selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Близко к цели , но проволочка в руках не лазер а скорее всего какой нить припой малотемпературный вот им и искрят. Но как Сергей сказал , "чихать не рекомендуется". Ну а по большому счету да ручной лазер и есть видео (поищите) как буквы клепают им . https://www.youtube.com/watch?v=3b84tInc_iE https://www.youtube.com/watch?v=UymrcBL6cyE Лазер тоже будет не дешев да и геморрой и с ним может приключится . Вообще не вижу проблем да тем паче 1мм нерж (она толста можно и тоньше ) , ищете хорошего аргонщика платите хорошо и он вам все что угодно от китай иероглифов до египетских сварит и не каких гемороев .
-
 Про цену не знаю да и рама простая просто повторяет контур заводской ну и где пружины там косынки подставили вот и все. Про тяжесть да не заметит клиент ее и так же будет в гараж толкать и сколь будет тяжелее 10метров а то и меньше проф весит на вскидку кило 30 или чуть больше . Да и думаю как вы если диагонали то вес не меньше поднимется.
Про цену не знаю да и рама простая просто повторяет контур заводской ну и где пружины там косынки подставили вот и все. Про тяжесть да не заметит клиент ее и так же будет в гараж толкать и сколь будет тяжелее 10метров а то и меньше проф весит на вскидку кило 30 или чуть больше . Да и думаю как вы если диагонали то вес не меньше поднимется. -
Как это не нужна. Был похожий прицеп правда на пружинах и покупал тоже "крученый" и теже п профили не новый (это сейчас их как грязи а раньше дефицит) . Сняли кузов , кручение убрали но кузов ставить не стали . Купили проф трубу 50х30х3 и сделали такую же раму из них от дышла до хвоста, поставив профиль на "ребро" ну и положили на заводскую свою раму и приварили швами по 70мм через 250мм ну и прикрутили кузов. Кузов приподнялся на 50мм но это практически не как не мешало, ну и возили на нем все от песка до бетонных блоков и прослужил лет 20 без нареканий.
-
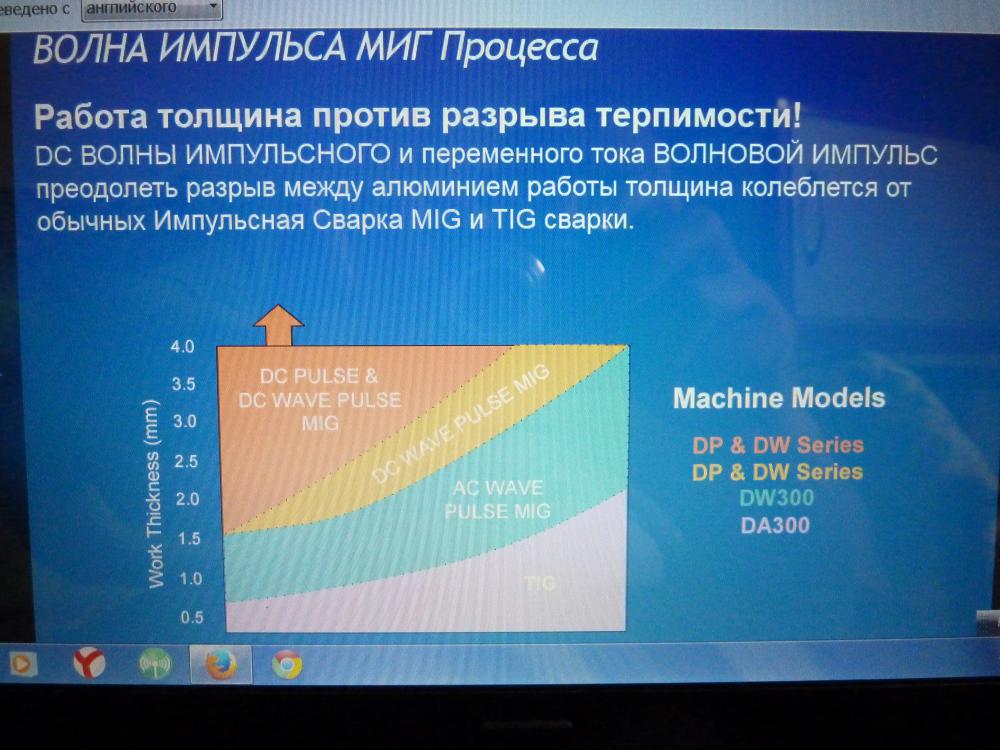
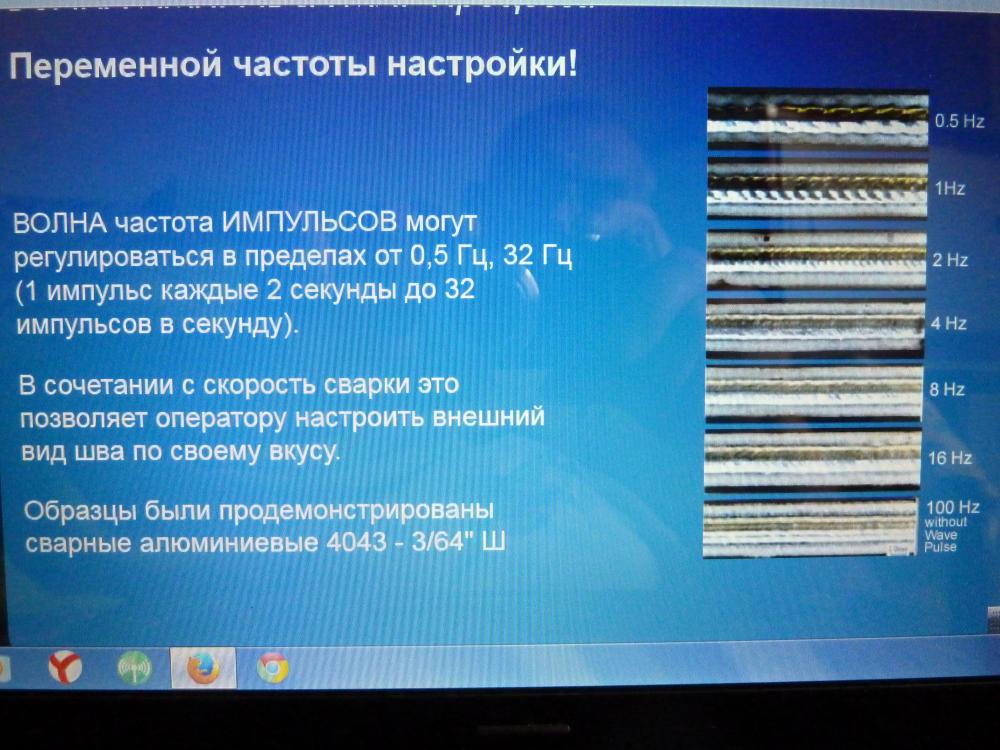
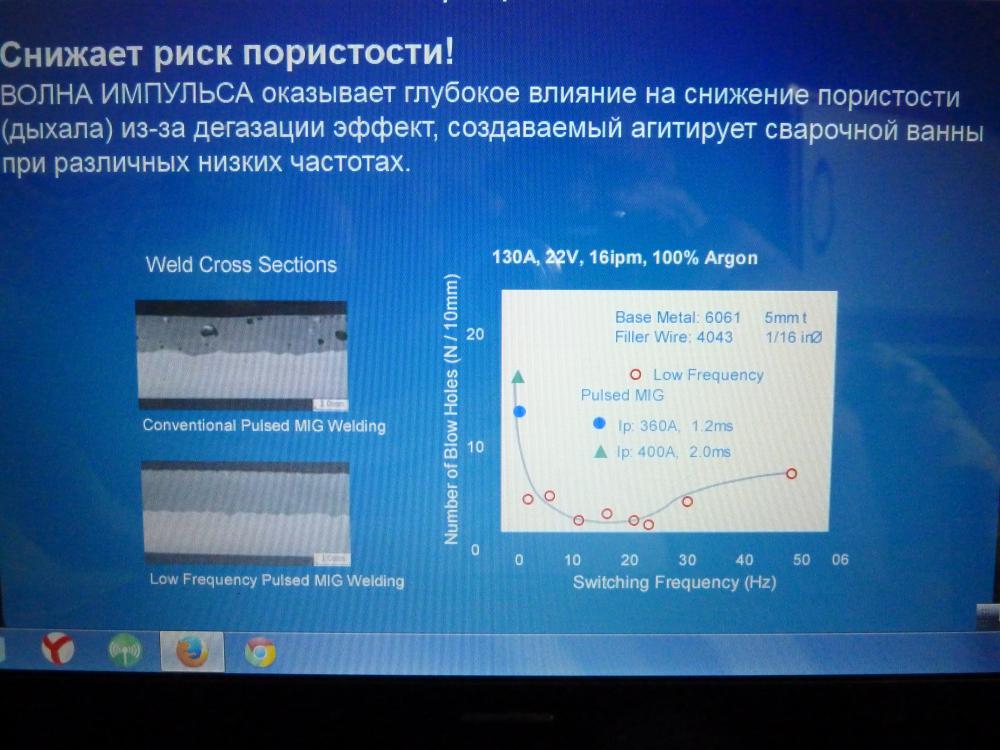
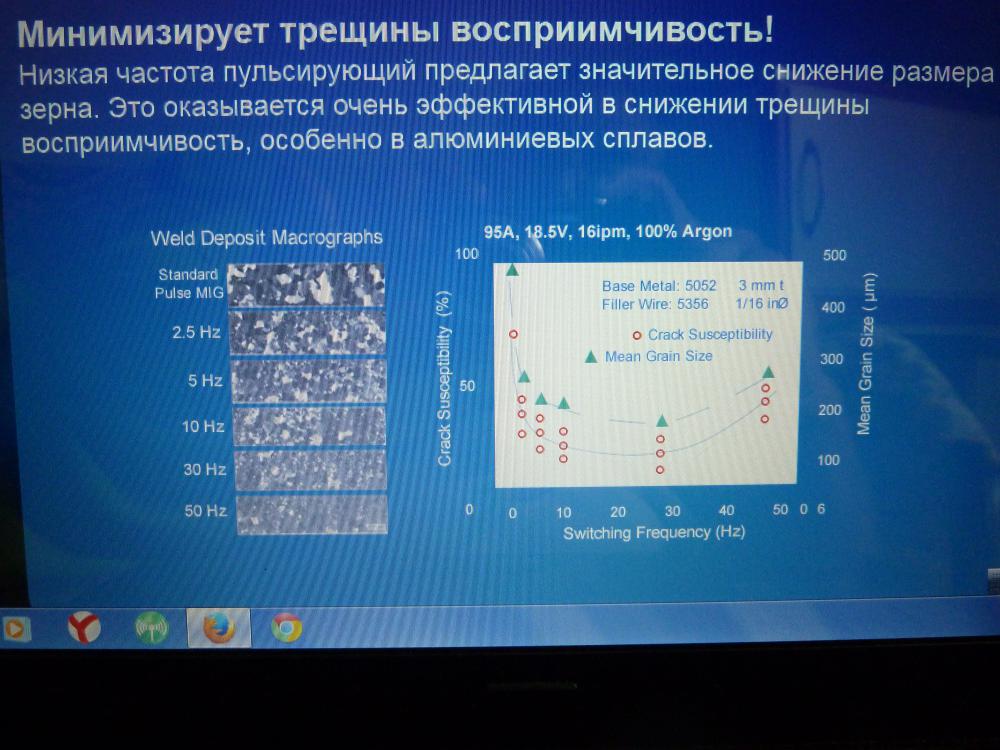
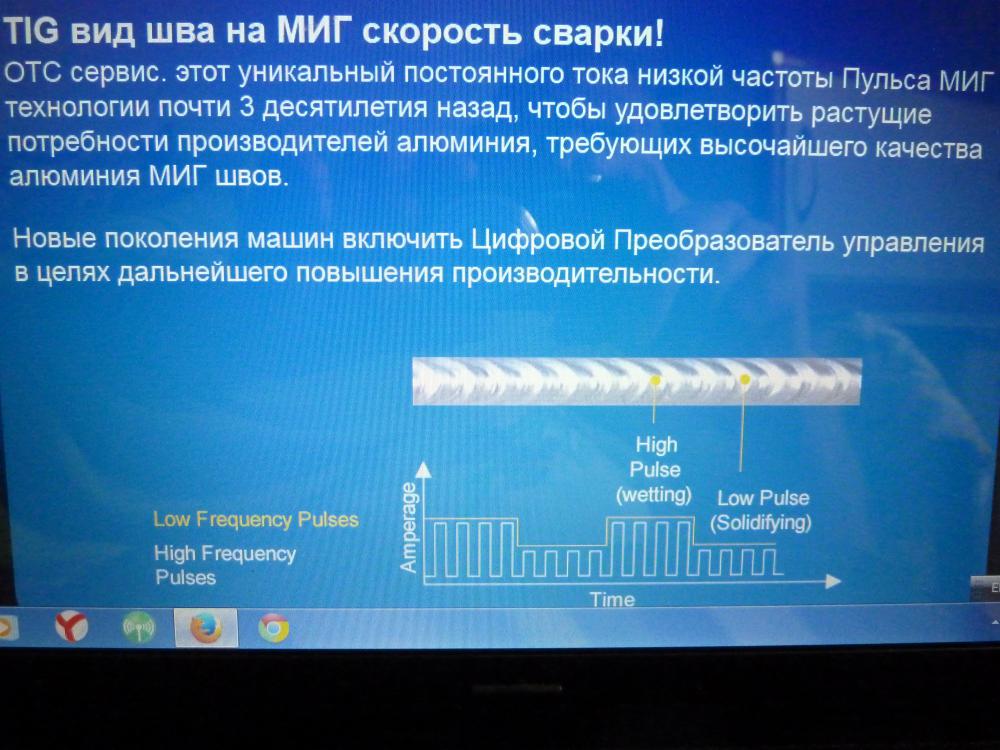
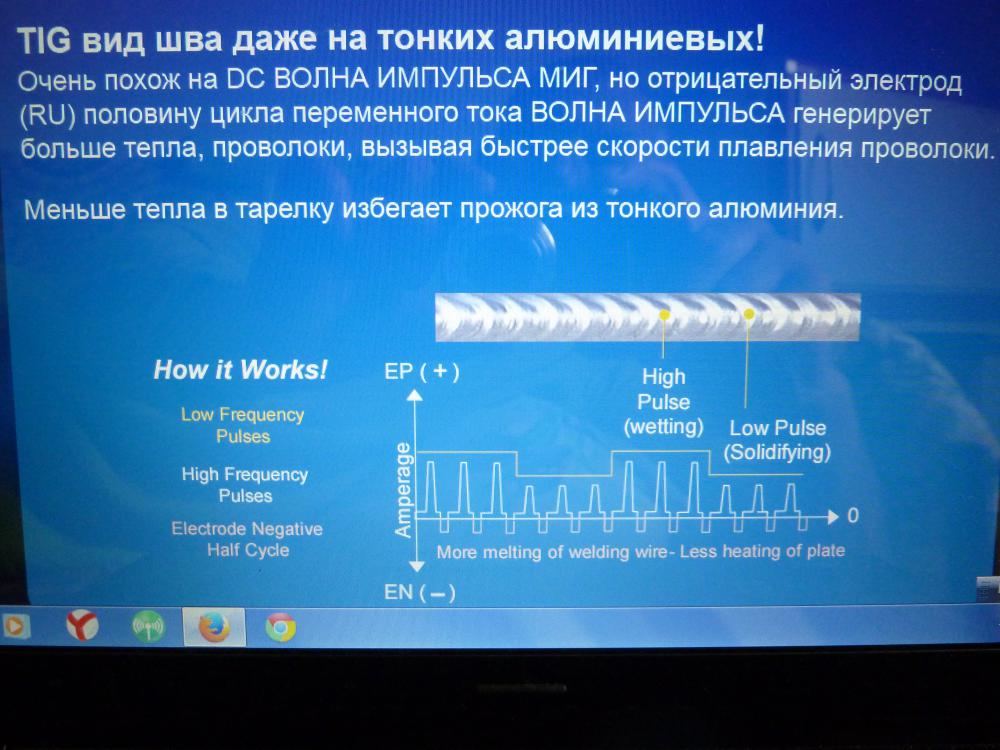
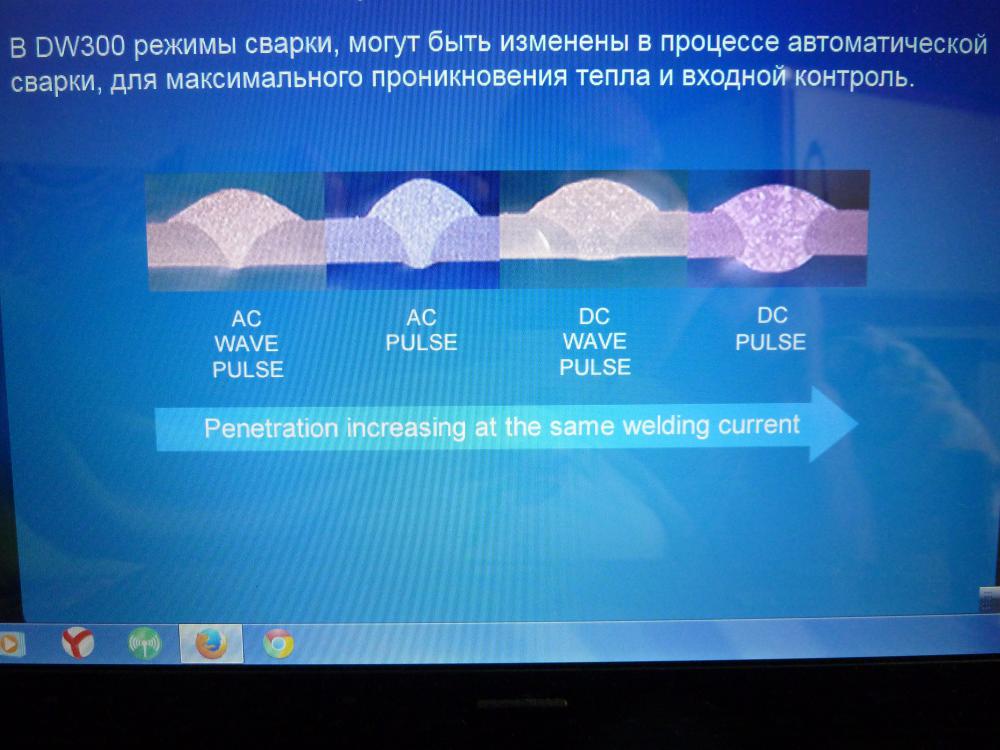
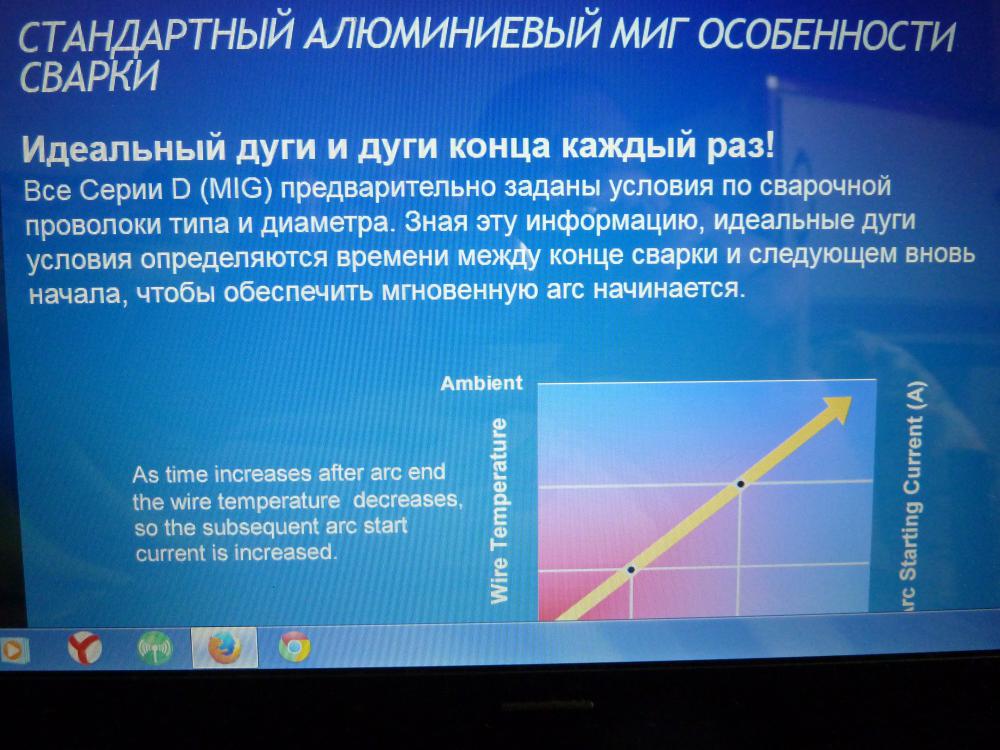
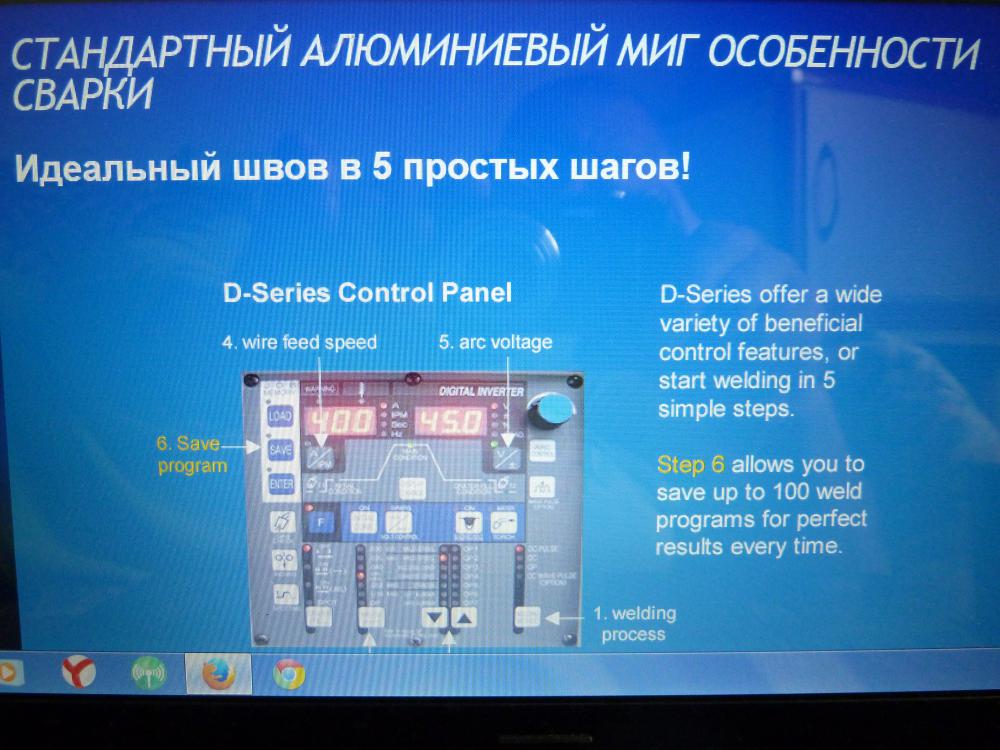
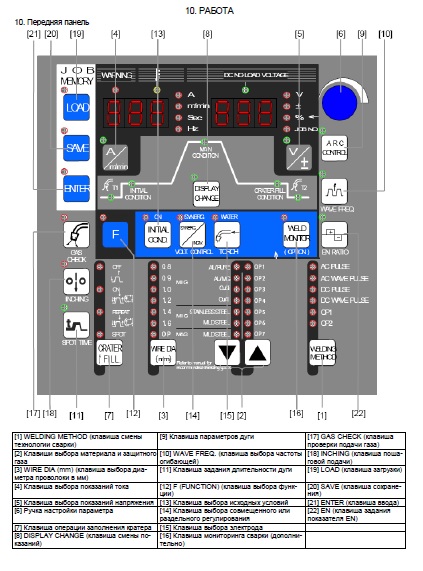
Виктор ну в принципе заточен под тонкое и как бы от 0,6мм и выше и думаю с 10мм справится на все 100% Вот он там собрал из Lincoln " комплектующих систему" свою и нет у Lincoln такого готового решения и варит у него но не то , хотя был здесь человек под ник Демонстратор который мне хотел сее чудо показать то есть приставка Lincoln к ПА с АС током но увы. Что касается Дайхен и мы с Михаилом пробовали http://websvarka.ru/talk/topic/10310-weldex2017/?p=302053 ,ну чо сказать Дайхен в переди планеты всей по ПА брызг да каких брызг даже пыли нет , да и ребята с Ево тоже пытали и Андрей сказал да и есть к чему стремится . ПА переключается с АС тока на DC ток и мы имеем очень крутую машину. P.S. Выложу еще разок сюды инструкцию на RU импульсного AC/DC ПА с двойным ( WAVE) пульсом . Сейчас Panasonic увлекся этой темой , да и у немцев есть совсем маленькая фирма но есть и делает. Думаю и НАДЕЮСЬ что наш Evospark со временем дойдет до АС тока в ПА. DW300 P10511_rus.pdf НЕМЕЦ

-
Ну значит "демонстраторы" молодые и нечему их не научили в Технотроне и какой струйный с такими зазорами. Головка их должна да и работает с разными режимами и стыкуется с их аппаратом . Скажи начальству , денег не давать , в командировочных отписать что не смыслют не черта и т.д. P.S. Ну и ваши технологи хороши и что не могли вырезать с меньшими зазорами .
-
Георгий, как это не спросят и тебе же варить и гоняй их в хвост и шею что бы потом все нормально было. Они что головку только притащили или со своим сварочником , и что не могли взять аппарат УКП и с такими зазорами а они на сборке больше чем толщина самой трубы придется сперва корневой для заплавки зазоров в УКП и потом второй шов как хотите в струйном или импульсе (кстати у них есть и сие) , а с такими зазорами явно при струйном металл потечет в зазор что и видно на фото.
-
Георгий вы им встречный вопрос про их УКП (управляемый капле перенос) и должны сделать и пусть пробуют и отлаживают.
-
Георгий , ну если честно то зазоры под струйный очень здоровы и прожжет однозначно и по сему надо более точно делать отверстия и сборку . Ну и у них есть такое (это типа Cold режима) и зазор заплавит ну и второй шов в струйном и задайте им вопрос по сему способу. http://технотрон.рф/ru/product/ds40033ukp/ Ну и в третьих есть где то видео и там Меркле варит на вращателе и довольно толстое но не вструйном а в обычном короткие замыкания . В струйном дуга длинная и посему точно можно и не попасть и от сюда не провары и т.д. https://www.youtube.com/watch?time_continue=3&v=3z7WzE9rBRU Да согласен но там с разделкой да и собранно все аккуратно и их машина отработала как положено.
-
Форсаж 500, 27ампер. Георгий 1мм и проволочка с катухи от ПА откусываем и чуток руками ровняем а иногда и так , только перчатку потоньше чтобы ощущать проволочку в руке.
-
А почему бы вам сразу не делать в листе паз и раделку гидрорезом и на это она способна с хорошей точностью и не каких головных болей вставляем резьбу и варим.
-
НЕРЖ 316 я и труба довольно толстая где то 0,8мм и проблем нету. Да там температура может 200 или и это край 300 градусов и по ней идет в интеркулер на охлаждение , и конечно протерло.
-
Георгий, это обратный валик после пасты или вообще без всего? Если с пастой , то отнеси ее в кабинет к начальству и пусть на помойку выкинет. Шов практически как без поддува и "ежик" еще конечно не взрослый но уже родился и растет. Вообще подбирай импульс режим и можно без поддува и ежик не родится , но это "лирика" и делай поддув тем паче трубы у тебя не 500мм в диаметре и все решаемо на раз.
-
@Точмаш 23, Ну у тебя как всегда .
-
Не , Георгий дрянь еще та , чуток передержал и вскипает и пленка образуется как раз по центру дуги и красноватое свечение и ей даже не страшна переменка и не разбивается и посему варим на спаде с перекурами ну и под рукой шабер и дремель с фрезой. Вот сегодня еще один вариант Г-сплава и он очень близок к вчерашнему а может и хуже. Поры вскрывал дремелем и подваривал 4047 1мм присадок. Ну и поздно совсем и срочно МАЗ труба нерж турбонаддув свист страшный из нее стоит , дыру сфоткал а вот заваренное не успел водила схватил и побежал ставить у него график и должен во время "блоки" на стройку доставить и если не доставит во время то в деньгах потеряет часть.
-
Г-сплав во всех отношениях сварка и эксплуатация , сосед стойку под дрель купил и через день сломал.
-
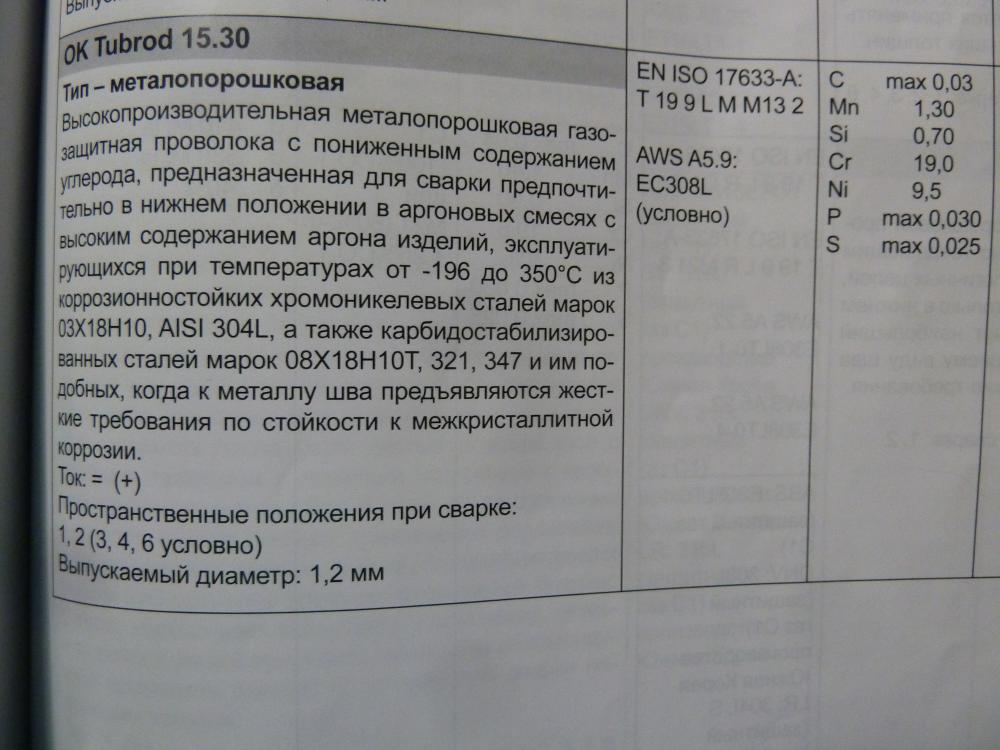
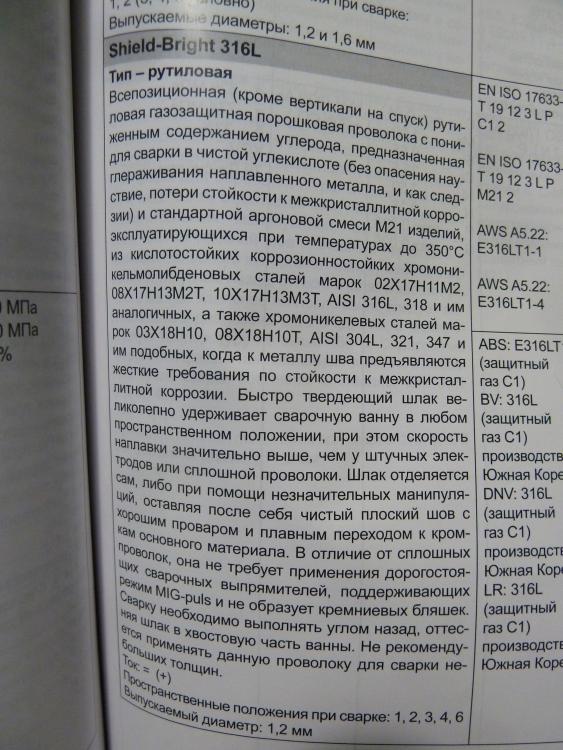
@Raz3r, Вам бы порошковую купить и вот второй вариант в углекислоте и можно в обычной смеси 80х20 и не требует импульсного ПА. 1 вариант 2 ----------
-
Да полностью солидарен , так как у них болт уже прослаблен пазом и без сварки.
-
Георгий фотку покажи и на край нарисуй . Кламп я понимаю к трубе привариваешь и 30мм это много и там почти нет высокой тем. а скотч держит 300гр. На счет 350мм трубы скотчем конечно не рентабельно да дорого , но можно стеклоткань использовать и аргон она удерживает воздух пропускает. Если однотипные изделия то можно крышки из жести и они многоразовы будут. Вот такие у вас клампы
-
@Георгий 11, Георгий , а ты как залез в 51 и обмазал ее пастой ? Деньги руководство тратит впустую и лучше бы тебе купили доп. баллон аргона метров пять шланга с внутренним диаметром от 6 и до 8мм , редуктор и пару рулонов алюминий скотча и поддув у тебя в кармане но и самое главное не надо после него не щеток любых не шарошек, не твоих сил сварил скотч отклеял и готово .
-
аЙ, МолодеЦ и очень хороший обмен . http://www.okba.ru/produce/gasStabilizators/pressureStabilizators/sdg-100m.php
-
Да нет Виктор и я чуток в курсе он мне вчера в л.с. писал и говорит что то какие то втулки наплавлять и там алюминиевая бронза то есть сварка на переменке но и это не главное. А главное то что присадка нет и он спрашивал CuSi3 можно , аль нет. Я ответил что скорее нет и получится не съедобная каша из кремнистой + алюминиевой бронзы и надо нормальную присадку . https://rs-nt.ru/products/327/2322/ , https://rs-nt.ru/products/327/2320/ Но вот точный ответ я тоже не знаю и помогай если знаешь.
-
И добавлю , телом можно но присадок в руке и когда это необходимо то можно подкинуть "дровишек в топку" .
- 3 331 ответ
-
- 6
-

-
- технологии
- TIG
- (и ещё 1 )
-
@vnuk, Нигерийцы смотрю к вам с великим уважением относились и даже своим девушкам разрешали общаться с вами. А 90 лет , это круто да еще когда все боятся его. P.S. Спасибо за фильм и как будто сам побывал в далекой Н
-
Ну резать болгаркой (абразив) не советую и уж на край лобзик или ножницы и кстати есть ручные у меня и берут 2мм АМЦ запросто и даже АМГ. Да будет все монолит и при тиг сварке практически нечего не выгорает даже МАгний что находится в присадке тем и хороша ТИГ сварка . Полуавтомат там да и идет выгорание особо Магния .
- 3 331 ответ
-
- 7
-
-
- технологии
- TIG
- (и ещё 1 )
-
Миротворец Саня С Днем Рождения!!!