Точмаш 23
-
Постов
5 481 -
Зарегистрирован
-
Посещение
-
Победитель дней
415
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
@Ежик, Нужды в этом нет.Менял нержавеющую сетку на фильтре заводского изготовления,кстати,это битумные фильтры.Так вот,если обечайка двухмиллиметровая и точно подогнанная,то каких-то затруднений в сборке и сварке нет,вообще нет.Муть начинается тогда,когда приносят выштамповку,предназначенную для обечайки,какую ни попадя и вот тогда начинается - сборка из кусочков,планочки и прочее..,впрочем Господь с ними - цена тоже соответствующая
- 26 ответов
-
- 4
-

-
- работа
- технологии
- (и ещё 1 )
-
@Kurt1, Михаил,там основная проблема-это запустить аккуратно сетку между планок и проварить ее КМц.А,чтобы не прожечь Горловина и дно из 10 мм стали тоже не облегчают работу ).Заказчики -они как дети..ну вот надо сделать...и делай,как хочешь. Приварка горловины к обечайке несколько напряженная:ток большой и дуга может отклониться к сетке...
- 26 ответов
-
- 5
-
-
- работа
- технологии
- (и ещё 1 )
-
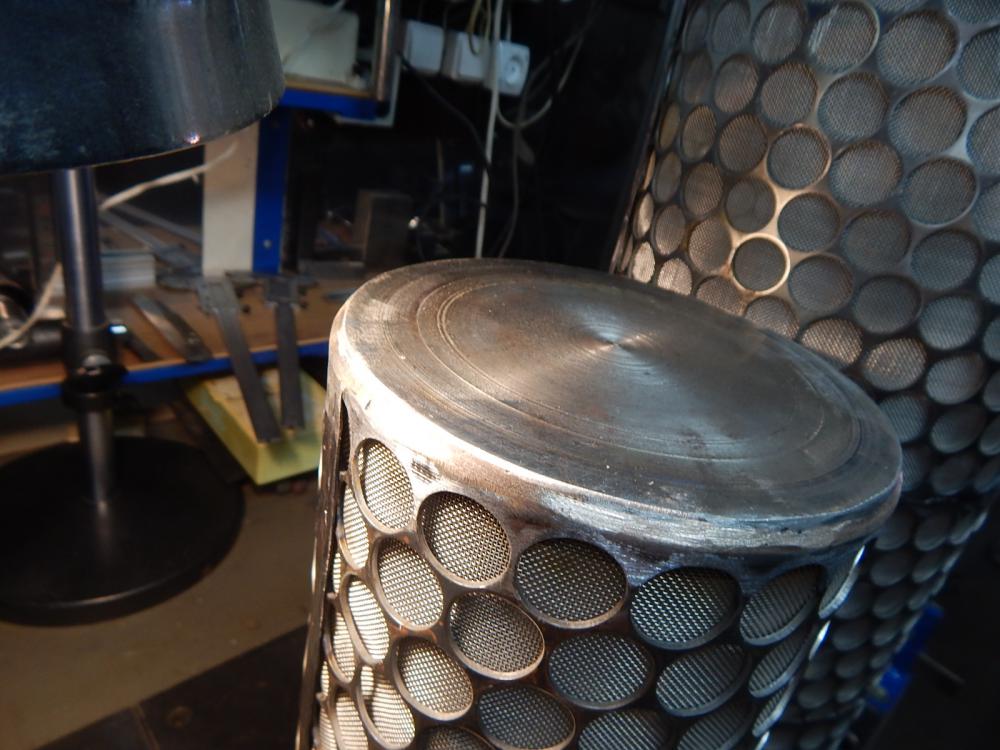
@Ежик, Вот фильтр из нержавейки .Это все относиться к нестандартному оборудованию.Аргоновая сварка бронзой.

- 26 ответов
-
- 9
-
-
- работа
- технологии
- (и ещё 1 )
-
Какую достали )
- 26 ответов
-
- 2
-
-
- работа
- технологии
- (и ещё 1 )
-
@konstantinXX, Справочники говорят,что можно ).
-
Сетка латунная..ячейка 0,2-0,3 мм.На каждый фильтр приходиться 4,5 м паянного шва,если еще считать полуду обечайки
- 26 ответов
-
- 4
-
-
- работа
- технологии
- (и ещё 1 )
-
Довольно часто приходиться изготавливать фильтры (бензин ,нефть,битум).Пайка оловом.
- 26 ответов
-
- 19
-
-
- работа
- технологии
- (и ещё 1 )
-
@selco, Валера,в твоем случае коллектор практически разорван по сечению и напряжения будут незначительные,но все равно, для облегчения совести, можно было бы и проковать).А так все будет зависеть о месторасположения трещины.Вот посмотри на пару молотков-это самые востребованные,особенно,который со смещенным центром.Так же плита для коллекторов-удобно греть и работать. По фрезам.Для раздели использую только 6 мм.Каплевидная и цилиндрическая с торцевыми режущими кромками,а также 3 мм.Весь объем работ по разделке можно выполнить ими ...другие не использую.
-
http://www.autowelding.ru/search/%D1%81%D1%82%D0%B0%D0%BB%D1%8C%20%D1%81%20%D0%BD%D0%B8%D0%BA%D0%B5%D0%BB%D0%B5%D0%BC/ http://www.studfiles.ru/preview/5394650/page:6/#43
- 1 ответ
-
- 1
-
-
@selco, Чугун проходит термообработку-закалку и отпуск.Если коллектор был сильно разогрет,то возможно произошла подкалка. Хотел бы заметить:не делай разделку такой широкой-и сварка будет легче, и коробление меньше.
-
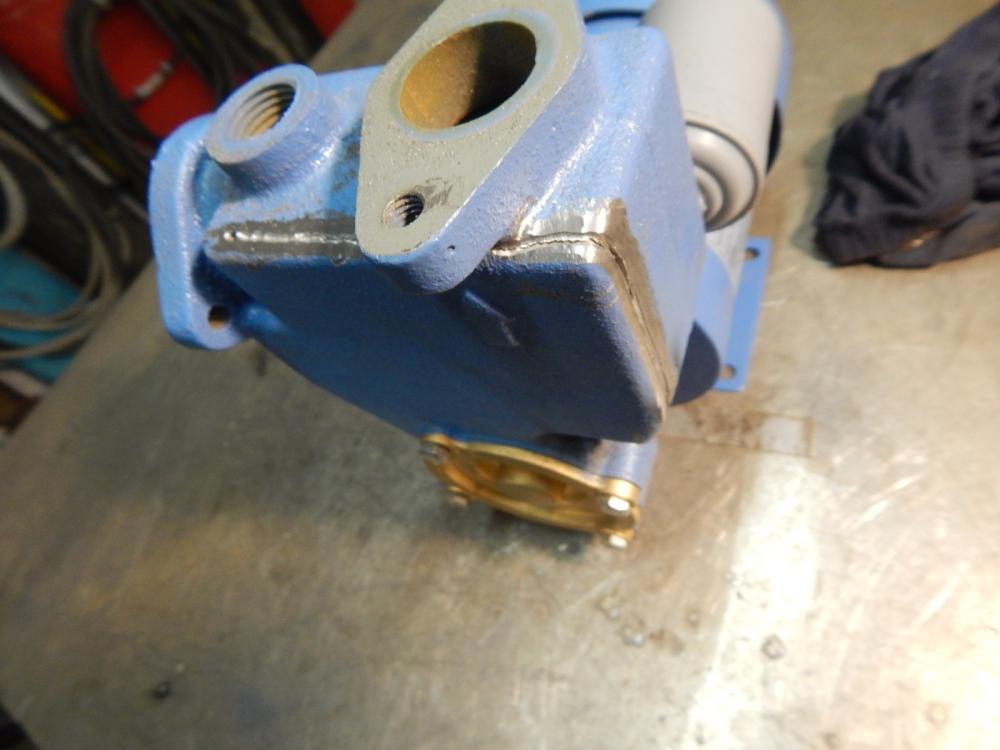
Наступила зима...размороженный насос.На одной стороне пришлось поставить латку.
-
@pavel83, Часть перевел,позже переведу еще
-
 @Георгий 11, В таких случаях два бритвенных лезвия или полоску трансформаторного железа под шов.
@Георгий 11, В таких случаях два бритвенных лезвия или полоску трансформаторного железа под шов. -
@Георгий 11, 0,8 мм
-
Поддон БМВ . Две трещины легли параллельно в 12 мм друг от дуга,не считая ответвлений.Обратный изгиб.Плоскость вышла в ноль.Корень продавлен без подварки.
-
@Kurt1, Если это сторонний заказ,то им придется попотеть,а если своя разработка,то на это есть технолог,чтобы согласовать с конструктором необходимые изменения в документации ..можно заменить у 6 на у9.Это будет чуть дороже за счет дополнительной разделки,но удобнее в сварке.
-
@Рабиндранат Кагор, Речь идет о воздухе как, о плазмообразующем газе. А если использовать чистый азот в качестве плазмообразующего газа,то,разумеется,будет отсутствовать оксид и возможен повышенный износ катода.
-
@gonta, С вихревой стабилизацией.Если катодная вставка выполнена из циркония,то в результате нагрева на поверхности вставки образуется тонкая пленка окислов и нитридов.При высоких температурах пленка становится токопроводной и защищает материал катода от испарения.В принципе можно попробовать,но обязательно контролировать износ катода.
-
@gonta, На вашем резаке какая стабилизация дуги-осевая или вихревая?
-
@d_r_ava, Те,кто был связан с производством кислорода,знакомы с циркулярными письмами министерства для служебного пользования,с которыми ознакамливали персонал под роспись.В них говорилось об авариях на кислородных станциях.К примеру,на такой-то станции в таком то городе произошел взрыв.Обслуживающий персонал в количестве трех человек погиб,здание разрушено.Указывались причины взрыва и делались соответствующие выводы,чтобы подобное не повторилось.Любая инструкция по технике безопасности не может предусмотреть всего и изменения в нее вносятся "кровью ". Опишу один случай,произошедший в кислородке. Двухсотлитровая бочка с маслом,в нее вкручен "гусак" .Так вот,эту бочку таскали с место на место по мраморному полу и на какую-то глубину ободок дна протерся.Подходит слесарь,надевает на гусак шланг,а другой открывает воздух.Давлением дно вырывает,бочка подпрыгивает и бьет слесаря;тот падает навзничь и ударяется затылком об пол..все - смерть.Начальник цеха отделался двумя годами условно.Никакая инструкция по ТБ подобного не может предусмотреть.
-
@evgeniy, Начал гореть редуктор.Объяснений нет. --- В вентиль попадает окись железа.При резком открытии происходит возгорание,примерно с такими последствиями, как на снимке в четвертом посту.Случались подобные ожоги и на лицах...не надо резко открывать вентиль.
-
@krech, Пористость посмотреть,границы сплавления,нет ли отбеленных участков
-
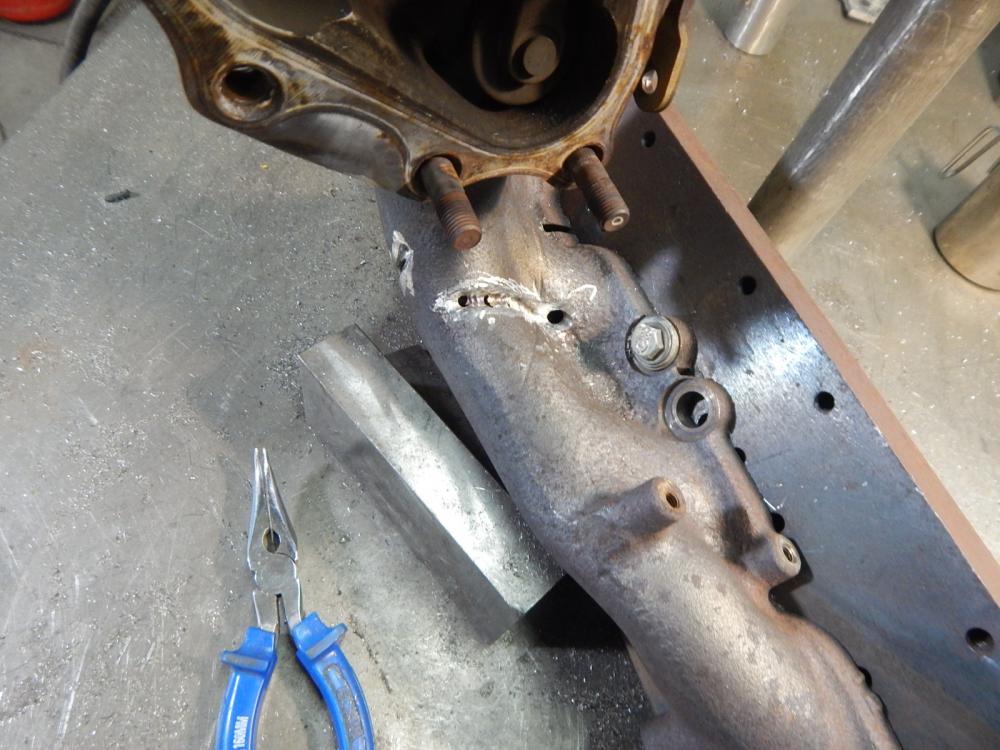
Коллектор японской машины.
-
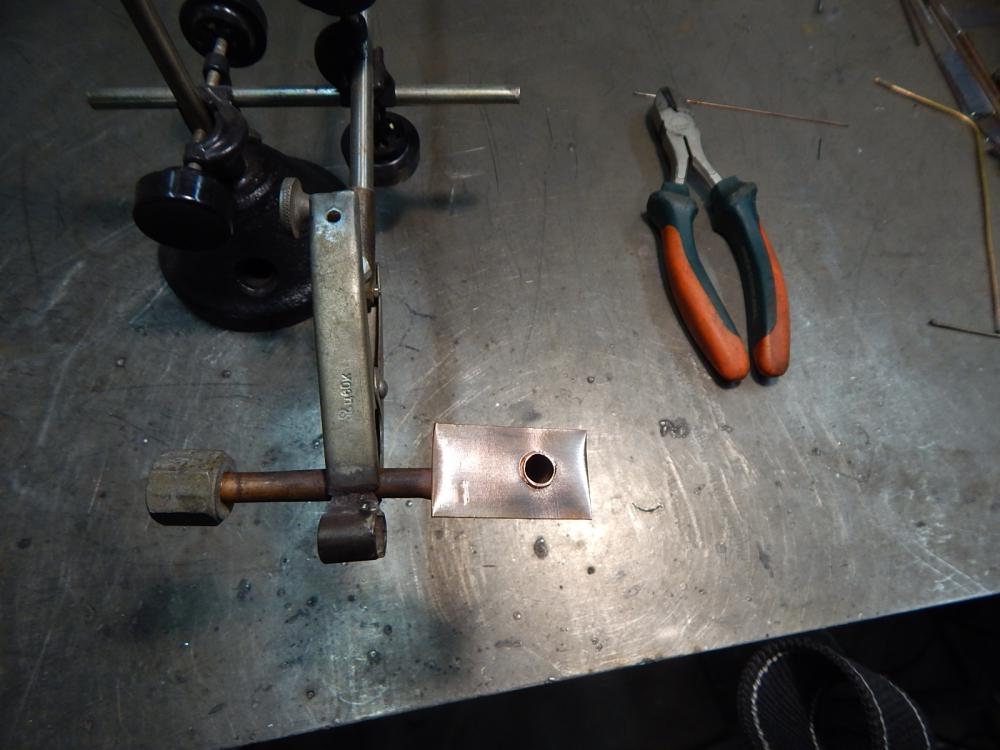
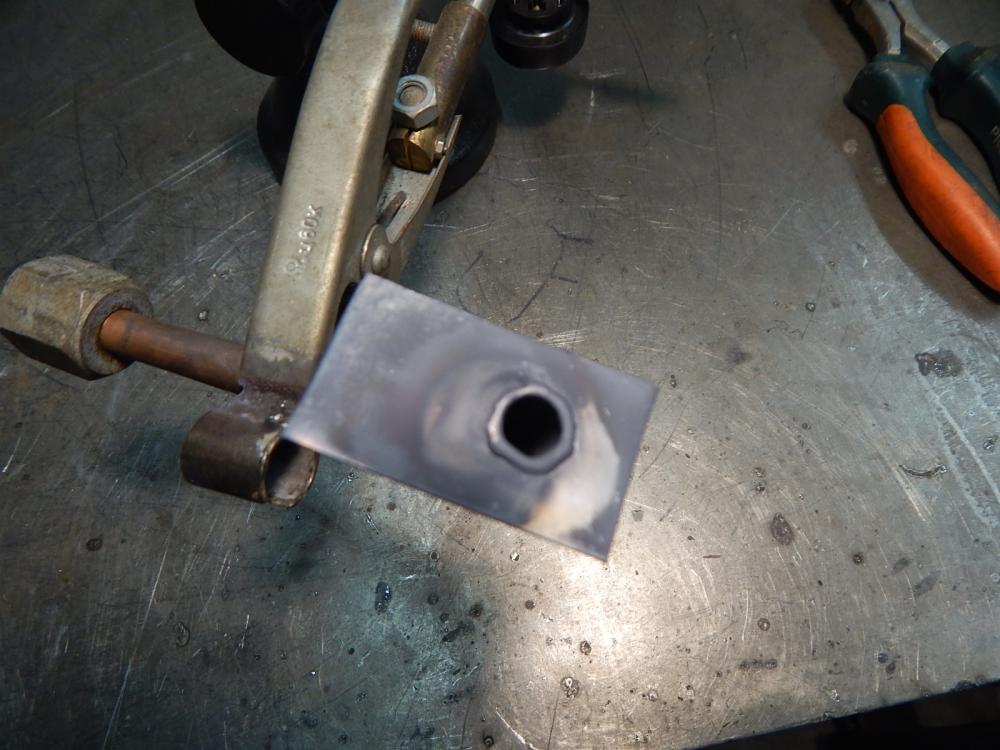
@Кулак, Попалась медная пластина на глаза и вспомнил эту тему.Ваш случай- 1 мм пластина и трубка 1,5 мм. Здесь нет никаких проблем.Сварка без присадки.Небольшой совет:возьмите бачок от кулера -нержавейка 0,25 или 0,3.Пробуйте накладывать латки,вваривать трубки,перерезать и вваривать донца ..когда научитесь это делать,то проблем со сваркой таких вещей не будет.
-
Ребята,вы не обижайтесь,но о производстве многие из вас имеют весьма поверхностное представление,а еще меньшее представление имеют о том, в каком оно состоянии находится в данный момент.