Лидеры




Популярный контент
Показан контент с высокой репутацией 29.09.2020 во всех областях
-
... так он долго не протянет.4 балла
-
Зато убивают на редкость эффективно. Не знаю как там ваши современные коты, но именно этот убил несколько крыс в районе конторы, самая крупная чуть меньше его самого, и гоняет мышей в цеху, это видно. Утром приходит, делает обход изнутри по периметру, ложится спать. Просыпается к обеду, довольствуется хлебом (стараемся не баловать).3 балла
-
Сегодня на складе обнаружил вот такую буржуйскую технику. Точит хорошо но медленно. Пока точится электрод (новый мин.10) можно поварить 2-3 прутка. Видимо пора менять алмазный диск. Электрод WT-20, Ф3,2 мм Но старый вариант мне больше нравится ленточная шлифмашинка (гриндер) и шуруповерт.


 2 балла
2 балла -
309LSi сгодиться и даже очень нормально будет при соблюдении технологии сварки нерж. https://umtssplav.ru/article/236/2 балла
-
Вообще то ,они чувствуют как к ним относятся., если к ним уважительного отношения нет, они просто уйдут.@Глобул,ему угол хоть какой обустроили ?...да ушли от темы, пора переносить в профильную .2 балла
-
http://www.svarkatrade.ru/goods/16681382-provoloka_svarochnaya_dt_1_4519_904_l_d_1_2_mm2 балла
-
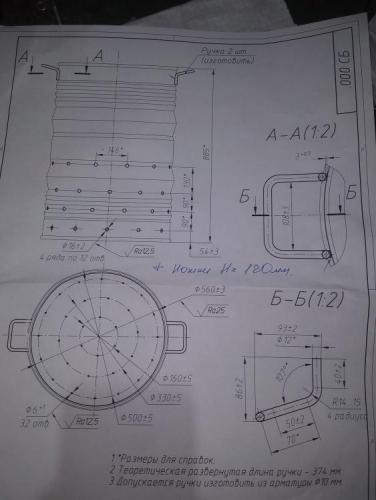
Осень. Скоро холода. Мыши с окрестных полей потянутся к нам в цех. Греться. В одну прекрасную зиму они пожрали электронику в источнике для плазмореза, и теперь мы решили нанять охранника.
 2 балла
2 балла -
Ещё раз большое спасибо Всем и 3М за конкурс. За то что звезды так сошлись!!! Я очень рада!!! Уже успела поварить, разница есть. Настроить и буду варить!!!!!!!!!!)))))))


 2 балла
2 балла -
2 балла
-
Так как1 балл
-
https://aliexpress.ru/item/4000063951640.html?spm=a2g0s.9042311.0.0.274233ediIb7km1 балл
-
вот тут подробнее опишите. Крутилка ток - это регулировка напряжения в П\А. Нет крутилки тока в П\А. Со скоростью подачи проволоки. понятно. Тут вроде бы более или менее все очевидно. И индуктивность... А раньше работала? Может она и вовсе не должна работать, с детства, скажем, такой сделали. Замерьте напряжение на самих крутилках, а лучше начать с сопротивления на выключенном аппарате. Может банально, сдохли регуляторы!?1 балл
-
1 балл
-
... у меня в гараже ( кооператив ) жили\ночевали котярики , ну добрые люди порешили с ними и чуть ли на следующий день машина забарахлила ( уходила в аварийный режим ) , мастера у меня высосали за три захода ни малую сумму , ну нервы придачу... Однажды разозливши перед очередным посещением решил посмотреть сам-при осмотре бросилась в глаза болтающая вакуумная трубка .,отигралась она за котяриков , ко всему картофель с цветами в подвальчике пожрала . они их приносят-делятся-в виде отчета ,в знак благодарности.1 балл
-
http://websvarka.ru/talk/topic/11819-uchebnyj-tcentrviatskij-elektromashinostroitel/?p=434577 В общем отработал свое натяжной механизм , втулочка и палец износились и перекос , ремень сползает с ролика и как назло выходные а ездить надо . Отыскал три старых и два моих один не мой и выходит натяжной механизм в среднем где то 120 -130тыс км ходит , в общем отыскал более менее живые втулочки перепрессовал собрал , новый ремень Аргентина , не,,,,,, сползает и надо что то удумать , удумал и собрал но что то ремень Аргентина не внушает доверия , снял поставил старый коей 150тыс км отпахал . Временное решение и завтра закажем усе новое и родное , не какой Аргентины и Китая . https://www.youtube.com/watch?v=3NxENUcu1Oo&t=5s




 1 балл
1 балл -
... ...

















 1 балл
1 балл -
Если чисто 15607 и 15614: Лаборатория по ISO 17025 не нужна. Достаточно специалиста по ISO 9712 на все требуемые методы НРК и мехиспытания по ISO. Варите образец по pWPS, испытываете, составляете WPQR, составляете WPS для производства. Необходимость, ISO 15607 весь об этом.1 балл
-
Приезжаем на замер. Меряем проём под ворота. Высота критична -- узор по верху забора и ворот должен совпадать по рисунку и высоте. Неделю изготавливаем ворота, за это время заказчик асфальтирует заезд...1 балл
-
Вы мне продали пару самцов, а я просил самочек они не прыгают друг на друга верните деньги. Не, я продал самочек. Через 3 недели. Ой вы знаете они обе окролились... Или, сделайте мне ворота 3.20х1.50. Простые прямоугольные из профиля. звонок во время покраски законченных ворот. Вы знаете вы не могли бы прибавить 20 см по высоте? Хорошо прибавлю. звонок после прибавки. Вы не могли бы прибавить чуть в ширине, а то муж ошибся... да легко, делов то...1 балл
-
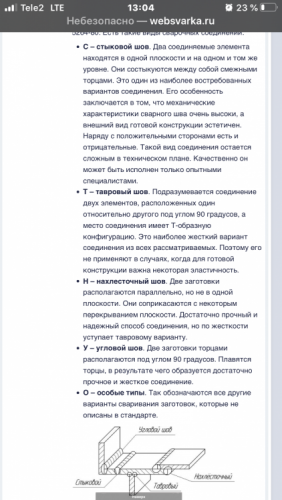
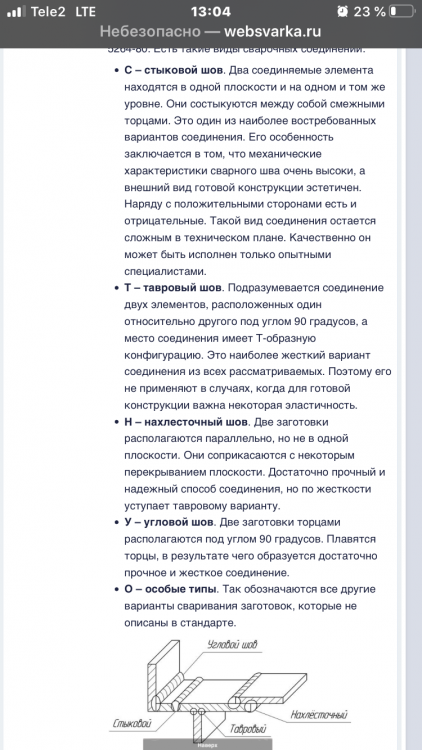
Правильно. И, о ужас, у меня в посте #18 опечатка, вместо "таврового шва и тавровое соединение" я имел ввиду торцевой шов и торцевое соединение! О них завязалась полемика. Кстати @Точмаш 23, вы обратили внимание, что в приведённом Вами ГОСТ Р ИСО 2553-2017 не рассматривается тавровое соединениеa (Т-joint, tee joint по ихнему). В таб2 №4 приведено типичное тавровое соединение, но обозвано ( "Стыковой шов двусторонний с двумя скосами одной кромки (с притуплением кромок) и угловые швы). Можно было подумать, что просто изображение неудачное, но нет, по бокам некие "и угловые швы". Или вот например таб1 №16 - "приваренная шпилька" это тоже название какого-то шва как и торцевого? Всё это говорит уровне перевода или скорее иного назначения документа (пояснить обозначения)1 балл
-
Один мой знакомый, вписывая свои данные в серьёзную анкету указал: место рождения - Ленинград, место жительства - Санкт-Петербург. Барышня лет 25и спрашивает: - Какова причина переезда? Коллега слегка оторопел. Что тут сказать? Подумал и ответил: - Государственный переворот. Барышня смотрит на него ещё строже, с профессиональным прищуром и уточняет: - Беженец, что-ли?1 балл
-
Хорошо. Зайдём с другого боку. Уважаемые коллега, есть такой ГОСТ 2601-84 Сварка металлов. Термины определения..., ну вы его знаете и сами не раз приводили. Угловой шов есть, стыковой шов есть, а вот понятия таврового шва нет, есть только тавровое соединение. Почему? Потому что, повторяюсь, есть только две основные геометрических характеристики - ширина и катет шва. Других отличительных геометрических характеристик для швов выполненных дуговой сваркой нет - точка. Вы и сами заметили про "Сварные швы стыковых и угловых соединений с отбортовкой кромок" которые обозначаются С1 и У1 и читаются как стыковой1 и угловой 1, хотя по сечению видно, что это, по сути, торцевое соединение. Ссылка на ГОСТ Р ИСО 2553-2017, конечно может кому-то показаться интересной, но заковыка в том, что этот документ был создан для так называемой "гармонизации", а не для реальной работы. Скажу больше, фразу "если быть точным" лучше переделать на: "если говорить примерно", потому что вышеуказанный документ вообще-то оговоривает только правила обозначения на чертежах, но не даёт определения терминам, и, к тому же, сделан "на основе собственного перевода". Если почитать оригинал, то приводящяя в заблуждение фраза "Торцевой шов" в оригинале звучит как "Edge" (край, торец, грань) т.е. обозначение места наложения шва. Кстати слова joint или weld (шов, стык) рядом нет. Хотя по конечно, мы зря этот мёртворождённый документ вообще обсуждаем. Вряд ли кто-то из участников форума работают по нему, а некоторые наверное, и не знают о таких обозначения. И это нормально. Даже в приведённом выше посте #6 с которого всё началось, речь шла о совсем других ГОСТах и обозначениях.1 балл
-
@Точмаш 23,меня то ничего не смущает.Просто швы бывают двух видов:угловые и стыковые,нахлесточных и тавровых нет таких-это соединения.И про особые не встречалось такого обозначения,обозначали их как нестандартные,даже рд где то было по некоторым из них.1 балл
-
@Точмаш 23,
 1 балл
1 балл -
http://f2.love.ru/quI5L41jXP.png?access_key=5af615e0c24d00aea40ce6a1954f239d1 балл
-
И вообще, как там, типа быть в тренде, или новые способы заработать деньги, кому надо тот поймёт, хайп, хипстеры, лайкеры, хренайкеры, новые веяния эпохи, кто может тот молодец, это не попрошайничество а так все делают, это нормально, хочешь дай хочешь мимо проходи, никто не заставляет. Да и вообще щас модно в жопу давать, тоже всем надо начинать ибо не в тренде будем? Да да отстали мы от жизни то, товарищи сварщики! А я скажу так, у нас по простому - не камминг аут, а извращенец, не лицо нетрадиционной сексуальной ориентации, а матерное слово, не блогер развивающий свой канал на донате- а попрошайка, и нет ему места с нами рядом и руки ему я не подам.1 балл
-
https://www.youtube.com/watch?time_continue=1065&v=iSn1NZOW1HI&feature=emb_logo1 балл
-
имею пилу Bosch GCD 12 JL после неё пилить абразивными дисками не хочется совсем. несколько важных замечаний: при пилении под углом ОЧЕНЬ важно зажать заготовку намертво. Пилить сталь это совсем не то что дерево - нагрузки другие. Пару раз у меня сдвигало заготовку и клинило диск. На боше стоит муфта, так что сама пила остаётся живой, но станину немного покоцало. диск должен быть заточен чем острее, тем лучше. при пилении нужно соблюдать постоянную подачу - каждый зуб пилы должен вырезать кусочек металла и выкидывать его вместо с теплом. В сочетании с пунктом №2 пиление идёт очень быстро, без искр и дикого визга - труба 60х30х3 режется секунд 6. Если зуб просто проскальзывает, то он греется, теряет закалку, тупится и умирает ещё быстрее.Сложно сказать, насколько реально заточить диск правильно без заточного приспособления. У меня в шаговой доступности сервис с каким-то космическим станком, за заточку берут 400 рублей. Без этой возможности смысл такой пилы во многом теряется.1 балл
-
Опять туман. Вы по РД аттестовывали, т.е. через АЦ. Вы по ФНП ОРПД использовали лазейку, типа сами-с усами и оттуда взяли " внутри организации ". Так что-ли? А потом задаёте вопрос: Вот для того, чтобы уйти от этих отличий и разных толкований и будет эта "гильотина". P.S А вообще, всё уже здесь пережёвано. Почитайте тему с начала.1 балл
-
@Алексей3432, Вы сами, когда-нибудь занимались аттестацией технологии?1 балл
-
Да ладно...1 балл
-
Это где вы там такое нашли ? И вообще, возможность, достоверность, обьективность и т.д. этой .- "внутри организации" уже не раз обсуждались.1 балл
-
Так вы из конкурирующей концессии? Второй раз уже ссылку прикадываете! Уж не реклама ли?1 балл
-
Появится, не переживайте - "По всей форме: опись, протокол, сдал, принял, отпечатки пальцев..."(Брильянтовая рука) Сейчас например, проходит обсуждение новых НПА, в том числе и ФНП "Требования к производству сварочных работ на ОПО", можно ознакомиться: https://regulation.gov.ru/projects?t...7312&npa=97312 Где конечно же есть и про: " Специалисты сварочного производства и сварщики могут быть допущены к выполнению сварочных работ, указанных в действующих аттестационных удостоверениях, выданных независимыми аттестационными центрами Системы аттестации сварочного производства (далее - САСв) после прохождения аттестации." Если почитать отчёт об экспертизе проекта, то можно найти интересные мысли: "Описание проблемы: Необходимость установления правил производства сварочных работ на опасных производственных объектах взамен отменяемым в рамках реализации механизма "регуляторной гильотины". Негативные эффекты, возникающие в связи с наличием проблемы: Отмена действующих правил производства сварочных работ на ОПО и ТУ и не установление новых правил приведет к риску возникновения инцидентов и аварий на опасных производственных объектах, возникающих из-за разрушения сварных соединений. А это в свою очередь, приведет к причинению вреда жизни или здоровью граждан, имуществу физических и юридических лиц, прочих негативных эффектов для общества вследствие аварий, инцидентов и значительные материальным затратам на устранение последствий аварий, инцидентов Оценка изменения трудозатрат и (или) потребностей в иных ресурсах: - не изменяются, ожидается уменьшение количества обращений граждан и организаций по вопросам, связанным с применением отдельных положений ФНП, например с применением клейм сварщиков." Так что - "Спокойно,Козладоев! Сядем усе!"1 балл
-
Если нет крайней необходимости (например сдавать исполнительную док-ю, или участие в торгах), то лучше подождать до января-февраля. А так, по непроверенным слухам из Москвы, аттестации сварочных материалов и сварочного оборудования больше не будет (а если и будет, то что-то гораздо проще, чем было раньше). А вот персонал и технология должны остаться. Как минимум один новый (переработанный) документ (Федеральные нормы и правила в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах») сейчас проходит экспертизу (regulation.gov.ru) и, в случае успешного прохождения, будет введен в действие с 01.01.2021г. В нем прописана необходимость аттестаций. А вот с ПБ и РД по аттестации (отмененных выше в приложении2) - не могу понять. Скорее всего Правительство внесет их в список действующих.1 балл
-
@Алексей3432, Мне кажется, вы немного оптисмистичны. Во первых, в ст. 15 вы почему-то не читаете до п. 4: "Правительство РФ вправе определить перечень нормативных правовых актов либо групп нормативных правовых актов, в отношении которых положения частей 1, 2 и 3 настоящей статьи не применяются" т.е. РТН (а нас, в данном случаем, интересует только он) достаточно инициировать постановление о продлении действия существующего "перечня правовых актов" содержащих обязательные требования..." Во вторых, РТН уже применяет этот пресловутый «риск-ориентированный подход» и видимо готовился к оговорённому ФЗ (уже в 2020г вышло несколько документов, да и основной ФЗ 116 не сегодня-завтра заменят). В третьих, в ст. 15 п.3 речь ведь идёт об отсутствии оснований для привлечения к административной ответственности, т.е. предписание будет, но без штрафа, опять же если… Вообще документ слишком общий и пустой, ещё хлебнут все с ним горя, ну это моё субъективное оценочное мнение.1 балл
-
Основную роль играет связка "руки+голова" .1 балл
-
Стоп, а я разве говорил что не нужно учитывать использование 2х (или более) электродов. Видимо ране не совсем понятно это написал. Суть в том, что увеличение производительности идёт за счёт применения больших значений Iсв. Производительность сварки определяется величиной сварочного тока, которая в своё время ограничивается сечением электрода и надёжностью контакта в токоподводе проволоки. Применение 2х и более проволок снижает это ограничение т.к. сечение электрода и площадь контакта увеличивается. Коэф. наплавки для конкретного вида сварки, режимов и материалов в данном случае не увеличивается, но увеличивается сила тока. Поясню. Вы знаете формулу характеризующую производительность сварки - Qn= aр·Iсв·tосн. Конечно, математически можно представить по другому: взять aр+aр и умножить на Iсв / 2 , (предполагая что это будет ток на одном электроде) и получить в итоге такой же результат... но так неправильно факторно. Я уже писал, что aр условно постоянная , и кроме того Iсв это та величина, значение которой которой обычно прописывается в технологии (тех.карте) общее и затем уже регулируется сварщиком. Итак преимущество этого способа, в увеличении производительности за счёт больших значений сварочного тока, за счёт снижения П/З времени на смену кассет и в возможности варьировать состав наплавленного металла.1 балл
-
Обязательным условие наличия оценки квалификации (для аттестации) будет только для тех сварных, которые закончили обучение после 2018 года. Ранее выданные дипломы и присвоенные разряды никуда не денутся.1 балл
-
Пока на амно исходишь только ты) понимая, что никуда не денешься против ФЗ. Обиженка)1 балл
-
Спасибо друзья за оценки! Тем очень много появилось с приобретением камеры, на которую скинулись для меня подписчики и как было обещано мной, снимаю кино. Пришлось осваивать профессию новую, сам себе режиссер ) оператор и диктор. Все продумывать приходится по последовательности распределять. Порой уходит целая неделя на 1 ролик вечерами по составлению материала, а в выходной допиливать. Темы даете Вы, спасибо. Порой их так много, не знаю куда кинуться и что собрать. Я как рассеянный с улицы бассейной )1 балл
-
Weldermax когда металл до 3 мм, далее если толще металл, угол меняю ближе к 90 градусов, для лучшего про плавления, но все же ориентир на сварочную ванну.1 балл
-
Шарикам о шариках1 балл
-
Значит мне приснился обратный валик видимо. Будет время, сниму на пластинах потолок без зазора и развалом на фасках и сделаю валик. Только тогда еще не скажите, что этого не может быть. Идет время и приходит.... А пока что как то так1 балл
-
Всех с Рождеством Христовым!1 балл
-
Полностью осознаю - как и для чего писались ГОСТы, но они давно не обновлялись. ГОСТ написан по результатам многолетней практики и экспериментов и специалисты выяснили, что при данном виде разделки получается наилучший результат. Но техника все это время не стояла на месте. Есть сварщики с таким уровнем самопознания и опыта, что они могут получить отличный результат отклонившись от ГОСТ. Работал я с таким сварщиком, который много лет варит нержу под просветку. Он мне говорит - давай я разделку сделаю поуже, мне не нравится заводская по ГОСТ. Перед сборкой узлы отправлялись на просветку и все прошли на ура, при этом смотрю на стыки заваренные с разделкой по ГОСТ и по его методе - визуально неотличимы, геометрия идентична, но при этом ЗТВ значительно меньше на его стыках, т.е. очевидно, что результат лучше. Второго сварщика он по своей методе обучил - результат такой же. В общем тут я Евгения пожалуй поддержу, не вижу ни чего криминального.1 балл
-
Просили как то тему одну на тубе ребята, может кому пригодиться, если кто не знает Просто задрали меня некоторые товарищи, типа ты покажи сварку свою на видео, как варишь и мы поймем все, че ты тут рассказываешь нам. Вот и решил показать сварку. Не судите строго, ну просто задрали меня. Да кстати, в самом начале увидите красные шарики, которые вращаются в сварочной ванне, это грязь, которая там плавает. Намеренно сделал это, что бы было понятно, как закручивается металл. Когда мы его подкручиваем разными колебательными движениями, словно подмолаживаем св.ванну, что бы не стояла на месте и при усваивании ее в целом шов ложится красиво. https://www.youtube.com/watch?v=TrZ6ujA8GaQ

 1 балл
1 балл -
Вот статья по ссылке и ниже 2 примера из жизни. https://malishev.info/exams/matved/sem2/27/ При изготовлении прокаточных роликов для отбортовочной машины 45 стали внутренний диаметр был идеален после токарного станка под вал. Итак, после термо обработки, закалки ролика внутренний диаметр изменился и не залез на вал, а так же и наружный диаметр после печи и остывания так же изменился, то есть расширился. Расширился за счёт чего? За счёт структурных изменений зерен, атомов, зарождение новых, которые при нагреве приходят в движение за счёт катализатора хим.процессов. Если зерна увеличиваются и зарождаются новые в зонах отжига, распространения и влияния тепла, то куда они деваются при остывании тех зон? Кто сказал что металл не резиновый?) Расширившиеся зерна обратно не сжимаются. Это, что Вы выросли в рост, катализатор Вам время, теперь обратно меньше не станете. Сдеформировались) так сказать. Окружающая среда Вас приняла, но она есть пространство. А у зерен и атомов в металле пространства нет.) Сварил очень ровно пол из нержавейки в контейнере, все делал с зазорами, учитывая рост зерен и расширение металла, таким образом за счёт сварки тут же на зазорах происходило натяжение растяжение, не было бугров. Пришли двое после, ничего не спросили, как варить на полу латок слива, как стыковать. В итоге метал на полу подняло, буграми, наступил на бугр, он ушел в другую зону и так безконечно. Было принято решение разрез по середине бугра 1.6 мм кругом, далее давление, металл приземлился и зазора не осталось, сварили, натянулись, бугр исчез. В теории написано сухо и понятно, но не до конца, я бы добавил туда несколько предложений. В жизни добавляю на деле и рассказываю другим. Когда учился, очень любил химию и металловедение и после, когда все уйдут,донимал преподавателя вопросами, бедная тетка ) Ну очень грамотная женщина.1 балл
-
Именно влияют. Особенно это заметно, когда свариваются накладки на опоры ёмкости и деформирует так, что выходят страшные ямы, от которых мечтают избавится все, но не знают как. Кольцо шва сжимается при остывании и тянет, действительно, но не на столько в нашем случае, так как сдерживают внутренний шов прихватки по наруже и обечайка закреплена намертво. Именно эта позиция шикарная, почему ее избрал для показа знаний, так как ярко показывает закрепленность и обездвиженность. Именно структурные изменения после хорошего прожара и изменяют площадь металла, а это расширение без возврата. Поэтому следует создавать для будущего расширения зазоры, что бы металлу было куда уходить. Полуавтомат на 230 А 380 в. серьезно прогревает, даже на 350 мм от шва после сварки можно жарить яйца1 балл
-
Поступил такой вопрос от коллеги на повестке дня, выношу на свет: На данный момент варю Тиг, и развиваюсь в этом методе. И соответственно вопрос вот какой: С точки зрения материального вознаграждения за труд, в какой методе больше перспективы, т.е имею веду к примеру сварка труб нержавеющей стали, или листовые и угловые соединения, может работа с другими цвет металлами. Ваше мнение? Кто востребованный сейчас? Ответ: Больше ценятся сварщики tig, выше оплачиваются, так как спектр применения данного вида сварки весьма широк и качественно высок. Сразу предостерегу от листового железа по нерж. стали, а именно от резервуаров и танков, емкостей тонкого и толстого железа Обоснование; большой метраж не сулит больше зарплаты, но наоборот, потеря физической стойкости, износ, скорая потеря зрения обеспечена. Работодателю плевать на Ваше здоровье. Монтаж труб и емкостного, а так же сварка этих видов оплачивается одинаково. Лучше всего работать на трубах, ведется монтаж, это резка, прихватки, сборка, сварка. Это время. Сварки на много меньше, но выше ответственность, так как в процентном соотношении рентгена больше, но не везде и не на всех проектах. Если учишься владеть всеми видами сварки до совершенства, либо уже владеешь, это приветствуется работодателями России, но не оплачивается. Не рассказывай и не показывай работодателю россии своихвозможностей, дабы он не привык к твоей уникальности,после чего приучив его, будешь возненавидим за просьбу повысить оплату труда себе в силу отказа универсальности в сварке. Так же, если можешь сам вести монтаж, кроме сварки, не веди, это не оценят и выше не заплатят, но так же при отказе, после показа своих возможностей в монтаже, тебя выгонят вон. Полуавтоматическая сварка в россии ценится низко, а так же одинаково черной и нержавеющей стали. Это не правильно! Нержавеющую сталь сваривать сложнее и требует максимум знаний по оборудованию, присадочных материалов, а так же настройки св.полуавтоматов. Перспективы есть только за границей, если молоды, учитесь и уезжайте. Сварка титана ценится выше других сталей, так как более капризна к перегревам и защите св.ванны, а так же трещины, порча материала. Варится легко, если все правила соблюдены. Хотя не исключен алюминий с оксидной пленкой и нерж.ка с ее деформацией и окислами, которые мешают свариваться. Все состоит из правил! Соблюдайте данные правила и все будет хорошо.1 балл
























































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)


