

Точмаш 23
-
Постов
4 920 -
Зарегистрирован
-
Посещение
-
Победитель дней
286
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
Сколько времени надо ждать, чтобы пластинка из Х18Н10Т 1мм в насыщенном растворе хлорного железа растворилась? Банка с хлорным где то есть, обрезков тоже хватает. Могу положить.
Речь идет о коррозии.Я видел достаточно таких трубопроводов и мне ни к чему эти эксперименты..производства хватает
-
Блин, не могу, выскажусь...
Дистиллятор у меня сразу вызывает ассоциации с самым первым форумом на котором я зарегался и начал что-то писать.
"Дистиллятор истины на Аллент.ру" местами поражает. Человек в гараже умудрился сделать вот это:
http://s56.radikal.ru/i154/1606/6a/d2908adb55a3.jpg
Он не описывает как, но описывает зачем: http://allent.ru/forum/showthread.php?t=607&highlight=%EC%E0%EB%FB%F8%EA%E0
Он в гараже сделал установку превосходящую японские аналоги стоимостью от 90 до 200 тысяч баксов.
(не сочтите за рекламу, она не нужна ни форуму, ни дядьке Алленту, и кстати форум состоит в друзьях чипмейкера)
Электрохимическая полировка нержавеющей стали
-
Миф. Даже не представляю, что надо сделать с Х18Н10, чтобы она гнить начала, тем более, быстрее черняги.

Поместить ее в раствор хлорного железа или хлорной меди..в решето превратится быстрее "черняги"
-
 1
1
-
-
да, и кожа мягкая и на руке сидят хорошо. Проблема одна - на левой руке на указательном и большем пальцах выгорают нитки когда огарок тыкаешь в ванну в плотную и потом опять в магазин, жаль по одной не продают
 надо донора искать, кто левша и меняться по очереди перчатками левую на правую
надо донора искать, кто левша и меняться по очереди перчатками левую на правую 
Надо такие хирургические зажимы найти.Для алюминиевых прутков не слишком нужно,а вот для кастолина очень даже

-
8
-
-
Вот это называется заводом?Это небольшое предприятие отверточной сборки
-
3
-
-
Вадим просто думали что подешевле выйдет аппарат . А 250А конечно хорошо но все зависит от задач , вот Виктору с его Ал бочками или Денису с шинами я думаю маловато будет. Ну и как всегда у Русских , запас карман не тянет.
Валера,насчет мощности очевидно:аппарат,нагруженный на 30% мощности, будет работать стабильнее и дольше,чем аппарат нагруженный на 80%.Ремонтная сварка-это такое дело,что абсолютно неизвестно,что надо будет делать завтра.
-
5
-
-
@Вад11,мне нужен,что бы был.Могу узнать для чего его изобрели?
Запас по мощности горб не ломит
-
4
-
-
Перво наперво начну с сайта ГРПЗ и вот что отписал Андрей по сайту.
Сайт, как всегда, не успевает за изменениями. Дело в том, что для сайта эксплуатационная документация готовилась давным-давно (в начале прошлого года), а последние изменения воплотились позднее. Аппараты будут только с новым ПО. На сайте информация обновится, но позднее. Там же и по 315-му все будет по-новому.
Так что если покупать на прямую у них то аппарат будет с новой прошивкой.
Теперь немного о цене , мой Селко на 220 ампер сейчас под 400р , Кемппи немного подешевле и обычно на сайтах у них занижена цена и когда дело доходит до покупки то цена совсем другая вылазит , ЕВМ из брендов наверное самый доступный . Да и на Китайские под 500ампер цена около 200р но и весом они не сравнимы с Форсаж их только на телеге катать.
И немного о балансе , путаница потому что у каждого производителя по своему обозначены регулировки , но проще отталкиваться от золотой середины 50х50% , то есть положительная и отрицательная волна равны. У Селко положительную можно вывернуть до 65% то есть на 15% она будет длиннее отрицательной , а вот отрицательную волну можно выкрутить до 85% , то есть отрицательная будет длиннее (по времени) положительной на 35% и естественно положительной останутся 15%.
На Форсаж положительную можно удлинить на 5% (50- 45 =5%) , отрицательную можно удлинить до 90%, то есть положительной останется 10% , это примерно как у Меркле там баланс 91-9% .
220 000-это дорого. И 315 они скорее всего подтянут к 140 000,что бы сделать тысяч на десять дешевле его ближайшего конкурента - Гроверса 350,который тоже не хило рванул ввысь со ста тысяч
-
- Популярный пост
- Популярный пост
Раздобыл титановую лопату. Пробы ниже. Исходя из теории вроде как защита работает. Титан 2мм, 100А ток, Пред газ 2с, пост газ 8с,
три пробы с разными газовыми соплами и разным временем горения дуги от секунды до 3х.
Лопату не жалко?) В 90 годы,когда открыли границы и стали вывозить из страны все подряд,пытались вывести и запасы титана;но титан являлся стратегическим материалом и в открытую вывозить его запретили.Тогда начали делать лопаты из титана,и под видом товара стали вывозить титан из страны...такова история титановой лопаты. Да простят модераторы за небольшое отступление от темы
-
13
-
315-го для простой мастерской за глаза. ПВ 100% на 250А, а это далеко не игрушки. Разница в цене обусловлена разницей силовой части, закуп выше в 2 раза. 115 +20 (БВО)=имеем отличный аппарат с блоком охлаждения. 99% этой мощности хватит на все случаи жизни. Да осцилятор модернизированный, сейчас ВСЕ аппараты (200,315, 500) идут с новым осцилятором и прошивкой где 300Гц переменка и регулируемый спад тока....
Рязанские инженеры сделали хороший аппарат,но их же заводской менеджмент- своей ценовой политикой-способен похоронить этот аппарат.Крупные предприятия будут покупать линкольны и эсабы,а ремесленники не будут покупать из-за высокой цены.Он не найдет своей ниши.Сдается,что аппарат заводу обходится в тысяч сорок,или около того ...у нас,если нет 300% прибыли,то это не прибыль
-
6
-
-
@Георгий 11, а сейчас все цены поднимают. похоже выходят потихоньку на докризисную наценку.
315й уже тоже 105 стоит.
у других производителей тоже большая разница между 300 и 500 амп. начинка похоже очень сильно в цене отличается.
Полчаса назад смотрел было 98,а сейчас уже 105 ...баррель,наверное,подорожал

-
2
-
-
Смотрел сейчас на сайте ГРПЗ, вышла в продажу 500, правда ценник
, 220 тр, а говорили 180 и описание функций старая прошивка, неужели им тяжело обновить все это? А то люди на форумах читают одно, а у заводчан все старое, путаница получатся.С такой ценой энтузиазм значительно поубавиться.А ведь это только начало-изменят индекс,внесут пару изменений в функционал и установят цену под 300 000.Если судить по отзывам,то получился хороший аппарат,но есть один вопрос:весь ли функционал аппарата нужен для небольшой мастерской? Чем шире возможности аппарата,тем лучше-с этим никто не спорит,но эти возможности ведут к значительному удорожанию .Какие задачи может решить Форсаж,но не может решить Гроверс,разумеется,если не учитывать мощность каждого?Если не варить скотовозы и бензовозы круглыми сутками,где нужны мощные источники тока,то аппарат мощностью 350 ампер по цене 150 000 и с функционалом того же Гроверса будет оптимальным вариантом для небольших мастерских .То что рязанцы делают хорошие сварочники - это большой плюс:хоть один производитель на всю страну,но все же..
-
2
-
-
- Популярный пост
- Популярный пост
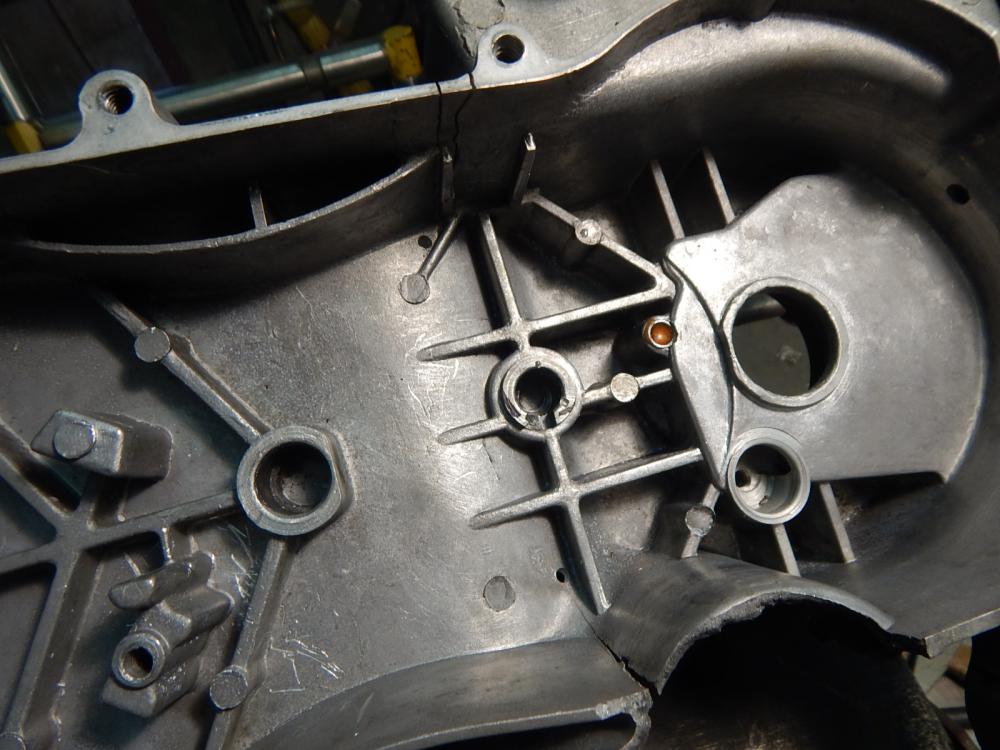
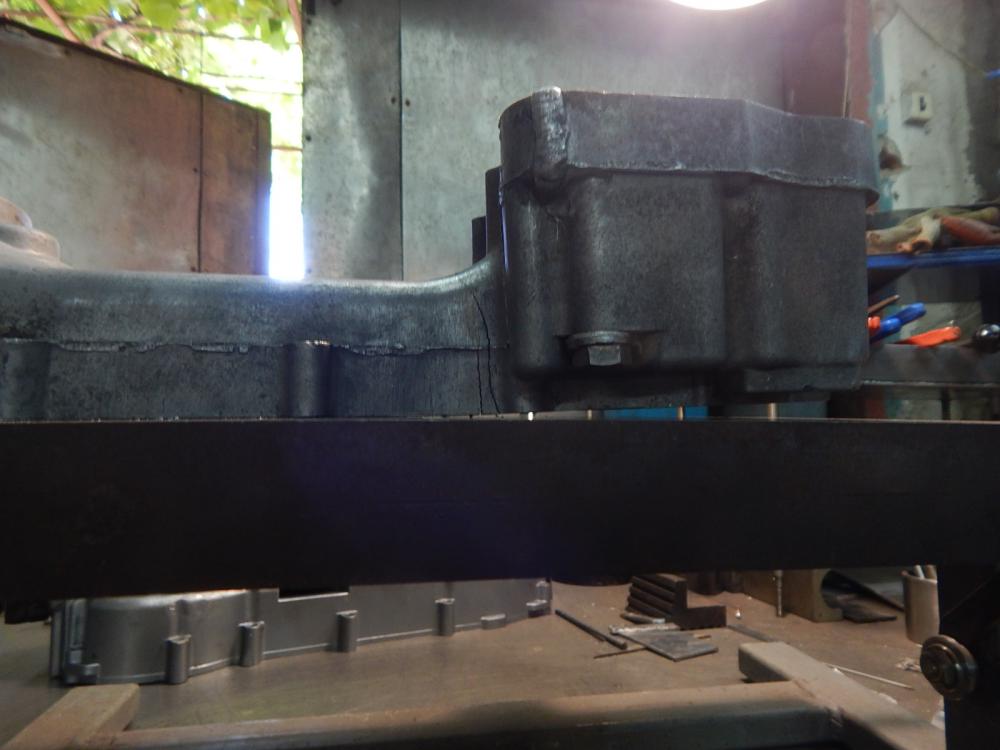
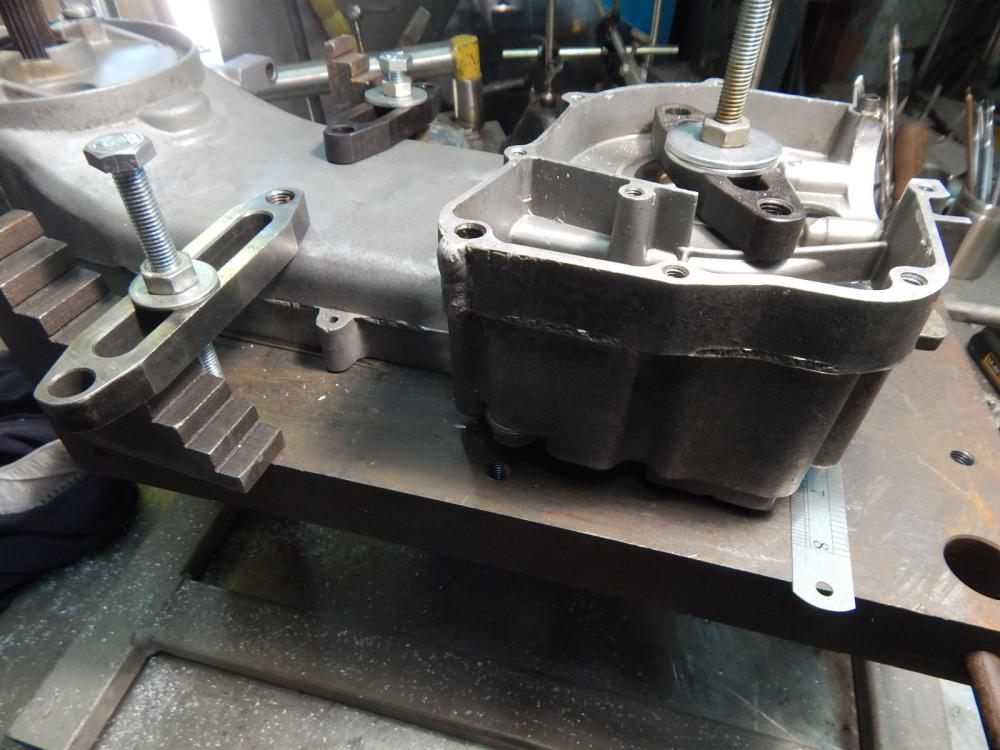
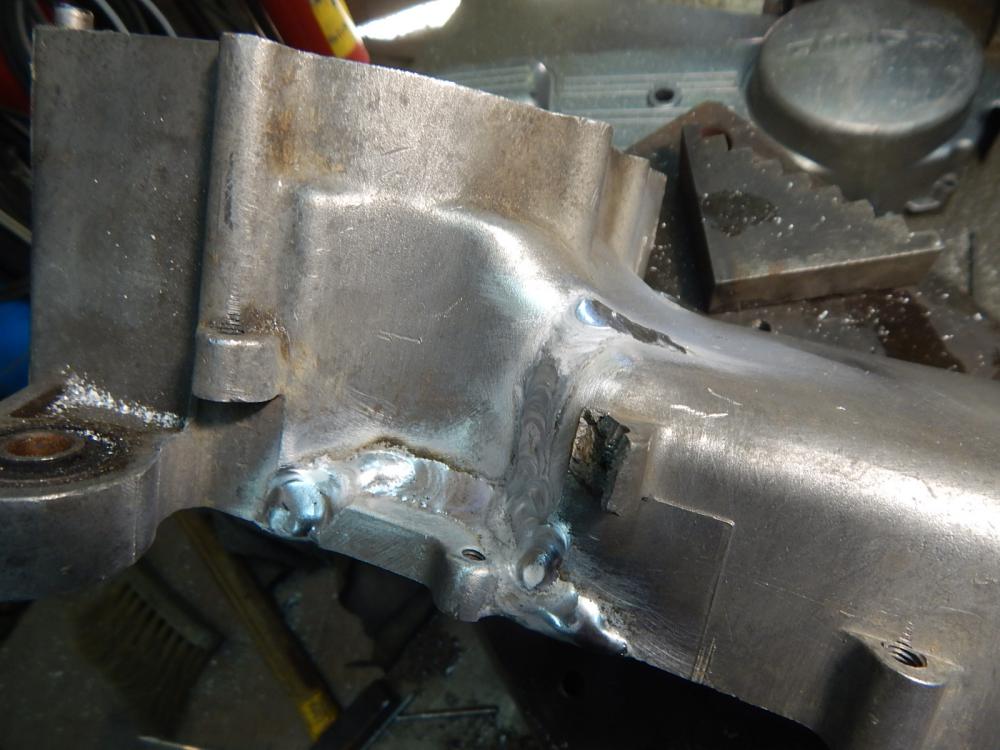
Картер двигателя мопеда после аварии.Одна часть смещена относительно базы на 6 -7мм вверх
Двухмиллиметровые подкладки под базовую поверхность и 0,5 под деформированную . После сварки деформированная часть имеет смещение по плоскости относительно базы 0,2 мм;отломанный кусок тоже стал на свое место.Наварки плоскостей не было .С крышкой-подкладка под шов 0,5 мм
Изначально ставил задачу-обойтись без фрезеровки.
Стали фотографии не по порядку










-
23
-
Сегодня стал обладателем данной модели.Изначально терзался в выборе производителя,но ценовой диапазон быстро проредил число претендентов.По немногим из оставшихся начал "курить" отзывы на форумах.Когда немного определился с "фирмой",сразу запали сомнения 220 & 380 .Взвесив все за и против ,взял этот .Цена вопроса 28 500.
Продукция WTL.Хороший аппарат.
-
1
-
-
Обратился клиент с просьбой сварить бачок для горячей воды в баню. Посоветуйте пожалуйста, из какой нержи лучше сделать(марка, толщина) и вообще есть ли в этом смысл, человек хочет чтоб вода в баке не ржавела. Габариты ориентировочно 70х40х50(д-ш-в). И еще вопрос будут ли поводки на таких габаритах при сварке(почти уверен что будут) и как их победить?
Надо варить обратноступенчатым способом.Деформация будет минимальной
-
2
-
-
Согласен)
Но я для себя переделал на дюраль))
Допускается механическое соединение алюминия и стали.Откройте таблицу электрохимических потенциалов (мВ),возникающих между соединенными проводниками.У дюрали стойкость к коррозии значительно ниже,чем у трубок из АМц . Замена одного сплава на другой,это не лучший выход в данном случае -медь значительно понижает стойкость алюминиевых сплавов к коррозии
-
4
-
-
Естественно , дуга ведет себя по другому , как бы объяснить ?, простреливает с алюминия на "чернягу" , не держу дугу на "черняге" , плавлю алюминий и волной , плотно гоню , что бы обволакивало .
И желательно ,чтобы "черняга" не оцинкованная была )
-
1
-
-
@Точмаш 23, Здравствуйте Виктор Михайлович!
Был у меня бумажный каталог ЭСАБа, там сказано ER 4043 пригоден для пищевухи. Про содержание свинца и мышьяка в отечественном АК5 ничего не нашел.
Добрый вечер.А почему нет? АК 5 М2п,АК7п,АК 12п используются для изделий пищевого назначения
Если нет превышения по мышьяку,свинцу,бериллию в сварочном материале,то какие могут быть вопросы.Кстати,пищевая алюминиевая банк сделана из АМц и АМг
-
Что-то мне подсказывает, что 4043/АК5 вполне себе ничего для этих целей, а алюминиевые провода, все же колхоз.
Доля присадки, в стоимости ремонта, в данном случае исчезающе мала, это ж не ПАНЧ.
3.8. В алюминии и алюминиевых сплавах, полуфабрикаты из которых применяют при изготовлении изделий пищевого назначения, массовая доля свинца должна быть не более 0,15 %, массовая доля мышьяка - не более 0,015 %. Марки алюминия и алюминиевых сплавов пищевого назначения дополнительно маркируются буквой «Ш». ГОСТ
-
У меня по прикреплённым фото вопрос - это верно, что на постоянном токе дуга гуляет?
----
Если поставить чистый вольфрам (WP) на постоянный ток,то так и будет
-
- Популярный пост
- Популярный пост
Чуть не в тему,но все равно о машинах.
Аккумулятор с Камаза. Отломана клемма . Аргоновая сварка свинца на переменном токе



-
19
-
Вот и мне сегодня принесли тормозные валы с америкоса , наплавка истратил пол катушки 5кг .
Mobimig 180, режим Cold , 135А , интервальный режим 1сек сварка , 0,7сек пауза. , вал крутил руками.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1140306.JPG http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1140309.JPG
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1140311.JPG http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1140312.JPG
Попроще надо с этими валами-достаточно с них уони 13/55.Месяц назад такие делал.Прогнал под втулки на токарном - нормально все
-
1
-
-
пристройке, подавать в цех по трубопроводу редуцированный кислород пониженного давления, обычно 10 ат.
----
Редуцированный кислород подается в систему под давлением 16 ати
-
1
-
-
. Сжатый воздух из компрессора проходит осушительную батарею из баллонов, заполненных кусковым едким натром, поглощающим влагу и остатки углекислоты. Полное удаление влаги и углекислоты из воздуха имеет существенное значение, так как замерзающие при низких температурах вода и углекислота забивают трубки кислородного аппарата и приходится останавливать установку для оттаивания и продувки.
-----
После сжатия в четырехступенчатом компрессоре воздух поступает в блок осушки воздуха,состоящий из двух стальных баллонов,наполненных силикагелем или алюмогелем,которые работают поочередно 8 часов каждый.Отработавший 8 часов баллон проходит регенерацию отходящим азотом,нагретым до 80 С.Влажность воздуха имеет большое значение,т.к.мгновенно забьет дроссельные вентили в аппарате при низкой температуре.
----
Температура жидкого воздуха,кислорода и азота зависит о давления в установке-жидкий воздух в нижней колоне при рабочем давлении 6 атм имеет температуру - 138 С,а в верхней колоне при давлении 0,7 ати - 182 С
----
Жидкий кислорода отбирается насосом плунжерного типа (например НЖК-2,НСГ-1) и подается в теплообменник,где газифицируется,попутно охлаждая входящий воздух,после чего подается на наполнительную рампу.В этом же теплообменнике газифицируется азот,который выбрасывается в атмосферу.
-----
Медицинский и технических кислород имеет условное деление-если увеличить отбор жидкого кислорода из кубовой жидкости,то понизим процентное содержание,а если понизим отбор,то можем получить чистоту 99,97%,тем самым значительно снизим выход товарного кислорода.Вообще-то нижний предел чистоты 99,1 - 99,2 %будет оптимален как для работы установки,так и для сварки и резки металла.Если погнаться за большей производительностью и снизить чистоту,то резчики и обрубщики скажут много теплых слов в адрес персонала кислородных станций,что абсолютно заслужено- чистота 98,8 практически не позволяет качественно выполнить резку и обрубку ..металл плохо сгорает в таком кислороде
Вес баллон в обязательном порядке указывается на самом баллоне-ищите букву В или М ..к примеру М 65,6
----
-
5
-










Советы начинающему аргонщику, часть 2
в Аргонодуговая сварка — TIG
Опубликовано · Изменено пользователем Точмаш 23
Если вы настроили подачу по шкале своего ротаметра 20 л ,то это не значит,что там будет 20 литров.У меня редуцирование происходит следующим образом: 150-3-0,3атм .Стоит РС-3 и входное давление ротаметра 0,3 атм.