Лидеры




Популярный контент
Показан контент с высокой репутацией 09.09.2015 во всех областях
-
Вот немного моих будней и некоторые изделия.







 13 баллов
13 баллов -
Отопление,ф50,лб52 и газосварка на операционных швах.




 6 баллов
6 баллов -
Пробка на пересечении границы города и области (у ИКЕИ)? Это ещё не пробка. Не огорчайтесь... скоро Москва :-) Это Папаша нагоняет время после пробки на Кронштадтском рейде и немного классики:5 баллов
-
Вот и первая рыба(кета), вечером: жарить, чай, хлеб/масло, икра. -------------------------------------

 4 балла
4 балла -
Наконец то и я выбрался отдохнуть. Вид из окна: Сочи;



 4 балла
4 балла -
Между делом изучаем 500Й (в деле пока изученный и проверенный Селко) но думаю и 500ке найдется дело . Нерж. импульсный режим , настройка проста но импульс хорош и похож на импульс ТИРа 315. Ну и без "крылатого металла " не обошлось , а куда мы без него. Что понравилось (пока в общих чертах) , импульс хорош на DC и АС токе , переменный ток не плох и имеет три формы волны, частота переменного тока широкий диапазон и не каких ограничений. Ну а остальное как у всех примерно. Что напрягает, поджиг как на DC токе так и на АС токе, немного не удобно настраивать параметры энкодером его надо удерживать и одновременно крутить. И отдельно про поджиг дуги АС тока на токе DC+, ну мне это совсем не нравится. По поджигу завод усиленно работает и это дело будет исправлено, скорее всего добавится в меню выбор полярности поджига на АС токе и сварщик сам будет решать какой вариант выбрать. С энкодером тоже решится вопрос и наверное доп. кнопки появятся или как иначе сделают. Видео, работа аппарата на АС токе с разной частотой, форма тока синус2 . Начало с 20гц, 50, 100,150,200,250гц. http://www.youtube.com/watch?v=QyXOL9Sh08Q&feature=youtu.be



 3 балла
3 балла -
как по мне самый "спокойный" электрод АНО-21, производителя выбирайте сами, МР-3, жидкотекучи и заметил особенность что при опирании на обмазку очень часто электрод либо липнет либо дуга гаснет, УОНИИ для новичка вообще не вариант, нужен хороший источник, хорошая сеть и мало мальски навыки сварщика чтобы их вообще стабильно зажечь (никому ничего не навязываю, все основано на личных наблюдениях)3 балла
-
@CDLBone, Есть даже метод такой сварки в нажнем положении - опиранием на обмазку. Ничего плохого в этом нет, кроме того, что возможен он только на электродах с толстым покрытием. Если привыкнуть варить так, то могут возникнуть проблемы со сваркой другими электродами. А так, и зашлаковок - минимум и шов красивый.3 балла
-
Отечественный производитель арамидов почему-то перестал(!!!) нам поставлять сырье для огне,-термостойких швейных ниток(НШТ). Поплакали...Подумали...И перешли на Кевлар. Теперь в качестве сырья для своих ниток используем комплексные арамидные нити Кевлар. Кстати цену удалось сохранить на прежнем уровне. А качество только улучшилось!!!
 3 балла
3 балла -
Опробовал сегодня новый уровень - ни капли сожаления о приобретении . Удобно . Отводов мелких закупили , стенка , дай бог , пару миллиметров - сварочную ванну не держит . К тому же кривые да косые - пока выставишь в плоскости , такие щели получаются ... Привлёк ПА . До чего же удобная штука . Потихоньку для себя открываю новые страницы в сварке . Ну и РДС не забываем , где возможности позволяют







 3 балла
3 балла -
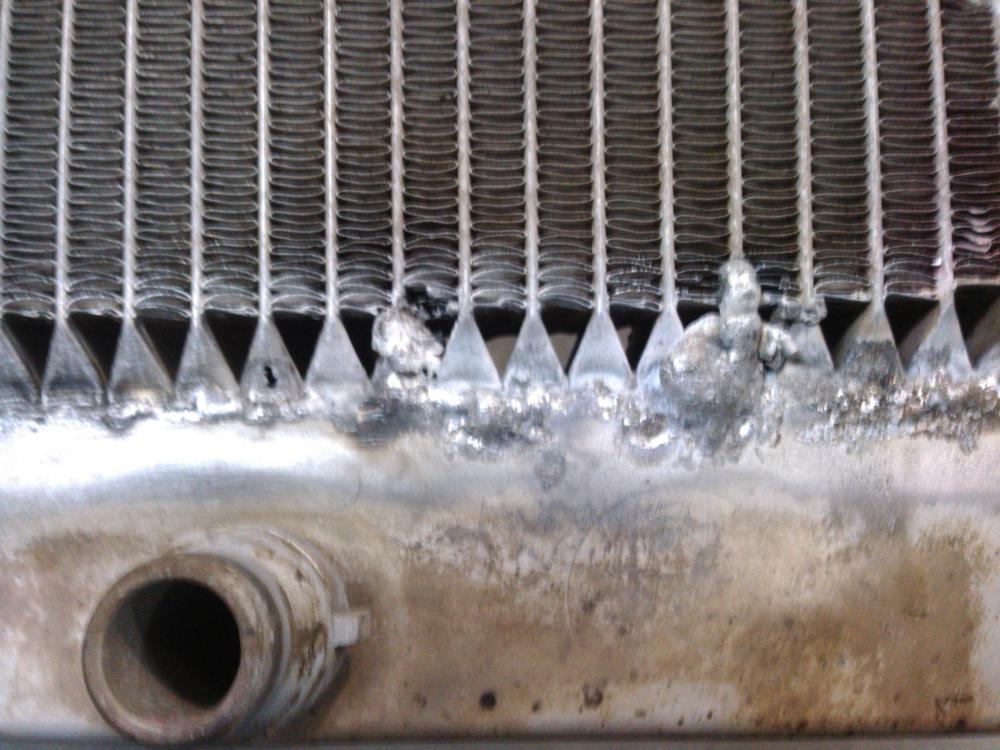
NURA, прожигов, как на ваших фото, очевидно быть не должно. Конечно, специально такое сделать можно, но при адекватных настройках аппарата такого быть не может. Для окончательной диагностики, вам необходимо, посетить сервис. Speedway 200 должен без проблем выполнять такую работу. В нашей практике на этот аппарат подобных нареканий не было ни одного. Наоборот, покупатели хвалят аппарат, например, тут: https://www.youtube.com/watch?v=NdydOliBaU4&lc=z13zud0xzvmrgxc1m23tijophxnvwnlo204 Мы протестировали его отдельно под ваш материал. Видео: https://youtu.be/7hNSCuG6dxs Фото: http://evrotek.spb.ru/upload/medialibrary/56a/gazovyi_reduktor_s_podogrevatelem.jpghttp://evrotek.spb.ru/upload/medialibrary/dd7/nastroiki_speedway_200.jpg http://evrotek.spb.ru/upload/medialibrary/282/speedway_200_svarochnyi_shov.jpg2 балла
-
В начале октября едем на выставку "РОССВАРКА" в Москву. Будем выставляться. Там так же будут выставляться известные европейские бренды в области СИЗ. Кое-что купим и потестим. Тогда обязательно выложу.2 балла
-
Ссылка на старую версию сайта. На новую: Сменные и запасные части Способна, громоздко правда.Я так делаю: " Не эстетично, зато: дёшево, надёжно и практично". Вчера бак под рыбу из нерж. варил.

 2 балла
2 балла -
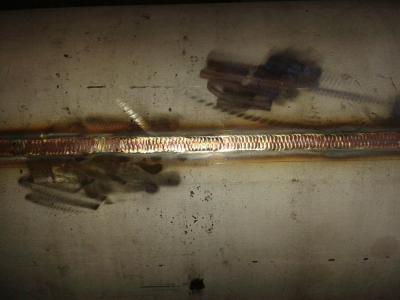
Сварка радс вальцованной трубы, примерно 400мм. толщина 6мм. Три прохода, оговорюсь сразу варилось с одной стороны, присадок 2.4 токи 120а, 140а, 135а.

 2 балла
2 балла -
Вообще ниочем будет 10кгсм. Пишу же кёрхер именно из-за большого давления и возможности регулировать курком, так как подача у него маленькая.2 балла
-
Вот новая работа.Попугай из ложек.Тема долго рождалась,но с появлением в руках штурвала,прорвало.



 1 балл
1 балл -
@ingwar, , отлично сказано. Жаль Вы пока (надеюсь только пока) не участник, потому нельзя Вам плюс поставить.1 балл
-
"ТУТ" я вижу тока Ваш рекламный ролик!!! На мою проблему Вы по прежнему не ответили и не чем не помогли ! 10 лет назад я купил сварочный аппарат WSMI 250 AC|DC LIDER . Через неделю он поломался, повез реализатору, Целый день он увиливал ( мастер болеет. куда-то уехал и т.п.) Починил своими силами !!! Я понял что это обыденный ТОРГАШ не несущий ни какой ответственности . Покупая у Вас я надеялся избежать таких проблем! Создается впечатление что история повторяется! П,С Внимательно прочтите верхний пост!1 балл
-
Вот такой вот ремонт




 1 балл
1 балл -
Вот ведь какая сердобольная полиция у нас:
 1 балл
1 балл -
Нет. Пока не заморачивайтесь. Касайтесь, ведите обмазкой по металлу. Не думаю что эту литературу пишут практикующие сварщики. Скорее это кто-то другой. Я вот скажу вам что давление 6 атмосфер это хорошо. А для чего хорошо -- не скажу. Так и тут. При определённых режимах могут возникнуть поры, подрезы.1 балл
-
Покупаете провод 4 по 2.5 квадрата, спариваете жилы и все проблемы пропадают. До 50 метров гарантированно никаких значимых потерь. (около 6 вольт) Отнеситесь серьёзно к совету прочесть тему с начала. Выберите время и сделайте это. Там много чего хорошего написано.1 балл
-
Видел такое, как когда-то возвращался домой из Питера и думал, как повезло, что мне в другую сторону... Там были не только с дач, но и с отдыха по бездорожью, кто своим ходом, а кто в виде сплошного комка грязи на прицепе-лафете к "городскому" авто.1 балл
-
Мне просто надо было выезжать на денек позже, чтоб не попадать в массовое возвращение горожан с дач ,1 балл
-
Примерно так Завтра сфотаю как горелку в руках держать и присадку подавать. Без обид. Но на форуме все разжевано дальше некуда. С фотографиями. Читай не ленись. И " Учиться, учиться и еще раз учиться" В.И. Ленин.
 1 балл
1 балл -
Пришла моя посылка с удлиненными колпачками и сеткой на большое сопло.
 1 балл
1 балл -
На все случаи жизни
 1 балл
1 балл -
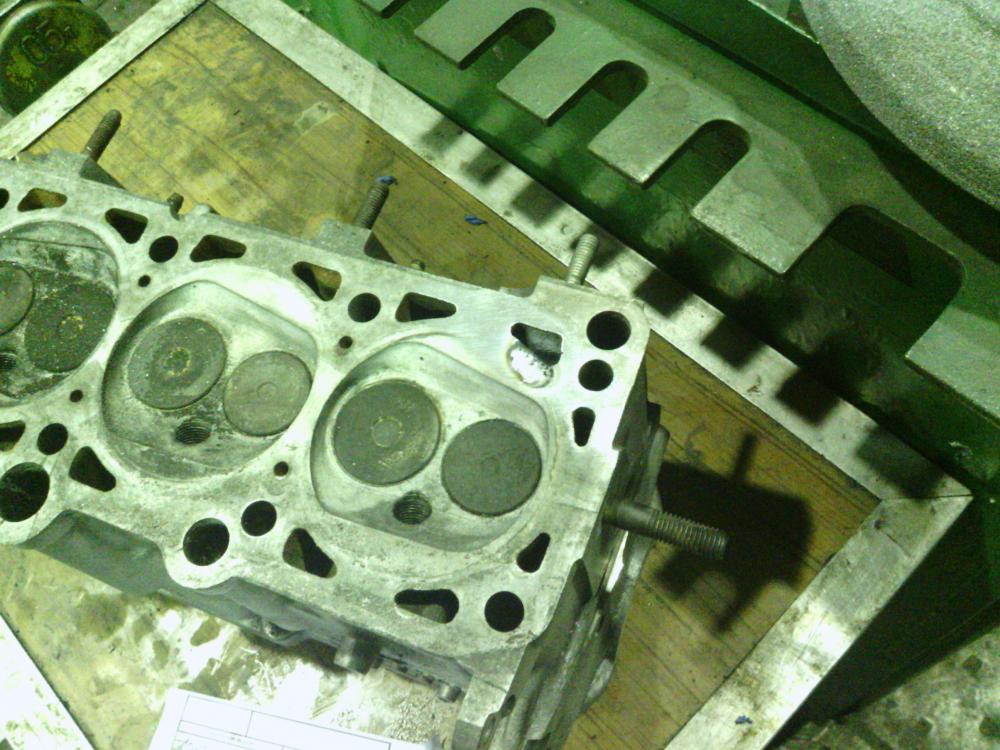
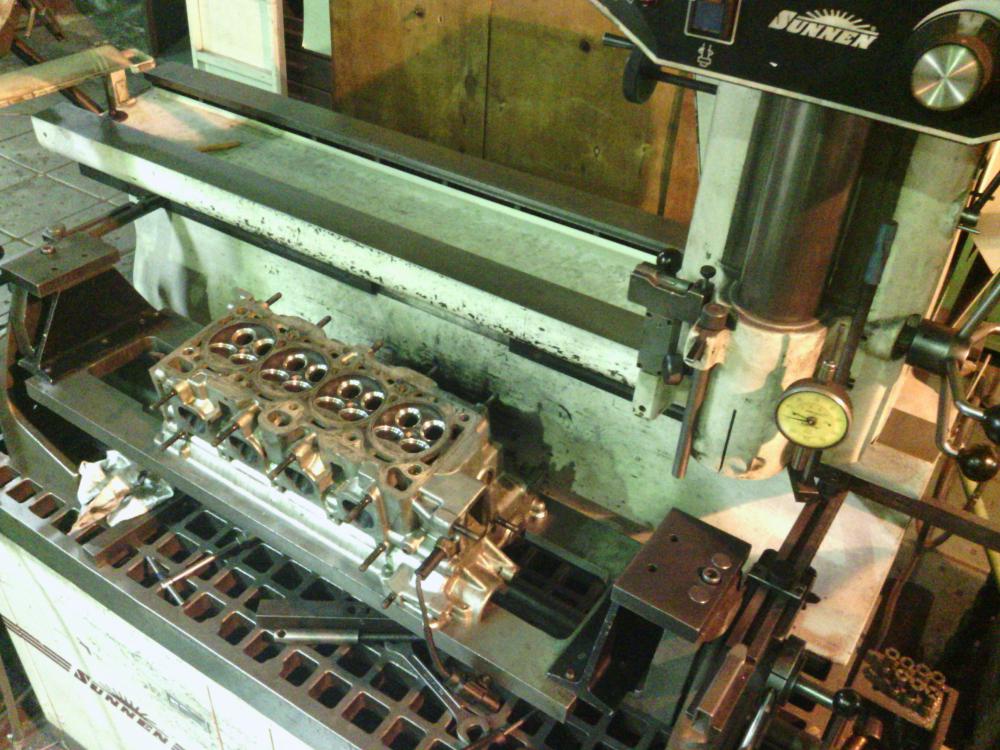
Сижу вот после свадьбы на работе , работу пытаюсь работать. V8 Тайота целиндры разбиты , а вот другой блок , Хонда ,масляный канал треснул , очень странно, хотя глянул литье очень плохое.






 1 балл
1 балл -
Подобрал с 4-го раза пружины на перед.Обрезать на один виток надо.Хай-джек стандартный 1.50.
 1 балл
1 балл -
Сделали выставочный образец палатки сварщика волгодонскому учебному центру для сварщиков.


 1 балл
1 балл -
Хочу, что бы было всё как на "орбитали" сварено: и так, и сяк пробую... если в начале сварки приходится разогревать трубу, то в конце сварки скорость в 2 раза больше, а ещё ведь присадку подавать , что бы и сверху трубы было, и внутренний валик в норме. Свариваемые трубы от 16мм со стенкой 2мм до 25мм со стенкой 3мм. У труб размеры стабильны, а вот отводы и тройники - Китай, допуск могут (и уходят) в + до 1-1.5мм ... жуть Получется стенка трубы не 3мм, а полных 4-4.5мм Добавлю: трубы под рентген, газ с рабочим давлением до 300 бар. Жду советов по технике сварки.


 1 балл
1 балл -
Не выйдет из неё конфетки простыми путями. Заглушите все отверстия, Налейте её под горло водой, и накачайте мойкой высокого давления, это вытянет большую часть дефектов. Самый большой гемморой будет с герметизацией люков изнутри. Предварительно обязательно отрежте внутренние перегородки от мятых мест.1 балл
-
Быль, как эффективней "вырвать мозг" у малого предпринимательства или как транжирить собранные налоги. (пересказ своими словами) Налоговая: Заказное письмо с уведомлением Июнь 2015 г. (50 руб) Проведенная камеральная проверка выявила, что Вы не предоставили отчет за второй квартал 2014 г. Вам необходимо явится в налоговую инспекцию. Я: Действительно не предоставил, просто понятия не имел, что такой отчет необходим. Налоговая: Ну как же, еще в 2013 году было подписано соответствующее постановление, следить надо за новыми законами. Я: Виноват, готов понести наказание, уплатить штраф. Сколько денег за данное нарушение? Налоговая: 300 рублей!!! Я: Дайте пожалуйста реквизиты куда уплатить штраф, я сейчас же уплачу. Налоговая: Вы что, так не делается. Скоро мы примем решение и вызовем Вас Заказным письмом с уведомлением (50 руб) на "разбор полетов" в инспекцию. Я: Можно я напишу заявление, чтоб моё "ДЕЛО" рассмотрели в мое отсутствие. Налоговая: Можно, но после того как Вы получите письмо. Пришло письмо, написал заявление. Налоговая: Третье заказное письмо письмо с уведомлением (50 руб) Рассмотрев Ваше дело о не предоставлении отчета, инспектор вынес решение о наложении на вас штрафа в размере 300 руб. И все , в смысле реквизитов как не было так и нет? Я: ГДЕ? КУДА? Налоговая: Реквизиты мы Вам вышлем дополнительно Заказным письмом с уведомлением (50 руб). Ну здесь хоть в сто рублевом плюсе остались, а вот когда такая же канитель по поводу недостачи по налогам, в размере 1 рубля 20 копеек начинается...1 балл
-
Палетный ящик для грузового прицепа 2480Х1250Х500-600 мм.1 балл
-
Сегодня вваривал гильзу лопнула труба из чугуна. Конечный результат уже не заснял разошолся дождь все делали быстрей-быстрей. P.S. Не нравится мне эти ресанты, слишком жесткая дуга что ли (или как там правильно), сильно брызги летят, и чуть удлинишь дугу сразу электрод тухнет.




 1 балл
1 балл -
Много кто в напряженном состоянии, из старого:
 1 балл
1 балл -
http://ic.pics.livejournal.com/zubkoff/10063659/750377/750377_600.jpg http://f6.s.qip.ru/IA4wMCST.png1 балл
-
@pavel83, Тоже в нашем СМЭП поработал, и на разметку попадал, и знаки менял и со светофорщиками катался - это в нагрузку к основной работе электрогазосварщика. мужики с бригады: У нас тоже такой был, обваривал - пайолы менял, леера новые ставил. Бригада каталась пешеходники красили.




 1 балл
1 балл -
Сегодня начал было мудрить с медными прокладками и прочим гламуром, как позвонил заказчик и передал пожелание от токаря, вырающееся у нас как: "Больше мяса и не скупиться". Вот и славненько, перекрыл участок за несколько проходов и отдал далее по технологической цепочке на мех.обработку. Ток 120-90А забрали горячим ещё-снимаешь и снимок размазывается.

 1 балл
1 балл -
Блок , авто Порш V-8 , разбит цилиндр.




 1 балл
1 балл -
Тактильная плитка, с помощью которой повседневная жизнь человека с ограниченными физическими возможностями становится немного проще. Дорожка здоровья, по дамбе берега Енисея.(Ставим знаки и наносим разметку.) Сбитые ограждения. Светофор на солнечных батареях. Для обеспечения безопасности нерегулируемые пешеходные переходы оборудуют светодиодными светофорами Т.7 желтого цвета. Светодиодная импульсная индикация особенно в сумеречное и ночное время позволяет безошибочно с большого расстояния идентифицировать пешеходный переход и заблаговременно обеспечить безопасный режим движения. Газ 53 Д-21






 1 балл
1 балл -
Где-то с месяц назад.





 1 балл
1 балл -
Изготовление маленькой катушечки для подводных работ: http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_01s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_02s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_03s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_04s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_05s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_06s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_07s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_08s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_09s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_10s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_11s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_12s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_13s.jpg http://www.argon.pw/IMG_Forum/katushka/izgotovlenie_katushki_www.argon.pw_14s.jpg1 балл
-
Как новорил Энштейн: " Лишь гений способен господствовать над хаосом!".1 балл
-
Сегодня установил два борта и прикинул как крепить, чтобы не болтались, два верхних боковых борта. Так-как у заказчика мало время, а один я работать не хочу (тариф дружеский ) доделывать буду постепенно тем более, что задний борт должен будет открываться сам, с подьёмом кузова, так сейчас открывается родной борт.



 1 балл
1 балл -
Командировка закончена, последний стык.

 1 балл
1 балл -
Ну а я, потихой, ворота шпарю Довольный заказчик со своим новым сварочником, который я протестировал вместе с маской.



 1 балл
1 балл -
спагетти заказывали..........





























 1 балл
1 балл -
В прошлом году просили сделать самодельный станочек для заточки фрез,на станок для цилиндровки брёвен(станок и фрезы тоже самодельные)Вот что у меня получилось из простых подручных материалов





 1 балл
1 балл -
Дополню,что варить нужно обратноступенчатым способом и начинать сварку между прихватками. Если бак,а не канистра,то придётся делать по верхней кромке комингс или бортик. Эх,сколько "Рояля" сюда уместилось бы...1 балл