

Точмаш 23
-
Постов
4 920 -
Зарегистрирован
-
Посещение
-
Победитель дней
286
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
Коллеги нужен совет, крышка ГРМ,а/м ниссан подфайндер, отвалился башмак и цепь сломала крышку. Интересует какая присадка подойдет и как заварить, чтобы не повело плоскость?
Все литье автомобильных деталей можно свести в общих чертах к трем видам:гравитационное, под низким давление и высоким давлением в кокиль.Гравитационное литье-расплавить свинец в баночке и залить в углубление в кирпиче.Будет грузик,выполненный методом гравитационного литья).Литье под низким давлением.Пример - колесные диски или эта крышка-давление до 2 ати.Литье под высоким давлением - с 7 ати и до 200 .К чему я это говорю?Дело в том,что для каждого способа есть свои сплавы.Надо внимательно осмотреть деталь-чистоту поверхности отливки.Если класс чистоты поверхности будет высоким,то сплав может быть трудно свариваемым или не свариваемыми вовсе.Твой случай-это,скорее всего,АЛ 4 (АК 7)
После сварки в кондукторе деформация снижается,но не устраняется полностью. Жесткое закрепление позволяет убрать деформацию на 70 %,а 30 % останется в любом случае.Как убрать эти 30 %? Обратный изгиб.Как его рассчитать?Приходим к тангенсу угла,иными словами:подкладку какой толщины и в каком месте надо подставить под деталь и прижимом задать обратный угол относительно базовой поверхности детали,чтобы устранить деформацию практически полностью.
В твоем случае. Присадка 4043 (4047) она подходит практически для всех алюминиевых литейных сплавов.Имей в виду,что после сварки полка будет иметь изгиб в сторону шва и привалочную плоскость надо будет наваривать и фрезеровать,если ее варить без закрепления и обратного изгиба
-
 6
6
-
-
Какой натяг назначают и как садят?
Пусть водила еще седла достанет,а потом смотреть будем. А посадка - головка нагрев,а седла в азот
-
1
-
-
@Точмаш 23,Как Вы сёдла в чугунную головку ставите? Чтоб не выпадали с гарантией?
Обсуждаем этот вопрос.Разумеется,геометрия посадочного места нарушена.Надо увеличивать диаметр расточкой,ну и соответственно увеличивать диаметр седла хромированием...единственное,с чем нет проблем. С седлами-станочники гарантии не дают.Железяка вообще проблемная из-за своих габаритов и массы,но чугун очень хороший
-
2
-
-
Присадка? Общий нагрев? Температура нагрева? Что за пластина на дно разделки?
Это панч 11,на холодную . Пластина не на дно разделки,а она перекрывает верх канала охлаждения.2 мм ст 3 .Греть голову не получиться,так как в нее запрессованы семь баббитовых вкладышей диаметром 91 мм.Габариты головки 1100 / 350/280,а вес кг.140 .Цена такой головки б/у 150 тыс.,а новой за 200,
-
7
-
-
- Популярный пост
- Популярный пост
Продолжение.





-
16
-
@Точмаш 23,т.е.если бы был допустим аппарат на 300-400А,то проблем бы не было?
Конечно .К примеру,как тот же Форсаж 500 или полуавтомат на 400-500
-
3
-
-
@Точмаш 23,я про это и спрашиваю.Греть для того,что бы легче варить или для снятия напряжений после сварки?
Да какое напряжение ..200 ампрник не потянет такие толщины без подогрева,а с подогревом можно варить.
-
1
-
-
По прошествии некоторого времени сварки дисков возник вопрос по поводу предпрогрева...
Несколько лет назад варил алюминиевые крышки цистерн на нефтебазу.Штук 35 с толщиной стенки 10 мм.Варил 200 а полуавтоматом.Бросишь на плиту,поджаришь до 190-200 и вылетали эти крышки ,как горячие пирожки с 700 мм швами .Греть,если мощности не хватает
-
4
-
-
- Популярный пост
- Популярный пост
Головкой это назвать трудно,скорее,голова Катерпиллера.Перегрета.Между седлами канал лопнул по всему сечению.Разделка,выварил дно,поднял стенки,перекрыл.Геометрия канал сохранена полностью .Завтра буду доделывать-второй канал такой же ,да и в третьем трещина.
Продолжение следует.






-
21
-
http://websvarka.ru/talk/public/style_images/master/attachicon.gifScreenshot_2016-06-23-17-00-13.png
Довольно долго искал Японский индустриальный стандарт JIS H5302-1990.Удалось найти только один документ,подтверждающий вашу таблицу,правда,на сайте такого же ООО,как и Альфа Металл.Каких-то других данных в открытом доступе не нашел.
Надо будет разбираться с этим стандартом,так как везде фигурирует другой стандарт -JIS H5202-1992,который больше соответствует EN и ASTM.
Приношу извинения за ошибку.
-
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_5376.JPGДоброго времени суток. Закончил свой проект,и пора вывести своё детище в свет,но прежде хочу выразить свою благодарность в создании вращателя Михаилу (Kurt1), конечно на оригинал не похож,но функции те же.
Это обычная история. На вашем примере-валяется патрон без дела,также без дела валяется редуктор с двигателем.Надо соединить их вместе,чтобы они дальше продолжали валятся без дела.Не будет у этого вращателя никакого практического применения
-
Притащил сегодня клиент вал с двумя изношенными посадочными местами под подшипники качения. Просит наварить ТИГом чем то твёрдым.
Вопрос - какую присадку использовать, чтоб сразу ( без дополнительной ТО) твердость порядка 50 - 55 HRC получить?
Р6М5..если просит
-
1
-
-
Я в обще не вижу разницы между спидгласом хх и сварисом(фоксвелд) маской, если правильно настроить затемнение то все отлично видно. А стекла наружные проще поменять чем их чистить до умрочения, они в принципе дешевые достаточно.
Спидглас - это Спидглас,а Сварис- это Сварис
-
1
-
-
- Популярный пост
- Популярный пост
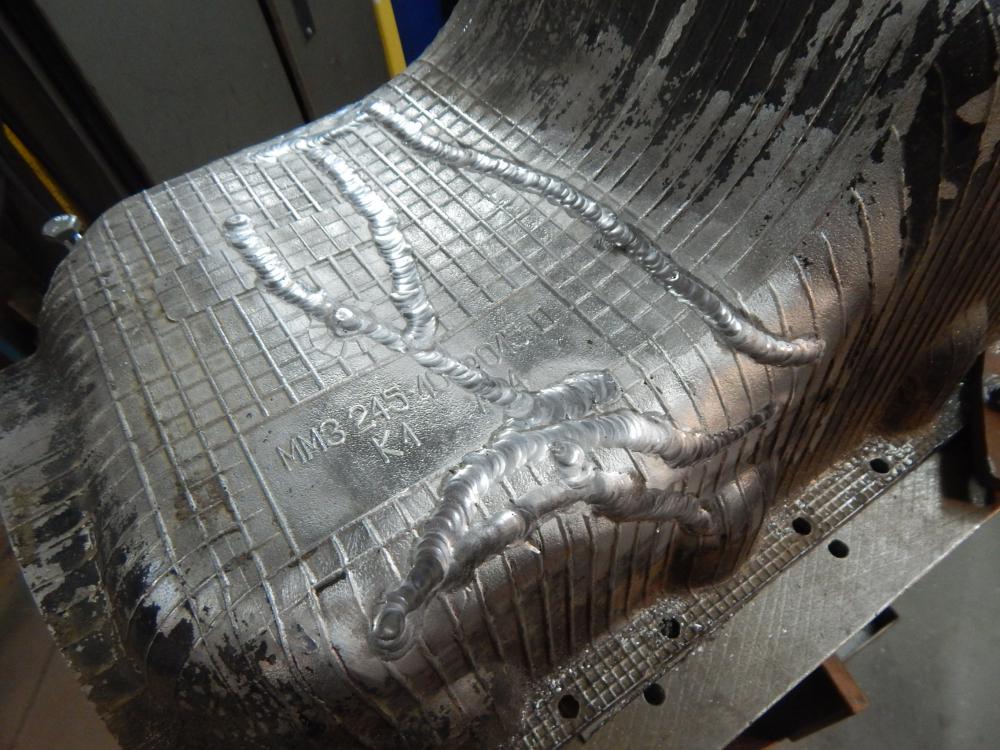
Поддон " Валдая " . Сильно разломан ударом о балку.Закреплен на монтажном столе с подкладкой 2 мм под зоной сварки.Обратный изгиб с углом примерно 20 гр.Слишком жесткий узел и выйти в ноль по плоскости не удалось - один край 0,4 мм в плюсе,другой 0,8 мм.Надо будет заняться расчетами и тогда можно будет сказать точнее,какой угол задавать с учетом массы наплавляемого металла...надо будет считать тангенсы углов.





-
22
-
а маркировку сплава на детали посмотреть?Скорее всего это ADC6,чернота и поры из-за цинка.Я такие вещи проходов за 5завариваю.Очень не любит перегрева.Можно ещё как бы облудить 5356,зачистить,состыковать и обварить,присадка 5356.Очень трудный сплав в сварке,да ещё и деталь ответственная,а если на ходу отломится?http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20160622_193357.jpg]
Согласно классификации алюминиевых сплавов(JIS) сплав ADC6 является аналогом AlSi9Cu3,он же EN AC 46000,он же АК8М3
-
1
-
-
Титан непосредственно сваривается с цирконием и гафнием.Можно получить соединения с удовлетворительными свойствами при сварке титана с ванадием ,ниобием,танталом.С этими металлами титан сваривается,как титан с титаном.
Сварка титана с другими металлами затруднена и во многих случаях невозможна.В этих случаях применят плакировку другими металлами.При сварке титана с медью используют прослойки из ниобия или тантала.При соединении титана со сталью применяют вставки из ванадия.или комбинированные - ниобий со стороны титана и бронзы со стороны стали.
-
9
-
-
Для травления титана,если невозможна механическая обработка кромок,применяют следующие реактивы:плавиковая кислота (HF) -26 %,азотная (HNO 3 ) -50%,H2O - 24% Температура 20 С.Продолжительность от 1 до 20 часов.
Чтобы избежать перегрева необходимо ограничивать величину сварочного тока.После окончания сварки или обрыва дуги,газ должен подаваться до тех пор,пока металл не остынет до 400С
О надежности газовой защиты в процессе сварки и при остывании металла можно судить по его внешнему виду.
Блестящая серебристая поверхность свидетельствует о хорошей защите.Появление на шве желто-голубых цветов указывает на нарушение защиты,а серые налеты- плохая защита.При хорошей газовой защите твердость шва должна быть равна твердости основного металла.(напильник в руки)
Для технического титана рекомендуется сварочная проволока ВТ1-00.Для сплавов с пределом прочности 60 - 80 кг/мм -ВТ2св,для боллее прочных сплавов СПТ -2
Холодные трещины.
Причиной возникновения холодных трещин является сварочные напряжения и понижение пластичности металла вследствие загрязнения металла газами(водородом ,азотом,кислородом).Трещины такого рода возникают сразу после сварки,так и после вылеживания(несколько суток).В этом случае разрушение вызывает чрезмерное насыщение шва водородом ,образующим с титаном гидриды,делающие металл хрупким.
Механизм образования пор примерно такой же,как у стали-насыщение металла водородом .
-
9
-
-
Титан.Общие сведения.
Титан относится к группе химически активных тугоплавких металлов.По схожести свойств наиболее близкие к нему цирконий и гафний.Электросопротивление в 4 раза выше,чем у железа.Теплопроводность в 3-4 раза ниже,чем у железа.
Металлы этой группы активно взаимодействуют с газами атмосферы.Окисление металлов начинаются при температурах 400-500 С.Наиболее интенсивное взаимодействие их с кислородом начинается при температурах 800-900 С .Увеличение содержания кислорода резко повышает прочность ,твердость и снижает пластичность.При указанных температурах металлы активно поглощают азот.Азот еще в большей степени,чем кислород повышает прочность твердость и снижает пластичность .
Титан очень сильно поглощает водород.При температуре 700 С в титане растворяется в 25 000 раз больше водорода ,чем в железе (растворимость водорода в железе 0,000013 м/кг,в титане 0,32м/кг) Заметное поглощение водорода начинается при температурах 400-450 С
Качество соединения определяется в основном надежность защиты и чистотой инертного газа - аргона или гелия.Разница между гелием и аргоном технологическая,примерно такая,как при сварке алюминия.Применяются смеси гелия с аргоном
К чистоте аргона предъявляются высокие требования.Влажность устраняется пропусканием аргона через силикагель или алюмогель,а от азота и кислорода -через титановую стружку,нагретую до 800-900С
Сварку титана так же можно выполнять плавящимся электродом.Сварка выполняется на постоянном токе обратной полярности на режимах,обеспечивающих мелкокапельный перенос.Плотность тока порядка 100 А/мм.Сварку плавящимся электродом производят в гелии или в смеси He -80%,Ar - 20 %
-
8
-
-
Уголок из магазина(АД31), прихватки и дальше своим телом. Не зачищал, поры есть, грязи нет.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG-1456947445231-V.jpg
Сварка сплавов АД 31-33-35 имеет одну особенность:они должны свариваться только с присадочным материалом,т.к. содержание кремния,магния и силицида магния находятся в этих сплавах на пиках горячего растрескивания
-
8
-
-
У меня на правой руке толстая крага, а на левой обычная хб перчатка - от нагрева горелки спасает...
PS: Нашёл ответ на свой первый вопрос - как варить потолочный шов тигом - оказывается я подавал присадку до появления сварочной ванны и по этому получал кипящий металл зашиворот )))
http://weldering.com/svarka-stykovyh-shvov-potolochnom-polozhenii
Потолочный шов? Смотрю,вы легких путей не ищете.А горизонтальные и вертикальные уже хорошо получаются?
-
6
-
-
с термообработкой сложнее..
1. Улучшение - это наплавка?
Улучшение - закалка и отпуск
-
2
-
-
Всем доброго дня!
Необходим совет. Авто ниссан - подфиндер, разбито посадочное место крестовины, заднего кардана. Возможно ли наплавка с последующей мех мех. обработкой?
Там сталь, либо 15Х,20Х,40Х,15 ХГМ ..что-то из этого ряда.Все дело в термообработке.40Х-
1. Улучшение
2. Улучшение и закалка рабочих поверхностей ТВЧ
15Х,20Х,15ХГМ-Цементация или цианирование, закалка и низкотемпературный отпуск
Если мехобработку и термообработку можешь произвести,то можно
..а если совсем просто,то полуавтомат и св 08 Г2С
-
3
-
-
Не знаю каков у него ротаметр , но проблема была в количестве газа подаваемого на горелку.
Шипение есть особо в начальный момент , так называемый "пшик" . Все зависит от редуктора , вот на видео двухступенчатый еще из СССР и "пшика" практически не дает, кстати ротаметр тоже из СССР и я ему верю , он показывает например 8литров, а китай в параллели стоит все 18-20литров.
Если ротаметр тарировался по расходу воздуха,а советский период так и делали,то на аргон нужен поправочный коэффициент Q ar =0.851 Q воздух. Q - объем газа .Если поплавок будет показывать 10 по расходу воздуха,то аргона будет проходить 8,5 л.
-
2
-
-
Понятно. Личное мнение важнее реальности. Такое часто бывает.
Какое личное мнение?Что вам понятно?Я сейчас профессионально связан с гальваникой,точнее 23 года. Вы хотите мне рассказать о коррозии металла в химических средах на примере с банкой?















Сварка деталей двигателя,трансмиссии и подвески, часть 1
в Сварка в ремонте автомобильного транспорта
Опубликовано · Изменено пользователем Точмаш 23
Хорошо себя ведет,как и Кмц 3-1) Особенно хорош панч при токах под 200 а на подъем - это не шутка...если с соответствующей скоростью подавать присадку
- это не шутка...если с соответствующей скоростью подавать присадку