selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Александр , ну почистить всегда надо , тем паче вижу что нерж не совсем "свежая" и окисленная пленочка имеется , скотч брайтом шаркнуть вдоль шва секундное дело но зато будет кайф................ Ну это тоже не помешает от поводок и т.д. , в остальном согласен АГНИ хороша
-
 @Rutector, А где же ваш представитель на нашем славном форуме , был и что он то объявление не дал и мы уже с ним контакт отладили , а тут получилось как то "обезличено" . http://websvarka.ru/talk/topic/12586-weldex-2019/?p=399955 http://websvarka.ru/talk/user/25318-sergej-vitischenko/ И что отдаете на тестирование прямым вашим конкурентам и с него CEBORA хватит . https://www.youtube.com/post/Ugzixxm5Tb520PpdXHB4AaABCQ Унас еть подостойнее люди . http://websvarka.ru/talk/user/9285-kruazik/ http://websvarka.ru/talk/user/25601-miners/ http://websvarka.ru/talk/user/11969-hlorofos/ и т.д. ..........................................................................
@Rutector, А где же ваш представитель на нашем славном форуме , был и что он то объявление не дал и мы уже с ним контакт отладили , а тут получилось как то "обезличено" . http://websvarka.ru/talk/topic/12586-weldex-2019/?p=399955 http://websvarka.ru/talk/user/25318-sergej-vitischenko/ И что отдаете на тестирование прямым вашим конкурентам и с него CEBORA хватит . https://www.youtube.com/post/Ugzixxm5Tb520PpdXHB4AaABCQ Унас еть подостойнее люди . http://websvarka.ru/talk/user/9285-kruazik/ http://websvarka.ru/talk/user/25601-miners/ http://websvarka.ru/talk/user/11969-hlorofos/ и т.д. ..........................................................................- 9 ответов
-
- 5
-

-
- технологии
- электроды
- (и ещё 4 )
-
А зачем сварщику клепочник . Как это не обзавелся а Гроверс электрический и думаю ставит отличные "заклепки" тем паче в твоем исполнении :P Шучу конечно, но с другой стороны Петр а почему и в правду не сварные электрозаклепки и думаю симпатично бы вышло . А вот моя дурная голова и наверняка герметик меж листами , ну тогда понятно не каких электроклепок
-
Да нет это профиль у нее такой ,,,,, и вмятины на сим сплаве вряд ли "получить" а вот трещины и проломы это да моментально,,, ну и нам работа .
- 3 331 ответ
-
- 7
-
-
- технологии
- TIG
- (и ещё 1 )
-
Да похоже они варят на жестких настройках дуги брызги есть но на детали они не остаются . Но вот что творит DAIHEN на алюминии , очень жестко но и брызг нет ,,,, самое любимое видео мое конечно старое и качество потеряло даже на Ютуб не научились качество беречь , но смотрим .
-
Ну это не синергетика и она не причем тут . На любом ПА так происходит и скачет как напряжение так и подача , дуга не совсем стабильна и это зависит от подготовки металла , рук сварщика он или как робот и тогда нет скакания , ну а если руки дают слабину и даже небольшое изменение угла и вылета ,,,,, то и сварочник поднимает или опускает напряжение для стабильной работы ну конечно усе в разумных пределах +- 2-3вольта . ЗЫ ну и 5ти метровая горелка сказывается , подача менее стабильна чем на 3х метровой и это однозначно и так будет и на Фрониус и других , вот почему роботы так стабильно варят да все просто постоянство горелки в пространстве + у большинства подающий канал меньше метра и редко у коих до двух метров дотягивает и даже 2 метра это не 5ть метров .
-
Виктор , но он сделал это и зацепился , кстати я вот над своим "легированном котлом" также издевался , все черное но вкрапления блестящего видно и в "скользячку" дугой да и присадки у меня там смешались как кони всех мастей . На месте Сергея я бы поступил так "накрутил бы отверстий по кругу и можно резьбу не нарезать и так "колышков" по наколотить и связать их дугой ну и за чугун бы где то зацепилось и потом плоскость вывести сварочным швом на торец наварить ну и далее думаю не стоит объяснять .

-
Вот оно небо под АЛ и Нерж + остальное все ,,,,, так хотелось поработать- потестить такой
-
Игорь , хороший и качественный ремонт стоит денег ,,,,, впрочем ты и сам знаешь у тебя работы тоже одно загляденье и плохо ты просто не умеешь , в прочем как многие форумчане.
-
У нас как всегда . Трение с перемешиванием принадлежит британцам с 1991г , но вот наш соотечественник предлагал сие аж 1967г , посмотрели дали авторское свидетельство и благополучно забыли и забили !!! . https://ritm-magazine.ru/ru/public/svarka-treniem-s-peremeshivaniem-alyuminievyh-splavov-pri-izgotovlenii-rkt
-
Саш я немного ошибся и где то мы терли и видео выкладывали , а эту тему что ссылку дал Точмаш23 создал . Вот посмотри видео и человек болгаркой, конечно хрень но поучительно . http://websvarka.ru/talk/topic/432-svarka-video/?p=423450 Разогревается металл и алюминий на глаз не увидишь так как до состояния "пластилина " вот от сель и с перемешиванием , это как например в бетономешалку норму всего засыпаешь и перемешивается , если например воды бухнеш больше то песок и цемент на дно садиться а вода перемешивается , конечно может не совсем корректный пример .
-
Саш , ты что то пропустил и есть тема и обсуждали . Но все бывает и вот ссылка посмотри там и видео есть. http://websvarka.ru/talk/topic/13323-prochnost-i-struktura-svarnykh-soedinenij-alium/?p=423410
-
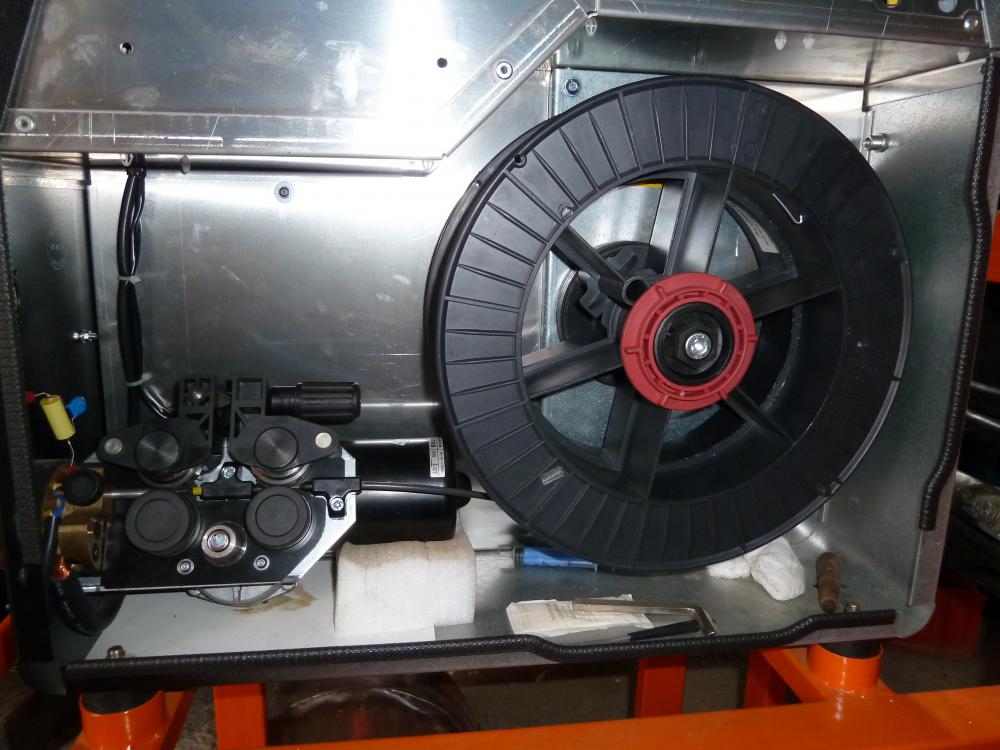
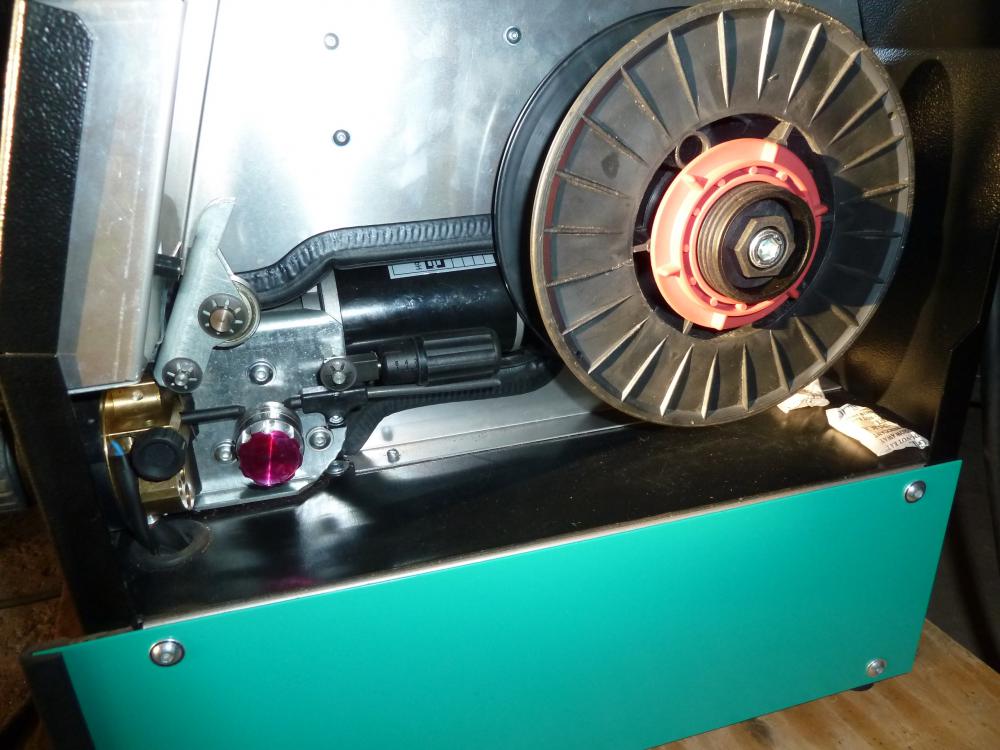
Да не стоит такую страсть (фотку) отправлять в дальнюю дорогу , где ее только отрыл almac Александр Объясню, тубка- пружинка вся деформирована да и вообще не место ей там , поставьте кусочек тефлон канала он не будет царапать-тормозить проволоку так как перепад от катушки до канала бывает разным в зависимости от количества проволоки на катушке и он бывает существенным и тем самым будет спасать вашу горелку от лишнего и не кому не нужного "мусора" . Вот так все должно выглядит
-
Цветные каналы надо пробовать на "зажигалку" , то есть попытаться подплавить канал и если легко плавиться то почти 100% вероятность что это не тефлон а обычная пластмаска коя не обеспечит такого скольжения как настоящий тефлон . Самые правильные каналы черного цвета (по крайней мере раньше так было ) , сейчас пожалуй тоже нужно пробовать на "зажигалку" и плавиться он практически не должен . Как то так и это сугубо мое мнение и опыт .
-
Начальству уши прочисть и ты нее так и далеко от Москвы 100км , да и думаю в Волоколамск ЛИНДА ГАЗ гоняют , так что начальство за тел. и пусть заказывают и Линда сделает может даже лучше чем в брошюре у них есть наработки.
-
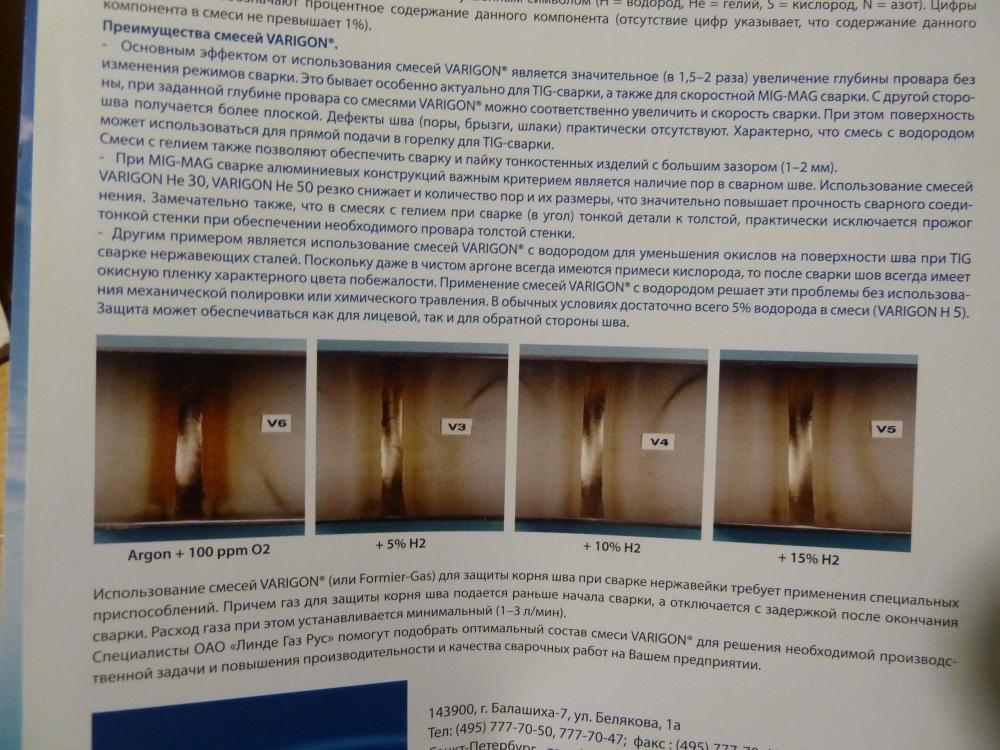
Виктор можно но трудно . Виктор сразу про газ 98х2 или еще лучше тройную смесь и скачай- почитай про смеси там на любую задачу http://websvarka.ru/talk/files/file/861-gazovaia-azbuka/. Ну и объясню про трудность , рука должна как у робота не дрогнуть , вот смотри с выставки нерж 1,5мм Панасоник сварочный робот пульс, смесь 98х2 и да хорошо конечно не вогнутый но и не горбатый . А вот обратная сторона пластины и тут я Меркле прошелся со смесью 92х8 , конечно смесь немного не та да и руки уже трясуться + редко сейчас ПА пользуюсь , но что то похожее от Панасоник есть , где рука не дрожала да и ПА надо получше было отстроить .
-
Жаль мануал потерян ,,,,, но он вроде на основных европейских языках + русский и вроде как у них за бугром отпечатан , а может и наши что "наврали" те же переводчики , а может и как ты говоришь спецом отметили главную деталь котла - наделив ее супер статусом .
-
Виктор , соглашусь на все 1000% с тобой ,,,,,, но вот "капиталисты" и их "НРАВЫ" врут на каждом шагу ,,,,,, спрашивается зачем и ладно я тут в России концов не найду а вот у них в ЕС могут и миллион отсудить за высокопрочный который не отработал и 5ти лет ,,,, вранье в мануале .
-
В мануале РОСА расписано , электроника американка , котел швед "высокопрочный легированный чугун" , правду не отписали чем легировано сие чудо , остальное испанцы РОСА ,,,,,, сейчас они уже под крылом итальянцев корпорация ВАХi .
-
Согласен 100% Здесь наверное тоже соглашусь но от части ,,,, да и все мы знаем что все "универсальное" в чем то обязательно проигрывают "специализированному" Во смотри планетарка от КАТ , шестерней порвало . ПАНЧ просто все замечательно легло-сварилось и работает до сих пор А вот ПАНЧ на высокопрочном Шведе и не хочет ой не как он к Шведу Но мы его с божьей помощью зацепили и победили
-
Виктор но тут хрома тоже 20% ????? Андрей по чугуну всегда будут вопросы даже у академика , все дело в том что он разный и время+"погода" на него действует и по сему всегда работаем и подбираем присадку именно под деталь какую делаем и не как иначе . Вот есть чугун который отлично вариться и вот колектор моего Санг Енга рециркуляции выхлопа и сколь через него прошло "нечистот" за десять лет , а он сохранил свои свойства и отменно вариться и вот видео ТИГ и МИГ + ПАНЧ (который ой как не панацея для всех чугунов и некоторые его просто не принимают плюются и поры выкидывают не хилые) , но можно и СВ-08Г2С спокойно заварить и будет держать . А есть наоборот практически не свариваемые от моего же котла РОСА (испания) но сам котел-чугунка написано Швеция высоколегированный прочный чугун которому сие не помешало лопнуть через 3 года эксплуатации , так вот там практически один графит и зацепиться практически не возможно , не ну зацепились но на герметичность можно даже не претендовать и по сему по верх сваренного положили накладку из нерж с высокотемпературным герметиком на болтики .
-
Да че такую махину да еще выгнутую вряд ли поведет и по сему мое мнение "козырнее " монолит и с хорошим проваром .
-
Андрей если еще 20 добавить то к шашечкам + шахматы будут. http://websvarka.ru/talk/topic/13708-poluavtomat-mig-200-dual-pulse-on-zhe-sherman-kramer-magnum/