selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
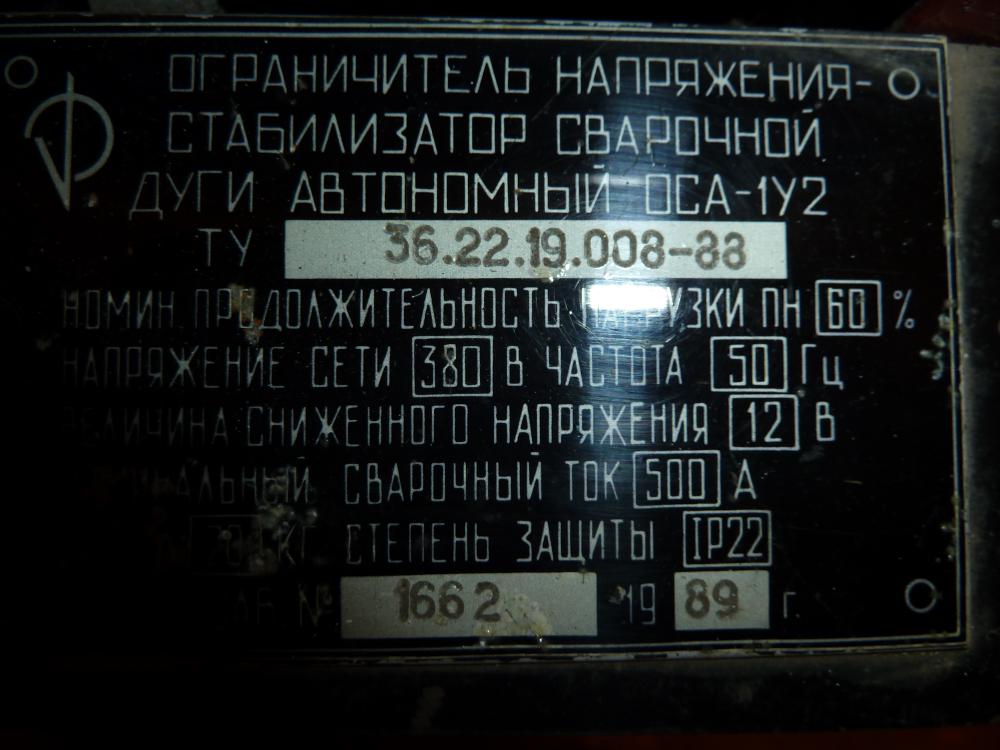
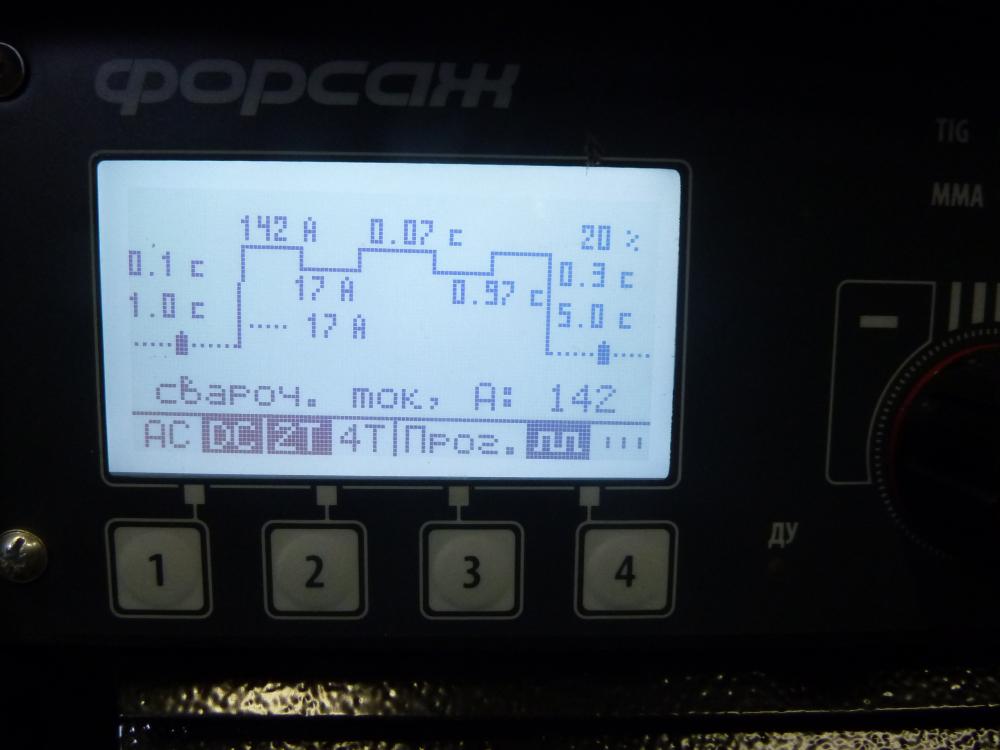
@Hlorofos, Виктор в следующий раз лучше сделает и главное Форсаж работает. Дисплей не любит "вспышек" или даже подсветок и я вот когда снимаю видео или фото то и свет отключаю в гараже так как блики и будет "снег" и так воспринимает фотик . Глаз нормально воспринимает и со светом и даже на солнце.
-
 Не надо "барахолки " и есть сие устройство . Правда лет десять не включали но думаю что ему будет и не даром у него название "Оса" и жалил как надо и из ТДМ и ему подобных делал достоиный аппарат. P.S. Можно и алюминий варить подключаем ТИГ горелку и только поджиг контактный но далее дуга горит стабильно .
Не надо "барахолки " и есть сие устройство . Правда лет десять не включали но думаю что ему будет и не даром у него название "Оса" и жалил как надо и из ТДМ и ему подобных делал достоиный аппарат. P.S. Можно и алюминий варить подключаем ТИГ горелку и только поджиг контактный но далее дуга горит стабильно .
-
Luza , Егор я тоже выше вопрос поддерживаю. Что то ты Форсаж получил после ремонта и молчишь не рассказываешь.
-
Luza Егор , С ДНЕМ РОЖДЕНИЯ!!! Удачи и самое главное ЗДОРОВЬЯ.
-
@ректор, Ну если фото именно вашей трубки и снять ее проблемно http://websvarka.ru/talk/topic/605-svarka-trubok-konditcionera/?p=330026, то думаю можно оттянуть и подложить брусочки ну и тогда можно думаю подлезть тиг горелкой главное есть место где развернутся и трубу не отрезать а обернуть АМЦ и он мягок и ляжет нормально ну и дело за сварщиком - хорошим.
-
@Фунтик, Да снять ее надо и сделать как положено . Скажи не охота снимать и в этом весь вопрос то, и какая немыслимая задача трубу снять и фреон я думаю по любому надо будет заправлять .
-
Алексей , а где сама сварка ??? Трещины вижу и усе. В общем это из серии о не о чем и вот смотрите в соседнем экспресс анализ через инет , но правду надо отметить что на последней фотке есть" шов" и не на его экспресс кругляках а уже на кое какой детали . Ну чо я могу сказать , ему дай самый свариваемый АМЦ и скорее всего будет как на последней фотке, и будут новые "экспресс" анализы через инет . https://www.chipmaker.ru/topic/209133/page__view__findpost__p__3926460 Тоже самое и с Камацу и первым делом надо определить почему разлетелся так как поставят новый и через полчаса будет таков же результат. Ну и сварки мы не увидели и разговаривать не о чем. P.S. Но могу почти 100% сказать что сварится и не попадалось мне еще Ал сплавов кои не хотят совсем варится . Вот вам пример сварки и можно со стороны "того" сварщика сказать что он не варится . Лож и еще как варится все плотненько и без пор, но для этого надо включить "мозги" и руки ну и свою ответственность за выполненную работу. Неизвестный сварщик Здесь включили мозги и руки P.S.S. Вот ко мне сегодня мотоциклист и говорит привари амортизатор к маятнику а то резьба сорвана и он болтается . Ну да и будешь ездить как на "табуретке" , в общем выгнал его с глаз долой на час и все сделал как положено .
- 949 ответов
-
- 15
-

-
Алексей , по ссылке просят регистрацию и так не открывается. И по сему сами озвучьте "интересную историю" , кратко и что там интересного.
-
А может вот что надо и он вроде и стабилизатор и бесперебойник что для котла есть хорошо и при отключении не булькает -вскипает вода в котле и все функционирует как надо. http://www.kuvalda.ru/catalog/4607/50905/?utm_source=yandex.market&utm_medium=cpc&utm_content=102218&utm_campaign=teplocom&frommarket=http%3A%2F%2Fmarket.yandex.ru%2Fpartner&ymclid=240739132558065545200007
-
Александр , да не надо не чего доказывать и видно все на вашей фото в 240А и это происходит очень часто при непрерывной подаче "ползучем" способом и тут сварщику трудно контролировать и ему "кажется" что присадка льется в ванну и все хорошо , но на деле остаются пустоты не проваренные у основания шва как у вас на фото . И вот ваше же фото в 180А и там таких пустот нема , но вы там и присадок подавали прерывисто и не "ползучем" способом. Можно и непрерывно подавать и даже "ползучем" способом но присадка должна быть чистой от окислов и желательно протравленной и высушенной и хранение таковой не более 4часов, и отладить процесс то есть потренировать руку и тогда пустот не будет. Ну и у меня вопрос и 240А это хорошо и почему при них именно надо подавать непрерывно и думаю можно классическим способом подавать и можно потолще присадку взять или какую есть но побольше и почаще.
- 3 331 ответ
-
- 4
-
-
- технологии
- TIG
- (и ещё 1 )
-
@Wаsек, Василий . У вас наверное уже совсем тепло , смотрю ты мастерскую отремонтил и хорошо у тебя. Самое главное чтобы зимой тепло было.
-
Про стрелочки Константин ответил . Про отверстия у меня 3мм и примерно через 25мм и думаю этого достаточно , но можно 2мм насверлить и тогда почаще ну скажем через 20мм шаг. Расход ставлю 5литров ну и пару минут жду пока аргон вытеснит воздух , и думаю больший расход и не нужен там вполне хватает 5литров и воздуха нет . У меня таких штук пять разных размеров и почти хватает на все размеры "ящиков" где передвинешь , где если велика изолентой отверсти все в порядке и заклеишь . Ну и за одно покажу зажимы под поддув , разрезал взял полосу ну и состыковал и работают нормально . P.S. первая фотка зажима для сборки "ящичков" и очень удобно , отрезаем два кусочка уголка и примастыриваем к зажиму.
-
Вот здесь есть и если не все понятно то добавлю . Проф труба торцы завариваю и трубочку для аргона в середине , угол снимаем фаску и сверлим отверстия и чем чаще тем лучше. Ну и крепим я зажимы удлинил и в основном ими можно и струбцинами , да и приходилось и так в распор что нить ставить. http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=223695
-
Георгий , если есть зазор то алю подкладки мало и надо поддув или увеличить подачу аргона на сопле чтобы он проник и держался между нерж и подкладкой. У тебя есть импульс режим и что не освоишь его и с ним легко и просто будет и качество возрастет в разы да и Сергей вчера отписал что медленнее , не чего подобного и если к импульсу привыкнуть и освоить то можно быстрее чем в линейном. Вот еще раз покажу и правда это угловые швы ну и без разницы импульсу не важно какой шов и он работает во всех пространствах. провар Ну и не угловой и бачек от стиралки 0,8мм под брагу наверное переделывали не каких подкладок и поддувов и все хорошо и ежей в нутрях нет, поводок тоже и все это импульс
-
Да вот все прекрасно видно на вашей же фотке 240А , и наверняка присадка ползла по детали и четко видно не сплавления в углу и это происходит от того что нижняя часть присадки не подверглась "бомбардировке томагавками" и на ней осталась окисная пленка . И второе сварщик видит только бока ванны при такой подаче (ползучей) и совершенно не видит что под присадкой твориться вот и еще одна причина неравномерности шва у основания. Я не против 240А и только за , но против того чтобы присадка "ползала по детали как партизан" и она должна подаваться с неким зазором от детали и сварочной ванны и может даже и непрерывно подаваться все зависит от диаметра присадка скорости сварщика и т.д. Это хорошо , но смотрите как бы начальник не заметил а то штрафы выпишет
- 3 331 ответ
-
- 4
-
-
- технологии
- TIG
- (и ещё 1 )
-
Георгий , нет я что то не помню. Впрочем еще не известно бабочкой ли варил он и "бабочку" можно просто эмитировать что и сделал 6061 и он знает как надо варить Ал. смотрим с 2:23
-
Прочитал усе!!! Ну и сразу про "тапку в пол" и если рука сварщика позволит работать быстро то почему и нет , но одно условие присадка должна быть на весу и по капельно добавляться в ванну и не ползти по детали . Объясню , когда присадка ползет по детали то примерно одна треть что касается не имеет очистки от оксида и посему уже брак , ну а на весу вряд ли получится быстро и будет перегрев ну и все исходящее налицо . Так что ваш друг из Патона прав, да и в книгах это есть в советских , присадка навесу не выходя из под защиты аргона и тем самым она очищается и попадает полностью очищенной и не даром даже на роботах и автоподатчиках имитируют "подачу сварщика" И второе , так как быстро не получится и перегрев обеспечен а Ал его не любит и не даром придуманы импульсы и прочее кои повышают качество сварки в разы и провар есть и перегрева нет. Всегда задумывался про американскую бабочку и в Ал ее не применяют, но вот и на других металлах так ли она хороша. Может для облицовки эта "размазня" еще и пойдет . но вот когда вижу как варят корень и размазывают присадку по бокам разделки и что то мне это не очень нравится и предвижу что где едет присадка то есть по зазору то там не все так хорошо. Ну и видео , не совсем удачное так как старался как можно ближе и через фотик не сподручно работать . Ну и считайте сами изгибы где присадка "ползком" двигалась и там где капельками передавалась и делайте выводы .
- 3 331 ответ
-
- 9
-
-
- технологии
- TIG
- (и ещё 1 )
-
Согласен , но вот делал год назад и ездит по сей день связь держу да и привозили еще по мелочи варить ко мне правда не диск. Первый раз я взялся за сварку спицы и не столь досаждала сварка , сколь его покраска лак эластичен и держит температуру (не обожжешь ) и пришлось чистить шаберочком и прочим подходящем инструментом (кстати покраска сея стоит 6000р и после сварки они все удалили своими средствами и думаю химией так как пескоструй бессилен против этого лака) , ну и сварка и доводка внешнего вида . Ездит этот подопечный , но думаю так диск мощный и спиц много и он бы и без этой спицы катался бы не заметив что ее нет. http://websvarka.ru/talk/topic/489-kolesnyj-disk-svarka-remont/?p=283250 P.S. Но стараюсь не брать спицы на сварку и пока в арсенале только одна , выше показанная.
-
Но это скорее про Польшу и там может действительно "рай" сварил и забыл и не потревожат тебя браком . А вот в Германии или еще где нить "рай" может быть совсем другим.
-
@SergDemin, Сергей, ну авто меня тоже сейчас особо не волнует и главное чтобы ездил . А вот смесь охота попробовать тем паче она для Ал от которого я всегда отказаться не могу.
-
Ну для расхода не нужна точно . Но для смесителя лучше вот сюды и тут все сделают и к стати здесь был разговор про 300мм ротаметры и про смешивание газов и даже на уступки идут то есть они изготавливают комплект отлаженный и т.д , ну а корпус можно самому , но пока тоже дорого и кризис у меня не у них и если бы не он то давно бы все сделали мне и можно даже было бы мешать аргон-гелий в любых % + азот 0 015% это смесь по АЛ тиг-миг сварку. Вот такая у меня пытливая душа и хочется опробовать и чем мы хуже ну скажем немцев http://www.mvif.ru/smesiteli-gazov-dinamicheskie-na-osnove-regulyatorov-rashoda-gaza-rrg
-
Дык , ну какой магазин серьезная фирма коя занимается поставкой и отладкой под ключ "пожелания клиента" , впрочем можно и так их обозвать Ну написать что угодно можно, повторюсь , я верю своим глазам купленному в сварочном магазине , три ротаметра и два относительно свежие и кстати одного производителя и врут даже меж собой и какой из них правильный известно думаю одному богу , впрочем они оба вруны и только советский совпадает с Messer стрелкой и кстати Messer довольно старый и думаю новых таких уже нет в смысле точности .
-
@mehanik1102, Да что мне от них надо, я и без них примерно знаю что мне надо, а надо немного смеситель на 3 газа без проблемный и относительно точный и я даже знаю как его сделать но пока все в деньги упирается и комплектуха дорогая . А вот остальное как говорится за "деньги" и кстати 300мм ротаметры при покупке оттарируют и проставят расходы газов можно на четыре. Что продается в сварочных магазина я выше отписал и похоже они тоже не сталкивались с метрологией и метрологами.
-
@mehanik1102, Вот и я про тоже , и похоже мы друг друга не понимаем , а то что продают я уже битый час говорю что "ухо" точнее да если тренированное. Смесители тоже к сему относятся и думаю интерес всем есть тем паче новичкам в сварке и прочитав подумают покупать на Авито китай смеситель за 15кр. или нет . Многие покупают сломя голову а дешево и надо брать ну а потом "головная боль" и боле не чего и выход только один, опять его на Авито запихнуть .
-
@mehanik1102, Но , вроде в магазинах он тоже называется ротаметр измеряющий расход ,но вот как он это делает мне совсем не нравится и свои держу только для того чтобы смесь Ar + He намешать и там проценты не столь важны и главное я вижу шарики их и если они стоят примерно на ровне значит 50x50 % и т.д., ну а расход к уху. А вот с ротаметром 300мм можно намешать очень точно , но пока я не готов купить так как дорого а мне надо 3 шт или еще лучше 4шт. Ну и сейчас на заводские смесители что в магазинах продают не смотрю так как точность у них ниже средней . Конечно есть и от WITT и других электронные и там все в порядке кроме цены коя приближается к довольно приличному импульс ПА а то и дороже их. Есть и российские решения и под заказ изготовят и "черта" который будет точнее WITT , но опять цена....цена вопроса .