selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Саш , у тебя Кемпарь и у него дуга хороша и редко "танцует" не хуже Селко и т.д. и короче дугу держи (вот здесь и нужны глаза) и прыгать не будет. Ну и конечно почаще тренинг.
-
Под запрессовку согласен с точностью , под сварку не критично и +, - 50градусов и я вот под пушкой грею и думаю около 150градусов набирает ГБЦ на большее пушка не прямого нагрева вряд ли способна

-
Спичку (только не серой) поджимаем к нагретой ГБЦ на 3-5сек и если начала темнеть то температура где то около 200г , ну и наверное дешевле нет способа .
-
Александр , получилось но результатом не очень доволен и надо лучше да и можно , но увы уже глаза не те и подводят.. И так от нескольких аппаратиков результат.. Kemppi 3300AC/DC- MIX режим Selco2200AC/DC MIX режим. Evospark 500AC/DC
-
HF это здорово но и Lift тоже нужен и главное что бы оба поджига работали отлично . И не на всех так есть и у некоторых только одно название LIFT и замучаешься чиркать и электрод точить , но если все отлично отработанно производителем то поверьте электрод остается не тронутым LIFT и имеет такую же заточку после поджига как и с HF поджигом. Вот и 8мин видео.
-
Да была естественно и там дамы в основном работали и весьма интересные . По последнему слову все сделано было чистота на окнах и не только цветочки и т.д. Да че говорить гальван цех и невидаль , на заводе были и роботы не хуже нынешних МАНОВ и лазеры и ЧПУ и многое другое собственного изготовления и завод оторвался намного вперед 20го века , но горбач и перестройка все погубили. надо часть раствора для травления на хим анализ тогда будет понятно Леха если бы знать куды отдать и может в Электростали и есть 100% но надо искать "двери " туды и в общем проблема.
-
Ой и не знаю что это. Уже не работал на заводе и ТИР315 купил и понадобилось сие , то есть травить и осветлять. Так вот начальник охраны знакомый и на час меня пустил на завод и под травление "хорошие девушки" дали пару банок и сказали там смесь в % не кретична и все на глазок. А вот осветление сказали сложно и дома не намешать и налили готового раствора 5литров и на 15лет хватило. ТРАВЛЕНИЕ ОСВЕТЛИТЕЛЬ P.S.зАБЫЛ совсем и опыт был , как то раз намазал "осветлением" медный радиатор от авто и сам испугался пошел "медный " густой дым от него и главное зимой -5 градусов , в общем бросил я радиатор на улицу и думаю буть что будет и курить ушел . Немного опосля выглянув смотрю дыма нет и подошел,, радиатор "бачки" черные и взял облил их теплой водой и о чудо медь в первозданном виде и паял даже без кислоты бачок.
-
@Точмаш 23, Да нет не нужное это все и если "химия" хороша то можно вообще не чем не трогать и так осветлится все и если состав подогреть градусов 60 и у меня холодный 20гр и чтобы быстрее кисть пару раз проведешь и достаточно . Кстати вот у меня сине- зеленый (обманчив на цвет) состав осветляет все начиная с Д16, АМГ , АК и он универсален и не поверите ему лет 15 не меньше и взят еще с родного завода , но все лофа кончается и у меня почти его не осталось , завод уже давно не работает и придется что то придумать.
-
Да они родимые, и где черное из нутри там снят шабером полимер и то есть она протравилась . http://aluminium-guide.ru/alyuminievye-banki-pererabotka-loma-v-novye-banki/#i-2
-
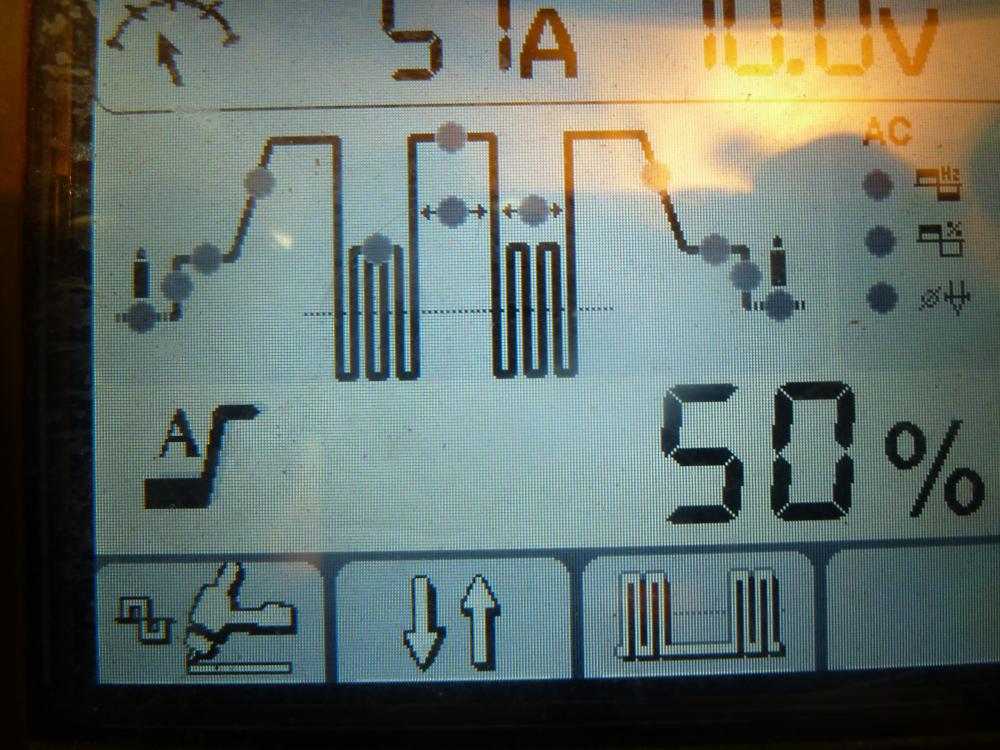
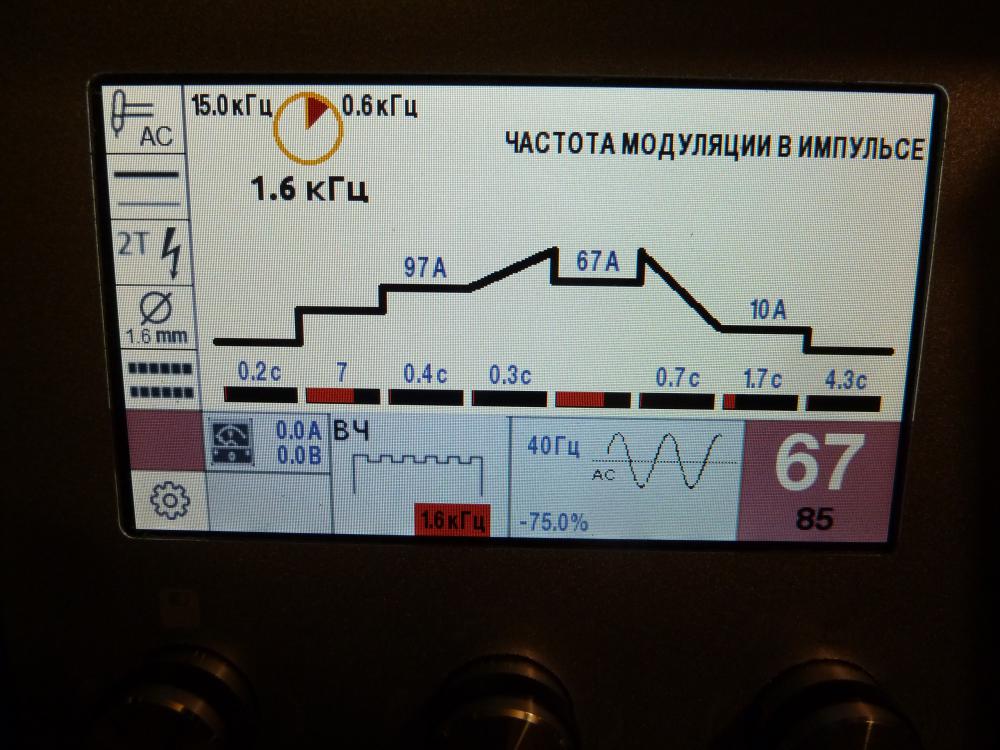
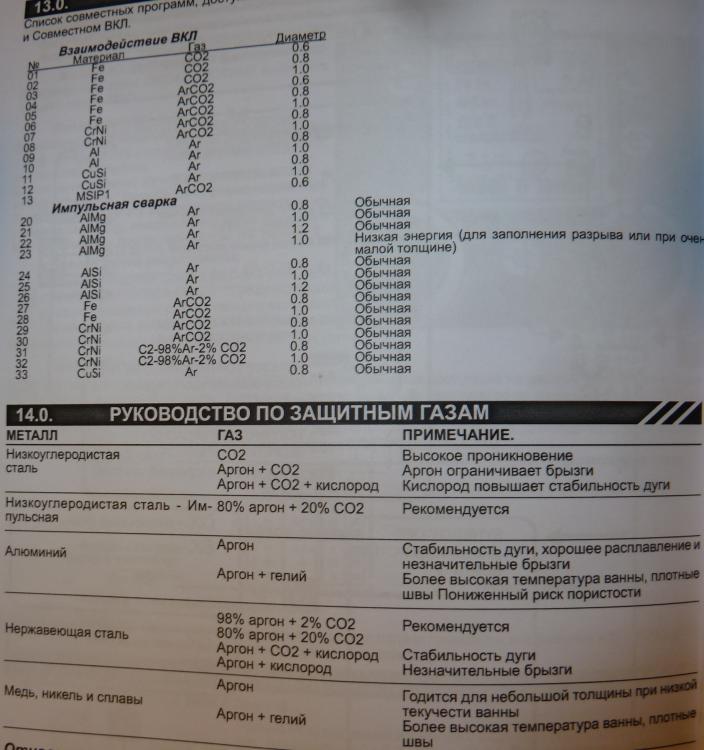
 Игорь конечно ТИГ хорошо но и ПА (хороший) совсем не уступит на кузовщине тем паче с ним намного проще (не мне ) чем с ТИГ начинающим но надо прежде изучить ПА в доль и поперек на что он способен . И не надо даже двойного импульса и вполне хватит и одинарного , тем паче что кузовщина ремонт особо длинных швов не нужно. Вот и Хелви 220 ТР сгодится да чо сгодится классный аппарат для этого и будет просто не заменим в таких работах . Вот 23 программа под "малую энергию" и почему то с 1мм проволокой и лучше 0,8мм было бы и может хорошо но я ей пользоваться не буду и на кузовщину бы включил 20 или 21 и сам бы подобрал что мне нужно , а нужно много (относительно) ампер чтобы не было в начале брака (с 23 ограничения по току и может быть брак) ну и 2Т режим и мои глаза и ложим шов какой надобно мне, остальное "мистика".
Игорь конечно ТИГ хорошо но и ПА (хороший) совсем не уступит на кузовщине тем паче с ним намного проще (не мне ) чем с ТИГ начинающим но надо прежде изучить ПА в доль и поперек на что он способен . И не надо даже двойного импульса и вполне хватит и одинарного , тем паче что кузовщина ремонт особо длинных швов не нужно. Вот и Хелви 220 ТР сгодится да чо сгодится классный аппарат для этого и будет просто не заменим в таких работах . Вот 23 программа под "малую энергию" и почему то с 1мм проволокой и лучше 0,8мм было бы и может хорошо но я ей пользоваться не буду и на кузовщину бы включил 20 или 21 и сам бы подобрал что мне нужно , а нужно много (относительно) ампер чтобы не было в начале брака (с 23 ограничения по току и может быть брак) ну и 2Т режим и мои глаза и ложим шов какой надобно мне, остальное "мистика".
-
+++ и еще плюс и разнотолщинность о во сколь раз сложнее . Нго баночку надо зачищать хорошо и здесь у вас брак , надо и с наружи и из нутри и внутрях хуже краски что то и похоже на какой то полимер и лучщий вариант шабером его , если этого не делать то сварке будет здорово мешать .
-
Вот как раз щелочь и создает черный налет на дюралях сплошняком на АМГ по торцам но может и тоже сплошняком , на АК серый цвет ближе к черному и тряпочкой сие не сотрешь и под каждый свой осветлитель . Осветляют азоткой или вот еще состав и то под амг он не годится и Теперь о том надо осветлять или нет и тряпочкой не сотрешь , и однозначно надо иначе шва не получится качественного .
-
Не ну вы здесь не правы . Ну во первых у Кости это боевой конь и он его кормит и как же без него сварочное и прочее на себе на выезд не потаскаешь. Во вторых ну не делают сейчас таких машин в кои можно загрузить как в грузовик , не конечно есть аналоги но цена их да и в новую будет жаль баллоны и так далее грузить. И подварит подкрасит и боевой конь еще побегает и как говорится "старый конь - борозды не портит"
-
Почитал все. И скажу тонкое и супер тонкое надо тренировать себя и тогда к радиатору или сотам будем подходить смело как к 3мм "железяке и руки трястись не будут. Ну и немного про банки и если сваривать дно к дну и выше жаловались что дуга гуляет то вот вам видео и 6061 это делает замечательно правда с вращателем я варил без него. https://www.youtube.com/watch?v=Oq6ENYc55H4 Держим как можно короче дугу и она не будет гулять . На сувениры это идея и что то я об этом не подумал и возьму у меня есть сваренные банки в магазин инструмент и может выменяю на что подходящее . От аппарата многое зависит и главное частота переменки и чем выше тем проще да и импульс тоже хорош. Форсаж Ево 350 P.S . С обрезанными донышками в стык сварить практически не получится так как одна банка побежит в низ другая вверх то есть их поведет и сварить можно но надо во внутрь вставить вставку плотненько . Можно сварить и так но поводки и прочее шов будет страшный и не красивый . В нахлест можно но опять короткая дуга подбор параметров на аппарате . И лучшая тренировка отрезаем донышко чистим и к основанию 3-5мм вот здесь искусство а главное тренинг тонкое к толстому и он всегда в жизни пригодится.
- 2 831 ответ
-
- 10
-

-
Не пугайте парня и все получится. Я их переварил этих капотов много и все получается. А вот на счет засады и как же без нее в нашем деле и вы хотите чтобы горелку поднес и все сварилось. А нет и я всегда делаю акцент на подготовке Ал сплава да и остального тоже и как подготовишь так и сваришь и если подготовлено хорошо и на нее уйдет львиная доля времени то на сварку макс 5-10 мин. , если подготовлено плохо и времени подготовке уделено 5-10мин то сварка может растянутся на часы и качества не будет . P.S. Капот и его усилитель подорваны и по сему имеют некую свободу и можно что то временно подсунуть увеличив зазор ну и шаберок или еще что подходящее и вычищаем грунт, еще лучше маленький пескоструй и он выбьет грунт .
-
В общем можно и 5356 и 4043 и попробуйте капельку поставить то и то и смотрим что треснуло , но в принципе не чего не должно треснуть с обоими и все сварится . Но на всякий случай проба должна быть и выбираем то что не треснуло , ну и еще раз повторю что обои должны держать и трещин не будет. Смотрим первое сообщение и вторая фото и капот и боковины (сплав 6000серии) 6060 и другие только небольшие вариации ее . ну и смотрим сюды http://aluminium-guide.ru/ekstruzionnye-alyuminievye-splavy-v-avtomobile/
-
Не полопается и немцы знают что делают . Впрочем и наши лыком не шиты да и нагрузки у этой машины не сравнить с АУДИ и не лопалась https://www.youtube.com/watch?v=lgHnwNXYNJ4
-
Он в дуге температуру увеличивает . На поддув применяли по видимому варили в позиции 1G и гелий легче воздуха и поднимается прямо к обратной стороне шва , аргон тяжелее , но это надобно смотреть как поддув устроили. Газы http://websvarka.ru/talk/files/file/861-gazovaia-azbuka/
-
Вот несколько видео . Кузов АУДИ по частям https://www.youtube.com/watch?v=OxiDrk6_eHo&t=27s Ну и сваривают сейчас их немцы в основном лазер и точка https://www.youtube.com/watch?v=ZAZ0jG6--Vw Но некоторые и наверное эксклюзив варят в полне обычными средствами и главное стерильность https://www.youtube.com/watch?v=dRSbrXfC6Io
-
Все верно и правильно , но затянулся "процесс" покупки и уже по второму кругу пошли. . Нужен сервис хороший и гарантированный то Гроверс и к Алексею . Если настройки крутые то тут огромный выбор от Форсаж до Селко . Если подешевле то можно БУ и даже можно "дождаться" бренда . Ну и решение за хозяином P.S. Ну и сломаться может любой и на это потребуются секунды , полумост и мост, тяжелый и легкий , бренд и не очень . И нам только остается молится чтобы такого не случилось .
-
Дмитрий в точку наверное . Во смотри с брошью и рассуждает вроде правильно , но на самом деле лонжерон грязный приваривают да и не показали швов . А это лонжерон несущий и он должен быть подогнан и очищен как у кот одно место. https://www.youtube.com/watch?v=jC3LNMGb9D4&t=19s
-
@konstantinXX, Костя с Днем рождения !!! Кто бы сомневался .
-
Алюминиевый кузов легкового авто.
selco опубликовал тема в Сварка в ремонте автомобильного транспорта
Алюминиевые кузова легковых авто и из чего состоят и чем ремонтировать. Пишите что знаете или уже что делали, и что найдете на просторах , показывайте . А то вот люди спрашивают чем какой присадкой заварить , а темы такой у нас нема , а в кузове полно всяких сплавов и думаю будет интерес всем. http://aluminium-guide.ru/alyuminievyj-audi-a8/
- 42 ответа
-
- 18
-
-
http://websvarka.ru/talk/topic/10443-svarka-aliuminiia/ А это общее и самое ценное и вряд ли где найдете в книгах http://websvarka.ru/talk/topic/5013-faq-po-tig/
-
А черт ее знает , и вот стояла 430 - 2мм в бане и всего 2года и прогнила по швам да и не только насквозь . http://websvarka.ru/talk/topic/1223-nerzhavejka-1/?p=269700 Варить нерж присадкой уже нет смысла и 430 повторного шва на гнилом не терпит- будет трещать в любом направлении и не обязательно параллель шву, и по сему CuSi3 http://websvarka.ru/talk/topic/1223-nerzhavejka-1/?p=270128 А вот я варил 430-3мм с поддувом и правда швы травил и тоже в бане в деревне и недавно хозяина видел говорит все нормально и ржи нет. http://websvarka.ru/talk/topic/1223-nerzhavejka-1/?p=230648. Но вот еще пример правда марок нерж не знаю Советская и стояла в бассейне и у меня валяется лет десять , и намека нет на ржав. и даже шов не мой но и не обработан но он выглядит как будто его вчера сварили А это современная из Черноголовки газ-вода (пищевая) и принесли кусок новый и после года или чуть больше лежания в гараже все в жучках и без всяких швов.