Лидеры




Популярный контент
Показан контент с высокой репутацией за 07.04.2024 в Сообщения
-
И такое бывает...






 7 баллов
7 баллов -
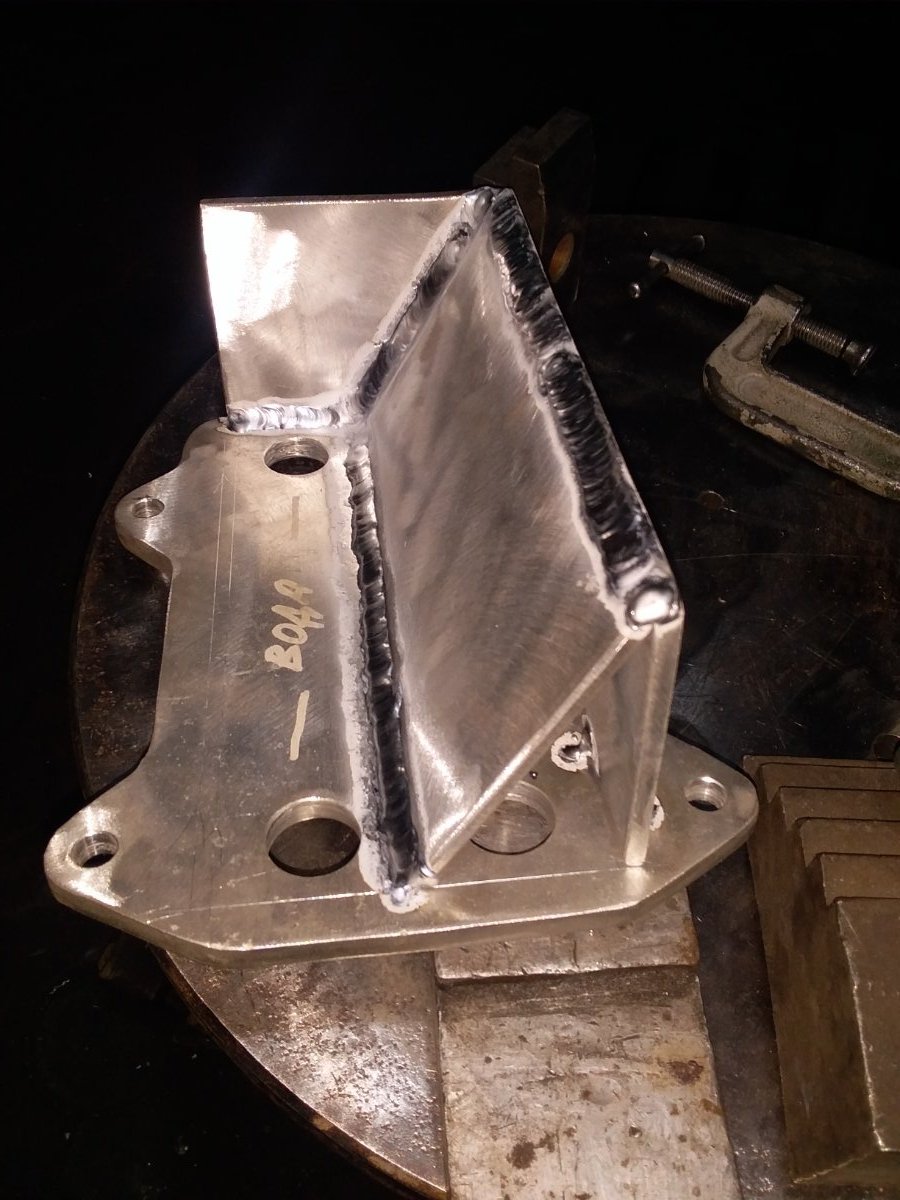
Еще раз к коллекторам. Нисан,дизель,практически новая машина. На мой взгляд,не слишком удачная конструкция:надо бы ребро жесткости сделать по всей длине,но... Привалочная поверхность на такой длине требует довольно точной подгонки,а если это будет не так,да еще перетяжка при сборке,которая будет создавать напряжения ...Закрепление на плите,подкладываем пару лезвий. В два слоя. Проковка обязательна. Несколько движений напильником и по 0,25мм на концах.







 6 баллов
6 баллов -
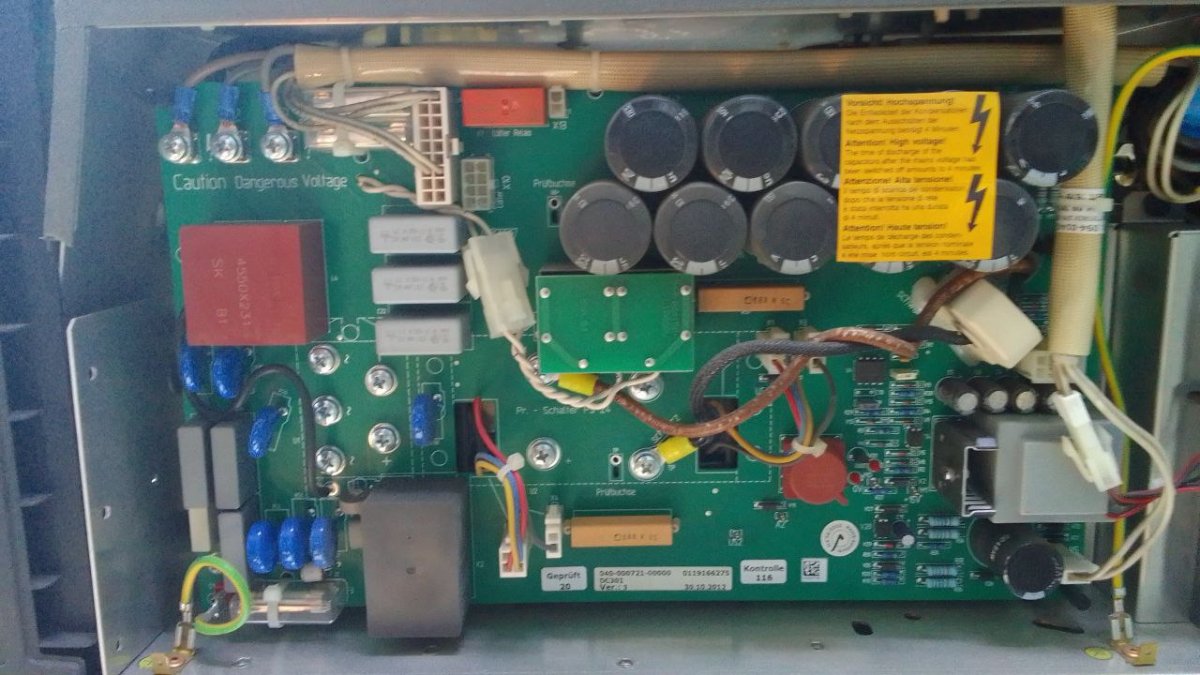
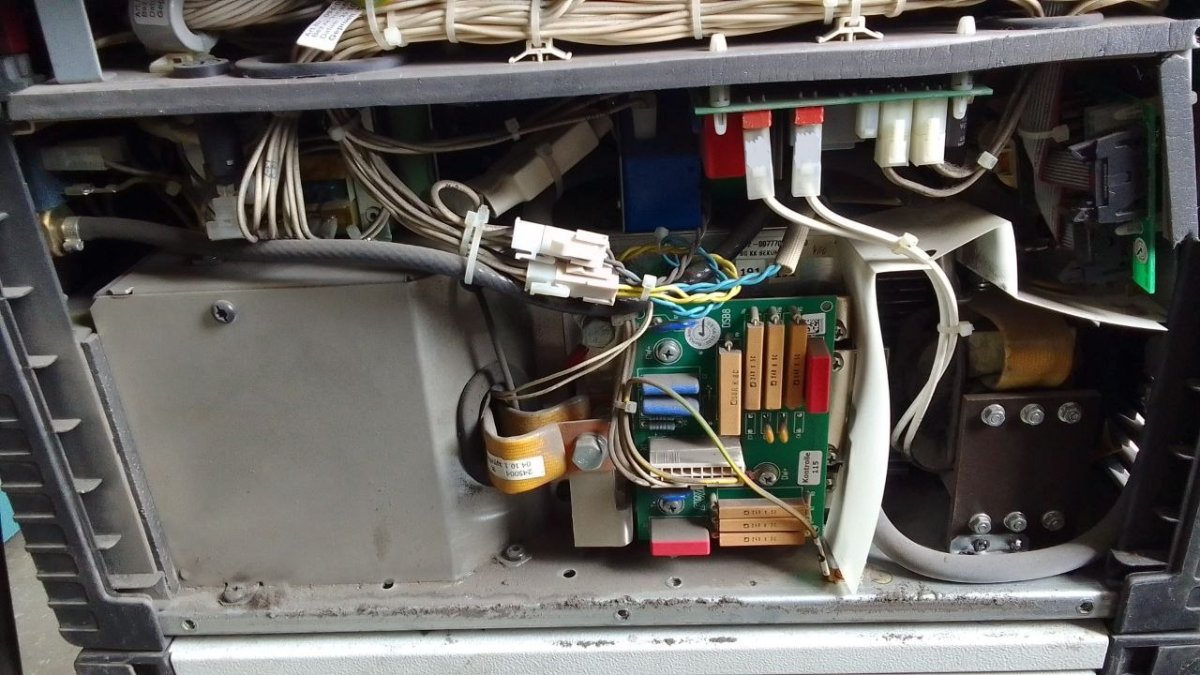
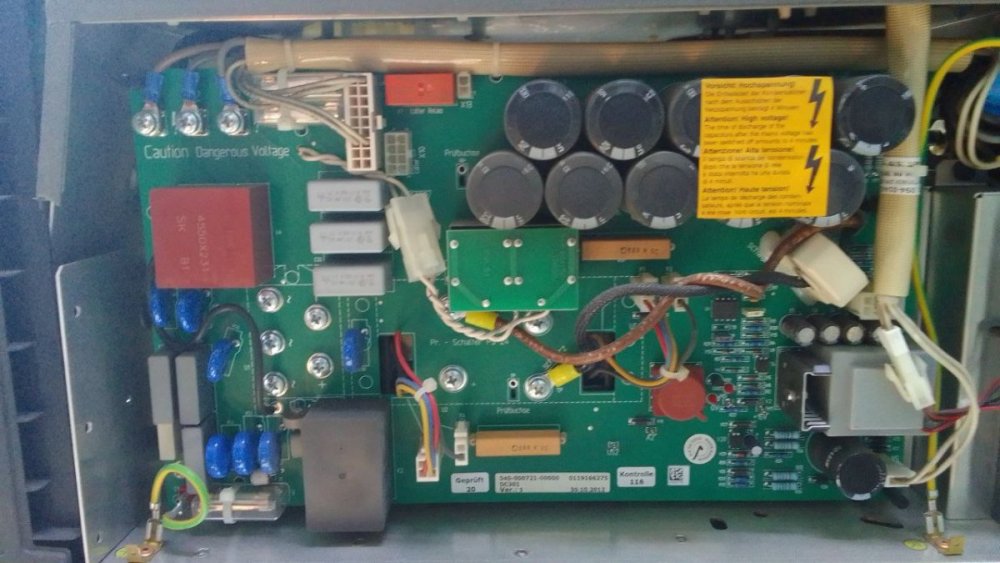
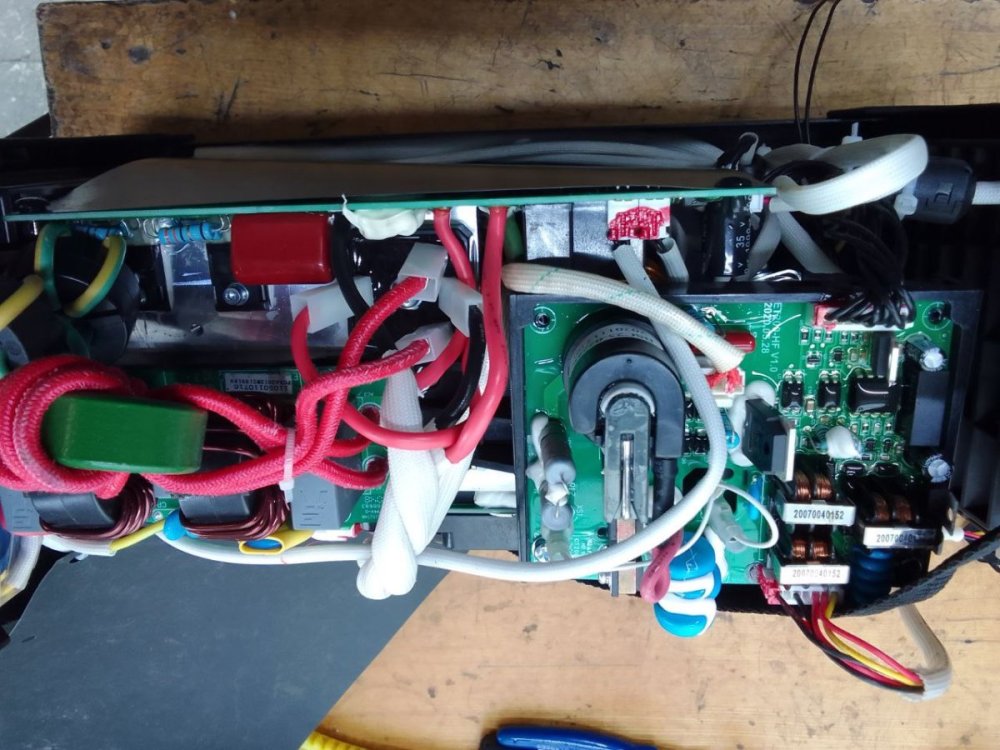
EWM TETRIX 270 из г.Кострома. Нет поджига дуги. ХХ есть. Ремонт осциллятора. Приятный аппаратик.




 6 баллов
6 баллов -
Диск квадроцикла, пробили.


 4 балла
4 балла -
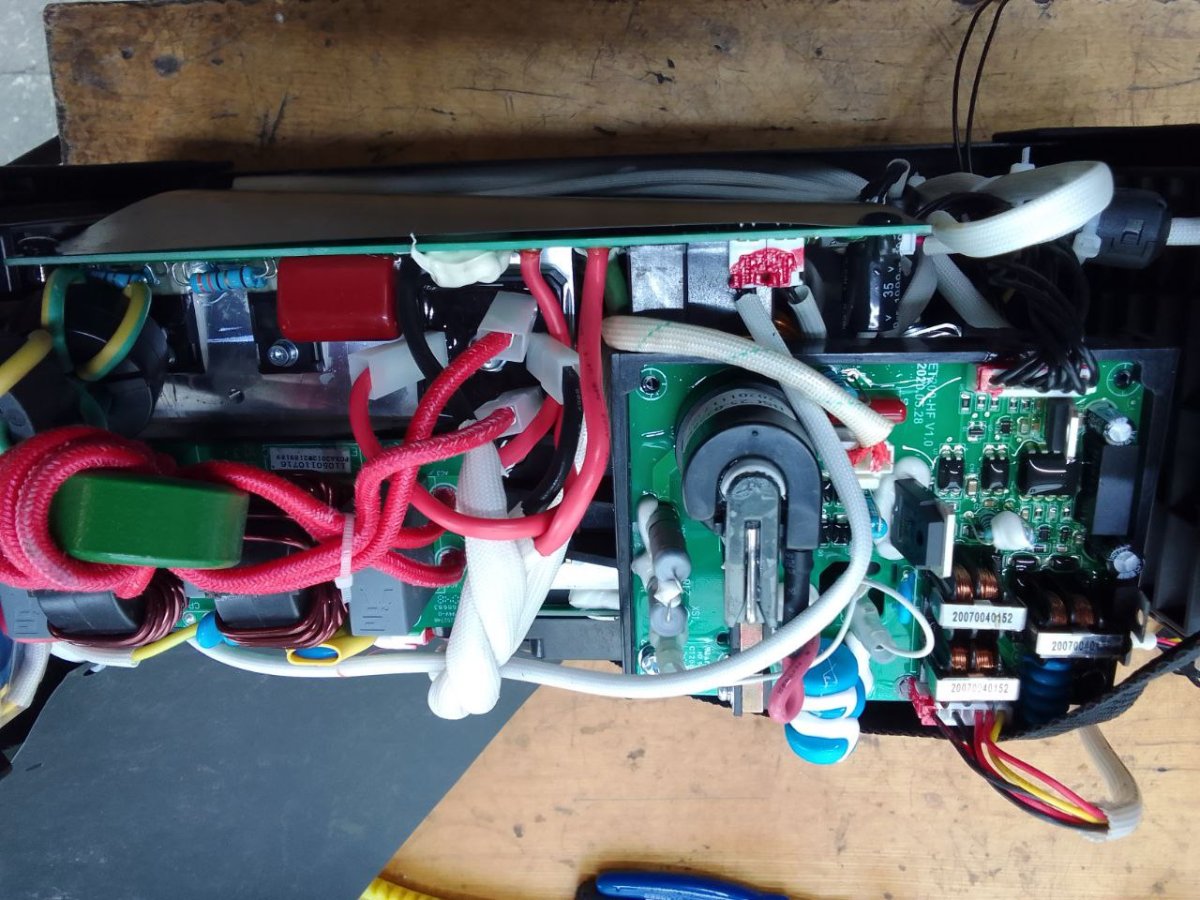
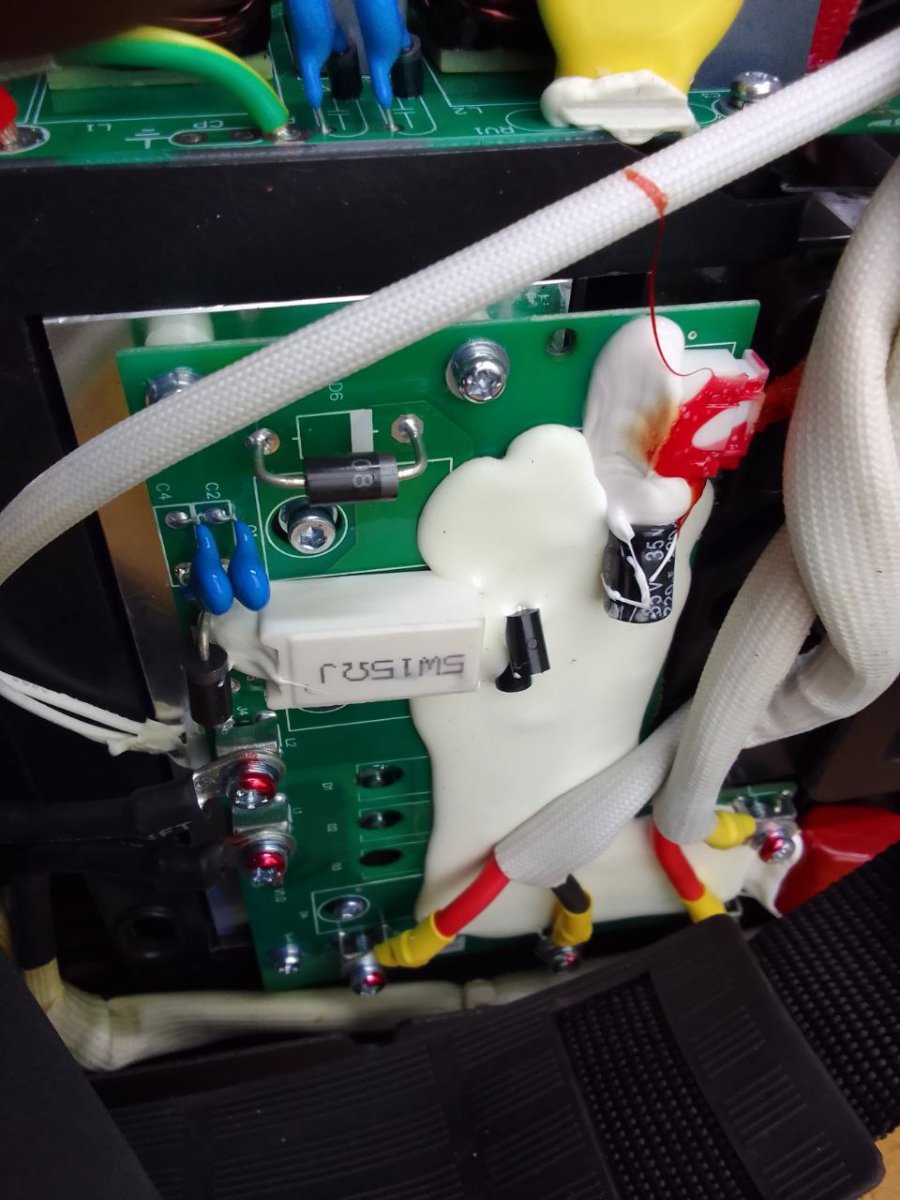
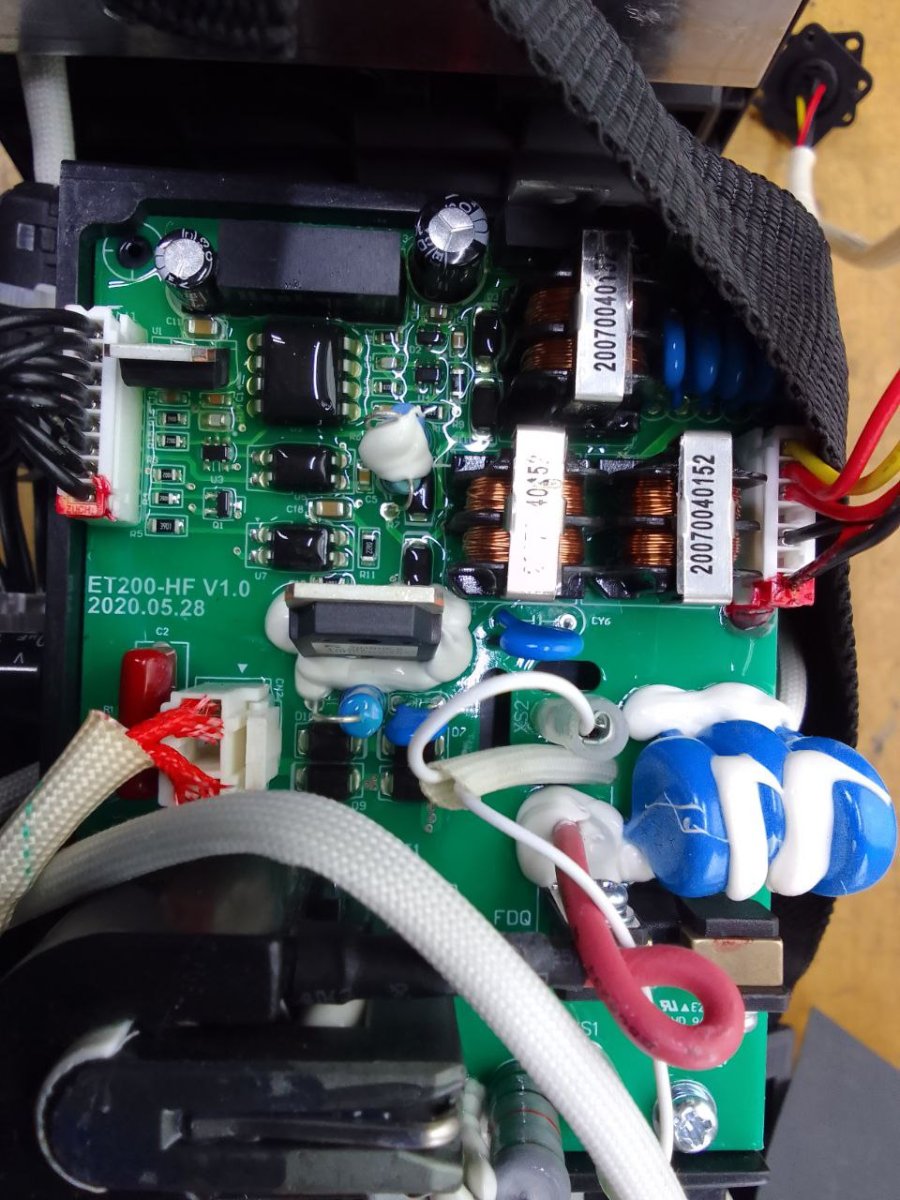
Новый Эсаб. ROGUE ET200iP PRO ! Ох и название ))) Меняли разъём на более распространённый, ну и так, пофоткали немного. Обычный китайский аппарат.




 4 балла
4 балла -
да в большинстве случаев тут все "на глазок". Само оборудование и согласно фоток - кто во что горазд. Флюс это вообще отдельная тема, какой выбрать, правильно ли его хранили, проводили ли сушку и это только по флюсу. То же самое касается и режимов. По сути, конечно мкс туда\суда не должна оказывать влияние на результат, так же мм выше\ниже то же. Но!!! Много переменных, что делалось, что получалось, что в итоге взяли за базу и на что опираются... ни чего. Только мы делали разное но не получили результата... Т.е. дальнейший разговор не имеет смысла.Либо распишите, что делалось в каких случаях получалось то либо иное, либо платите денег за знающего человека либо сами ищите решение проблемы. Готового результата нет и не будет, особенно учитывая, на каком оборудовании все это реализовано. Надо максимально переменные параметры заводить в строго контролируемые. На сколько поднять и удерживать дугу, сколько времени, какой ток и может использовать другой флюс. В некоторых видах сварки, типа контактная сварка оплавлением, еще необходим дополнительный режим, как отпуск метала. Этот процесс контролируется либо по пирометру либо по таймеру. Тогда результат будет значительно отличаться если не делать отпуск. "Испытания не прошли", какой результат был получен, что было в испытаниях, по какому признаку не был удовлетворительный результат... В общем, вопросов не одна тележка, а ответов 0. Только - тыкните пальцем и дайте нам готовое решение. И букварь, ну такое себе, если вообще не понимаешь смысла происходящего, а только тыкнул и не получилось. Ну оно и не получится или получится чудесным образом. Есть еще нюансы в проведения испытаний. Но ... в нашей стране все хотят все получить халявным способом.3 балла
-
.Почему-то в подобных конторах думают, что сварщик это( вопрос выбора технологии) знает и его этому учат. Хотя в лучшем случае учат соблюдать требования нормативных документов по сварке.И то не везде.Просто совет товарищу–не грузить на себя то, что для него не предназначено, его дело горелкой водить,да аппарат настроить.И всё, по большому счёту.Остальное-за другие деньги.Немаленькие.3 балла
-
Мы берём, УОНИ 13/ 65, 13/85, около 1 т в месяц, электроды стабильного качества, горят очень мягко, разбрызгивание минемальнейшее.3 балла
-
Тяга переключения передач Рено. Копеечная деталь,но трудно достать. Это рабочая машина крупного сервиса,рынок знают хорошо-в наличии нет.Подбирается подходящая,но наполовину-один наконечник надо заменить,так как он меньшего диаметра.Стенка стакана 1мм. ф внешний 22, внутренний 20. Внутри-пружинное кольцо,цилиндрическая пластиковая и конусная втулки. Проблема в том,что нагрев должен быть исключен,чтобы не повредить пластик. Можно рассмотреть несколько вариантов ремонта,но остановлюсь на трех. Тот,который на снимках:нержавеющая трубка 18-9 нужного диаметра (просто была под рукой). В размер,фрезой диаметр 19мм,оставляем припуск на калибровку после сварки,приваривается донышко,затем тяга, калибруем отверстие,вальцуем. Второй вариант,лучший. На токарном станке вытачиваем стакан ст.3-20,привариваем тягу, калибруем отверстие, вальцуем. Третий вариант. Полуавтоматом точкой с охлаждением в воде на раз-два-три ,т.е.точка и мгновенное охлаждение. Надо сказать-худший вариант.


 3 балла
3 балла -
Вы путаете две вещи. Практическая работа и теоретическая подготовка. Практическая работа тоже делится на 2 раздела- выполнение техпроцесса, изложенного на бумаге и техника практических работ. Технологию разрабатывает технолог, проверяет начальник технолога. Оба должны иметь документ, подтверждающий квалификацию. Работу выполняет сварщик, который имеет свой документ. После работы сварщика проверяет дефектоскопист. Как ни странно- тоже клеймённый- переклеймённый. А потом всю работу сдают технадзору, который уже всё- всё проверяет. Так что не бойтесь. Знания теории сварки сварщику здесь не нужно. Нужны мастерство и сознательность.3 балла
-
Позже опубликую пояснение по регулировке подачи по току и по управляемому переносу с опорой на литературу.3 балла
-
не прогревается достаточно основной материал, поэтому нет достаточной энергии для растекания. Энергия, это ток и напряжение плюс дополнительная энергия если варим не в СО2, а в газе с добавлением аргона. Шов в нижнем положении и шов в вертикальном положении по режимам отличается. На одном режиме практически не возможно работать, если мы говорим про сварку сплошным швом, а не с применением сварка-пауза. Т.е. настроили на вертикальный шов, это у вас одна программа. Настроили на нижнее положение это второй режим. Либо работаем в режиме нижнего положения и на вертикал переходим с сварка-пауза. Либо включаем режим двойного пульса и тогда и нижнее положение и вертикальное, если подобрать режим в целом на одном должно получиться. Так же есть режим двух уровнего тока, когда начали варить в одном режиме, при переходе на другое положение шва клацкаем кнопкой и источник использует другой режим. Либо если есть память и выбор с горелки, то варим, гасим дугу, клацкаем кнопкой выбираю другую программу и теперь варим другой шов.3 балла
-
Свой предыдущий пост удалил, как ненужный,но в принципе привязка понятна.Возможно,вы и правы:слишком много учителей появилось в интернете -не смотрю и не читаю,просто не интересно. А замечание по категориям св. соединений -это о сварке в общем. На форуме достаточно много людей,которые не имеют о категориях никакого представления.2 балла
-
Стаж мало о чем говорит,впрочем,как и форма св.шва не определяет его эксплуатационных свойств. Это не тот случай,когда форма определяет содержание. ГОСТ 23118— 2012 4.10.6 В зависимости от конструктивного оформления, условий эксплуатации и степени ответственно сти швы сварных соединений подразделяют на категории I, II, III, которые определяют высокий, средний и низкий уровни качества. Характеристики категорий и уровней качества приведены в таблице 1 и приложении А. ...и дальше по тексту- Категории и уровни качества св. соединений- категория 3 -низкая - 9 Поперечные стыковые швы, воспринимающие сжимающие напряжения. 10 Продольные стыковые швы и связующие угловые швы в сжатых элементах кон струкций. III — низкий 11 Стыковые и угловые швы, прикрепляющие фасонки к сжатым элементам кон струкций. 12 Стыковые и угловые швы во вспомогательных элементах конструкций (конструк ции 4-й группы)2 балла
-
Безусловно,вырезать все надо,иначе нельзя,а на снимке -показать причину образования трещин.Переплав иногда нужен,чтобы нащупать концы трещины,когда она после предыдущей сварки зачищена и имеет разветвления.2 балла
-
когда работают в двойном пульсе... вначале надо разобраться с одиночным пульсом. Т.е. у вас должно быть понимание как настраивается аппарат. Когда это будет, то можно переходить к двойному. Но в таком случае надо видеть и следить, кто вносит сумятицу в процесс. Т.е. когда у вас происходит сбой в горении дуги. Если в пиковом токе, то его и корректировать, если в режиме паузы, то этим заниматься. Чем двойной пульс и сложен, тем что добавляется еще несколько переменных величин. По фотографии не определить в какой момент у вас образуются брызги. Тут видеть надо и слушать. Поэтому как вариант уменьшайте разницу между пульсом и базой. Получите изначально хороший вариант, а после увеличивайте разницу, если оно конечно надо будет. Заодно у вас будет понимание на какой высоте горелку располагать и остальное. Что в пиковом значении, что в базовом, горелка должна быть на одной высоте. Если в базовом значении вы попадаете на холодный участок, то брызги обеспечены. Поэтому можете еще уменьшить время пульс-база, уменьшить расстояние между шагами. Ведь пульс попадая на относительно холодное место, где еще толком не успела сформироваться ванна, так же будет разбрызгивать проволоку. Т.е. не бегите быстро.2 балла
-
Чтобы грамотно с минимальным количеством повторений подобрать режим, нужно провести несколько серий испытаний. В каждой серии изменять только ОДИН параметр и оценивать результат. К следющей серии приступать ПОСЛЕ ОЦЕНКИ РЕЗУЛЬТАТА предыдущей серии. А то есть руководятлы- любители, которые понимают слабо, а руками водить любят. Вносят сумятицу. Рассматривая швы, я отметил сильное растекаение металла. Это значит, ванна большая. Размер ванны зависит от тока и времени горения дуги. Если тока будет недостаточно, то возможен непровар. Если много- то прожог. Прожога нет- можно не трогать. Пока. Кстати, по талмуду- ток какой-то уж очень большой. Рекомендуемое оборудование АДФ 2002, а на рис. 5.2 от 6 до 100 кА. Есть подозрение, ноль с запятой пропустили перед цыфирами... Время горения дуги по рис. 5.3 определяется. ТС, вы так и не озвучили параметры сварки... Как осадку замеряете? натурально, в мм или по усилию? Привод ручной или механизированный? На мой взгляд, в ситуации с подрезами критический параметр- осадка, затем время горения дуги. Нужно сделать таблицу, придумать маркировку и приваривать штыри, увеличивая осадку с минимальной (по табл. 5.2) с шагом 0,5- 1 мм до максимальной. Каждый штырь маркировать, а потом оценивать. Вы испытательные штыри привриваете? Испытываете? Провар как оцениваете? (мне интересно). Например, Стад- болты, приваренные импульсной установкой гнут под угол 30 градусов к горизонтали. Если 5 штук не сломались- режим подобран верно. А тут как? После визуального осмотра на предмет наружных дефектов и размеров шва, стоит порезать, чтобы оценить, есть провар в корне или нет.2 балла
-
На вскидку нашёл такой документ: РТМ 393-94. Раздел 5.1- Сварка под флюсом тавровых соединений. Существенные параметры сварки: сварочный ток, величина начального дугового промежутка, т.е. первоначальный зазор, который следует обеспечить при возбуждении дуги, продолжительность горения дуги, ориентировочная величина осадки стержня в ванну расплавленного металла и продолжительность выдержки стержня в ванне остывающего (кристаллизующегося) металла. Почитайте типовые рекомендации. На мой взгляд, у вас соотношение шва/стержня не то, судя по растеканию шва ток большой или время горения дуги большое, и осадка маленькая. Недостаточная осадка вкупе с перегревом металла даёт эффект стекания металла в ванну и появления подреза. Если идёт последовательная приварка большого количества стержней к относительно тонкому металлу, то может ещё влиять эффект подогрева основного металла, когда время кристаллизации ванны увеличивается и надо либо осадку жёстче делать, либо время горения дуги меньше.2 балла
-
Скажите, на каком оборудовании и по какому стандарту проводите сварку? Как я понимаю, без введения присадочного металла? И марку стали укажите пожалуйста.2 балла
-
в живую не сталкивался с данным видом сварки. Но из общих принципов: на сколько вижу и понимаю, основная проблема с технологией процесса. Т.к. процесс довольно специфический, то нужна сноровка у сварщика. Т.е. если долго продержали дугу и опустили ниже положенного, то будут вверху подрезы. В интернете полно таких фотографий, как ... со спасательным кругом результат. Так же, т.к. это флюс, то он разнится по характеристикам, способу хранения и т.п., что связано с применением флюса. В итоге, брать и ставить эксперименты с учетом понимания ситуации2 балла
-
Какие-то дачные фантазии, не подкрепленные видимо ничем, кроме эскиза на клочке бумаги. Если хотя бы компоновку в масштабе нарисовать, без всяких там рам и рычагов подвески, то фантазии на тему электромотора, генератора, ИБП быстро отпадут... Все это отдает троллингом, либо человеку надо, чтобы его идею "прокачали", принципиально дав понять ее перспективность.2 балла
-
а зачем такая большая частота? И если я правильно помню, то сварщики варили под 150-180А , для этого у них были 250А аппараты, чтобы в ПВ уложиться, не перегревать их. А высокая частота она больше для тонких изделий. Ваш случай больше просит 60-80 Гц, ну максимум 100 и при этом 100 уже будет великова-то. По первой фотографии не понял, а вторая вызывает вопрос. А зачем в этом месте шов? Все лодки, что я видел, швы делаются на том или ином ребре, а у вас зачем-то на плоскости. И если с обратной стороны нет усилителя, то как бы не варили, будет коробить. Может как вариант в "разбег" варить, но это надо пробовать. И в любом случае все равно не будет идеально ровной поверхности после сварки. нет. Теплопроводность большая. Чем больше материала будет нагрето, тем больше поверхность будет испытывать внутренние напряжения. И следовательно больше вероятность в получении еще большей волны. Этим и отличается лазерная сварка, т.к. мизерная зона нагрева, остальное не нагретое, сопротивляется короблению.2 балла
-
Отрицание физики не приводит к изменению физики.2 балла
-
Позвольте узнать, как может отличаться энергия? У меня к примеру выставлено 22 В, и 5,3 м подача, на однофазном аппарате, что следуя вашей логике я получу при выставлении этих же параметров на 3 ф аппарате? я думаю, что я знаю технологические решения для получения результата, а вообще решения прописываются в техкарте, и одно из них предподогрев, и пироконтроль.2 балла
-
Можно расшифровать ? В принципе можно. Ограничение только из-за физики нашего континуума - если импульс будет меньше по длительности частоты выходного тока, то не получится. Не разобьётся оксидная плёнка, ну и прогреть деталь не успеете, чтобы сварочная ванна образовалась.2 балла
-
Посмотрим,как связать данный вид работ с этой темой,но пока так. Возникают такие ситуации,когда можно затратить несколько минут -полчаса,чтобы избежать необоснованных затрат на приобретение новых зап.частей. Это привод жалюзи автобуса МАН. Стоимость редуктора,тяг ..порядка 45 тыс. Б/у 20тыс.Итак,есть редуктор,тяги,но отсутствует шестигранная конусная головка -9/10 и диски крепления тяг. Надо изготовить эту головку с внутренним конусным шестигранником и диски. Это классический случай,когда не нужно ст.оборудование, нужна гайка и надфиль,тиг.


 2 балла
2 балла -
То что разрабатывается для крупного серийного производства,не совсем подходит для мелкосерийного,не говоря о сервисно-гаражном.Для первого -очевидный экономический эффект,для второго -проблемы и убытки, а для третьего -Раздел Техника-молодежи- Сварка для любознательных.2 балла
-
Вы перебарщивает, и тянете сову на глобус. Скиньте ссылку на выводы комиссии, расследовавшей аварию на ЧеАЭС, где там выводы, что авария произошла из за разрушения сварочных швов, при штатном режиме работы реактора.2 балла
-
Извиняюсь, а где прописана сварка швеллеров 3 фазным аппаратом?2 балла
-
Зря иронизируете. Я просто 6 лет работал главным специалистом по сертификации сварки. И выдавал сертификаты по европейским нормам, где одним из существенных параметров процессов было тепловложение. И я его считал и указывал в сертификатах. Так вот, один завод в Колпино делал хреновину для турецкой АЭС. Турок, надзирающий за процессом, пришёл с секундомером и токовыми клещами. И замерил параметры. (К слову, если вы говорите о сварке в общем, а не конкретно о сварке углового шва без разделки, не упоминайте катет- для расчёта тепловложения он не нужен, а в случае со швами с полным проплавлением вообще не имеет смысла). Высчитал тепловложение обоих сварщиков и выписал пистон главному сварщику за то, что один сварной торопился и тепловложение отставало от серта, а у второго сварного зашкаливало. Главсвар транслировал пистон и технологам и производству. Кому интересен итог- пишите в личку.2 балла
-
Если судить о заводе по потребителям, то завод неплохой- Атоммаш у них берёт электроды для основной продукции.2 балла
-
ВЭЗ, г. Волгодонск. Пленка, судя по фоткам, целая, 23 года выпуска. В живую сам не видел, сосед, будучи там, сообщил. Прихвачу пачку пожалуй, лишней не будет.2 балла
-
Равнопрочность проверяется при аттестации технлогии сварки. При всём этом никакие теоретические знания не помогут раздолбаю, который взял неправильный электрод или перегрел металл. Ну и в целой конструкции равнопрочность вы проверить не сможете в принципе. Только после шинкования её на образцы. При изготовлении металлоконструкций применяются несколько методов, закладывающих запас прочности. Так что если всё сделано по технологии- то бояться не нужно. А так как выяснить у вас, если вы не инспектор архитектурного надзора не получится. Так что бояться ещё и бесполезно.2 балла
-
Приведу для наглядности пример с проектированием гребных винтов. У именитых разработчиков на вооружении мощнейшие математические комплексы, но наряду с этим применяется проектирование основанное на эмпирических данных, годами наработанных на натурных и полунатурных испытаниях. Лично я не имею возможности воспользоваться всей мощью российской науки, так что сразу сделал упор на притягивание за уши результатов натурных испытаний к теории.2 балла
-
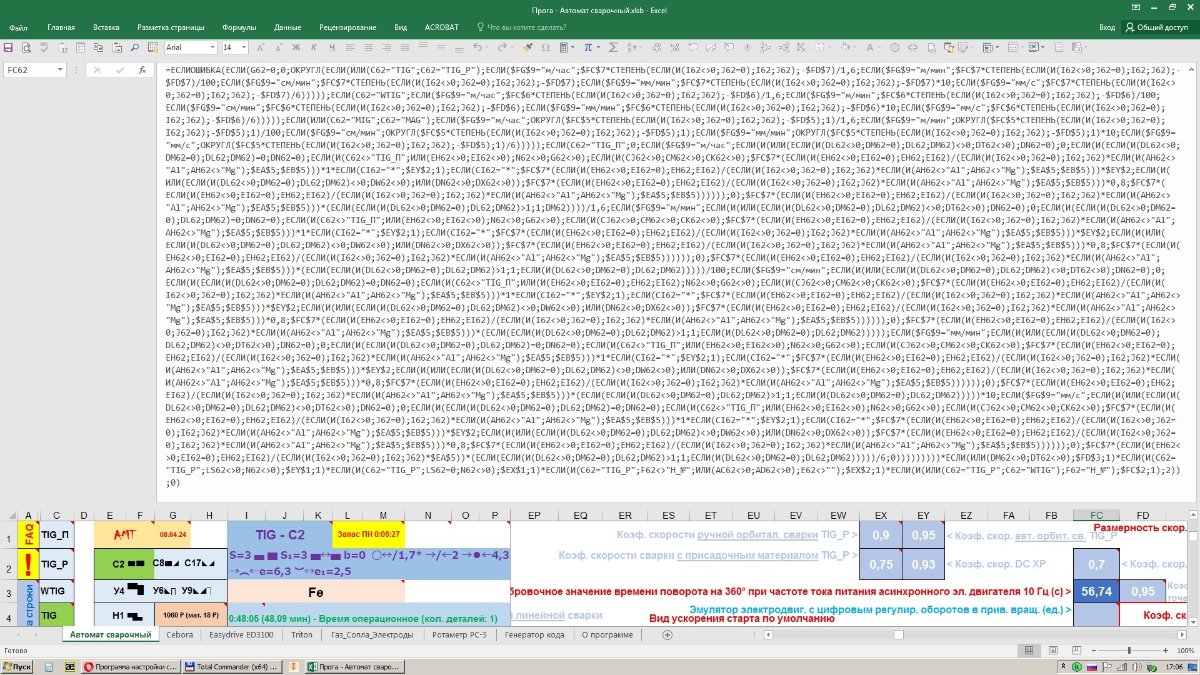
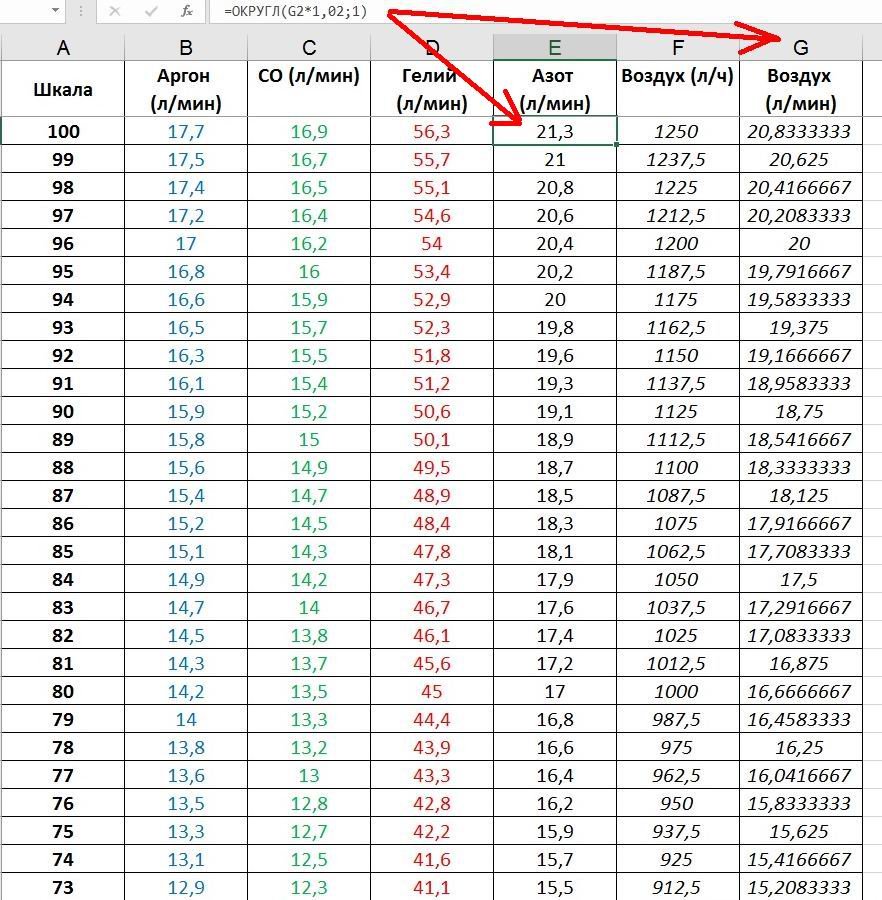
Во-первых - не умею, я не программист. Во-вторых - логику (а на ней все и построено), реализованную в Excel, я думаю в чем-то другом реализовать будет крайне проблематично. Я и так иногда превышал ограничение Excel по количеству знаков в формуле (8192 символа) более чем в два раза. Приходилось разбивать одну гигантскую формулу на несколько более мелких формул.
 2 балла
2 балла -
Появилось недавно






 2 балла
2 балла -
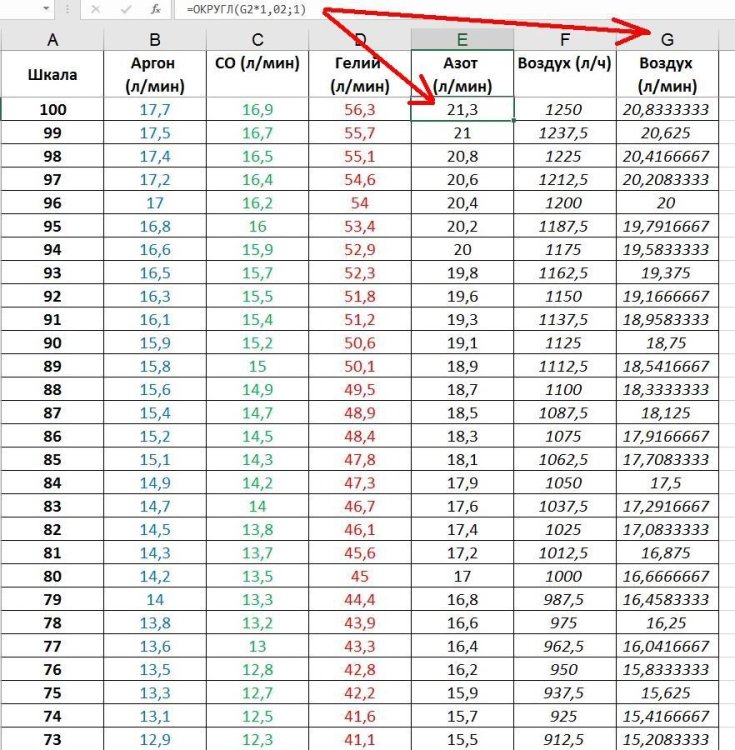
Все можно пересчитать через воздух. Вот шкала ротаметр РС-3.
 2 балла
2 балла -
Ясно. Сабж применил известную методику манипулирования "о чём с дураками говорить" и ушёл в закат...2 балла
-
Ага. Эхинацея (ахинея) нынче в большем почёте и хорошо продаётся. Теоризм тоже, бок о бок шагают. Наблюдаем и переучиваемся2 балла
-
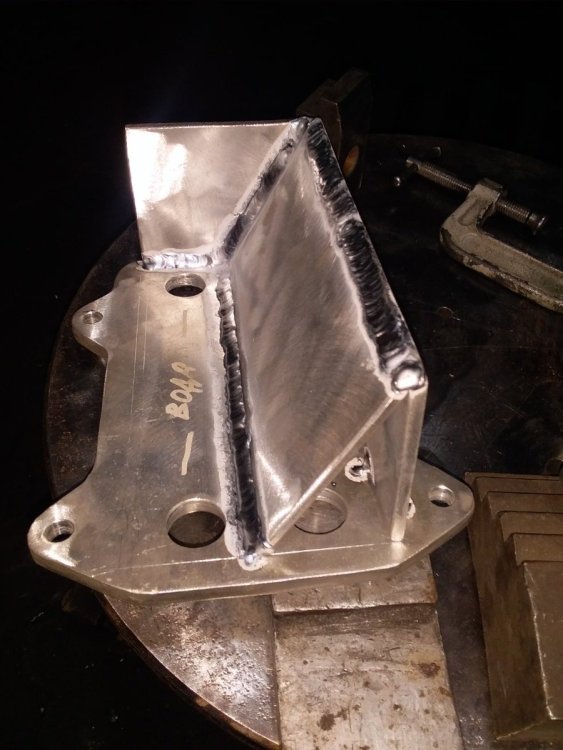
Suzuki GSX-R600, восстановление рамы.













 2 балла
2 балла -
если бы мне не чем было заниматься или мне за это заплатили, то хорошо, сделал бы. А так... ВАХ это характеристика источника не в конкретной точке для напряжения и тока, а в диапазоне параметров, которые обеспечивает источник. Для конкретного случая, для конкретных параметров, да, варить можно на любом источнике, т.е. с любой ВАХ. Но любое изменение в процессе, т.к. сопротивление не является постоянной величиной, то по закону Ома поплывет ток или напряжение. В одном случае нужно для стабилизации ток удерживать на постоянном уровне а напряжением компенсирует процесс, в другом случае, напряжение и компенсировать током, ибо у вас будет потеря стабильного горения дуги. И именно если рассматривать не в данную секунду в данном случае, ВАХ источника и будет определять стабильность процесса того или иного. Если уходить от теории. То лично ставил такой эксперимент на CC и CV источнике в сварке под флюсом. И в одном случае корень шва был как горный хребет, в другом случае он был как зеркало воды в без ветреную погоду. Поэтому ВАХ источника для определенного процесса и различается, т.к. процессы протекают с разными переменными данными. А частный случай, для блогеров хорош, т.к. они показывают самую малость из обширного диапазона информации. закон действует везде где есть напряжение, ток и сопротивление. И для простого горения дуги, это одно. А вот для обеспечения определенных протекающих процессов при горении дуги нужен не просто закон Ома, а определенная зависимость не к конкретном случае, а в некотором диапазоне. Только тогда процесс будет легко контролируемым. поэтому не характеристика ВАХ, а значения для тока напряжения и сопротивления. Для конкретного случая в конкретное время. Т.е. если процесс "заморозить" в какую-то единицу времени.1 балл
-
Фото швов в студию. В большинстве случаев, стаж ничего не значит... Может Вам ещё учиться и учиться...1 балл
-
(Индуктивность) творит чудеса, аппарат который без приставки PRO. обожает значения минус 10-15 для сварки алюминия. Какие значения для PROшки я уже не помню, так что крутите вертите и про длину дуги тоже не забывайте. Всё просто и без лишней воды...1 балл
-
https://www.yaplakal.com/forum2/topic2770557.html1 балл
-
это вам лазер или плазменную сварку надо. ТИГ в основном, если что-то толстое, более 1мм, шов и глубина прогрева это за счет теплового переноса внутри метала. поэтому явного сужения шва\дуги, вы не увидите. Да, конечно, на более высокой частоте у вас и гуляние дуги уменьшается, но давление дуги явно снижается. Как вариант пробовать разновидности MIX, когда в АС подмешивается DC. Но для разовой работы это точно не вариант. Если серия идет, то однажды отработав, подобрав, может и будет облегчение в работе. Т.е. ТИГ выше 2мм это уже довольно проблематично (только перенос тепла внутри металла), а следовательно увеличение ванны в области воздействия дуги. Поэтому даже в DC 3 мм под большим вопросом если варить без зазора. Либо начинаются фаски либо пробы с газовыми смесями в виде добавления кислорода или водорода. 1-2 мм от материала зависит. А 3 мм вершина прогрева с проплавлением без применения дополнительных телодвижений для стандартного, широко применяемого. Поэтому титан когда варил 1.5 мм, ширина шва была под 10-15мм, а корень только только появляется. А ТОКа, конечно не жалел, много, очень много ставил.1 балл
-
Не надо словами играться. На П\А крутанул напряжение, проволока поверхностно плавится, провара нет. Шов есть. Энергия в 3-х фазнике и энергия в однофазнике различается. А так же технологические решения для получения результата.1 балл
-
Вы ошибаетесь, манометр высокого давления на редукторе показывает именно давление в баллоне (газовой фракции). ПС: шкала манометра в Мегапаскалях, 5 МПа=50.98581 кг/см2. Я не встречал сварочные редукторы с давлением на выходе 51 кг/см2.

 1 балл
1 балл -
6 дневка по 10 часов, вкуснятина, интересно, а брака много на выходе?1 балл