selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Антон , другие еще дальше пошли скок-прыг ,,, корень + заполнение сразу . Во у него подписчиков за 400тыс ,.,,, но это не важно и конкретное видео оценил Георгий,,,,, во где труха то ????

-
Георгий , почему труха!??? Вот если даже простой "домашний кувалдой " тест произвести сваренного тавра с односторонней сваркой и с двух сторонней, то явное преимущество в выносливости будет у второго. Георгий вот сего не ведаю , но Мастак Сварка показал сие и значит пользуются ,,,,, а..а..а ... он что то в видео про скорость говорил в общем я думаю такой способ просто экономит время для производства .
-
Григорий , вот и я не пойму , но по мне почему и не разделать и с проваром наложить катет ,,,,, думаю хуже не будет . ЗЫ , автор бы конкретно показал что за изделие и какие требования к нему ,,,. и вот думаю от сель все непонятки .
-
Согласен , вот на медне посмотрел и Ахнул и похоже в чем то изменю взгляд на Китай . Наши в СПБ 200 ходят а тут в два с лишнем раза выше , очертенеть . Вот еще порыскал видео и да вроде американцы разогнали 570км но там просто эксперимент и один локомотив пустой без вагонов . Наши в СССР вроде разгоняли до 370км но это тоже эксперимент , а у них на яву и повседневно , класс ,,,,,
-
Ну да краска мешает , мой был скорее никелем покрыт , тонкое но не совсем уж и ТИГ это не представляет проблем . Вот меня другое удивило , крепление сиденья хомуты из ленты перфорированной купленной в магазине и это ладно , а вот шурупы то смотрят остреньким к пятой точке , фанерка тоненькая и со временем когда просядет паролончик будут пятую беспокоить ,,,,. идиоты .
-
Ну я не знаю , но автор видео довольно грамотный человек и в Германии бывал и думаю где то видел сие у нас или там нет разницы , что он и показал в видео и вынес на обсуждение читайте комментарии к видео и да есть несколько человек работающих с такой технологией . НАКС отстал от жизни напрочь и это мягко сказано . Вот смотри с верху вниз , быстро и красиво 17 вольт самое оптимальное +- подача и это под свою руку ,, вверх ползли бы как божья коровка и перегрев да и навалили бы больше .
-
Олег , да был я на всех выставках что в Сокольниках , одну вроде пропустил, но не суть. Суть в другом , да по перво они заявляли такие характеристики дуги , но прошло год или чуть больше и раскусили рекламные трюки , ну и брендам как то врать не пристойно и снизили порог кажись до 7мм . Вот Евротек и хороший даже классный инженер у них был , так вот они видео сварганили сварка 15мм на 450А DEEP режим стали и да видео гуляло несколько лет , но так как там получилась полная хрень шов и можно сказать получилось только одно с обратной стороны что то вылезло но на валик ну не как не похоже , со стороны сварки (тавр) все стекло на нижнюю пластину и не показывали "шовчик" близко, ну а сейчас удалено успешно со всех ресурсов и осталось только одно название на Меркле-руссия https://www.merkle-russia.ru/info/ Вот я сейчас чуток добавлю видео , где дурят народ и пластинка углом стоит и да провар , но вы понимаете что пластина на угле стоит и соответственно его толщина там минимальная и пробить ее дуге трудностей не составляет . Вот это похоже на правду но не пробил он насковь и даже на половину , но процесс хорош . А вот здесь дурят нашего брата и это было и у ЕВМ и у Меркле , правду сказать в те года только у них + у Селко таковы режимы были , вот пластиночка явно не 20 и даже не 15мм но поставили на "уголок" чтобы гарантированно пробить. ЗЫ ну и сам процесс хорош и работает до 7-8мм да и брызг от него меньше и на Ал сплавах хорош . Вот наш уважаемый Виктор алюмишку чешет в Deep ,,,, и может что дополнит к моему сказанному . https://www.youtube.com/watch?v=mDO0tCHLQEg
-
А провар как же????,,,,, и 20мм не хрен соба........
-
 И мои поздравления Здоровья и еще раз здоровья ,,,, остальное можно купить за деньги .
И мои поздравления Здоровья и еще раз здоровья ,,,, остальное можно купить за деньги . -
Сергей , да ты ЧО и не кто не ждет , пфу пфу пфу постучал по дереву . Ты здесь нужон да и в УЦ еще больше . ЗЫ вот предполагаю что сварщикам меньше всего грозит ковид , у нас особо у аргонщиков легкие озон пропитаны и он убивает многое из вирусов ...... но не нас .
-
Я вот не совсем понял и это действо будет на "удаленке" ????, то есть через ПК .
-
Виктор плюсик поставил , но чер ти знает этот Ковид , вот у меня дочь два месяца назад была в платной у классного врача , а две недели назад ей позвонили и сказали что врач заболела ковид , не спасли и говорят лекарства даже как Транп применяли(нам таких точно не сделают) но увы не спасли ......
-
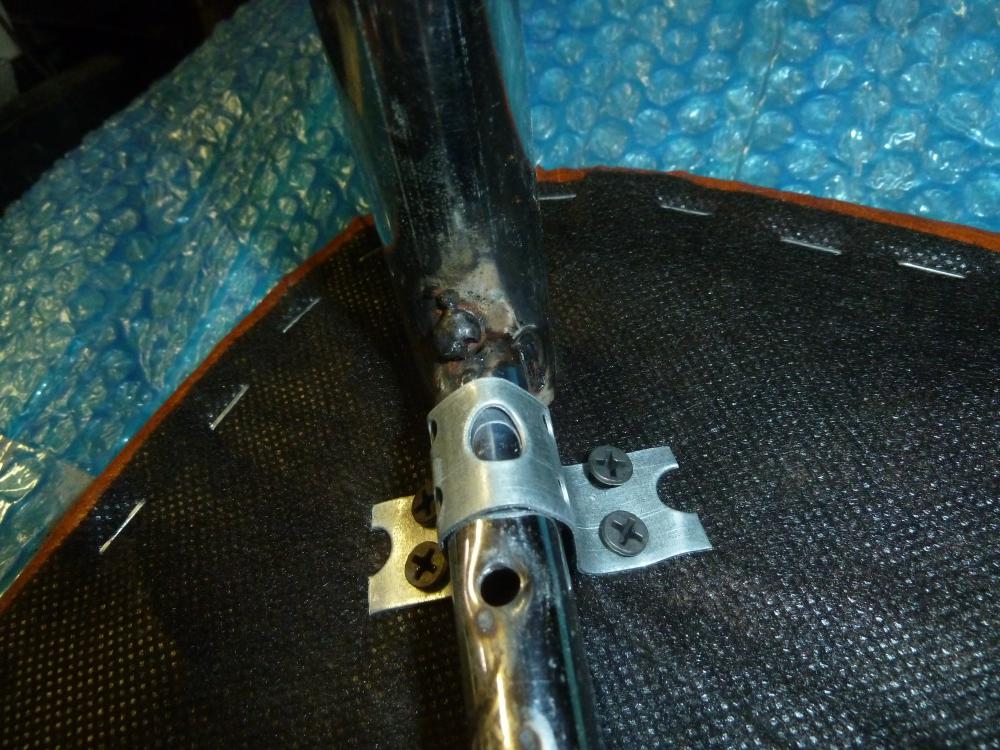
Вот не совсем праздник но ........ людям подмога особо в пятницу , ну а мне часок работы совсем не спешной . Интерес хто и как руководствовался и рассчитывал нагрузку прихваток по изготовлению сего чуда и ...... впрочем поправили обварив все и вся пао кругу и вот теперь это " СТУЛ" ------------------------------------------------------------------------------
- 3 962 ответа
-
- 21
-

-
Вот сюды и положим и это дефекты сварочного шва . Видео не ахти каков дефект и это не главное , а главное человек концепцию борьбы рассказал доходчиво простым языком и очень понятливо .
-
Сергей , не переживай . Вот моя перед вахтой сдала кровь в своей "конторе" и ее кровь возили в СКЛИФ на анализ , так вот пришел положительный результат и не только у нее . От вахты отстранили и больничный две недели + нас на карантин в плоть до внуков . Так вот симптомов ноль и даже не " не чихала" и у нас тоже самое . По больничному сдала слюну на анализ и это бесплатно (платная быстро но дорого 3000р во деньги какие делают ) но долго и тоже в Москву отправляют , так вот анализ пришел отрицательный и в воскресенье идет на вахту двух недельную к не совсем адекватным старушкам и их нельзя Ковид заразить . Вот такие дела ,,,,, и да говорят "слюна" самый точный анализ .
-
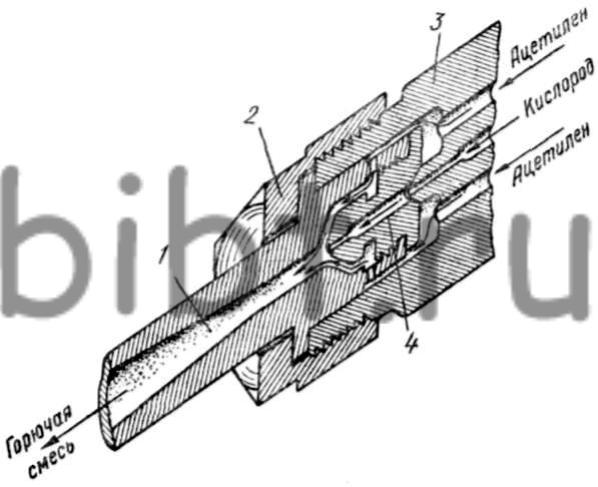
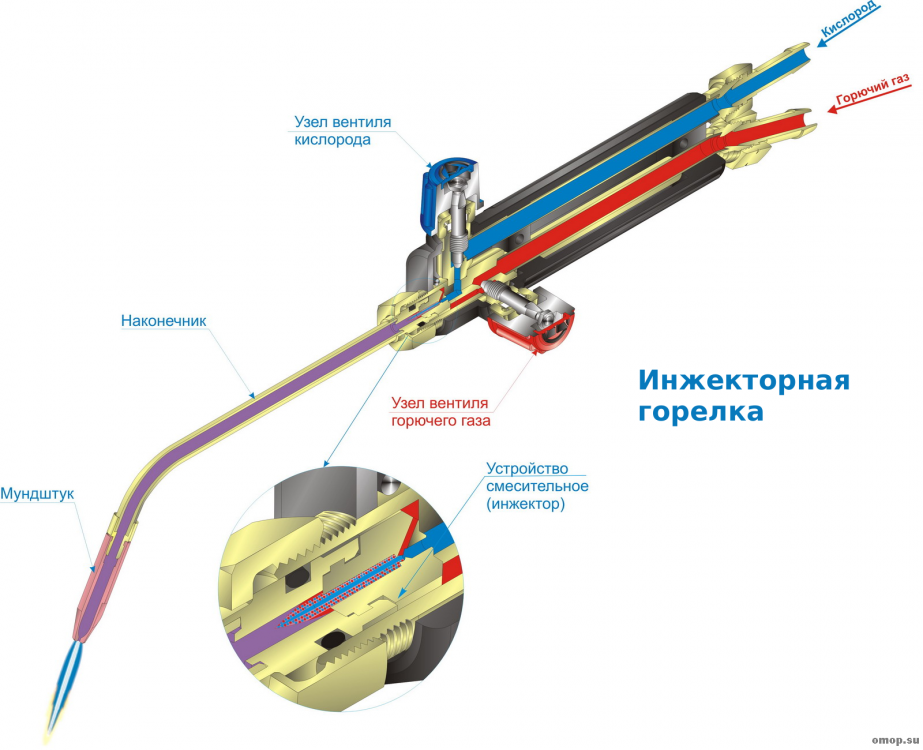
И нужна она вам за такие EUR ,,, конечно нет . Тоже дорого и этот Газовый смеситель ВМ-2, Redius содран с немецкого кстати с таким же именем ВМ-2 , не знаю как наш немецких хорош но дорого как их так и наш . Правильно делаете что не верите , но выход есть горелка от газосварки или резак и там инжектор любую пропорцию + к ней ротаметры и усе получиться,,,, вот только одно неудобство перед сваркой придется пробовать на кошках , но это даже лучше и можно подобрать пропорцию именно под свою задачу да и свой ПА и тут даже преимущество от готовой в баллоне смеси да и смесителей заводских и думаю разлет там в % не хилый и просто на сие не обращают внимания . Где то на Чипе есть тема и человек делал правду давно , регулировал от 0.5% смесь .
-
Сергей , терпение и на твоей улице будет праздник
-
сказано - сделано
- 3 962 ответа
-
- 22
-
-
@welderman, Сергей , смотрю сварщик 7ноября трудился за себя " и того парня" на УДГУ ,,,,,, не ужели оживили после столь долгих лет простоя .
-
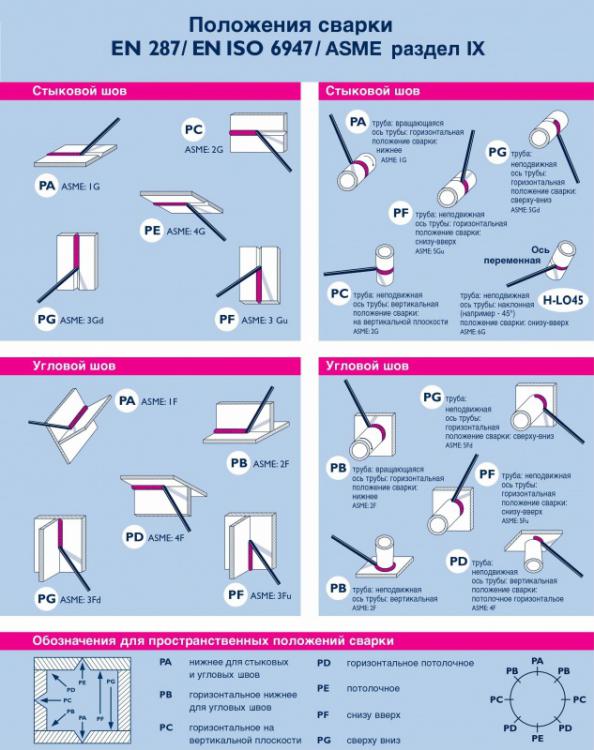
Можно , усе можно ,,,, и вот готовых пару решений но думаю тоже гемор и выточку легче или на токарке или вальцовкой да и варить смело и шов на порядок качественней http://z-master.ru/svarka/zashchita-kornya-shva Есть еще решение задувать так чтобы некое давление выше атмосферного самую малось , но чтобы выход аргона был и там есть через чего два штуцера или как там это выглядит, то есть это будет расход аргона побольше но зато он как бы удерживать обратный валик будет + сварка в РЕ положении или близком к нему . В общем вариантов куча , да и думаю правильно подобранные ток + скорость сварки все решат с лихвой и правду если сварщик рукой варить будет то некие тренировки и набивание руки отработка токов на "кошках" тоже поспособствуют .
-
Спорное утверждение и знаю нескольких моржей кои на десяток лет старше меня и до сих пор "моржуют " и здоровье в норме и думаю Ковид им не почем . Горят так если уж моржуешь то не дня не пропускать в любую погоду в дождь и мороз .
-
Не чего себе запорожец , и у меня ассоциации с этим
-
вОТ как всегда пятница а тут ложки редукторы итальянские ломают Уже как то был уже такой от посудомоечной машины и тропа пройдена ,,,, но итальянцы каковы это же редуктор а они ушки крепления на него ну просто не какие . В общем пятница и работать не охото , прихватил ну и к понедельнику нужон сделаем + усиление .
- 3 962 ответа
-
- 17
-
-
@Schlosser, И ВСЕ ПРИ НЕМ ПРИ НЕМ
-
Сергей это не Миллер а САФ (Французы) раньше немного по другому обзывались и чуть позже дополню старое название . Сейчас вроде как европейская корпорация и выпускает Кемппи даже с абсолютно одинаковой панелью только корпус голубой и форма чуть другая . В принципе отличные машины не хуже остальных брендов . https://www.svartools.ru/about/brands/saf-fro/ https://safro.ru/market/apparaty_argonodugovoi_svarki/