

Точмаш 23
-
Постов
4 920 -
Зарегистрирован
-
Посещение
-
Победитель дней
286
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
Очень неприятное литье , люминь- сплав у этого блока , тресучий ,звонкий . X-5 бмв мне чем то напомнил.
Хорошо бы посмотреть,какой из них
Таблица — Химический состав и состояния
алюминиевых литейных сплавов для блоков цилиндровhttp://aluminium-guide.ru/wp-content/uploads/2015/11/alyuminievye-liteynye-splavy-.jpg
-
 6
6
-
-
- Популярный пост
- Популярный пост
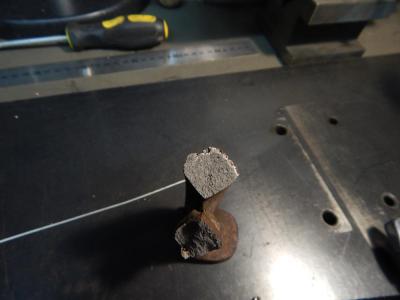
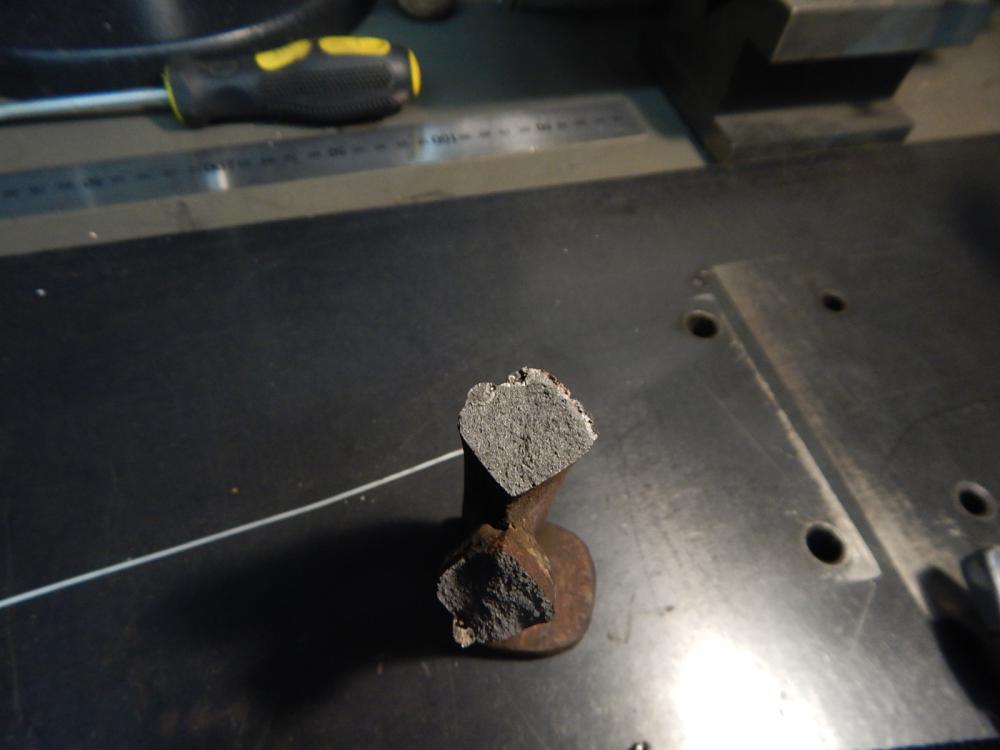
По чугуну варил пока мало, а постоянно в постах встречается термин "отбелился чугун". В глаза не видел ни разу, может кто нибудь показать фоточку как это выглядит, чтоб знать на будущее, был бы очень признателен.
Справа белая полоска-это и есть отбел под бронзой ,естественно,перегретой с четкой границей раздела.
Слева вверху-это панч с небольшой полоской отбела
Отбел-это карбид железа (F3C), образующийся при высоких скоростях охлаждения чугуна
-
11
-
я имел в виду не по выплавляемым, а по выжигаемым моделям либо песчаные формы (ХТС)
Да,разумеется,по газифицируемым моделям
-
Цена вопроса в литье чугуна - выжигаемая модель( "кусок пенопласта", рублей 100-200) и норма час формовщика, литейщика. Поэтому и не заморачиваются.
Э..нет.По выплавляемым моделям - это очень дорогое производство.Одно изготовление моделей чего стоит..наш удел ..опоки..это правда.
-
1
-
-
Думаю многим должен пригодиться этот ГОСТ
Не хотелось о грустном,да ладно.Я бываю в литейном цехе довольно часто.Вижу,какой брак идет по чугунному литью
и хочу спросить:знаете где находится гост и где находится реальное производство? Иногда они не пересекаются вообще.
Реальное производство - это максимальное удешевление продукции.Со всей это медно-никелевой экзотикой носятся в основном на этом портале.В реальности все достаточно проще -когда ЦЧ-4 за счастье сочтут...если еще технолога по сварке приличного найдут.
Безусловно,есть дорогие чугунные отливки,допустим,блоки,где оправдано применение медно-никелевых сплавов.С остальным литьем все зависит от характера дефекта:возможно ли технически и оправдано ли такое исправление экономически..других критериев нет.Большей часть бракованные детали переплавляют,чем исправляют брак.
Большей частью брак идет в виде незаливов,раковин,неслитин..какой там панч,да еще с аргоном

-
3
-
-
Наличие редкоземельных элементов не секрет, по просьбе потребителей прикладываем к продукции сертификат, химия из сертификата:
Ni основа Mn5,48 Cu 2,80 Fe 1,53 РЗМ 0,20 Si 0,01 C 0,11Сварка голой проволокой. Институтом электросварки им. Е. О. Патона разработаны составы проволок для полуавтоматической сварки без применения дополнительной защитной среды. Для защиты дуги и наплавленного металла в данном случае используют газы самой дуги. Для повышения устойчивости горения дуги в состав проволоки вводят редкоземельные элементы- лантан и церий
Вольфрам с лантаном дает самый чистый шов при наплавке панча на чугун
-
4
-
-
Ну теперь Вы уважаемый выкладывайте. А то я понял подколоть меня решили? На всех моих фото дата - название файла.
А вам,любезный,знакомо такое слово - корректность ?
-
2
-
-
Модернизация руля для дрифта. Китайский вариант руля...выживет или не выживет гонщик с таким рулем -это большой вопрос
 Основание лопнуло по отверстиям крепления . Поставил усиливающую накладку из АМг со сваркой по внешнему радиусу минуя спицы.Конструкция стала намного прочнее,чем была изначально
Основание лопнуло по отверстиям крепления . Поставил усиливающую накладку из АМг со сваркой по внешнему радиусу минуя спицы.Конструкция стала намного прочнее,чем была изначально 



-
9
-
-
Виктор , но я не нашел редкоземельных элементов в хим составе ПАНЧ (они обязаны показать их , или я ошибаюсь и это "секрет" )
Аргон убрали и воткнули "прямую полярность" для ПА а смысл? Я как то попробовал на "прямой полярности" порошковой в инструкции к ней прямая полярность обозначена , в общем черте что получилось . Переключил на "привычную полярность" для ПА и добавил чуток смеси и дело куды лучше пошло.
На прямой полярности скорость плавления проволоки увеличивается на 20-30% по сравнению с обратной полярностью,хотя и уменьшается зона отбела по глубине,но" лишний панч" в сварочной ванне затрудняет сварку.Дуга горит неустойчиво с повышенным разбрызгиванием металла,много дыма,затрудняющего наблюдение за ванной в узкой разделке
-
Твердость наплавок по Виккерсу
диаметр отпечатка твердость
мнжкт 5-1-0,2-0,2 5,8 103
кмц 3-1 5,4 121
панч 11 6,1 92
нихром 20/80 5,1 137

-
6
-
-
@демонстратор, вы не поняли. Коллега использовал цинковую проволоку для полуавтоматической сварки в качестве присадки для рАДС. Предыстория такова, что у нас возникло предположение что полуавтоматическая колд-арк пайка цинком очень хорошо покажет себя на чугуне. С настройками на полуавтомате не получилось, зато оч.хорошо получилось ручной аргонодуговой.
Что касается CuSi3 и в п/а и в режиме ручной аргонодуговой сварки этим материалом я работал, результаты неплохие, но мне кажется по герметичности соединения бронза похуже.
Пайка ручной аргонодуговой размороженый чугунный блок, 3 параллельные трещины. Присадка CuSi3, импульсный режим.
С герметичностью что?
-
Это просто показательная вещь в напряжениях при сварке чугуна .Тонкостенная чугунная отливка-сковородка.Разрезать ее почти пополам и заварить на герметичность - это полдела(другое дело вварить герметично дюймовую трубку рядом со швом
).А вот при сверлении отверстий шов стало разрывать,а он был герметичен с полным проваром.Прошу понять меня правильно:речь не идет о сварке сковородок
,а речь идет о понимании напряжений,возникающих в чугунных отливках при сварке
-
3
-
-
- Популярный пост
- Популярный пост
И я подтверждаю )) Но правда полуавтоматом опыт был один раз недавно как проволоку 0.8 приобрел -несрослось.

Видел ваши эксперименты -настраивать надо полуавтомат как по нержавейке 0,8,а не по 12,51 не завышая напряжение дуги ,обратная полярность,защита аргоном ..все срастется
Чугуны надо греть,а то получается слишком просто:у нас есть чудодейственный панч,взяли горелку и хотели чтобы все получилось на холодную ,да оно не слишком получается
Это полуавтомат,заканчивал уже в потемках в несколько проходов.Можно было "вылизать" шов,придать ему красивости,да нужды не было.Все герметично с первого раза,без какой-либо подварки и прочей герметизации(масло залито течи нет,проверено),Пластина вварена соответствующей толщины -8 мм .Пропана уходит на такую массу больше баллона(масса 150 кг.) и гари много, и жарко,и повозиться надо от души ,да результат есть .А комбинация горелок(2,3,4 штуки по необходимости) позволяет поддерживать температуру, какую мне нужно и сколько по времени необходимо для сварки - надо 20 мин.,значит 20 мин.,а надо час,значит час.Горелками могу контролировать температуру нагрева по сечениям отливки.Когда ровно через сутки открыл картер,то температура была около 100 гр.,естественно ,нет отбела.Выкладывал уже эти фотографии,но здесь "чугунина " просто показательна по своей массе и условиям сварки..уж прошу прощения за повтор



-
12
-
Крышка от кондиционера компрессора. Подшипник электромуфты клина поймал. Наплавил как просил заказчик, дальше к токарю.http://websvarka.ru/talk/public/style_images/master/attachicon.gifP5022181.JPGhttp://websvarka.ru/talk/public/style_images/master/attachicon.gifP5022182.JPGhttp://websvarka.ru/talk/public/style_images/master/attachicon.gifP5022183.JPGhttp://websvarka.ru/talk/public/style_images/master/attachicon.gifP5022185.JPG Скоро я и протачивать сам буду, Станку юстировку сделаю и в путь.http://websvarka.ru/talk/public/style_images/master/attachicon.gifP5022186.JPG
Сколько станочек стоит ?
-
Виктор , но я не нашел редкоземельных элементов в хим составе ПАНЧ (они обязаны показать их , или я ошибаюсь и это "секрет" )
Аргон убрали и воткнули "прямую полярность" для ПА а смысл? Я как то попробовал на "прямой полярности" порошковой в инструкции к ней прямая полярность обозначена , в общем черте что получилось . Переключил на "привычную полярность" для ПА и добавил чуток смеси и дело куды лучше
Таблица плохо стала .Редкоземельные 0,2-0,4 %. А аргон убрали,потому что дорого будет стоит такой ремонт.И еще не забывай-чугун там свеженький ,не грязный
-
1
-
-
Да еще прямой полярностью ( минус на проволоке) в этом режиме ПА очень плохо работают и написано что проволока самофлюсующаяся (а чему там флюсоваться) нет компонентов которые способствовали бы предотвращению пор .
В общем нужна газовая защита и режим если ПА то на обратной полярности ( плюс на проволоке)
Вот хим состав ПАНЧ11 и немецких двух проволочек .
http://websvarka.ru/talk/public/style_images/master/attachicon.gifБезымянный.jpg http://websvarka.ru/talk/public/style_images/master/attachicon.gifччч.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1130990.JPG http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1130992.JPG http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1130993.JPG
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1130991.JPG
P.S. Кстати у немецких проволочек не где не обозначено сварка на ( прямой полярности МИГ) и да еще без газа, то есть обычные режимы для ПА и ТИГ.
Вот сейчас увидел P.S. и ,думаю,у нас дела обстояли так:панч предназначена для ремонтной сварки в крупных литейных производствах авто и тракторостроения.Добавили редкоземельных элементы и пустили в дело.Представляешь ,если варить в аргоне? Сколько это будет стоить?В рекомендации сварки панчем без защиты вижу только одну причину-удешевление производства
-
1
-
-
Виктор у них она как проволока идет и для чугуния не обозначена (но это у них) у нас найдут и иное применение.
Электроды ОЗЛ-25Б предназначены для сварки изделий из коррозионно-стойкого жаростойкого и жаропрочного сплава марки ХН78Т; возможна сварка хладостойких и разнородных сталей и чугуна.
----
Молибдена с ниобием поменьше,но ..пойдет для чугуна
-
1
-
-
Да еще прямой полярностью ( минус на проволоке) в этом режиме ПА очень плохо работают и написано что проволока самофлюсующаяся (а чему там флюсоваться) нет компонентов которые способствовали бы предотвращению пор .
В общем нужна газовая защита и режим если ПА то на обратной полярности ( плюс на проволоке)
Вот хим состав ПАНЧ11 и немецких двух проволочек .
http://websvarka.ru/talk/public/style_images/master/attachicon.gifБезымянный.jpg http://websvarka.ru/talk/public/style_images/master/attachicon.gifччч.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1130990.JPG http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1130992.JPG http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1130993.JPG
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1130991.JPG
P.S. Кстати у немецких проволочек не где не обозначено сварка на прямой полярности да еще без газа, то есть обычные режимы для ПА и ТИГ.
Смотрю на последнюю строчку NiCrMo - это аналог наших ОЗЛ 25-Б,и думаю-купить их или не купить ..вот в чем вопрос,впрочем нихрома вполне хватает
А по поводу полярности ты абсолютно прав-только на обратной полярности.-
2
-
-
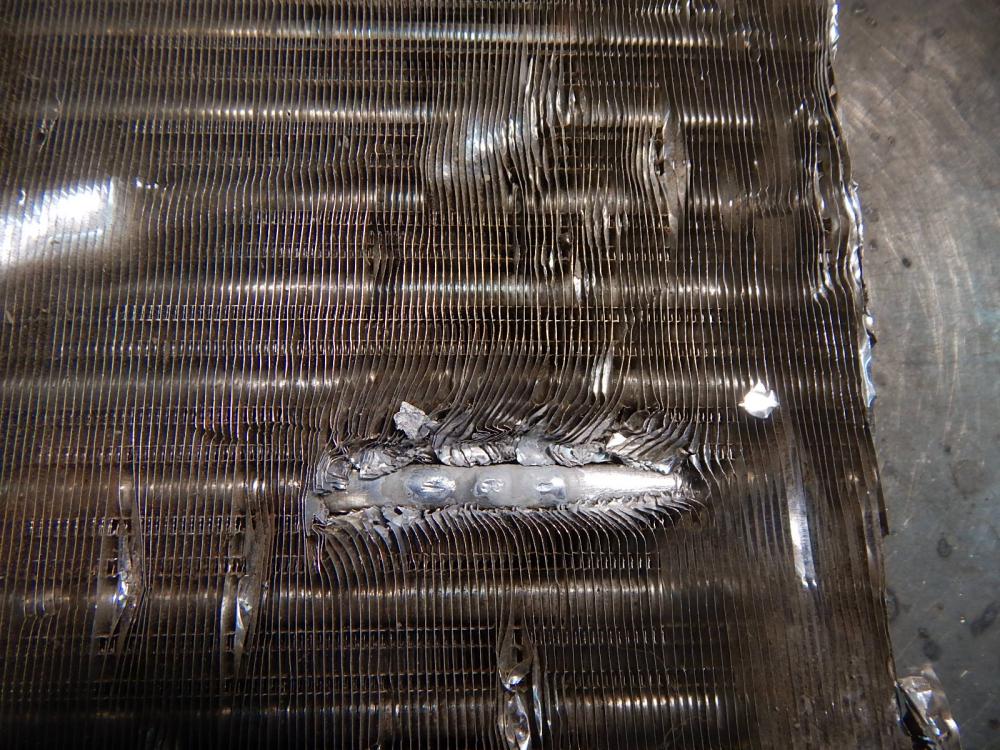
У меня к примеру электродами по чугуну на холодную всегда все было хорошо..ПАНЧЕМ одни неудачи..что то не так делаю............
Во всех рекомендациях сказано,что можно варить полуавтоматом открытой дугой без защиты.Один шов(он либо первый слева,либо самый нижний на снимке )сделан с защитой,а потом на тех же режимах,но без защиты(второй слева или второй снизу).Без защиты слишком много пор



-
3
-
-
"Помедленнее, пожалуйстя, я конспектирую"(с). Лежит пачка ЦЧ4. Не распробовал. Может что делаю не так или не умею готовить?
Это из разряда- дешево и сердито.Допустим,надо заварить тиски.Разделка,подогрев,сварка,минвата. Подогрев 450 С ..отбела нет,плюс хорошие механические свойства шва.Подогрев..и все будет так
-
1
-
-
Я Вам сюда скопирую , может тут прочтете и сделаете выводы (поймете , почему).
Как ребенок ей Богу , дискуссия из серии "сам дурак" . Я лишь спросил почему , (раз уж Вы пришли на форум делиться или набираться опыта ) Ваше мнение ?. А мне тут тупо , "отсыл" ,- сходи сам почитай.
В сообщении Аргониуса достаточно спорных моментов-это я о сообщении четырехлетней давности ,а не о вашем споре) Я не думаю,что нужно варить чугун в импульсном режиме.По нихрому не соглашусь.По температуре проковки шва тоже.Абсолютно упускается сварка чугуна ЦЧ 4 на горячую .
-
1
-
-
- Популярный пост
- Популярный пост
Абсолютно ни какой,купил горелку,и сразу на эксперименты. №№ 1и 2 не то не сё, а с № 3 подружились.Для пайки радиаторов конечно бы 1 применять,но увы.А с 3 и погреть закисшее хорошо,пайка латунью и HTS 2000 нормально,а такие деликатные вещи как алюминиевый радиатор не пробовал.Хотя с другой стороны как жало настроить,голубой ближе к синему цвету,греет но дольше.А красноватый (больше кислорода) уж тут не зевай на алюминии.
Мундштук 1 ацетиленовый рассверлен на 1,2 под пропан





-
10
-
Кронштейн.Такие детали надо на горячую .




-
8
-
-
Если доводка,то значит расверловка наконечника и инжектора под ропан.А игра с жалом факела только на вентилях горелки.
Допустим,мундштук у ацетиленовой единицы рассверлить на 1,2




















{kind=link}
Сварка деталей двигателя,трансмиссии и подвески, часть 1
в Сварка в ремонте автомобильного транспорта
Опубликовано · Изменено пользователем Точмаш 23
Усталостные трещины в Ст 45.Вообще-то детали с таким дефектами подлежат замене,если это не раритетная машина
На будущее надо запомнить,что подобные стали без подогрева не варятся