

Точмаш 23
-
Постов
4 920 -
Зарегистрирован
-
Посещение
-
Победитель дней
286
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
Ну совсем другой "кампот"
 Параметры дуги и толщину материала .
Параметры дуги и толщину материала . Еще раз по режимам.
10 мм 85а,баланс 43,частота 108.Сопло линза № 6



-
 7
7
-
-
Ну совсем другой "кампот"
Параметры дуги и толщину материала . 92 а, 38 баланс и частота 78, толщина 8- 10 мм
-
2
-
-
Может быть , диаметр конечно у проволочки великоват ну и сам Магний не прост в сварке нужно сопло побольше и оптимальные режимы найти .
Проба на чистом материале проволокой,травленной в хромовом ангидриде

-
5
-
-
Можно просто обматывать клейкой стороной наружу, чтоб не пачкать клеем обматываемый материал.
Проволока чистая, посылка отправлена быстро,а вот один кусочек-метра 3 -уж очень тщательно замотан скотчем

-
1
-
-
Может быть , диаметр конечно у проволочки великоват ну и сам Магний не прост в сварке нужно сопло побольше и оптимальные режимы найти .
Абсолютно согласен-режимы надо выверить.Влера,в идеале-на чистом материале - можно увеличить ток и скорость сварки повысить.
-
1
-
-
Виктор , заваривал или просто проба проволоки? Мне кажется мощи дуге можно было добавить.
И наплавлял и заваривал.Проба проволоки.Поддон весь в порах,что сильно усложняло сварку-масло прет сильно.При хорошей подготовке-с выдержкой в щелочном растворе,шабрением-проблем со сваркой не будет.
Валера,все-таки диаметр 4 мм на небольших токах будет приводить к избытку присадочного материала,на больших токах еще худший результат .
-
1
-
-
ну да, эМКа - медь- кадмий?
М 1 или М2)

-
3
-
-
МАГ,получил проволоку,спасибо.Есть одно замечание-не надо моток обматывать скотчем.
По травлению магния.Лучший вариант-хромовый ангидрид и 2,3 % серной кислоты .
Поддон от запорожца.Много пор,пропитанных маслом.


-
6
-
-
жало на паяльниках изготавливают из сплава БрХ1Цр, было бы неплохо посмотреть.
Было бы слишком роскошно) обыкновенная эмка
-
кмц п/а используем, но вопрос товарного вида, кмц отличается по цвету от меди.
Понятна проблем.У меня есть два мощных медных паяльника.Регулярно меняю на них жала-срезаю на треть и привариваю новые части проволокой М1 .Сброшу фотографии,посмотришь,как это выглядит
-
тиг возможна присадка обычная медная проволока М1?
Возможна,только зачем М1,если есть кмц.?
-
В 17.05.2016 в 15:57, Александр ПАНЧ 11 сказал:
если кмц тоже греть? с аргоном?
Конечно,с аргоном.Греть,греть и греть ...а если тиг,то кмц -это лучший вариант.
-
есть комсомолец электроды, возможно ими попробовать? но электроды тоже идут сплав меди и по цвету будет отличаться, хорошенько это сколько градусов?
Подогрев не менее 450С.Можно и Комсомольцем попробовать - только не на холодную.Если тиг,скажем на токах 170-180 а,чтобы не слишком перегружать горелку,то подогрев 550-600 С
Приходилось сваривать полосы М1 сечением 20 на 150 .Подогрев двумя резаками,токи за 350 ..очень тяжелое занятие )
-
 1
1
-
1
-
-
Возможна ТИГ сварка литейных дефектов на крупных деталях типа таких?
Возможна,если их хорошенько подогреть.Обрати внимание на электроды ОЗБ- 2М..как вариант
-
1
-
-
Принесли трубочки, Пайка ТИГ. После того как запаял, сказали что давление рабочее 1800 атмосфер. Сначала не поверил. И че то как то стремновато стало.
При 1600 атмосферах этот буржуйский трактор даже не заводится.
Пока работает в поле посмотрим, что дальше будет. Новые под заказ в течении месяца. Посевная в разгаре через месяц зачем они нужны будут.
Какая толщина стенки трубки?
-
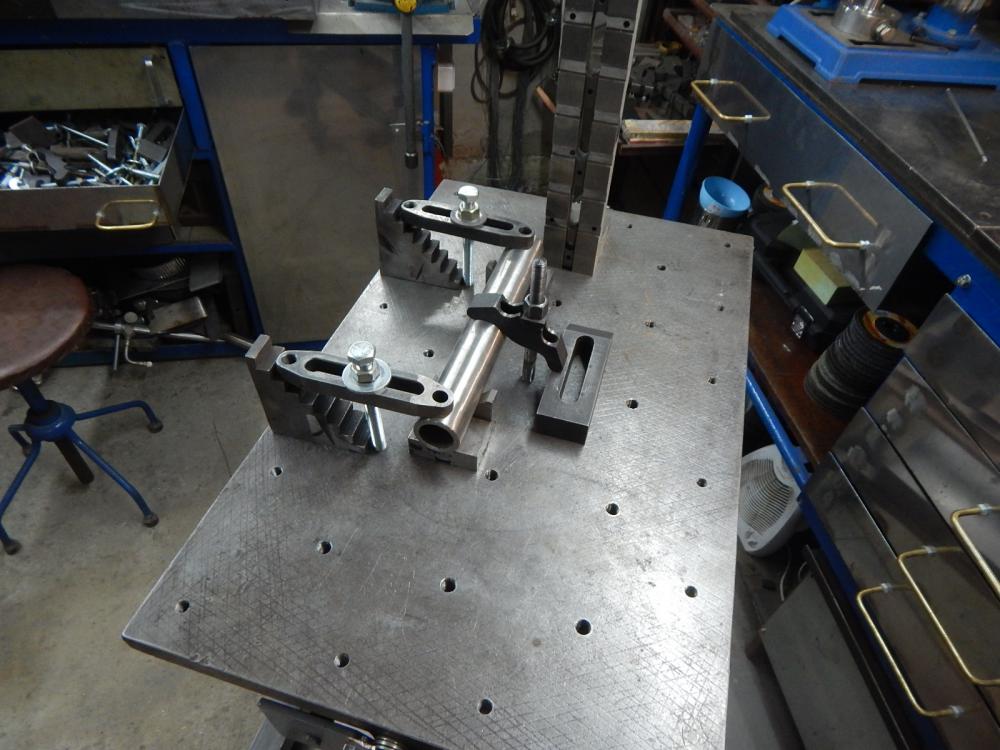
@Точмаш 23, знатная у вас игрушка. А притирочная она или поверочная мне особо всё равно, т.к. для сборочно-слесарных операций она всё равно шикарна. Сверлить жалко, пока рука не поднялась и пиноль не опустилась. С уважением.
Достаньте лекальную линейку ШД 630,а плиту сверлите.Понимаю,что жалко,но со временем созреете.
-
1
-
-
Виктор, огромное спасибо
 . Что нить отыщем , а вообще проволочку по мере необходимости ну метр больше думаю мало когда сразу понадобиться , можно и шабером пробежаться.
. Что нить отыщем , а вообще проволочку по мере необходимости ну метр больше думаю мало когда сразу понадобиться , можно и шабером пробежаться.У меня есть все нужные компоненты для травления магния.Посмотрю,какой вариант будет приемлем для дома,скажем,безопасен -напишу .
-
1
-
-
Не травил "каюсь" даже шабером не почистил окисел а нужно было это сделать 100% , что то мы с Сергеем поспешили.
На счет травления надо еще почитать , химия для магния такая же как для Ал или что то другое применяют.
Магний,в отличии от алюминия ,практически не реагирует с едким натром,а вот с кислотами,особенно в смеси солянки с серной-очень бурно. Как вариант, можно попробовать фосфорную,но не претравливать -нводораживание ни к чему.
А так -хромовый ангидрид,нитрид натрия,фтористый кальций - 150-200 г Cr2O3; 25-35 г NaNO3; 2-3 г CaF2; 1000 мл H2O.
-
3
-
-
О... да, Виктор я здесь с тобой полностью согласен.
Валера,проволоку травил?
-
АМГ прутком ясен "корень" что не получиться как положено, получиться может и с 4043 наложить шов на магний но он скорее будет "декоративный " и при первом ударе отвалиться. Что касается проволоки из этой темы то это магний без сомнения и сваривает магний как положено одно но 4мм немного толстоват для "основных работ" но нужно да и можно приловчиться или как то пополам диаметр разделять но здесь потери магния а он дорог .
Лучше приловчиться и это возможно , побольше сопло, покороче дугу и проволочку из под зоны защиты газа не вытаскивать когда варите , иначе она сразу окисляется.
P.S. Вот сбегал в гараж и отколотил с цилиндрика " дружбы" наплавленный магний , мой косяк признаю но когда варил сразу почувствовал неладное , цилиндрик не из магния на пиле а сплав АЛ , а вот картер магний и там отшибить не получиться хотя шов не на выставку сказывается "без подготовки" но это была проба проволоки .
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1140280.JPG http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1140281.JPG
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1140283.JPG http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1140284.JPG
Есть свои минусы в 4 мм проволоке,но есть и плюсы : меньше водорода с оксидной пленкой в ванну попадет. Все-таки проволока в любом случае лучше,чем "строганинка " из поддона
-
4
-
-
@Точмаш 23, в прибомбас или сварочный стол
Исключительно для сварки разбитых на куски деталей...повернул,как удобно и вари в горизонт
-
1
-
-
- Популярный пост
- Популярный пост
продолжение...
в 00.00 встретится не получилось, т.к. заказчик не выдержал и ушёл в себя. На утро он дико извинялся за доставленные неудобства (я его в условленные нули часов в гараже ждал) и в качестве вещественного доказательства своих извинения подарил мне это чудо:
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_4354.JPG
Плита, похоже, притирочная, 630х400. Абсолютно новая - муха не садилась. Немного ржи, но это мелочь. Сверлить её теперь жалко, аж зубы сводит.
П.С.: доволен, как свежевымытый слон.
Это поверочная плита 2 кл. точности.Для притирки лучше использовать 1 кл.
А поверочную можно использовать для различных вариантов закрепления деталей в качестве базовой поверхности для разбитых деталей,подлежащих сварке. Если использовать ее в качестве позиционер - толку больше.Притирочная внизу.
После сверления заходы надо шабрить,и все будет нормально





-
28
-
- Популярный пост
- Популярный пост
Если купили на вид красивый ключ,а по сути неработоспособный ,то не спешите выбрасывать.
Можно наплавить р6м5 на зубчатую кромку...и он станет хорошим инструментом


-
15
-
@Точмаш 23,так я и не варил,это после сто сопли счищал,а когда прогрел,все трещины вылезли,решил не варить, фланец весь в трещинах.
Правильно сделали.













Однозубая борфреза для лёгких сплавов
в Слесарное дело
Опубликовано · Изменено пользователем Точмаш 23
Прочитал всю ветку.Обсуждение и рассуждения на тему-зачем нам нужен перфоратор,когда лом у нас есть?
Используя такую фрезу,можно выиграть в одном,но проиграть в другом.Уже упоминалось,что сильное радиальное биение быстро выведет из строя подшипники,да и посадочные гнезда разобьет.Износ и ремонт инструмента будет стоить дешевле,чем заводские фрезы?Каждый выбирает сам.К примеру,мне двузубая 6 мм фреза из Р6М5 обходится в 80 руб. и несколько минут на заточку алмазным кругом.С такими фрезами вообще не вижу никаких проблем в работе с алюминием.Фирменные ВК фрезы по алюминию больше не нужны?Но ведь работы разные бывают и фрезы разные нужны.Зачем подменять одно другим?А иметь такую фрезу( с одной режущей кромкой) можно в качестве вспомогательного инструмента ...если такая фреза работает,то почему ее не использовать для алюминия,а вот для чугуну-категорически нет...это уже от абсолютной безысходности