selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
И так ищем выход из положения и 4043 тоже не айс для вашего "ящика" , ну и выход очень простой и эффективный , заказчик в дополнение к материалу ящика покупает доп лист АМЦ 2ММ и гильотина РУБИМ квадратики 2х2мм вот вам и присадок и будет полное счастье и ящик "монолит". P.S. Гильотина сейчас не везде и есть , но и здесь выход есть и сварганить ножницы и можно даже проще чем на видео из напильников и без основания и в тиски их и например 2ММ алюминий будут как бумагу резать , да и 3мм почикаете.
- 3 331 ответ
-
- 2
-

-
- технологии
- TIG
- (и ещё 1 )
-
@nik633, А что не так и немного поподробнее .
-
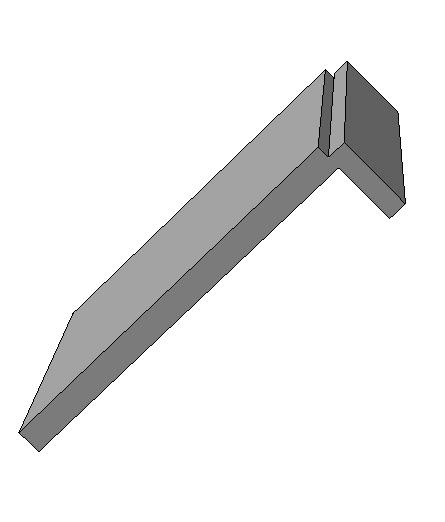
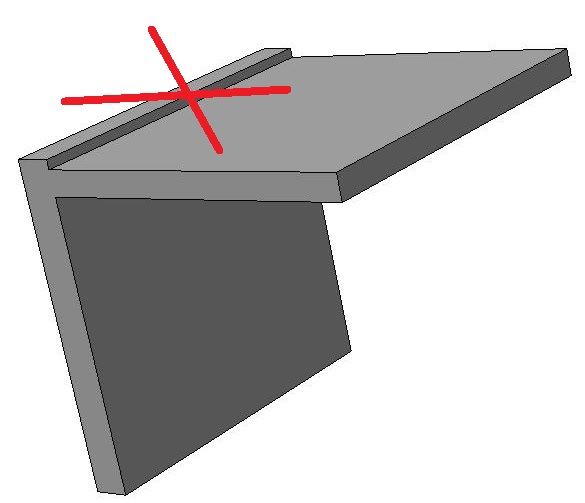
Собирайте только так 3мм и самое оно , будет полный провар с обратным валиком да и поводки минимальны . Обратный валик можно повторно переплавить и очень легко проварить и присадок не понадобится. Как вы предлагаете с фальш отбортовкой , нечего хорошего присадка уйдет куча да и не проварите и из нутри бака будет не проваренная "щель" в кою будет попадать все что угодно и такой бак долго не проживет . Да и поводки при сварки с такой сборкой будут значительно выше. Можно конечно и так проварить , но для этого на листе надо будет сделать "фаску " хорошую и зачем тратить время и силы в пустую. Ну и про присадку 1100 нужна , можно 4043 но я бы не стал для бака она темнеет и т.д . да если еще бак на огне будет. http://aluminium-guide.ru/alyuminievyj-splav-3003-2/

- 3 331 ответ
-
- 10
-
-
- технологии
- TIG
- (и ещё 1 )
-
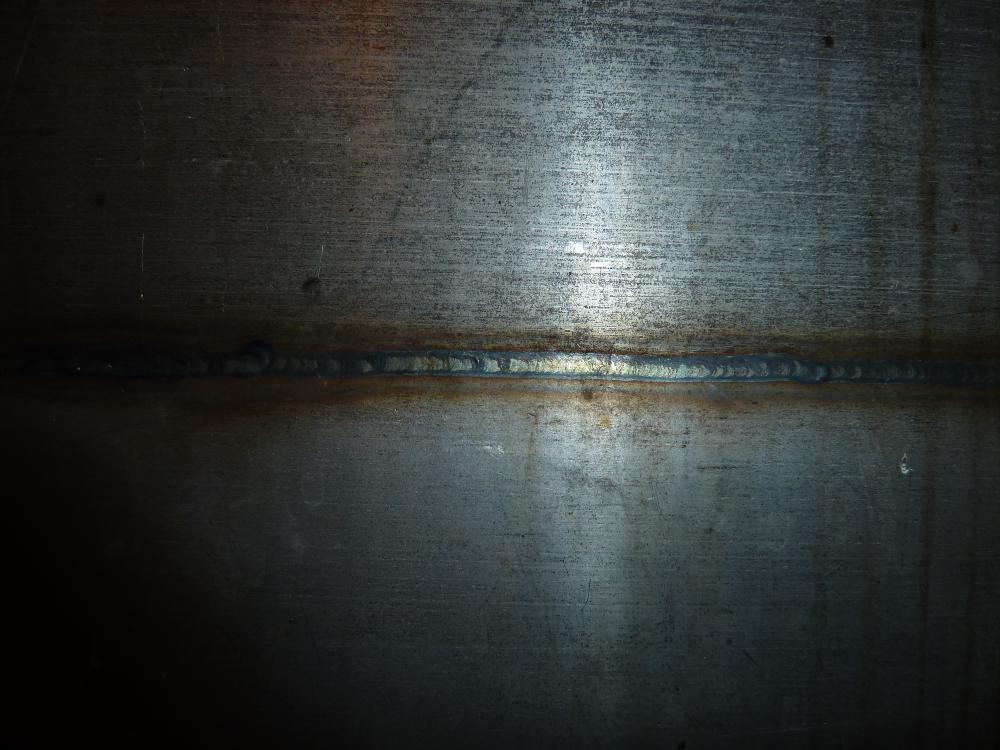
Чем могли P.S. Ну если бы было отработано с советской монументальностью то перегрева бы не было , да он и не может появится если металл полностью защищен аргоном , у вас появляется и значить где то дырявый поддув.
-
Ну тогда надо делать с поддувами и всю технологию отработать до мелочей , может давать остывать впрочем это должен делать аргон иначе будет перегрев. Можно камеру такую купить или что то самому сколотить из чего либо и заполнять аргоном и если хорошо заполнено то и сопло можно не ставить . http://z-master.ru/index.php?cPath=483 Похоже вы не хотите фотки показать а без них гадание на картах.
-
Так оно и есть иначе вакуумные камеры и не делали бы . http://www.el-mech.ru/products/svarka/svarka_62.html Можно камеры с заполнением аргона , но сварщики там как космонавты и платить много придется , да и девушке что в Хьюстоне руководит полетами. https://www.youtube.com/watch?v=nZKFQ1QJUc0&t=1254s
-
Костя , они не виноваты и это нерж такая сегодня . Советская с окалиной годами tachment=159414:P1070808.JPG] . Ну тогда покупное http://metallcleaner.ru/index.php?route=product/product&product_id=89
-
Линзы не достаточно , да и она для титана как каменный век то есть бесполезна и нужна приспособа как в видео + поддув с низу если это нечто плоское , а если труба то заполнение аргоном 100%
-
@Георгий 11, Георгий, я вот этого видео не видел с лимонкой и купил пасту ЕСАБ , ну и опосля попробовал лимонку и могу точно сказать что она быстрее пасты . С пастой на производстве тоже задержка будет да еще какая .
-
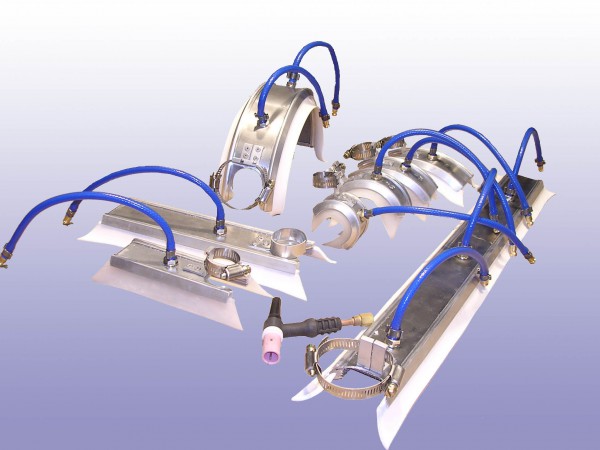
А что вы наплавляете на титан , обычно его только сваривают. Ну и хоть бы фотки выложили как у вас там все устроено , без них вам наверное сам бог не подскажет. Впрочем на титан нужно насадку на сопло коя будет подавать аргон и студить титан уже после прохождения дуги , да и со обратной стороны должен быть поддув аргона. https://www.youtube.com/watch?time_continue=107&v=wU8JshTLqDk
-
Ну да здесь согласен , но я ММА практически не работаю .
-
Леха , идем в Пятерочку или Магнит покупаем кило соли и 2о пакетиков лимонной кислоты ну и далее дело техники и самое главное быстрее чем пастой , дешевле и не вредно. https://www.youtube.com/watch?v=LvSaIs36A8o P.S. Да и забыл сказать что не обязательно блок питания иметь и где то видел видео и ребята обычным сварочным инвертором делали
-
Вот здесь полностью согласен с тобой , но сей момент большинство имеет такое и похоже мода . А масса не докучает ее воткнул один раз и забыл , я вот свою года три точно не вынимал с гнезда.
-
Это не Меркле не переваривает СО2 , это вы привыкли к "хорошему". То есть к смеси, коя делает работоспособными даже аппараты простейшей категории, с двумя позициями напряжения, типа "Телвин" . Костя, в передней части аппарата и он как бы у нас компакт подающий + платы управления и еще куча чего-то , а зад аппарата разгружен и туды воткнули смену полярности и саму массу . Я отнесся к этому нормально и как бы не удобств нет и даже наоборот-впереди нет нечего лишнего.
-
Леха , а все они одинаковы и из одной "бочки" есаб и т.д. , нерж матовую делают и если нерж полированная или просто чуток отблеск имеет то после пасты остаются "белесые " разводы и не очень смотрится , убираются чуток полировки скочбрайт или наждачка 2000 или просто войлок и т.д. https://www.youtube.com/watch?v=XlZOB8-aPr0
-
Мужики, спасибо!!! NIK63 , copich С Днем Рождения!!! Успехов и здоровья!!!! P.S. Ну и простите кого не поздравлял и задним числом примите Поздравления!!! Эх, стареем.
-
@Heavy_Metall, Они наверное пошутковали. Подключай как Алексей tehsvar выше отписал .
-
@SergDemin, Сергей в больших стоят "холодильники" мощные и забирают намного больше да ветродуйки раза в три больше и не одна , на малых ветродуй один да и в диаметре не большой и производительность у него тоже раза в три меньше , да еще минус платы все в притык и места мало , вот почему "промышленные " большие. Что касается мозгов то они обычно тоже охлаждаются отдельным ветродуем и у меня на Меркле 330м есть а вот в 180м не было , в Селко есть , да и на Форсаж 500 тоже есть. И правильно сказал надо смотреть как устроен P.S. Это как ПА и большой у меня вентилятор крутится но почти не слышно , а вот ноут как только нагрузка повыше , вентиляторы взвывают + доп подставка с вентиляторами стоит и под ней кусок люминки а под люминькой контейнер с холодильной камеры подложен и на тройку часов хватает.
-
-
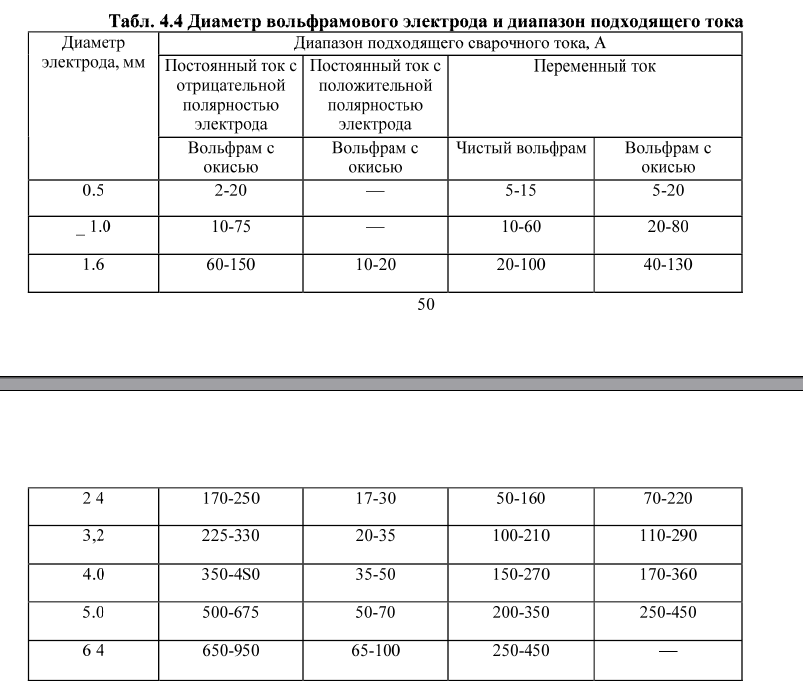
Антон , я знаю как он держал и примерно так это выглядит , шарик в полужидком состоянии да и его диаметр больше чем диаметр электрода и того гляди соскочит с электрода , впрочем что он и сделал на 65А , вот и дуга по сему танцы устраивала . 4ММ еще может что останется от заточки и то я сомневаюсь , а заточка нужна хоть какая для того чтобы дуга не танцевала да и посжатее была для плавления металла . P.S. Моя табличка из СССР книги и ей можно доверять но в меньшую строну , и я примерно догадываюсь почему такие значения и все просто для мех. сварки и там головки и даже цанга водой охлаждались ну и тепло забирали с электрода и в СССР к этому относились серьезно.
- 3 331 ответ
-
- 4
-
-
- технологии
- TIG
- (и ещё 1 )
-
@SergDemin, Сергей , согласен и одновременно не согласен . Работа на полную мощь угробит его быстро и пусть там десять защит будет. Ну и обосную свое не согласие , посмотрите на Миллер или EWM кои за 300 и даже 270 , да и у Виктора Меркле 450, все большого веса и громадины . Да вот даже наш Ево и тот большой ну правда у него 100% ПВ или ПН .
-
Антон , фигня и я того же мнения . Дым у тебя валил даже не от того что макнул , ты превысил допустимые токи (кстати ты не озвучил каков диаметр электрода был в твоем видео) и посему электрод сгорал как свечка и белый дым валил да и электрод наверное покрылся белым налетом. Саня хитрый и опыт он току поставил поменьше и подольше варил не спеша. Антон ты в видео озвучил такое что на 1мм электрода на обратной полярности где то 20А можно . НЕТ и НЕТ 1мм электрод максимум 10А выдержит да и то скукожится до неузнаваемости , ему и 5А обратной полярности будет уже по "горло". В общем смотрите таблицу и она архи не точна , но можно где то брать нижнее значение тока за истину и минусовать от него по 5 - 10 ампер на любой диаметр. И при твоих 55А электрод надо 4мм и то мало и берем выше 5мм а то и 6мм.
- 3 331 ответ
-
- 6
-
-
- технологии
- TIG
- (и ещё 1 )
-
Виктор , на 220 с 200амперами с твоей работой все не зависимо от модели и бренда протянут максимум пару месяцев и повезешь в ремонт. Все эти аппараты расчитаны на кратковременное использование и в основном для автосервисов и ремонтников у которых полегче задача чем твоя , у тебя в основном 200А и продолжительно иногда варишь и запаса по мощности ноль в 200А и долго не проживут. Купи у меня 330 и он вроде весит 36,5кг без катухи проволоки ,,,,,, шучу я он и мне пока згодится и работа будет , Хелви на подхвате . Вот и тебе надо два иметь большой и он у тебя есть + малый на подхват.
-
Сергей , тритон это чудо техники , я вот первый раз ТИГ их увидел и почитал и подумал китайский Selco не больше и не меньше . Но на деле оказалось что китайский Сундук покруче Третона будет. А их ПА там надо неделю настраивать и перестраивать . Что касается Гроверс и по программам он схож с Хелви у одного 30 у другого 34 программы и одно только преимущество "двойной пульс" но его надо на практике испытать как работать будет , что и сделает Виктор и хорошо что будет такой "ТЕСТ". Ну и про деньги и похоже цена примерно у всех более менее сравнялась и бренды подстраиваются под "рынок" http://www.e-katalog.ru/EWM-PICOMIG-185-D3-PULS-TKG.htm
-
, точно и кстати не стоит такую "мягенькую" и ювелирную горелочку "насиловать" обратной полярностью. Да и про аппаратик интересно будет и он хорош , но вот инфы не очень много. Я то поварил таким месяц и знаю на что способен , сопоставим с моим Селко .
- 3 331 ответ
-
- 7
-
-
- технологии
- TIG
- (и ещё 1 )