selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Саш привет!!! Класс . Ты написал что в Электростали изготавливают , но по твоей ссылке Иркутск , Питер, и Москва . Питер и Москва что то у меня не открываются и если можно ткни носом. И модель и размер твоего если не секрет.
-
Я тоже в очках уже лет пять . Ну и с начала не надо и оно у вас уже есть и будет продолжение с каждым разом все лучше и лучше. Еще раз с Наступающем годом собаки , ну и собака ПЕРВЫЙ друг человека и пусть у каждого 2018 будет хорошим другом.
-
Все нормально для начала . Очистку дугой вижу , но вот и окислы вижу тоже и это не настройки аппарата а "коренная" ошибка начинающих , не хватка газа то есть расход прибавить или скорее всего и это более вероятнее , держите длинную дугу и аргон мешается с воздухом и от сего не качественный шов с включениями оксида . Выше вам фильм выкладывал и просмотрите еще раз , присадку из подзоны защиты аргоном не выводить при сварке ( по русски не размахивать ею и держать под соплом рядышком с дугой , резких движений не делать и дугу не растягивать до 20мм и стараться держать ее в районе 5мм . ВСЕХ С Наступающем!!!
-
Вот вот правильное решение и Селко хоть и относительно молодая фирма (где то с середины 70х вроде) от других у которых пол века опыту , но похоже они собрали замечательную команду , коя все и вся проверила и решила что "!ветродуй" должен крутится постоянно пусть с меньшей скоростью но постоянно и тем самым избежать не нужных скачков температуры . Удачи в настройке "ветродуя" по алгоритму Селко. Всех с НОВЫМ ГОДОМ!!!
-
Не чего страшного , аппарат замечательный и крутите вертите (по не многу и пробовайте сразу варить и желательно с тетрадкой записываете и опосля анализируете да и будете знать что опробовали а что нет ) все и вся и все поймете. Я тоже самое проходил когда свой Селко купил. Ну и ждем фото (можно и видео) швов любых и первые конечно будут не красивы и если чо , то спрашивайте и спрашивайте на то он и форум.
-
ГБЦ , швы уже зализаны лепестком и покажет только после фрезеровки плоскости и если вскроются поры то все равно аппарат 200А будет не причем , а вот сварной ответственный за сее. Поджиг , стабильность дуги особо на малых токах. Если в мануале заявлено 5ампер АС тока (переменного) то он их должен держать и многие не держат а значит в мануале обман . По большому счету 5А практически не нужны и пивная банка где то 15-17А самое оптимальное , но дело принципа и может когда не когда и 5А сгодятся.
-
Вот ваша панель . http://websvarka.ru/talk/topic/5041-prodazha-interesnykh-veschej-s-molotka-avito-i-drug/?p=308790 И читайте здесь и если чо не ясно то спрашивайте. http://websvarka.ru/talk/topic/6178-kemppi-mls-2300-acdc/?p=220207 Вот вам видео и с 4мин 21сек по 4мин 31 сек выставлен токовый баланс и плюсовая волна будет 10% от общего установленного тока 60А , временной баланс 65% в пользу плюса . Что это дает , острый электрод , более глубокое проплавление (в мануале Селко так и написано дополнительная энергия) и очистка не страдает . В общем настроить можно как угодно и токовый + временной баланс удваивают настройки аппарата ну и естественно его возможности. Первое время пока не разберетесь можно поставить "середину" вот я точно только не знаю на Мега от какой волны пляшут. На моем Селко от плюсовой и 100% на дисплее означает что токи полуволн равны .
-
Скажу про Форсаж 500ку , включаешь молчит и при сварке включается-отключается , при долгом стоянии на ХХ еще не разу не замечал чтобы включался. Ну и алгоритм ветродуя других аппаратов Селко постоянно работает в четверть силы (тихо) и только при нагреве поднимает обороты иногда меньше иногда выше. Меркле при включении молчит и только при нагреве включается и так же может с разными оборотами (ему виднее там) Хелви 220ТР , вот этот при долгом стоянии на ХХ с точной переодичностью включает - отключает ветродуй и похоже у него на ХХ что то нагревается и по этому срабатывает.
-
Навряд ли они найдут прошивку под 0,8-1мм проволоку. 500ка забита под 1,2-1,6мм и вот словения аппарат по сговору с дайхен работают и аппараты один в один и у них на 500 тоже самое с проволокой. http://svarstroj.ru/svarochnye-apparaty Панель управления общая для всей линейки аппаратов и по сему имеет набор проволок от 0,8-и выше , но на 500 это не работает или можно в ручном режиме работать переключив с синергии. Можно и в синергии с программой и например проволока 1,2мм на аппарате по программе , на яву 1мм заправлена и коррекция подачи или напряжения и все работает и Меркле такое допускает и все прекрасно работает , кстати и другие тоже работают и Дайхен должен попытать надобно. Вот вам на русском не совсем мануал но кнопки и крутилки и их функции изучить можно. VarstrojKatalogRUS.pdf
-
Задание похоже одинаки и у наших и у америки https://www.youtube.com/watch?v=_dCo6CxsX9I https://www.youtube.com/watch?v=E8_g3H9AeVo
-
 Игорь не совсем так и похоже японцы хитрые и вот чо они предлагают , но в этом я ноль и знаю что переноску на 220 в надо раскручивать и у меня брат как то спалил лобзиком 450ватт переноску не раскрутив. Картинки от "хитрых" японцев DAIHEN Согласен , но вот как то здесь один человек продавал замечательный и дорогой ПА Selco полный комплект и за полцены да еще и обслуженный и с гарантией. Звоню и спрашиваю чо так , да все просто хотел делать опалубку (похоже для высотного строительства) из Ал сплава и прикупил сее чудо , но кризис и опалубку пришлось из черного делать и по сему Селко для этого жалко и куплю десяток "Сварогов" для чернухи а Селко продам. Через месяц позвонил и говорю покупателя нашел , на что он мне говорит Селко не продам и варит чернуху , так как из десятка купленных сварогов за месяц остались живыми только три. P.S. По теме и думаю так что все ХХ, динамика , индуктивность и т.д. повязано одной "веревочкой" и если производитель все правильно "сбалансировал" в аппарате то проблем думаю не будет с любыми электродами . Вот американец постоянно крутилку корректирует при сварке P.S.S. Вот уже была похожая тема и может кому будет интерес. http://websvarka.ru/talk/topic/3799-kak-napriazhenie-khkh-vliiaet-na-kachestvo-shva/
Игорь не совсем так и похоже японцы хитрые и вот чо они предлагают , но в этом я ноль и знаю что переноску на 220 в надо раскручивать и у меня брат как то спалил лобзиком 450ватт переноску не раскрутив. Картинки от "хитрых" японцев DAIHEN Согласен , но вот как то здесь один человек продавал замечательный и дорогой ПА Selco полный комплект и за полцены да еще и обслуженный и с гарантией. Звоню и спрашиваю чо так , да все просто хотел делать опалубку (похоже для высотного строительства) из Ал сплава и прикупил сее чудо , но кризис и опалубку пришлось из черного делать и по сему Селко для этого жалко и куплю десяток "Сварогов" для чернухи а Селко продам. Через месяц позвонил и говорю покупателя нашел , на что он мне говорит Селко не продам и варит чернуху , так как из десятка купленных сварогов за месяц остались живыми только три. P.S. По теме и думаю так что все ХХ, динамика , индуктивность и т.д. повязано одной "веревочкой" и если производитель все правильно "сбалансировал" в аппарате то проблем думаю не будет с любыми электродами . Вот американец постоянно крутилку корректирует при сварке P.S.S. Вот уже была похожая тема и может кому будет интерес. http://websvarka.ru/talk/topic/3799-kak-napriazhenie-khkh-vliiaet-na-kachestvo-shva/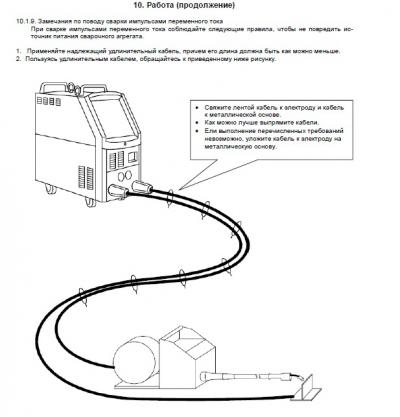
- 400 ответов
-
- 4
-

-
- технологии
- схемы
- (и ещё 4 )
-
Не-не, я сам отдал его лично в руки в Бронницах в 6.00. утра. Еще темно было и они на выставку в Москву ехали. Вот назад дорога и уже светло.
-
Не нет у меня такого и это с выставки Weldex2017 фотки , стоял смотрел и вот не знаю в этом году они показную сварку устраивали аль нет. Лет пять назад они показывали как варят и просто супер , но на тех меню было на английским , а сейчас смотрю и русский поставили и это уже огромный плюс.
-
Напишите мне в Л.С. откуда вы, или номер вашего Форсажа , Андрею позвоню и попрошу, чтобы "повнимательнее" отнеслись к нему при ремонте. http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=315698 P.S. Вот это наверное какая то невезуха с поломками и иногда и с брендами так же бывает , у Вадима (Вад11) наверное года 3-4 работает без поломок и он его часто использует.
-
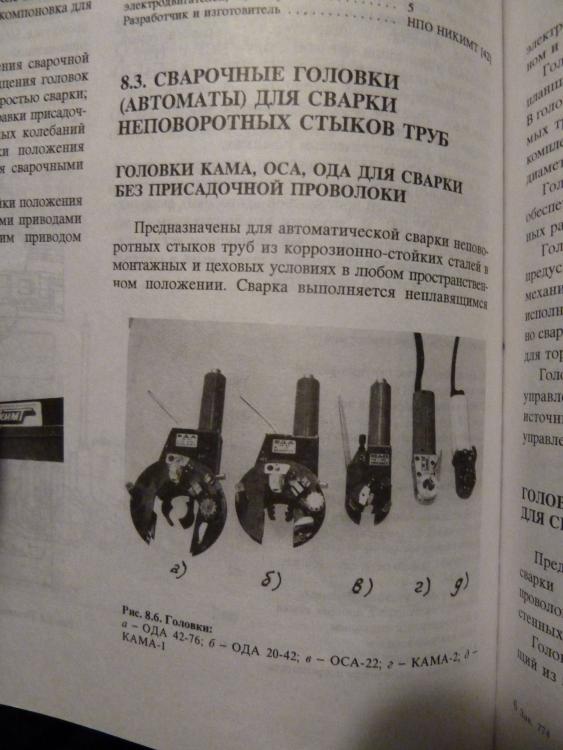
Аппарат то замечательный и варить удовольствие и нужно привыкнуть так как там настроек море . Вот головки из СССР тоже не плохи были , настроек конечно меньше было.




- 1 894 ответа
-
- 11
-
-
Саш, точно не знаю, но что-то они почерпнули с него. Кстати , месяц назад с Андреем говорил по тел. и говорит, что новый осциллятор будет без разрядника (сейчас вроде вакуум трубка ) и полностью электронный. Сила удара будет выше намного и поджиг останется на плюсе. но, время можно будет выбрать от 0,001 сек и это означает, что можно при поджиге и 200 А ставить. Электроду за такое время вообще не него не будет, но поджиг поменяется кардинально. Вот, кстати, сегодня мотор подваривал и сказал, что во внутрь никак не подлезть и даже ПА не прокатит. Надо разбирать и окно выпиливать для сварки (не захотели) , да еще там, вдобавок, анод меж цилиндров прикручен и его уже не открутить . Сказали, мол, с верху подвари ну а далее сами разберутся. Как просили, так и сделал. Варил Форсажем , ну и потом "побаловался" чуток, да ничего и сейчас поджиг. Вадим прав-подстроить и все о'кей . Вначале видео-баланс 75% с середины 50х50%, чтобы электрод подплавить и как повлияет на поджиг ,,,, все нормально на разных частотах от 30 Гц до 300 Гц и самое главное-чтобы электрод не окислялся и для этого у меня пост газ 9,5 сек и то считаю мало и наука тем, кто 3 сек постгаз считает много, а потом электрод-"розочка" и т.д. поджиг P.S. И совсем забыл , Андрей поздравил с Наступающем и сотрудничество продолжится



-
Александр , так вот я же показывал и еще раз покажу от Селко и у них называется "напряжение отрыва дуги" , но на самом деле эта функция просто регулирует ХХ источника и ясно чем он больше тем "тягучее и длиннее" дуга , если меньше то естественно "отрываться " дуга быстрее и резче будет.

- 400 ответов
-
- 1
-
-
- технологии
- схемы
- (и ещё 4 )
-
Да скорее нет , индуктивность как бы мягче-жестче сама дуга но на ее длину не влияет . Впрочем это я сужу по ПА и в ММА может и по другому.
-
Да это я и варил и задача была просто показать дугу и ляктроды у меня валяются лет пятнадцать без упаковки и без опознавательных знаков и сырые сказать мало . Вот Форсаж пока у меня и там есть импульс и переменка с регулировкой частоты и у меня интерес к ММА появился пока на "больничном" и попробую вертикал в импульсе. Ево уже забрали и в нем есть переменка (я вот ММА плохо изучил на нем ) но частота 50гц и не регулируется и им говорил со временем сделают.
- 400 ответов
-
- 1
-
-
- технологии
- схемы
- (и ещё 4 )
-
Скорее всего ХХ генератора и регулирует длину дуги как и на моем Селко . перевел tight arc length - плотная дуга сварки и по нашему будет "короткая" normal arc ---- -ну а здесь и переводить не надо
-
Но это думаю кому как и вот думаю вертикал самое оно будет . ММА совсем мало пользуюсь и очень редко и думаю так что лишние примочки и настройки не кому не помешают , только одно условие главное чтобы они работали на отлично.
- 400 ответов
-
- 1
-
-
- технологии
- схемы
- (и ещё 4 )
-
Виктор, сегодня почту открыл и так неожиданно и главное я их не просил,, от Агни предложение и может тебе будет интерес. http://www.agniru.ru/auto_muordb/index.php

-
Может быть с моей стороны не совсем корректно было сравнение . но с динамикой сварочников так и есть в том числе и инверторных . Согласен что известно давно . Что касается применимости к инверторам я думаю да и знаю что и к ним родным применимо и вот некоторые производители об этом забывают . Я конечно тоже в этом не очень , но на практике все это видно и вот выше пример один жжет УОНИ , другой не в какую и не будет. Или вот еще пример , как то ММА на Mobimig180 (Merkle) пробовал и дуга мягкая и не одной запинки даже на сырых и очень старых электродах . Ну и через несколько дней пришлось подваривать петли на воротах Ресантой , так вот одно слово не в какое сравнение с Моби и вряд ли она будет жечь УОНИ ,,, нет у нее такой динамики .
- 400 ответов
-
- 1
-
-
- технологии
- схемы
- (и ещё 4 )
-
Динамика она везде одна и примерно так будет выглядит , мы на запорожце и впереди светофор желтый прибавляем газу но увы динамика дрянь и мы встаем на красный (дуга потухла) и совсем другое дело феррари с ее динамикой и мы проскочили на желтый (дуга горит) и примерно тоже самое и в аппарате . Вот чуток нарыл и довольно сложно , но найду свою книжку и там более доступным языком рассказано. 314____.pdf Metod_eloboryd_cp_e_i_e_eltex_yst_i_sist_kyrs_lekc (1).pdf
- 400 ответов
-
- 4
-
-
- технологии
- схемы
- (и ещё 4 )