Точмаш 23
-
Постов
5 481 -
Зарегистрирован
-
Посещение
-
Победитель дней
415
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
https://files.stroyinf.ru/Data1/6/6221/
-
 1.1.2. Взаимодействие водорода со сталью Водород способен растворяться в твердой стали и диффундировать в ее решетке только в виде протонов. Гидриды железа до сих пор не об- наружены и, очевидно, можно считать, что они не возникают при наво- дороживании стали. Поглощенный сталью водород может находиться в двух состояниях: ионизированном (протоны) – растворен в решетке и в молекулярном – заключен в коллекторах. В распределении водоро- да, поглощенного сталью, важную роль играют дефекты её структуры, к которым относятся дефекты поликристаллического тела – микроско- пические пустоты, щели; трещины, неметаллические включения, меж- зеренное вещество, – а также ультрамикроскопические дефекты кри- сталлической решетки стали – вакансии, их скопления (коагуляции) и дислокации. Все указанные дефекты, если они замкнутые, играют роль коллекторов, в которых может собираться поглощенный сталью водород. Проникнув в решетку металла, протоны распространяются в ней и достигают поверхности раздела между решеткой металла и кол- лектором, а затем проникают внутрь коллектора и молизируются в нем. Считается, что водород диффундирует в сталь транскристаллически по всей решетке; избирательность диффузии по дефектам решетки, а также по границам зерен обычно не учитывается в отличие от их роли при насыщении стали водородом. Противоположный наводороживанию процесс – дегазация стали – зависит от диффузии и поглощения сталью водорода. При этом легко дегазируется водород, находящийся в решет- ке металла в виде протонов; водород, сегрегированный в виде молекул в замкнутых дефектах внутри твердого металла, являющихся коллекто- рами для него, почти не дегазируется. Растворимость водорода в стали очень низкая и по разным данным колеблется от 300 до 400 ppm. https://docviewer.yandex.ru/view/40127518/?page=277&*=wJ0nvSLzWDCviPQsAkCWQ2ZT76x7InVybCI6Imh0dHA6Ly9wb3J0YWwudHB1LnJ1L2RlcGFydG1lbnRzL290ZGVsL3B1Ymxpc2gvaXpkYW5peWFfcmF6cmFib3RhbnllX3ZfcmFta2FoX0lPUC9UYWIxL0NoZXJkYW5jZXZfbWFrZXQucGRmIiwidGl0bGUiOiJDaGVyZGFuY2V2X21ha2V0LnBkZiIsIm5vaWZyYW1lIjp0cnVlLCJ1aWQiOiI0MDEyNzUxOCIsInRzIjoxNTYzMjA5NDcyMTQzLCJ5dSI6IjQzNDY4NTcyNDE1MzM5MTkzMjEiLCJzZXJwUGFyYW1zIjoibGFuZz1ydSZ0bT0xNTYzMjA5NDUyJnRsZD1ydSZuYW1lPUNoZXJkYW5jZXZfbWFrZXQucGRmJnRleHQ9JUQwJUIyKyVEMCVCQSVEMCVCMCVEMCVCQSVEMCVCRSVEMCVCQyslRDAlQjIlRDAlQjglRDAlQjQlRDAlQjUrJUQwJUIyJUQwJUJFJUQwJUI0JUQwJUJFJUQxJTgwJUQwJUJFJUQwJUI0KyVEMCVCRCVEMCVCMCVEMSU4NSVEMCVCRSVEMCVCNCVEMCVCOCVEMSU4MiVEMSU4MSVEMSU4RislRDAlQjIrJUQwJUJDJUQwJUI1JUQxJTgyJUQwJUIwJUQwJUJCJUQwJUJCJUQwJUI1JnVybD1odHRwJTNBLy9wb3J0YWwudHB1LnJ1L2RlcGFydG1lbnRzL290ZGVsL3B1Ymxpc2gvaXpkYW5peWFfcmF6cmFib3RhbnllX3ZfcmFta2FoX0lPUC9UYWIxL0NoZXJkYW5jZXZfbWFrZXQucGRmJmxyPTM1Jm1pbWU9cGRmJmwxMG49cnUmc2lnbj0yM2Y3YmQwNGMyMTc4MjExZmJlMjBlOTlhM2EyNmY2YiZrZXlubz0wIn0%3D&lang=ru
1.1.2. Взаимодействие водорода со сталью Водород способен растворяться в твердой стали и диффундировать в ее решетке только в виде протонов. Гидриды железа до сих пор не об- наружены и, очевидно, можно считать, что они не возникают при наво- дороживании стали. Поглощенный сталью водород может находиться в двух состояниях: ионизированном (протоны) – растворен в решетке и в молекулярном – заключен в коллекторах. В распределении водоро- да, поглощенного сталью, важную роль играют дефекты её структуры, к которым относятся дефекты поликристаллического тела – микроско- пические пустоты, щели; трещины, неметаллические включения, меж- зеренное вещество, – а также ультрамикроскопические дефекты кри- сталлической решетки стали – вакансии, их скопления (коагуляции) и дислокации. Все указанные дефекты, если они замкнутые, играют роль коллекторов, в которых может собираться поглощенный сталью водород. Проникнув в решетку металла, протоны распространяются в ней и достигают поверхности раздела между решеткой металла и кол- лектором, а затем проникают внутрь коллектора и молизируются в нем. Считается, что водород диффундирует в сталь транскристаллически по всей решетке; избирательность диффузии по дефектам решетки, а также по границам зерен обычно не учитывается в отличие от их роли при насыщении стали водородом. Противоположный наводороживанию процесс – дегазация стали – зависит от диффузии и поглощения сталью водорода. При этом легко дегазируется водород, находящийся в решет- ке металла в виде протонов; водород, сегрегированный в виде молекул в замкнутых дефектах внутри твердого металла, являющихся коллекто- рами для него, почти не дегазируется. Растворимость водорода в стали очень низкая и по разным данным колеблется от 300 до 400 ppm. https://docviewer.yandex.ru/view/40127518/?page=277&*=wJ0nvSLzWDCviPQsAkCWQ2ZT76x7InVybCI6Imh0dHA6Ly9wb3J0YWwudHB1LnJ1L2RlcGFydG1lbnRzL290ZGVsL3B1Ymxpc2gvaXpkYW5peWFfcmF6cmFib3RhbnllX3ZfcmFta2FoX0lPUC9UYWIxL0NoZXJkYW5jZXZfbWFrZXQucGRmIiwidGl0bGUiOiJDaGVyZGFuY2V2X21ha2V0LnBkZiIsIm5vaWZyYW1lIjp0cnVlLCJ1aWQiOiI0MDEyNzUxOCIsInRzIjoxNTYzMjA5NDcyMTQzLCJ5dSI6IjQzNDY4NTcyNDE1MzM5MTkzMjEiLCJzZXJwUGFyYW1zIjoibGFuZz1ydSZ0bT0xNTYzMjA5NDUyJnRsZD1ydSZuYW1lPUNoZXJkYW5jZXZfbWFrZXQucGRmJnRleHQ9JUQwJUIyKyVEMCVCQSVEMCVCMCVEMCVCQSVEMCVCRSVEMCVCQyslRDAlQjIlRDAlQjglRDAlQjQlRDAlQjUrJUQwJUIyJUQwJUJFJUQwJUI0JUQwJUJFJUQxJTgwJUQwJUJFJUQwJUI0KyVEMCVCRCVEMCVCMCVEMSU4NSVEMCVCRSVEMCVCNCVEMCVCOCVEMSU4MiVEMSU4MSVEMSU4RislRDAlQjIrJUQwJUJDJUQwJUI1JUQxJTgyJUQwJUIwJUQwJUJCJUQwJUJCJUQwJUI1JnVybD1odHRwJTNBLy9wb3J0YWwudHB1LnJ1L2RlcGFydG1lbnRzL290ZGVsL3B1Ymxpc2gvaXpkYW5peWFfcmF6cmFib3RhbnllX3ZfcmFta2FoX0lPUC9UYWIxL0NoZXJkYW5jZXZfbWFrZXQucGRmJmxyPTM1Jm1pbWU9cGRmJmwxMG49cnUmc2lnbj0yM2Y3YmQwNGMyMTc4MjExZmJlMjBlOTlhM2EyNmY2YiZrZXlubz0wIn0%3D&lang=ru -
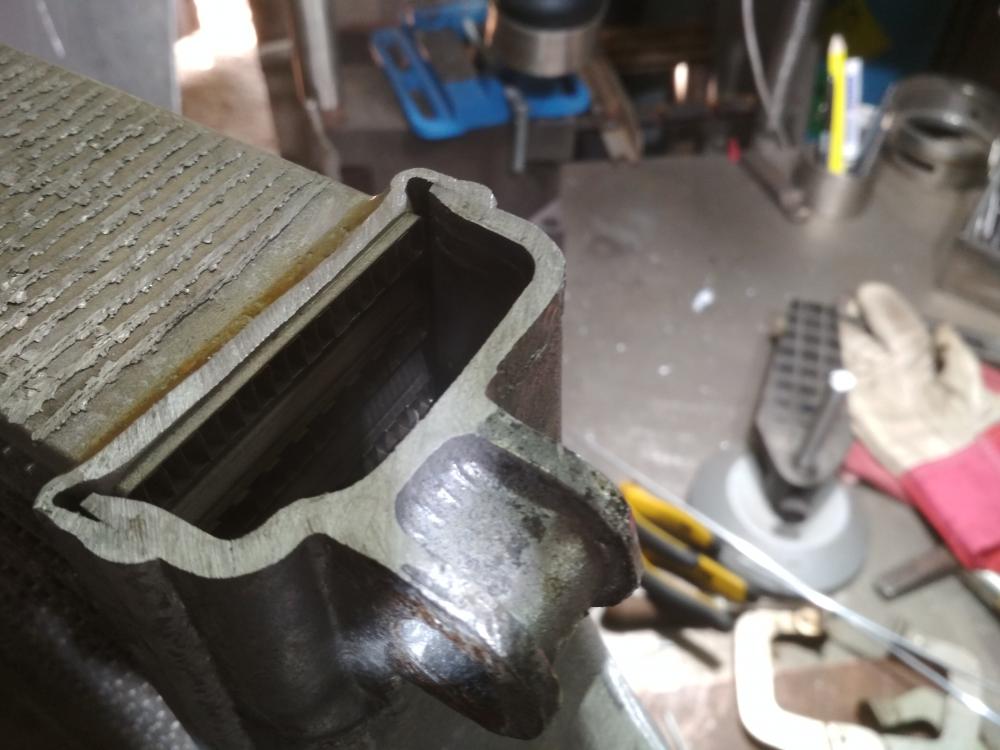
Изменение размеров интеркулера. Принесли уже со срезанными бачками.Удалялись две соты. Надо было уменьшить высоту патрубков - не становился он,насколько понял,на МАН.Часть бачка с одной стороны срезали по самой соте.Соты залиты мастикой.Было опасение распайки,но все обошлось.

-
Стали не обращать внимания на подготовку присадочных прутков к сварке. Технология сварки алюминия предусматривает травление и осветление,сушку присадочного материала.Присадочный материал -это основной поставщик водорода в шов.Легче всего списать все на аппарат.
-
@Ofatum, Не пробовали поменять электрод,аргон,проверить,не подсасывает где воздух?...действуя методом исключения вероятных причин. Попробуйте заменить электрод на циркониевый .Допустим для АД31 это имеет значение.
-
@Ofatum, Образование пузырей водорода в алюминии сильно зависит от скорости охлаждения и затвердевания, а также от наличия центров зарождения для выделения водорода, таких как захваченные внутрь расплава оксиды. Поэтому для образования пористости требуется значительное превышение содержания растворенного водорода по сравнению с растворимостью водорода в твердом алюминии. При отсутствии центров зарождения для выделения водорода требуется относительно высокая его концентрация – около 0,30 мл/100 г. Во многих промышленных сплавах пористость не обнаруживают и при таком довольно высоком содержании водорода, как 0,15 мл/100 г.
-
Тележка крана?
-
Продолжайте,что заехало к Рогозину?
-
Разумно.Разговор стал беспредметным.
-
@Grim Reaper, Это вы о себе?
-
Третий закон Чизхолма. Любые предложения люди понимают иначе, чем тот, кто их вносит. Следствия Даже если ваше объяснение настолько ясно, что исключает всякое ложное толкование, все равно найдется человек, который поймет вас неправильно.
-
Я бы не относил Гроверс к промышленному оборудованию.Это уровень автосервисов и мастерских.Речь об аппаратах 220в / 200ампер.К промышленному оборудованию надо отнести аппараты мощностью 500-600а и ПВ 60%(полуавтоматы),тиг от 350а. Речь о другом:о возможностях Гроверса. Я им могу сварить алюминий(соты радиатора),чугун,нержавейку,магний,ЦАМ и т.д. Не знаю того металла,о который бы он споткнулся.Хочу понять,в чем превосходство того же Кемпи над Гроверсом по возможности сварки металлов?
-
Чем вы зачищали этот шов?
-
Я же просил:не рассматривать этот вопрос в принципе,чтобы не засорять тему.
-
Что именно можно сварить только японскими и немецкими аппаратами,а не китайскими.У меня один из аппаратов Гроверс 200WSMEAC/DC с новой прошивкой.Какой материал я не могу сварить Гроверсом,а могу сварить только японским и немецким?Всякая лабуда в виде приварки лезвий и сварки пивных банок не рассматривается в принципе.
-
Думается,что лучше будет Гроверс 200-й за эти деньги.
-
@SkyBra, Поставлю вопрос иначе:сколько вы готовы заплатить за аппарат? Какая сеть -220/380в?
-
@Grim Reaper, На вторичном рынке можно и кота в мешке купить.
-
@RenatB,3мм
-
Вы осторожней будьте с покупками,а то,не ровен час,подойдете к мысли о покупке аппарата микроплазменной сварки.) Главное,было бы желание научиться,а остальное приложиться.
-
Не так сильно отличается,но специфику свою имеет.Справитесь,коль опыт есть. Электроды прокалите перед сваркой в обязательном порядке.
-
Чем меньше соединений внахлестку,тем лучше.
-
В любой химлаборатории можно найти -Универсальные индикаторные бумаги рН 0-12.Ими очень просто определить рН среду.В кислых почвах коррозия сильнее.Да,сталь 3 - это не бумага,и если нет вблизи эл.подстанций,т.е,когда исключена электрохимическая коррозия,то это вполне приемлемый вариант.
-
@RenatB, Какие у вас почвы:кислые,щелочные? При кислых коррозия будет происходить сильнее.Еще раз повторю:берите ЦЛ 11 и варите короб из нержавейки.В агрессивных средах,ст.18-10,сваренная электродом прекрасно стоит,не говоря уже о грунтовых водах.
-
midtower Обыкновенная ст.3 будет годы стоять.Солевые ванны котельных,сваренные из ст.3(8мм),вкопанные в землю, стоят годами без всякой гидроизоляции.