

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
ТИГ есть.Чугуном занимаюсь редко,потому столько вопросов,вот и хочется узнать как сделать правильно и сколько стоит такая работа.
Такая работа стоит ровно столько,сколько готовы заплатить за нее в вашем регионе.Я бы ее оценил в 5 - 7 тыс.,думаю,что она больше не стоит,даже будь это редкий или сверхредкий блок.
Возьмите твердосплавную фрезу и вырежьте резьбу,заглубляясь миллиметра на три.Потом наварите такой объем "мяса" панчем,чтобы хватило нарезать резьбу в никеле.Вваривайте кусок стали (Ст.3),предварительно отожженной.Для вас основной проблемой,коль вы редко варите чугун,будет сварить сталь с чугуном.Надо помнить,что помимо механической прочности еще нужна будет герметичность околошовной зоны в чугуне.Поэтому,возьмите тиг и облицуйте чугунную кромку панчем-вам потом будет проще привязаться к ней через плакировку.
-
 3
3
-
-
Зачистите место излома,нанесите слой ПАНЧа,можете слегка проковать,уплотняя металл,а потом варивайте стальную латку.Можете сделать так,как сказал Креш,можете иначе-здесь вариантов достаточно ,но не надо вырезать кусок из другого блока и вваривать взамен утраченного - это худшее,что можно сделать.
Кстати,у вас кроме полуавтомата с панчем, аргонодуговая сварка есть?
-
4
-
-
ДВС С датсун on do блок что 08 чугун, рядом отломлен крепёж датчика оборотов коленвала ,это не интересует.
Интересует как и чем будет правильно наплавить блок,цена за работу?
Плакировку бы чистым никелем надо сделать в обязательном порядке,а потом уже..
-
3
-
-
Есть радиаторы изготовленные из АМг, соты паянные,вот и спрашиваю.
Справка
плохо паяются: 5052 (АМг2,5), 5056 (≈АМг5), 5083 (АМг4,5), 5086 (АМг4), 5154 (≈АМг3), 7075 (≈В95).
Сплавы, которые содержат более 1 % магния, нельзя удовлетворительно паять с применением органического флюса, а сплавы с более чем 2,5 % магния – с активными флюсами. Сплавы, которые содержат более 5 % магния, нельзя паять ни с каким флюсом.
-
3
-
-
Александр,спасибо огромное за предложение,но я думаю,что есть более достойные люди-Алексей и Игорь (Белаз и Амбиверт)
-
- Популярный пост
- Популярный пост
Сварка ЦАМ - ZAMAK.Ручка двери Фредлайнера. Карбюратор и пневматика .Присадки 56,43 и цинк








-
14
-
 1
1
-
- Популярный пост
- Популярный пост
Это кран уровня пола автобуса
Цинка в этом сплаве достаточно.Одна трещина заварена цинком,а вторая 43 присадкой.




-
15
-
Первый раз свариваете алюминий и начинаете с фуры?..да,что-то в этом есть ...какой-то элемент романтики.
Может быть,для начала надо разобраться с присадками и узнать немножко больше о материалах ,которые собираетесь сваривать?
-
3
-
-
Нужна помощь определить материал.
Деталь крепления кофра на байке.
По ощущениям показалась увесистой. Взвешивание показало 100 грамм.
Сопли, это человек пытался приклеить.
Как правило,вся навеска отливается из сплавов ЦАМ.Это делается по одной причине:хорошая жидкотекучесть сплава позволяет отливать детали очень сложной формы(те же карбюраторы) с хорошей чистотой поверхности,что не требует дальнейшей мехобработки.Высокие механические свойства того же ЦАМ 4-1 (временное сопротивление разрыву 30 кг) и хорошая стойкость против коррозии в атмосфере определяет использование этих сплавов в навесных деталях .
Если пытаетесь сваривать ЦАМ,то предпочтительнее будет 56 присадка,но большое количество пор,что значительно понижает мехсвойства,будет вам обеспечено.Найдите кастолин 192.Эта цинковая присадка даст вам качественное соединение,правда,сварка ЦАМ - это долго,дорого и вредно для вашего здоровья)
Вес детали не говорит о том ,что она отлита из ЦАМ...в принципе это может быть и АЛ 11
-
3
-
-
@Точмаш 23, а как их отличить от литых?
Кованный легче по весу- 5 кг для 15 дюймов и 8 кг для литых.Проходят мехобработку-токарная и фрезерная; маркировка вдавлена,а не выпуклая
-
8
-
-
Справочно
Кованные диски,маркировка - : EN AW-6082 или EN AW-AlSi1MgMn, а сплава 6061 – EN AW-6061 или EN AW-AlSiMgCu
-
5
-
-
@selco, я считаю если клиент готов платить, то какие проблемы, наплавляй на вращятеле, делов то! Только всю окружность естественно.
На днях диск делал, брат после сварки обрабатывал больше часа, напильник скользит, абразив греется , фреза прыгает. Обычное литьё, варится как обычно, а перемешалось во что-то твёрдое. Варил естественно 4043.
Читаю и пивасик потягиваю, а бутылка подстать, вверху читать!
Почему естественно 4043? У Валерия диск -трещина посередине шва,естественно варили 4043 . У сплава AlSi7Mg0,3 временное сопротивление разрыву порядка 26 кг.,а у 4043 - 16 кг. Есть же разница...и усталостная прочность разная
-
1
-
-
-
Объемная усадка наплавленного металла приводит к отрыву по линии сплавления в верхних слоях
-
3
-
-
- Популярный пост
- Популярный пост
Да, без проковки. При таком изломе и прогреве до 600 град. проковка будет излишней. Отбела нет, а при остывании деталь равномерно сжимается.
По поводу проковки при сварке "на горячую".
Вот такая крышка фильтра горячей воды.Подошел к этой сварке довольно легкомысленно - выделил 20 минут на сварку какой-то крышки..,так,мимо дела,потом пожалел.Во-первых,паршивое литье,которое долго контактировало с горячей водой.Во-вторых,толщина крышки от 16 до 20 мм и трещина проходила под углом к поверхности.На механическую прочность сварить-проблем нет,а вот на герметичность - еще какие.Сносной дегазации ванны можно достичь нагрев деталь до 400 С.Провозиться с этой крышкой пришлось очень долго-лезут поры.И здесь без проковки на такой толщине,когда нужно наплавить большой объем металла, не обойтись




-
15
-
- Популярный пост
- Популярный пост
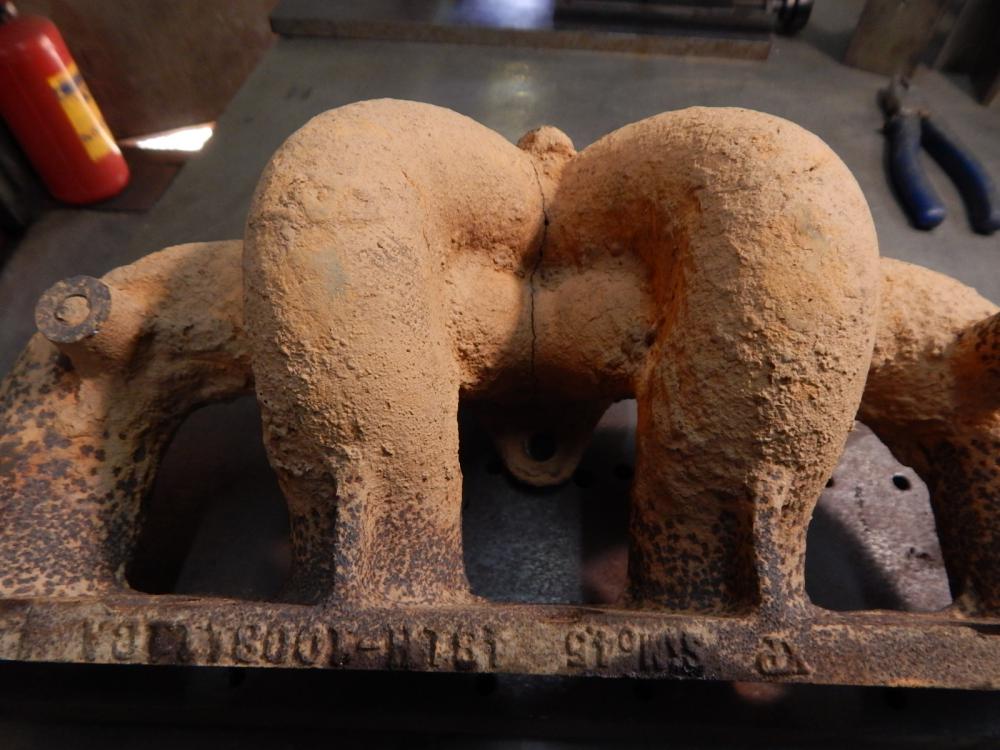
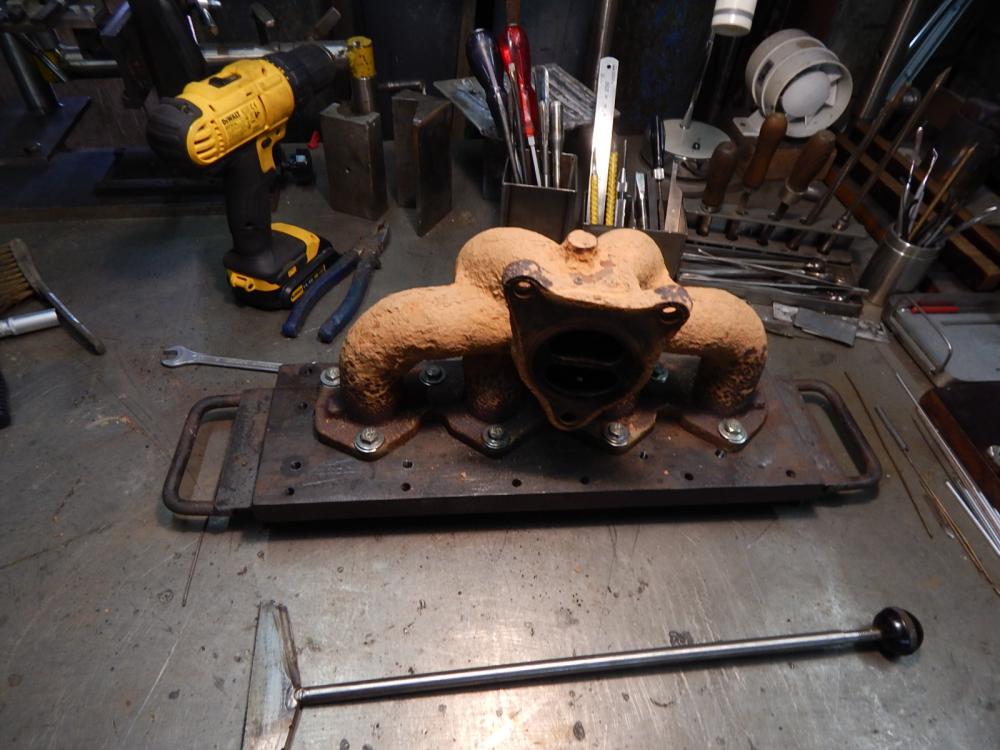
Коллектор ..китайский.Разлом от уха до уха.Сварка на горячую в кондукторе.Деформация осталась по 0,22 на краях привалочной поверхности.Надо прорезать насквозь,давать обратный изгиб и выходить в ноль.Хорошо,когда рядом фрезерный и усп для коллекторов,..но часто такого оборудования рядом нет..






-
18
-
Всегда по месту грею
-
Горелку возьми да отожги ..металл будет пластичнее.Можешь перед сваркой,а можешь и во время сварки
-
3
-
-
Да,три прохода,потянуло сильно заплату.Нужно сильней заплату пупом делать.
Да и отжечь надо
-
7
-
-
Так ты говорил о выжигании графита или о порошковой наплавке? ..а то как-то теряется привязка к комментариям.
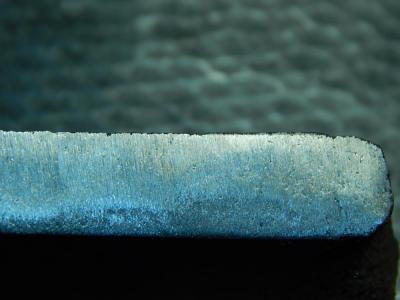
Вернусь еще раз к теме горелого чугуна,но прежде о электрохимической коррозии чугуна.Попадалась чугунная труба с толщиной стенки 10 мм.Эту трубу можно было ломать руками-там нет железа,одни окислы и графит.
Если кому-то невмоготу варить горелый чугун,то логично было бы сначала удалить графит KOH,потом убрать окисел с матрицы травлением к смеси кислот,нейтрализовать остатки кислоты;высушить и привязываться к остаткам железа каким-либо твердым припоем или порошком.В этом случае уместна именно пайка,но не сварка.Впрочем,смысла большого в этом нет,т.к. какой-то сносную механическую прочность соединения получить трудно.
На снимке газовое сопло промышленной печи прямого нагрева.Два нижних снимка - щелочное травление





-
6
-
-
Валер, всё проще, чем дважды два и в 15 степени: графит сгорает в ацетилено-кислородном пламени, а восстановительное пламя горелки восстанавливает (звиняюсь за тавтологию) окись железа до железа.
Не все так просто.Графит будет реагировать с избыточным кислородом в окислительном пламени горелки,но одновременно будет окислятся железо и выгорать марганец и кремний.
Из окислов железа можно восстановит железо,но оксидные пленки любого вида на металлах относятся к безвозвратные его потерям.По большому счету,речь идет об удалении оксида с поверхности металла
-
2
-
-
МНЖКТ не для горелого чугуна...речь шла о корпусе насоса.
-
Приветствую коллеги. Подскажите какую присадку использовать при сварке Ал2, картер мотора мотоцикла иж? пробовал 4043 и 5183(вроде правильно запомнил) сварил 2 трещины на крышке, и какую трещину какой присадкой упустил из виду)) может кто может точно подсказать что использовать для картеров двс советских мотоциклов, и для уже новодельных.
4043,4047
-
5
-
-
@selco,А если не отрезать, а надрезать спицу? Сабельный пилой, пошире чуть пройти пару раз . "Поставить" на место, прихватить, разделать заварить...
Сколько уже говорилось о том,что спицы варить не надо.Линейная усадка наплавленного металла создаст напряжения в спице,спица будет сильно напряжена и деформирует часть окружности.На больших оборотах появятся значительные знакопеременные нагрузки,которые разрушат спицу.Еще надо учитывать ослабление металла в ЗТВ...А если разрушение произойдет на приличной скорости и на крутом вираже? Что может случится?
-
3
-


























Вращатель
в Прибамбасинг
Опубликовано
@Глобул,
Току бы побольше да проволоку потолще )..все-таки для такой толщины металла проволока ф 1,2 больше подходит