3 ответа
-
- 8
-

-
Буквы WA в маркировке говорят о том,что изделие было подвергнуто термообработке на твердый раствор -закалке и искусственному старению (Т 6).Имейте это в виду...при сварке произойдет разупрочнение металла