

Точмаш 23
-
Постов
4 920 -
Зарегистрирован
-
Посещение
-
Победитель дней
286
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
- Популярный пост
- Популярный пост
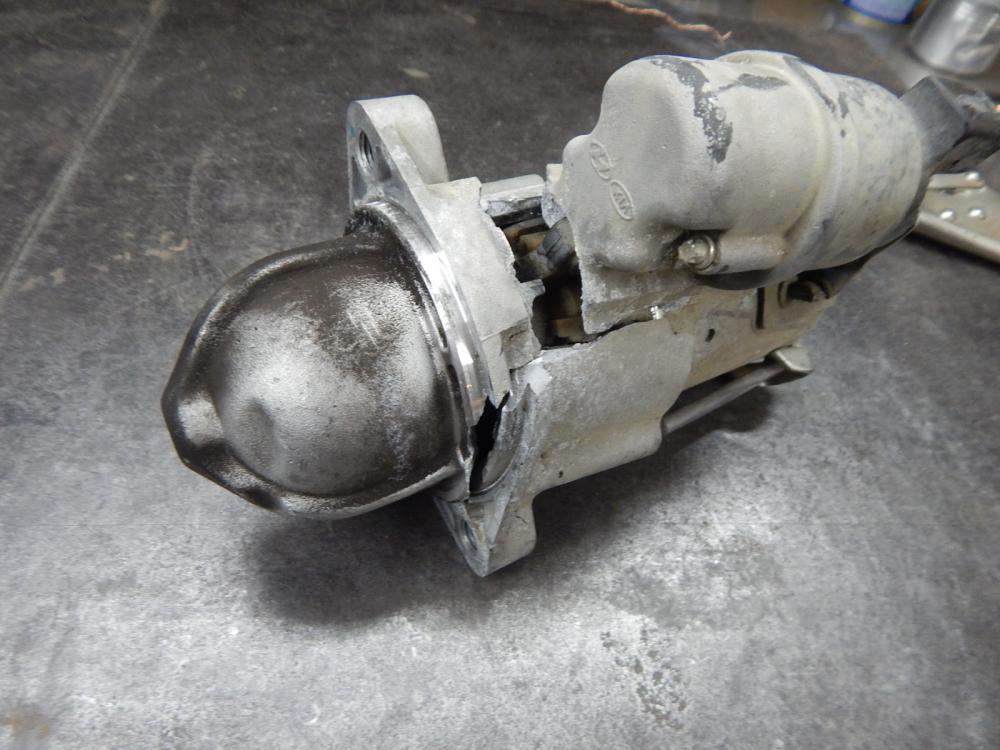
Стартер после аварии.Послесварочная доводка много времени занимает.Вроде и сложного ничего нет,а по времени 3 часа




-
 14
14
-
Варю (поднимаю) щас плоскость , блока , под поддон.
Молодец, krech - сложный блок.Понаблюдать бы за этим блоком.Нагрузки он будет испытывать большие,и как он себя поведет после сварки неизвестно -сварка есть сварка,а "травмы" серьезные
-
3
-
-
она может быть настолько незначительна что на упрочнение и на последующую обработку никакого напряга не будет.
мы обговаривали МНЖКТ 5-02-02 там наврядли более 0,01%СО.
Вы внимательно читали,что я написал? Это ГОСТ на медно-никелевые сплавы,а не моя выдумка
Содержание кобальта прямопропорционально процентному содержанию никеля в сплавах и может доходить до 0,5%
-
2
-
-
@Точмаш 23, Фреза супер
 гораздо производительней фирмовых для люминя и не забивается. Предвосхищая вопросы, в отличии от специализированных, "деревянные" у меня ни разу не подхватывало.
гораздо производительней фирмовых для люминя и не забивается. Предвосхищая вопросы, в отличии от специализированных, "деревянные" у меня ни разу не подхватывало.Предпочитаю двухперьевые,либо дебевер для алюминия в нужных местах
-
Идея третья - отказаться, просто отказаться. Т.к. :
И сейчас вряд ли что-то кардинально поменялось, плюс:
и кто знает что не всплыло на поверхность? А денег клиент уже потерял прилично, и ему очень нужен стрелочник, если ничего не выйдет.
Про стрелочника хорошо

-
Принесли блок от бмв алюминиевый...
Я на нем несколько месяцев назад уши наплавлял, там оставалось заварить пару трещин, но клиент оказался сначала жадным, потом глупым, ну и в итоге поругались мы с ним. Ему другие аргонщики прям на машине пытались заварить блок — в итоге целая куча длинных трещин, которые снаружи перекрыты наплавленным аллюминием, естественно все без провара.
Теперь нужно переделывать, в связи с особой трескучестью именно таких блоков от бмв, пока что в голову пришла идея вырезать все эти каракули и сделать латки встык из ад31, чтобы она растянулась и было меньше усадочных напряжений. Подогрев больше 150градусов не возможен...
Может кто подскажет еще какие-то идеи.
По фото - прокованные швы мои.
Идея первая-отказаться от АД 31..нечего ему там делать
-
1
-
-
Редко бывают и подогрев я думаю особо на поры не влияет.
Это как сказать.Растворимость водорода в жидком алюминии и твердом 0,65 и 0,034 мл/100 г. Что-то я зарекся с головками на холодную и без травления присадки
-
Ток побольше все проплавится , если нет возможности то погреть головку, также можно фаску снять увеличев угол .
А поры без подогрева ?
-
Я тоже ее делаю и не регулярно а более чем регулярно.
http://websvarka.ru/talk/topic/5321-svarka-detalej-dvigateliatransmissii-i-podves/?p=155258
а тут постель очень большая , с проковкой деланно , и без пор после обработки (одна вроде вылезла)
http://websvarka.ru/talk/topic/5321-svarka-detalej-dvigateliatransmissii-i-podves/?p=155707
и еще вопрос , "ваша" присадка хорошо легла , после обработки без пор , хотя чугун (постели) разный бывает .
Льется она наверно не важно , гляжу на швы , как каша .
Сергей,это немного измененный МН 25( на 5% больше никеля и на 0,7% марганца),практически тот же самый материал ,из чего были сделаны советские рубли
-
3
-
-
В таких случаях надо предусматривать технологию ремонта с обработкой посадочных поверхностей с базированием по сохранённой базовой поверхности. Например - расточить посадочное место подшипника и поставить туда втулку. Или наварить а потом расточить. Сохранить геометрию простыми методами не получится.
Все это так,только ремонт золотым выйдет.Лучше,к примеру, крышку новую сразу купить-для серийных машин не особая проблем...если, действительно, дорогая и редкая деталь,то другой разговор .А так повторюсь:объяснить заказчику совокупность возникающих проблем,и пусть сам решает,что ему делать.
-
1
-
-
Здесь вот указан Ni+Co 5 ?, похоже 5% никеля в котором имеется незначительная доля кобальта.
2. Для сплавов марок МН19, МН25, МНЖМц10-1-1, МНЖМц30-1-1, МНЖ5-1, МНЦ12-24, МНЦ15-20, МНЦ18-27, МНЦ18-20 за счет содержания никеля допускается содержание кобальта до 0,5 %.
ГОСТ492-73 Вопрос о кобальте в бронзах-это навести тень на плетень
-
3
-
-
Про казусы. Добрался до фото сессии. Радиатор приезжает второй раз (точнее его привозят
 ). Радиатор от новой газели с дизельным движком. Радиатор и интеркулер соединены по середине двумя пластинками, эти пластинки вибрацией (или еще какой неведомой силой) отрывает и он успевает протереться друг о друга. Первый "поход" клиенты делали к диметчикам (ранние описывал проблемы после их ремонта) и этот раз рассмотрел как был отремонтированы соты - на фото черная точка видна (надо было по свежему сфоткать) я как то возненавидел пайку АЛ, тем более сот радиатора да и к тому же после димета. Принял решение глушить три трубки, одна сторона (где димет не прикасался) проблем не создало а вот там где побывала рука "мастера" да плюс залили туда лака т.к. им устранить течь не удалось но и клиенту не сказали а мне всю эту дрянь надо выжигать ТИГом
). Радиатор от новой газели с дизельным движком. Радиатор и интеркулер соединены по середине двумя пластинками, эти пластинки вибрацией (или еще какой неведомой силой) отрывает и он успевает протереться друг о друга. Первый "поход" клиенты делали к диметчикам (ранние описывал проблемы после их ремонта) и этот раз рассмотрел как был отремонтированы соты - на фото черная точка видна (надо было по свежему сфоткать) я как то возненавидел пайку АЛ, тем более сот радиатора да и к тому же после димета. Принял решение глушить три трубки, одна сторона (где димет не прикасался) проблем не создало а вот там где побывала рука "мастера" да плюс залили туда лака т.к. им устранить течь не удалось но и клиенту не сказали а мне всю эту дрянь надо выжигать ТИГом (хорошо не додумался применить СО2. в итоге залепил. Далее решил теперь укрепить радиаторы между собой дополнительными уголками, надеюсь теперь рвать его так не будет. )
)Отдельноее обращение к мастерам кто пользует димет - не надо лить всякую хрень, если не получилось запылить - это раз, во вторых - не надо лениться и убирать ламели между сот и тогда легко можно запылить но предварительно отпескоструить. В третьих - если предполагается все же сварка то даже не пытайтесь туда пхать свой порошок (вам будет икаться).
Вот она шишка от димета http://websvarka.ru/talk/public/style_images/master/attachicon.gifGEDC3220.jpg
так пришлось лепить
другая сторона интересная вставка насквозь соты сплашняком (наверное для усиления) http://websvarka.ru/talk/public/style_images/master/attachicon.gifGEDC3214.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifGEDC3217.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifGEDC3221.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifGEDC3222.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifGEDC3219.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifGEDC3221.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifGEDC3218.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifGEDC3222.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifGEDC3227.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifGEDC3221.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifGEDC3222.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifGEDC3223.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifGEDC3227.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifGEDC3228.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifGEDC3231.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifGEDC3238.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifGEDC3239.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifGEDC3240.jpg
Правильно фото не получилось вставить.
Что-то фреза меня смутила,..надо бы другую

-
Допустим по цене одно и тоже , но для тебя сварка-наплавка будет просто удовольствие и в ТИГ и в МИГ , не каких пор разливается по поверхности просто супер , да и мех. прочности не уступит ПАНЧУ или уступит совсем чуток.
Вот мой коллектор с Мана развалившийся пополам , ездит ребята довольны и присылали СМС с благодарностью.
МНЖКТ не уступит ПАНЧ 44 - 45 кг на разрыв
-
1
-
-
Сергей ПАНЧЕМ постели - дорого да и наверное хлопотнее даже после сварки станочникам. Предлагаю облегчить себе и станочникам труд и применить наплавку на постели CuSi3 можно с ней работать и ТИГ и МИГ или еще лучше применить нашу проволочку она более интересна МНЖКТ 5-1-02-02
Крутилось на языке
-
1
-
-
Что то делаю не так .
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20160412_142434.jpg
Чего не сделаешь для науки.
Это все александровский панч 0,8 .Сковородка с полным проваром.




-
9
-
-
На чипмакере человек выкладывал видио сварки Панчем ПА по чугуну и так художественно рассказывал и обещал дальше информировать народ как получиться - результат отрицательный
Может на ПА смена полярности что даст?
https://www.youtube.com/watch?v=1y907wRReco
Вообще артистические натуры."Разогреть блок до 700-800 С вытащить и спокойненько заварить,а потом опять в печь"-(пусть krech прокомментирует,известная для него забава ) . Этот парень видел когда-нибудь блок,разогретый до таких температур? Когда-то пытался спокойненько варить этот раскаленный чугун? В книжках хорошо написано
-
3
-
-
рассчитана на сварку без защиты, надо руку под 08 набивать, может ток?
Что бы там не рассчитывали,а разница есть..и ощутимая
-
2
-
-
Нет навариваю не много. Я и с углекислотой пробывал и без нее . Думаю может аргон пустить ))
Конечно аргон..
-
2
-
-
ни как. Сварка и деформация это как электричество и магнетизм, не существуют в разрыве.
У моего товарища на заводе, в цехе нестандартного оборудования, начальство приносит ему отфрезерованную чуть ли в нули деталь с соосно расточенными отверстиями и требует приварить к ней обвесы и что бы допуски не ушли. Результат этой задумки ясен - пара миллиметров в стороны и матюги сварщика.
ИМХО: сварочные деформации предотвратить не возможно, их можно только грамотно минимизировать, но не до станочных допусков. Сотки пусть ловят токаря, но не сварщики и слесаря.
С уважением.
Станочный допуск? Нет конечно.Разумеется,свести к минимально возможной деформации,а для этого надо принимать,по возможности,все меры .Вообще-то,это довольно частый случай-сварка вблизи посадочных мест,приводящая к нарушению соосности ,и людей надо предупреждать,что подшипники после сварки будут работать значительно меньше,чем они думают.И им решать,искать новую деталь или ремонтировать старую.
-
4
-
-
@Точмаш 23,да вы что,ну тогда думайте.Как бы думать нужно до...
Думать никогда не поздно.Деталь стояла в кондукторе и это лучшее,что можно было получить в этом случае.Разговор о том,как устранить деформацию вообще ...это я загнул слегка
-
2
-
-
@Точмаш 23,а вам эту задачу ставили?
Это задача любой сварки-ее ставить не надо..она существует по определению
-
5
-
-
Речь не о сварке,а о деформациях 0,15 в сторону шва.Трещина на половину окружности,провар полный
Может уравновешивающий шов с противоположной стороны?
Крышка генератора


-
7
-
-
Народ подскажите швы на нержавейки пойдут,мне кажется ,что не очень.http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20160321_111659356_HDR.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20160321_111633411.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20160321_103307406.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20160321_103300168.jpg
Все хорошо ,кроме последнего.Не надо так перегревать-выгорают легирующие элементы.Если стык работает не в агрессивной среде,то это терпимо,а если в агрессивной,то нет.Бывает,что добиваются красоты шва многократными проходами,но это не идет на пользу изделию
-
@shestuhin, скажи заказчику , что его конструкция не совершенна . Пусть глянет https://www.youtube.com/watch?v=H6XVm7XyxNc
Колонна для производства полезной жидкости.На выходе получается качественный продукт.Размер 440 / 76 мм с витым змеевиком 700 мм .Сухопарник внизу.



-
9
-












Сварка деталей двигателя,трансмиссии и подвески, часть 1
в Сварка в ремонте автомобильного транспорта
Опубликовано · Изменено пользователем Точмаш 23
Инфракрасная горелка общего подогрева и №3 пропановая ...чтобы шока в отдельных случаях избежать,когда что-то вдруг расплавится