

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
Мне известны случаи,когда ковали титан,нагревая его в печи без газовой защиты.А справочники говорят,что поковки допустимо выполнять без газовой защиты,если возможна механическая обработка. Проверял шов на твердость,выполненный с очень плохой газовой защитой,так вот,твердость самого шва в пределах 45 по Роквеллу,а твердость в ЗТВ совершенно иная.
Весь вопрос в том,что интенсивность поглощения газов атмосферы зависит от температуры металла.
Это обоснованное требование,так же оно касается не только титана,но и нержавейки тоже.Титан в химическом машиностроении используется по одной причине-на поверхности титана образуется очень стойкая окисная пленка.Эта пленка устойчива даже в тех агрессивных средах,в которых нержавеющая сталь сильно корродирует.К примеру,в ваннах с электролитами,приготовленными из хромового ангидрида и серной кислоты,нагреваемых до 60-70 С стоят титановые змеевики.
-
 3
3
-
-
Можно добавить,что для очистки аргона от примесей-кислорода и азота используют титановую стружку,нагретую до температуры 900 - 1000 С.
-
5
-
-
HF - 26 ; HNO3- 50 ; H2O - 24. Температура 22 С.Время травления от 1 часа до 20 в зависимости от толщины пленки. В начале наждачный камень ..
-
2
-
-
- Популярный пост
- Популярный пост
Столкнулся со сваркой титана лет 15 назад.Надо было переваривать боковые и донные змеевики на ваннах. В ремонтной сварке титана проблем достаточно.Одно дело специализированное производство со всей необходимой оснасткой и пониманием процесса,а совершенно другое,когда ремонтом приходится заниматься периодически и без должной подготовки производства.
Немножко теории.Титан относится к химически активным металлам,способным растворят азот,кислород,водород и углерод в с сотни и тысячи раз больше,чем сталь.Титан способен растворить в себе в 25 000 раз больше водорода,чем железо. Основной проблемой при сварке титана является защита металла от газов атмосферы.Тот же водород образует с титаном гидриды - хрупкие прослойки между зернами,которые приводят к холодным трещинам.Если сваривается жесткий контур,образованный близко лежащими швами,то трещина может появится на вторые,третьи сутки после сварки .Приходится ждать.Если трещина возникла,а разрушение происходит хрупко,то приходиться вырезать весь дефектный узел и переваривать все заново.Надо помнить,если не удается обеспечить хорошую защиту,то шов можно подваривать один раз-всего два прохода.Взаимодействия титана с газами атмосферы приводит к повышения твердости и росту зерна.Один из способов контроля качества шва- это обрабатываемость металла напильником.Если получен шов с твердость закаленной стали,как правило, он имеет цвет от желтого до серого,то может быть разрушен хрупко,как стекло-можно отбить молотком,и тем не менее таки швы могут работать,если не подвержены механическим нагрузкам.Чтобы получить качественный шов,надо хорошо обработать кромки.Травление титана происходит в смеси плавиковой и азотной кислоты.Тем,кто не сталкивался с плавиковой кислотой,то лучше с ней и не сталкиваться,да и достать ее сложно.Остается один способ-тщательная механическая зачистка.Не все титановые сплавы свариваются хорошо.ВТ1-00 будет нормально свариваться,а среднепрочные и высокопрочные намного хуже.Теперь о присадочном материале.Желательно иметь сварочную проволоку,прошедшую дегазацию,а не пользоваться "лапшой".Пробовали рубить на ножницах двухмиллиметровую пластину на узкие полосы,но сечение получается большое,а большое сечение присадки приводит к переохлаждению ванны,что ведет за собой увеличение сварочного тока,т.е. к повышенным режимам,что нежелательно для титана.
Итак,для сварки титана необходима тщательная защита от газов атмосферы(поддув,накладки,шельфы),высокая чистота защитного газа и присадочного материала.Без присадки могут свариваться листы до 2 мм.Присадка подается непрерывно.
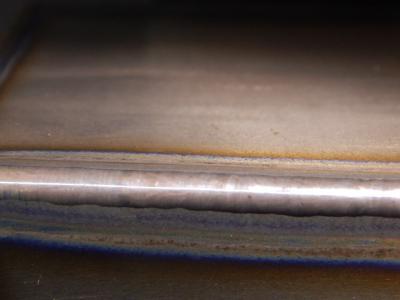
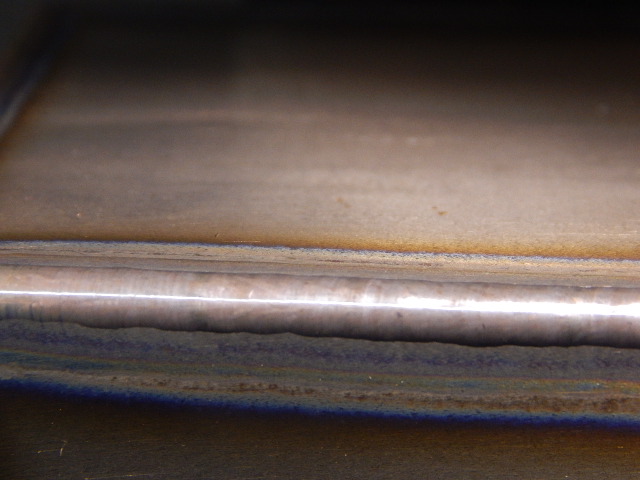
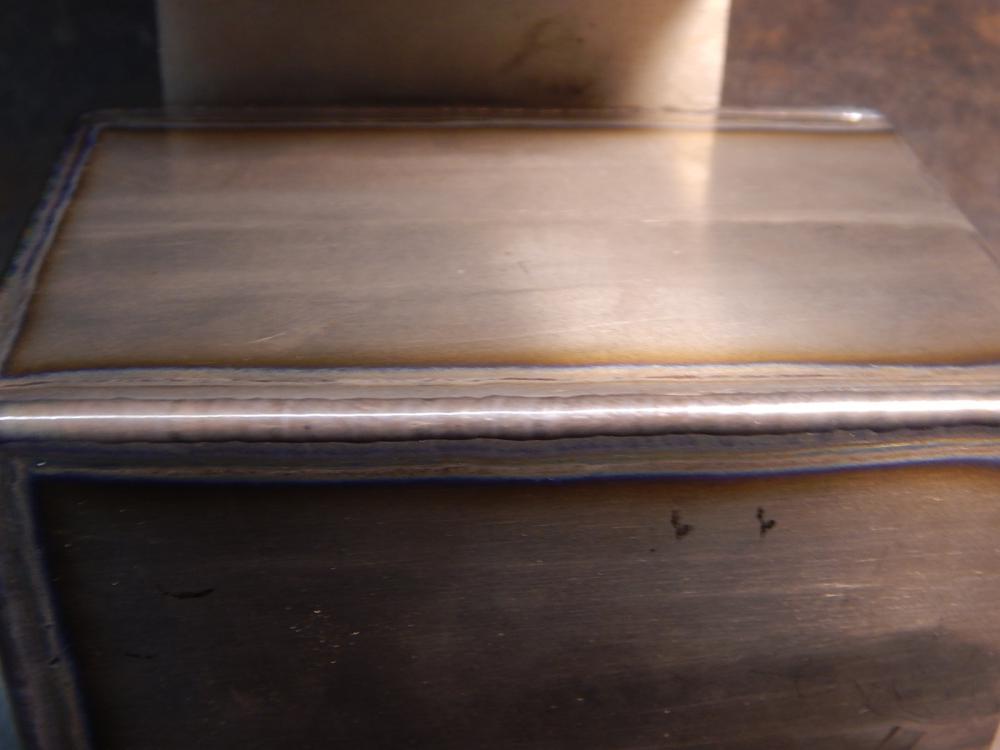
На снимках - емкость,сваренная с несоблюдением элементарной технологии(варена не мною) Из оборудования было : ВД 306,РБ 302 и горелка АР -9 с лапшой )Эта емкость для хранения кислот.Сварено было несколько таких емкостей и только одна дала трещину после сварки - это гидриды.Остальные емкости целы до сих пор,хотя и сварены довольно небрежно в 1987 году).Стоит обратить внимание на углы емкостей -это самое проблемное место.
Снимок шва - это работа чехов,они поставляли весь комплекс оборудования.Это так называемый классический шов...лет тридцать стоит.






-
17
-
- Популярный пост
- Популярный пост
@Точмаш 23, не стоит так резко реагировать, не хотел вас обидеть, просто не совсем ясно зачем выкладывать фото с такими швами. Не все ведь знают как должны выглядеть правильно выполненные швы и могут принять те что на картинке за нормальные.Тем более, что в посте пояснений про стаканы, отвертки и защиту не было.
@konstantinXX, за синюю полосу могут и вздрючить, особенно если варишь, что-то хоть чуть-чуть ответственное)
Сделал снимки с большим разрешением.А теперь давайте поговорим с вами по существу.Вы позиционируете себе большим специалистом по сварке титана,так вот, покажите мне снимки угловых швов двухмиллиметровых титановых пластин,выполненных без присадки- ваших эталонных швов.Естественно,это должна быть ваша работа,а не надерганные фотографии из интернета...,а потом мы продолжим с вами разговор,впрочем,если в этом будет какой-то смысл



-
15
-
Синяя полоса вдоль шва-недостаточная газовая защита.
-
2
-
-
Довольно жесткие требования к газовой защите-основная проблема, и надлежащая подготовка кромок к сварке.
-
3
-
-
Я что-то дисковых щеток из нержавейки в продаже не видел.Тебе попадались?
-
@Точмаш 23, однако брак, мда...
Дражайший,этот стаканчик для отверток будет служить мне очень долго..мда. Если хотите рассказать о технологии сварки химически активных металлов,то я ее знаю;но не буду себя ею утруждать при сварке подобных вещей.Надеюсь,доходчиво объяснил?
-
6
-
-
- Популярный пост
- Популярный пост
Титан.Технически такая сварка несложна,но, все-таки, вряд ли какой металл может "давать" такой шов,как титан.




-
17
-
Эту ветку форума перечитывал не один раз,"наматывал на ус" советы форумчан плотно практикующих сварку чугуна.Поэтому в такой последовательности и варил.Что интересно,делаю всего лишь четвёртую работу с чугуном именно в таком ритме и ничего не лопнуло\не треснуло.Значит верный метод....греть,потом без спешки по немногу укладывать швы,потом медленное полное остывание(у меня в мин.вате).
Если речь именно про этот пресс-пробойник,то и выжигание масла в том числе.Следующий момент акцентировал на том,что мини-горелка с баллончиком газовым этот пресс не могла разогреть выше 190*.
Понравилось пользоваться пирометром,прикольная штука.(плеваться меньше стал на детальки
 )
)Довольно таки хорошо,обрабатывал вот такими шарошками
С теми деталями,которые вы варили,надо сильно постараться,чтобы там что-то треснуло - лопнуло
-
1
-
-
Подогрев перед сваркой углеродистой стали обязателен.
Чтобы определить температуру подогрева углеродистой стали перед сваркой нужно:
Определить эквивалент углерода по химическому составу http://konspekta.net/studopediaru/baza18/409420687186.files/image042.gif
Определить размерный эквивалент [C]р=0,005S[C]х
S -толщина свариваемого металла
Полный эквивалент углерода [C] = [C]х + [C]р = [C]х (1 + 0,005S).
Температура необходимого подогрева вычисляется по формуле Тп = 350 http://konspekta.net/studopediaru/baza18/409420687186.files/image044.gif
А так же хорошо иметь присадочные прутки 307, 309
-
5
-
-
Ст.30,35
-
2
-
-
Валера,это верхние поры-это не критично.Если бы стояла задача вообще исключить поры,то несколько по-другому подошел бы к сварке.
-
1
-
-
- Популярный пост
- Популярный пост
Рабочее колесо насоса...импортного






-
17
-
Худший вариант,если окажется,что это Д 1 и подобное
-
2
-
-
- Популярный пост
- Популярный пост
Клиент всегда прав-здесь нам заграница не советчик,,,это чуждое нам понятие,а вот...
Покупатель и продавец! Будьте взаимно вежливы - нестареющий призыв советского времени ,просто классика ) Это наше родное ), иными словами:Товарищи, не бейте сразу рожу друг другу,выясняя отношения,а попытайтесь разговаривать нормальным языком)
-
12
-
Надо уточнить,для каких работ вы используете такую маску.Если речь идет о длинных швах,это одно,но совершенно по другому обстоят дела,когда вам надо сварить тонкие перемычки сплава из ЦАМ на токе 18а с периодом включения 3 секунды.Никто не спорит с вами,что маска за 150 руб.-это будет лучший вариант в условия производства с большим объемом работ,да и следить за ней не надо - никто не украдет...,но все-таки надо разнести в разные стороны - лучшую маску за 150 руб.и лучшую маску за десятки тысяч,имею виду Спидглас
Мне сын принес маску за 2 000 руб.,на ней есть надпись элитех и вирт, нет вообще никаких регулировок - один голый светофильтр. Я ему сказал;зачем ты принес это барахло;потом она валялась некоторое время,но все-таки решил попробовать.Был очень удивлен качеству это дешевой маски-прогнал ее в четырехчасовом режиме наплавки...отличная видимость,не было никакой боли и рези в глазах.Прошу понять модераторов меня правильно - это не реклама,это отзыв.
Все-таки, сдается,что технологии все время развиваются и под дешевой маской может скрываться качественный продукт.
-
2
-
-
Вы правы-осколки Союза
-
1
-
-
Можно,на них много можно делать сложных габаритных деталей,но вся проблема в том,что уже не осталось специалистов ... средний возраст 60-70 лет ...уйдут и все-замены нет и станки в лом,как это не печально звучит.
-
3
-
-
Св 08 Г2С 1,2 мм. Селма ВС 600 С с ПДГ 510,который очень люблю).Вообще считаю,что это одна из самых надежных и неприхотливых машин отечественного производства .
-
5
-
-
- Популярный пост
- Популярный пост
Наплавка поршня. Ст.45.Термообработка - улучшена.ЧПУ - шники просадили размер при выборке проточек под кольца . Габариты 120 мм -450мм .Пришлось наплавлять всю поверхность полуавтоматом.Подогрев 250 С


-
20
-
- Популярный пост
- Популярный пост
Сброшу несколько снимков тяжелых станков,которые еще остались и работают.Многие вообще не видели подобных станков. Строгальный со столом 2000мм / 6000мм,также фрезерования и сухого шлифования или карусельный со столом 5000мм и весом 150 тонн,или токарный длинной 18 м,расточные станки..





-
18
-
- Популярный пост
- Популярный пост
Монтажный стол.Довольно редкая вещь . 3000мм / 4000 мм /40 ст.45. такой бы в мастерскую


-
16


























Восстановление алюминиевых деталей ТИГ-ом и казусы при этом
в Аргонодуговая сварка — TIG
Опубликовано · Изменено пользователем Точмаш 23
Нечего там делать 43 присадке