selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
@Hlorofos, Виктор , на первом видео горизонт и просто импульс , вертикал переключал на ходу ( система HighUP) и двойной пошел? Второе видео DEEParc вроде правильно распознал.
-
@Javert, Можно наверное было взять за место чугунной обоймы под подшипник что то в автомагазине или гаражах БУ . Я как то давным давно делал на Опель - Франтера запаску и родная развалилась , взял за основу подшипника да и сам подшипник ступицу заднего колеса ВАЗ 2008 .
-
 Ну вы сами и ответили на сей вопрос. Какой у вас Форсаж 350й и что там есть ограничения , на моем 500 вроде все до 500А и прямоугольник и синусоида . Синусоида помягче и в основном на тонких или "кипучих" Ал сплавах , прямоугольник ну это сама "мощь" , но можно и на нем так же кипучее и тонкое и большой разницы не видно для "бывалого" а вот "новичок " может и почувствует .
Ну вы сами и ответили на сей вопрос. Какой у вас Форсаж 350й и что там есть ограничения , на моем 500 вроде все до 500А и прямоугольник и синусоида . Синусоида помягче и в основном на тонких или "кипучих" Ал сплавах , прямоугольник ну это сама "мощь" , но можно и на нем так же кипучее и тонкое и большой разницы не видно для "бывалого" а вот "новичок " может и почувствует . -
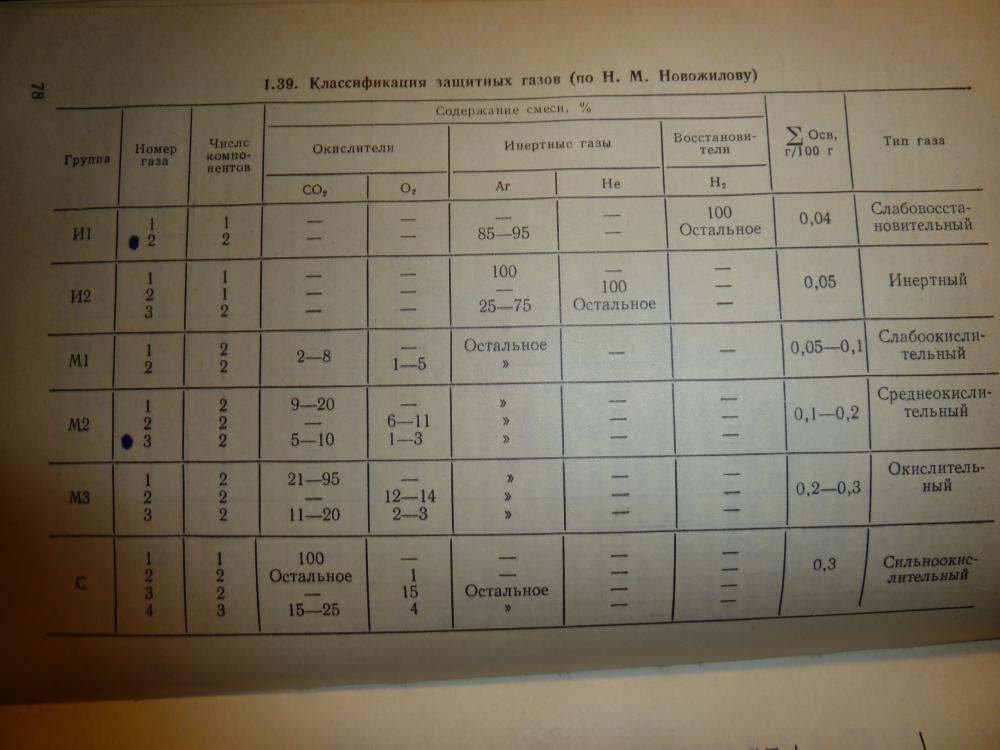
В общем позвонил и опечатка (профессора тоже ошибаются) смесь НП 1,2,3 под нерж , под Ал НН-1 и НН-2 с инертными газами Ar x He. Поговорил и очень толковые мужики, сказали исправят это дело.
-
Андрей , как угодно и я не против перенеси и там думаю полезнее будет.
-
А он нужен вам шарик то , вот мне он не нужен и чем меньше тем лучше и дуга и управление ею и провар и шов лучше . Большая частота это показалось что в ней жестче и просто звук портит картину и обманывает. Синий ну нормальный электрод , правда я на WZ-8 (белый) подсел и он мне больше нравиться.
-
Да вроде все нормально с настройками . Да бывает от металла зависит и у меня также бывает не зависимо от аппарата и на Селко и на Форсаж и на Евоспарк когда был на тесте. Вот если дуга жестковата кажется мне , то можно добавить частоту тока до 100гц или поболее и все сглаживает. P.S. Добавлю на таких бортиках можно аргону добавлять так как защита сложная и бортик ее раздваивает и может быть мизерный подсос воздуха и дуге это не нравиться , а нам кажется что она жесткая и не так работает . Да и на таких буртиках дугу надо покороче держать.
-
@Hlorofos, Да согласен и потом там гелий во главе и неизвестно что он творит . У меня уже гелий на исходе баллон и где то 20ат , но обязательно поменяю если кончится . Виктор прикупи себе тоже гелия на всякий очень "трудный" случай и у тебя их на твоих ремонтах много , да и хлеба не попросит но выручит когда надо.
-
Может по всякому быть и если звук (треск) издавать будет сразу после сварки или даже во время ее то считайте что уже лопнул , если молчать будет как партизан то может и послужит но сколь не ведомо и только время покажет. А что за деталь то и почему ПА и обычной проволокой?
-
Скорее конечно есть ну да ладно бог с нею. Но я все не как не успокоюсь про видео Kemppi 200 где он варит нерж и нет там струйного и хоть музыка играет но К.З. слышно явно. Так вот я свой бывший Mobimig 180 вдоль и поперек перекрутил с нерж и программка у него есть и в ручном да и варит но так скажем посредственно и даже чуток ниже и швы с окалиной и так далее . Но нашел я все таки статейку про смеси и все сразу встало на свои места и ясно как белый день с какой смесью варила мыльница Kemppi200 и эта смесь НП-1 кстати и американец с Есабом ей же варил. Вот и выходит купите такую мыльницу а варить она нерж путем не будет и претензий не примут скажут используйте правильную смесь . http://www.intertehno.ru/articles/c4/31/ Но это ладно и удивило меня в статейке другое , Виктор ВНИМАНИЕ сварка алюминия с теме же смесями НП-1 , НП - 2 , НП-3 и они конечно больше инертных газов содержат Ar и He но есть в их составе и СО2 мало конечно в % но есть . Вот и чешу лысину и думаю опечатка аль нет и завтра позвоню и что скажут , фирма то серьезная и давно на рынке с конца 90х да и не один завод оборудовала своим оборудованием .
-
@Weldermax, Раньше и диски другие были и они могут да и отличаются составом сплава . Фотки сваренного если можно и диск еще у вас .
-
Вот вам стоило не надписи показать , а то что сварили , разделка -очистка , подогрев был али нет , ток ,пред газ , баланс тока , пост газ и тогда бы совет получили , как сделать чтобы не закипал ну а присадка я думаю 4043 подойдет да и 5356 думаю тоже примет .
-
Вадим , я на это не смотрю как то так . Конечно плохо когда не заполнено все , но увы может не хотят а может забывают
-
@Javert, Все зависит от чугуния и если он стерпит такое то хорошо и вот в моей практике такой попадался на выпускных коллекторах ДВС и работало годами , но больше все же попадается такого который не стерпит сее.
-
@Graff_1, Не , ну я же отписал что есть в 7ХХХ серии кои варятся с успехом . Да если есть на подрамнике заводская сварка значит сваривается , и вот только одно НО я бы на машине не стал варить .
-
Томский университет полуавтоматическая сварка томский университет.pdf
-
Можно баллон купить ацетилена и хватит на долго . У меня лет 5 стоит и еще пол баллона есть , вот поеду менять а он уже просрочен и денег сдерут лишних
-
@Hlorofos, Виктор , ну хорошо что сказать , тебе бы гелий подмешать и попробовать. Кислород какую то функцию выполняет и по сему разные смеси для разных задач. Гроверс 200 как приедет дай знать и тогда договоримся по Хелви200. Вот вчера терзал инет и от Есаб чуток есть про газы сварка нерж.pdf http://www.smart2tech.ru/vybor-svarochnogo-zashchitnogo-gaza Вот интересно и читайте , сюды не загрузился размер не тот и по сему здесь. http://websvarka.ru/talk/blog/90/entry-273-poluavtomaticheskaia-svarka/

-
@mehanik1102, Не каналы конечно не зальешь , а зальешь то все уже не вычистишь и тут только хорошая подготовка с выгрызанием кариеса до бела и сварка . Я про гильзу имел в виду и чтобы глубоко не лазить горелкой да чугун не отбеливать .
-
Эдуард , понял и на фото не совсем видно. Вот только еще сейчас вспомнил технологию "водомоторников" и они так на ДВС двухтактниках изменяли кардинально геометрию продувочных , выхлопных, впускных окон. В общем так разделывали окна шарошкой и насверливали отверстий как попало и под разными углами ну примерно 5-8мм в диаметре и глубиной 3-5мм , плавили люминь и в предварительно нагретый цилиндр или корпус цилиндров до 250 градусов заливали люминием , ну и остывание и после работа по формированию нового канала , и заметем не чего не варили . В вашем случае , можно было бы разделать по больше и думаю засверловка не обязательна и нагрев блок залить люминием , ну и после остывания градусов до 100 пройти место где залито сваркой или еще лучше дать остыть полностью и разделать чуток шарошкой и подварить и все герметично и прочно должно получится Но это уже можно на следующем блоке попытать или на "кошках" если есть старье.
-
Высокопрочный сплав 7ХХХ серии , и не все из этой серии варятся и нужно циферки добавить чтобы определить . http://alum-center.ru/bot/04_support/alloy.shtml P.S. Не когда не варите на месте , срочно ехать есть сейчас эвакуаторы и т.д. и если умудрились сломать то извольте и потрудиться и снять сее для сварщика в тех центре или сами не важно. И получится так что вас и обвинят в этом так как на машине сварить качественно не получится и она опять где то встанет и "ехать нельзя" и хорошо если просто встанет а то и улетит куды .
-
А что сказать то наплавил и хорошо но на последней фотке вроде и чугун затронул в верху . Ну и по технологии , стараться на чугун дугу не пущать и особо не греть его а греть люминь что бы растекся по периметру гильзы. Вообще такие блоки уже меняют и кариес у вашего глубок . Вроде где то видел один раз гильзовали такие , расточка старых и вставки "тонкостенные" вставляли.
-
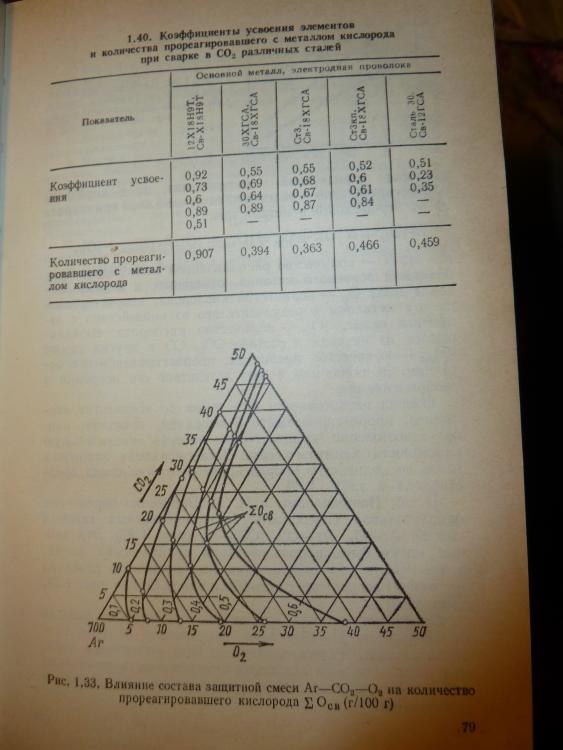
В общем прочитал все и цитировать очень много и отвечу так. Виктор , да не дотянет Кемппи 200А до струи да еще с нерж и по твоей же диаграмме струя начинается после 200А . Что касается Cold режима то он на 100% отличим от короткой дуги и есть видео , искать не буду. И навряд ли китайцы имеют его. Deep или как у EWM Force тоже отличается от струйного и кардинально узкая дуга, и вот мой когда Deep издает пищащий звук и при обычной "струе " его нет. Ну и посмотрите вот у этого есть чуток дуги в замедленном действии и интересно. https://www.youtube.com/user/clebermq/videos Ну и что касается сварки нерж в СО2 , я против этого , и вот кто дома и для него можно наверное но я бы не стал и выше выложенные швы их бы распилить и посмотреть , металлу много и даже очень но шов 100% брак, ну и вывод намешайте сами смесь если нет в продаже и пусть она будет не точна но она смесь и сделает свое дело на нержи , вон американец и то мешает через обычный тройник а у него возможностей куча . Вот и вчера с аэро-трубой рассказал и у них Свароги 300А , но приехали за импульс-помощью и все ясно как белый день кто то подрядился на это и думал а что нерж и черняга схожи и разницы при сварке не будет , ну и лоханулись и видимо заказчика их швы не устроили по всем показателям. и вот что говорит EWM b и я им верю ColdArc&ForceArc.pdf ну и Merkle в унисон вторит им и тоже верю , обе фирмы серьезные и их бы уже давно покрыли трехэтажным если бы это было не так DeepArc.pdf
-
@Lavr, Вячеслав , это понятно но сейчас по нынешним временам технологов почти нет хороших или они так относятся к своей работе , а начальству вообще до лампочки все и редко где изучают чем и как. Вот как то года два назад приезжали и просили чтобы я со своим Меркле помог сварить им Аэро -трубу продувочную из нерж 12 метров длиной и высота 5метров и обещали 10 помощников и денег кучу . Не поехал во первых 250км , да и возраст у меня не тот уже. Но спросил их что ваши сварщики не справляются ,,,, да не выходит у них не хрена купили им Свароги 300амперные и не варят они как положено . Ну и порекомендовал им купить импульс ПА отправить сварщиков на 2х недельные курсы по таким ПА и т.д. Не знаю сделали так али нет , но вот вам пример начальство купили и варите как хотите , вот по сему еще и не поехал потому что могут и надуть опосля с оплатой - начальство и я уж как нить дома потихоньку и полегоньку и сам себе технолог и начальство. Сергей , в аргоне еще согласен а вот СО это издевательство над ПА и собой и не знаю может кому и нравятся "хлопки-стрельба" , я этого просто ненавижу и люблю чтобы ПА пел монотонно и звучно.
-
Это понятно и я немного про другое , и вот по русски сварка нерж в СО2 на 200амперном аппарате будет примерно сравнима с плохо отлаженным и изношенным советским мопедом - два метра едет , потом стрельба с глушителя и снова едет метра три и опять стрельба и тормоза и снова два метра рывок и т.д. У нас когда мы были пацанами , мужик так ездил на работу и с работы и починить западло , вот если кто из сварщиков хочет "ездить" так же то 200А аппарат , СО2, нерж и наслаждайтесь.