Лидеры




Популярный контент
Показан контент с высокой репутацией 16.08.2015 во всех областях
-
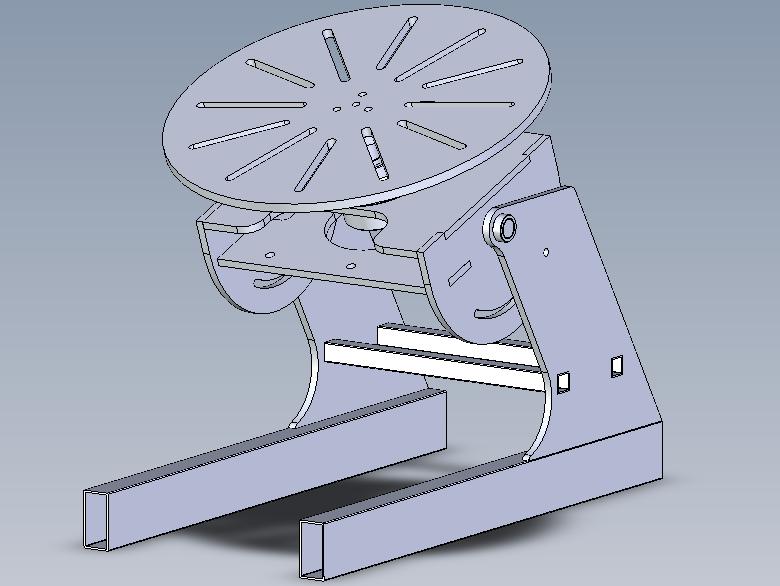
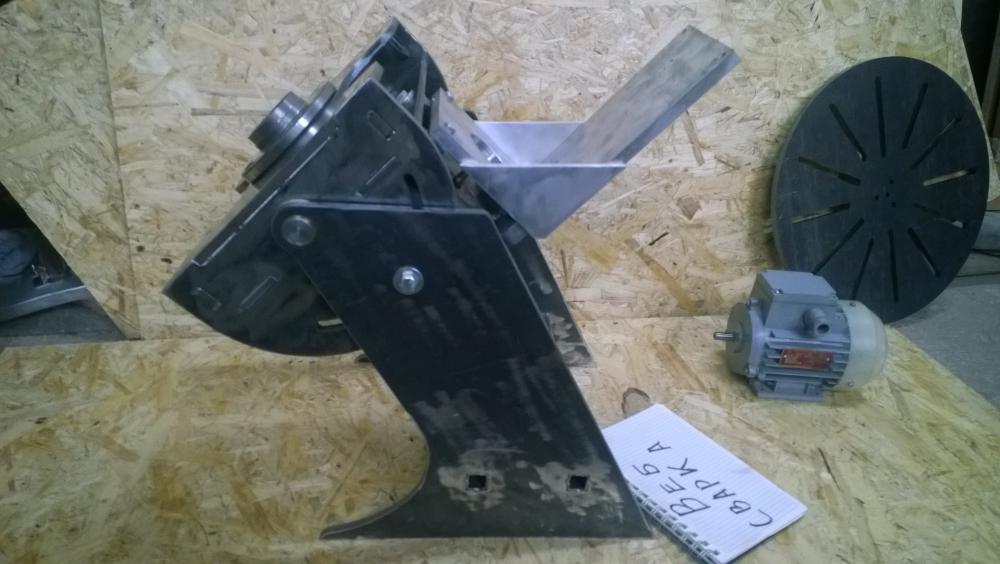
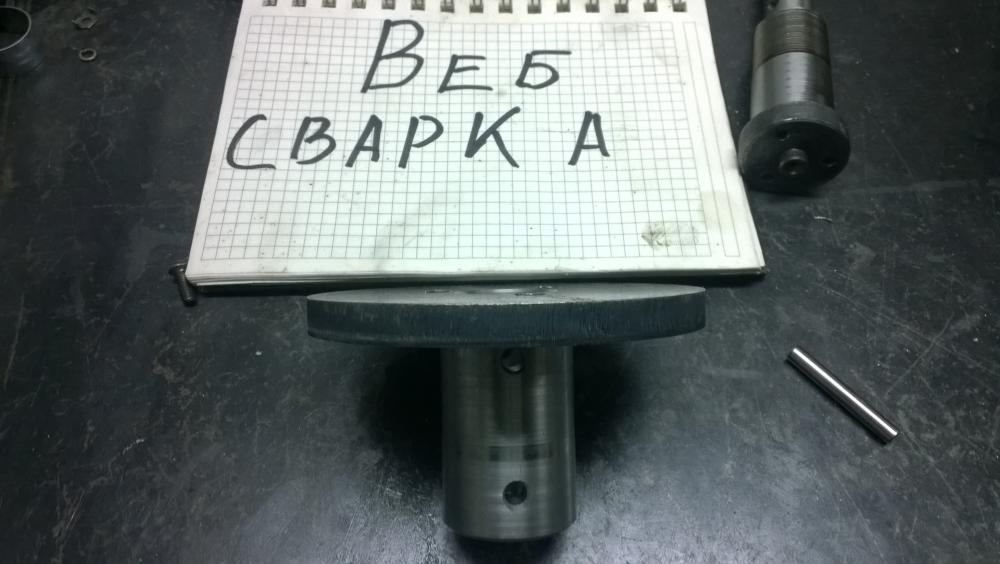
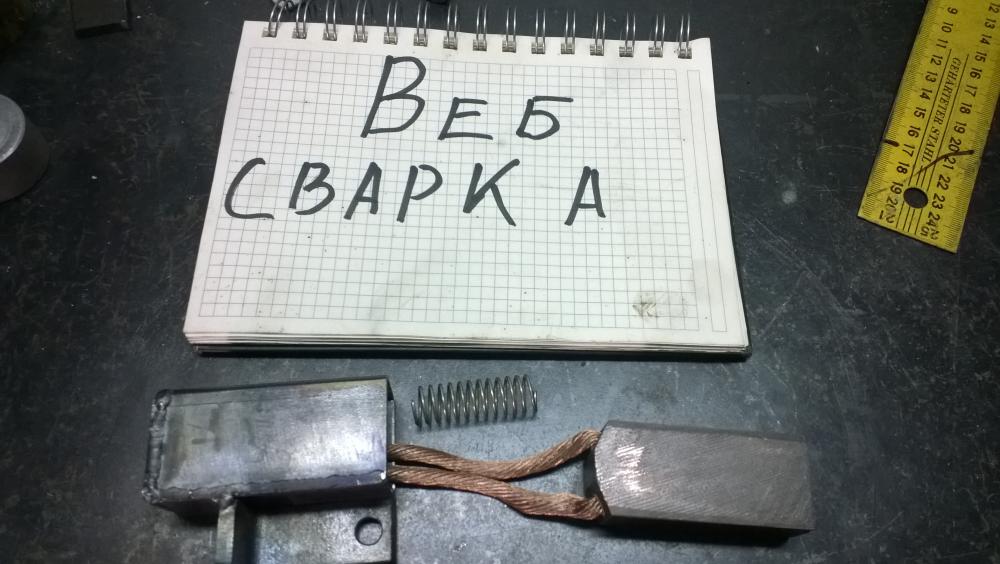
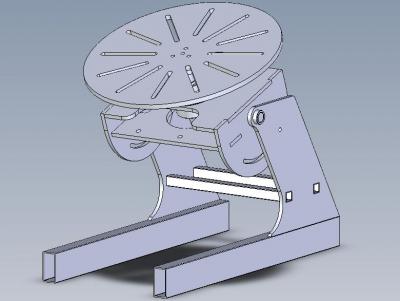
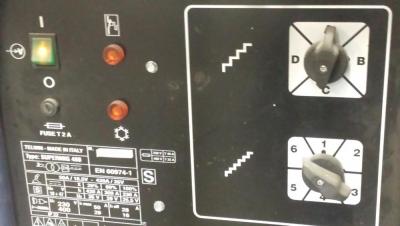
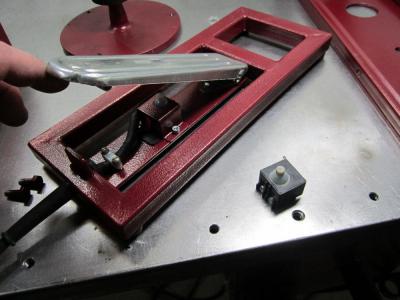
Здравствуйте! Меня зовут Евгений. Давно хотел сделать вращатель, но всё руки не доходили и тут конкурс. Был создан проект. Вырезан в металле. Начало сборки. Эл. двигатель 120 Вт. 1350 об. мин., редуктор 1/120, ступица от "девятки" Моторная плита. Выточил детали для ступичного узла. В ходе испытаний выяснилось, что редукции 1/120 не хватает. На частоте 50Гц, 12 об. мин. на 15Гц, 2 об. мин. Было решено ставить еще один промежуточный редуктор. За базу был взят рем. комплект редукторного стартёра. Были изготовлены корпус, валы и шайбы. Втулки заменены на подшипники. Реализация щёточного узла. Изготовление щита управления. Педаль. И вот собственно сам готовый вращатель. Планшайба может принимать как горизонтальное так и вертикальное положение. Реализован реверс, регулировка частоты вращения. Эл. двигатель полностью изолирован от рамы вращателя. И пробы "пера". Конкурсная работа № 35, Техническая номинация Конкурса сварщиков «Делаем своими руками» Генеральный спонсор конкурсаКомпания «ArMiG» — все для сварки и резки. Победитель в номинации «Лучший поставщик» концерна ESAB в России 2014 года.http://websvarka.ru/images/forum/logo_armig_250_wh.png

















 5 баллов
5 баллов -
Закалка нервов. Технадзор потребовал исправить заземление, сделать нахлёст не менее 10см. МР-3с+оцинкованная полоса. Слава Богу, что никаких требований по прочности. Оцинковка шкварчит как вода на горячей сковороде...


 5 баллов
5 баллов -
как всегда начальству нужно вчера из ничего,ушло 5 часов вечера ...основа бак алматинка,верх обечайка оцинковка 2ка секторами резал,между заполнение чернуха 2ка,колосник 3ка,,патроны 2-3ка,труба на хомуте потому что чуть ли не выставку...мужики дома грядёт революция потому так сухо и сжато ..хотя стока фото накопилось идейных ..которые ждут ваших реценций






























 5 баллов
5 баллов -
Все предусмотрено. Патрон был куплен именно для вращателя.Спрей и паста для п/а незаменимая опция.


 4 балла
4 балла -
Берём тубу и пластинки: Варим какие то столбики: Вот такое вышло: На таких режимах в нижнем положении: Такой проволокой, в смеси 80/20: P.S.Труба 140х5 пластинки толщиной 15мм.














 4 балла
4 балла -
Когда нет времени на поиск, а нужно получить быстрый ответ, то в этой теме можно задать любой профильный вопрос и вам по возможности кто нибудь постарается ответит.3 балла
-
Здравствуйте все любители железа! Тема листогибов стара, как мир. Но, тем не менее, может кому-то будет интересно. Занимаюсь изготовлением бачков из нерж.стали 1,5-2мм. Старый листогиб уже еле дышит, поэтому на замену решил сделать покрепче. Для этого использовал рельс Р24, швеллер 100 мм, петли 40 мм, водопроводные трубы для станины. Рабочая ширина листогиба 85 см. Больше всего была нужна возможность получения разных радиусов загиба, поэтому прижимная и поворотная балки регулируемые. Основной режим работы листогиба - поворотная балка поднимается вверх. Но, также есть возможность гнуть лист, нажимая на рукоятку сверху вниз, т.е. используя собственный вес (правда менее удобный алгоритм разметки и закрепления листа). Уверенно гнет 1,5 мм, 2 мм, 3 мм потяжелее (3 мм пробовал на длину 65см), и нагружать надо листогиб, либо крепить к полу. Минимальные радиусы меня вполне устраивают. Также попробовал 5 мм полоску 6-7 см - загнулась (на фото). Таким образом прочности у листогиба с запасом, для моих нужд. Конкурсная работа № 36, Техническая номинация Конкурса сварщиков «Делаем своими руками» Генеральный спонсор конкурсаКомпания «ArMiG» — все для сварки и резки. Победитель в номинации «Лучший поставщик» концерна ESAB в России 2014 года.http://websvarka.ru/images/forum/logo_armig_250_wh.png









 3 балла
3 балла -
Пара фоток Моих будней. Погода наладилась, всем приспичило возить сено. Ходка в, среднем, рубль. Смотря куда ехать. Приехала Газелька, которая прошла пару кругов ада (СТО с кривыми руками) Все видно по фото. Движку тупо запоганили. Перетянули вкладыши, половина их-в картере в виде стружки. Кривыми ручками залезли в башку. И, напоследок, неправильно выставили распред. Так, что сгорела выхлопная. Стараюсь такими работами не заниматься. Но, тут желание покрутить гайки появилось. Да и платят неплохо и не торопят только:" Э брат сделай как для себя (москалик мой 3 месяца мертвый стоит раковины в блоке и башке сварщика знакомого нет чтобы заварить ). От души". Конечно, сделаю за неделю. Сварка тоже есть. Продолжу завтра, устал глаза закрываются.



 3 балла
3 балла -
Постараюсь за раз ответить на все ваши вопросы, что бы убрать ошибки. Нержавейка не любит больших токов и "быстрая" сварка большим током приведёт к тому, что ваш шов через год-два будет ржаветь: из металла выгорают его составляющие и больше это не нержавейка... То, что у вас внутри трубы ежи - нет поддува при перегретом материале. Присадка не поможет от этого избавиться: расплавляя присадку, вы нагреваете поверхность свариваемого металла и чем дальше - тем больше и хуже. Далее. То, что внутри трубы не сформирован шов, приведёт к тому, что это место развалится первым: нет равномерного потока газов, при нагревании и остывании металл ослаблен, а это приведёт - см. выше... Конечный итог: потеря клиентуры Организовывайте поддув, ток около 30 А будет в самый раз: да же без присадки, при толщине стенки 1.5мм и отсутствии опыта сварки.3 балла
-
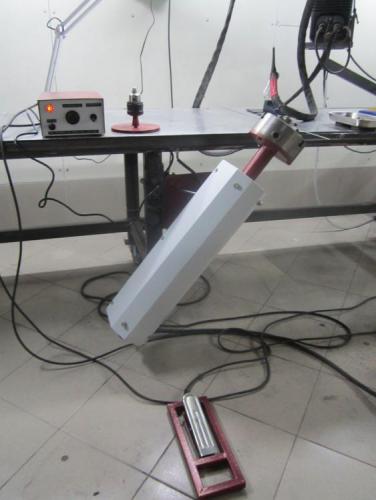
Ни где не подсмотрено, а выстрадано в творческих муках. Есть уже аналоги построенные конкурентами со слов любопытных дальнобойщиков. Марка - KURENGA - 001OG Прошу прощения за бардак в "операционной", на стенде сам прибор которым и проверяем соосность.
 3 балла
3 балла -
Привет , подобную штуковину для сварки небольших (относительно) деталей , делал пару лет назад ( щёточный узел от стартера + патрон от токарного станка ) там мощный двигатель и редуктор не нужен , зато надо обязательно сделать реверс и регулировку оборотов ( можно через частотный преобразователь)

 3 балла
3 балла -
Сказ про то как Сусанин землю купил. Купил значит землю Сусанин. И радый ходит. Есть в хозяйстве легковой автомобиль городского пользования и малого вмещения, российского производства. Фаркоп на него стоит 3500р, мелочи скажут многие, да только в интернетах цены такие, в наличие в городе нет, под заказ долго и не факт что подойдет, не освоен еще рынок запчастей и приблуд для новых моделей. покупать что то более менее подходящее и переделывать - не серьезно. Посему пораскинув содержимым черепной коробки (надо пораскинуть мозгами подумал самоубийца стреляя в висок)) решил сделать сам, шар куплен, машина есть, отпуск... погнали... В качестве материала лист 3 мм уголок 40 и уголок 32, по первоначальной задумке не пошло, крепить полосу к лонжерону на заводские глухари, сорвал один, пришлось в нишу запаски, опять же технологические отверстия заводские














 2 балла
2 балла -
Вот он мой п/а. Тоже неплохое импортозамещение.
 2 балла
2 балла -
Есть такое неудобство, согласен. Но и эта проблема решаема и вариантов много. Простой: "нарастить" тот же отвод обрезком трубы в 100-150мм чисто для сварки, прихватив её парочкой маленьких прихваток. Через него "организовываете" поддув, а если трубопровод короткий, то и отвод газа из изделия (проверено лично и не раз - работает!) Приварили, проверили, что всё ОК и тогда аккуратно напильником ослабили (подпилили) прихватки, удалили (отломали) прихваченный кусок трубы, так же аккуратненько удалите на детальке следы от прихватывания. Вот и всё, довольно просто. Каждый случай может иметь своё решение, нет одного на все случаи жизни. Маленько смекалки и удача будет с Вами2 балла
-
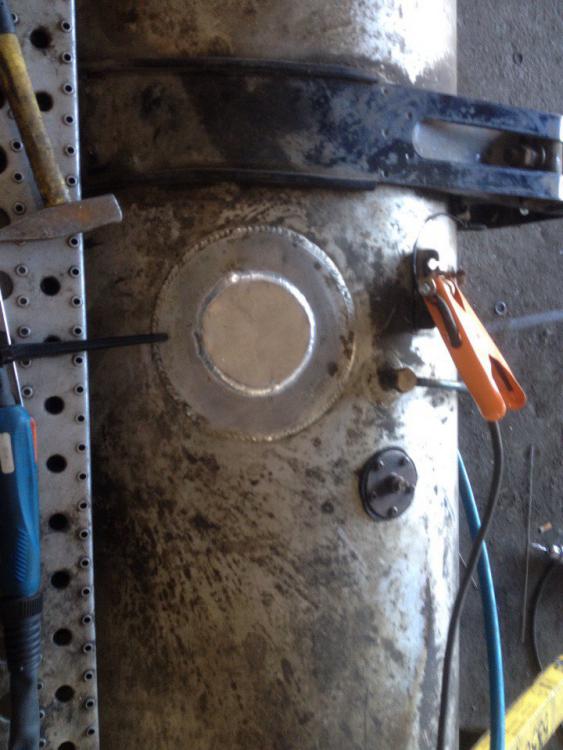
Топливный бак тягача Вольво, стрельнуло колесо






 2 балла
2 балла -
@marat, ну вот как то так. распаял два бачка перепаял обе доски и крышки. вот и все=) 7 часов 5 бутылок пиво, 250 мл кислоты и 4 прутка олова=) вроде получилось. только у меня олово кончилось=) и цену такой работы не знаю.








 2 балла
2 балла -
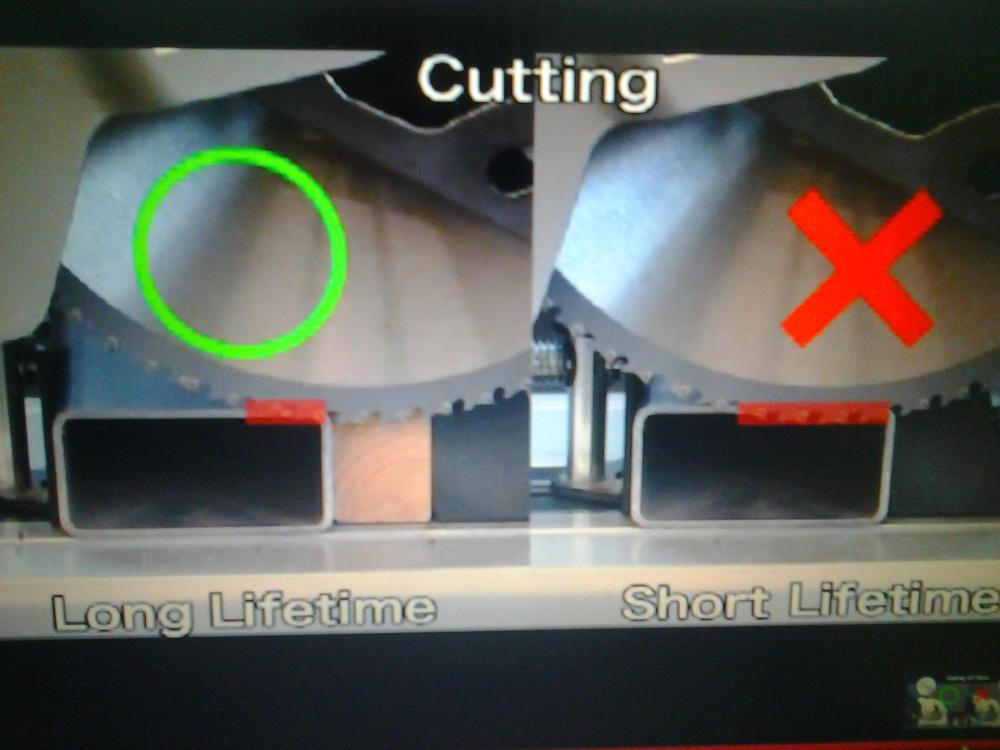
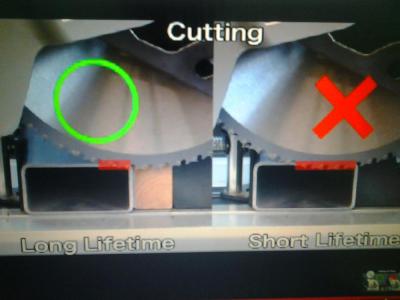
Приветствую. Собираю все "за" в пользу твёрдосплавных пильных дисков по металлу и цветному металлу. Диски например типа DeWALT DT1903-QZ, MAKITA B-29418, MAKITA B-29387 или MAKITA B-29343. Почему только "за", потому что "против" только цены. Что привело вас к решению купить отрезную машинку например типа MAKITA LC1230 и подобные диски к ней? Что осталось от дисков и куда выкинули или продали пилу, если такое имело место? Качественное фото и видео приветствуется. Точку в вопросе выбора реза абразивом или "зубом" мы может не поставим но предлогаю сделать так что бы человек прочитав эту тему всё таки сделал выбор. Тут один человек это уже обьяснял но как то не очень понятно. Не приводил фото или видео. Особенно интересует примерный износ расходников по разным материалам, + - 100 резов. Да и резать надо уметь. Тока не сравниваете с абразивом и дисками за 2500 руб. Спасибо за внимание.
 1 балл
1 балл -
Здравствуйте, зовут меня Алексей. Вот создал себе ещё одну технологию. Идея витала уже давно, поднабравшись знаний в инете, взялся за работу. В общем вот, что у меня получилось. Что назвать началом, не знаю. Начну с самой крупной детали. Корпус, металл 1мм. Кромка гиб. Загибаю края корпуса для жёсткости. Сложил детали корпуса для примерки. Вырезал отверстия для питателей, и опять примерка. Сделал ручку для нагревательного блока. Ручка изготовлена из автомобильной шпатлёвки. Несколько ранее изготовил питатель. В последствии после испытаний на оригинальном порошке, пришлось переделать внутренний конструктив. Что работает на крупном порошке, очень плохо работает на мелком. В общем, нашёл оптимальную конструкцию, которая работает на обеих фракциях. Блок управления экспериментальный, всегда разбиваю электронику на отдельные блоки и только после испытаний, объединяю в одну целую плату. Почти готовое изделие)) Попескоструил и оставил на улице, небольшой дождь и... пришлось пескоструить заново. Далее покраска, обклейка, сборка, настройка. В итоге имеем готовое, рабочее изделие. Прошу прощения за отсутствие фотографий с внутренностями питателя и нагревательного блока. Позвольте утаить конструктив этих элементов. При изготовлении этих блоков, пришлось сильно поломать голову, особенно намучился с изготовлением керамики нагревателя. Особая благодарность моему другу (которого ни разу не видел в живую) Александру "Миротворцу" за безвозмездно предоставленные порошки для напыления. Санёк, снимаю перед тобой шляпу, спасибо тебе ! И напоследок, видео работы данного прибора https://youtu.be/wE61vVl6qy8 Конкурсная работа № 29, Техническая номинация Конкурса сварщиков «Делаем своими руками» Генеральный спонсор конкурса Компания «ArMiG» — все для сварки и резки. Победитель в номинации «Лучший поставщик» концерна ESAB в России 2014 года. http://websvarka.ru/images/forum/logo_armig_250_wh.png









 1 балл
1 балл -
Тему про биметаллы закрыли, засуну сюда, сварил сталь+алюминий, припой (не присадка, припой) люминь-97%. цинк-2%. Ток переменный, защита - аргон. http://www.youtube.com/watch?v=M9QL-NMGJfI1 балл
-
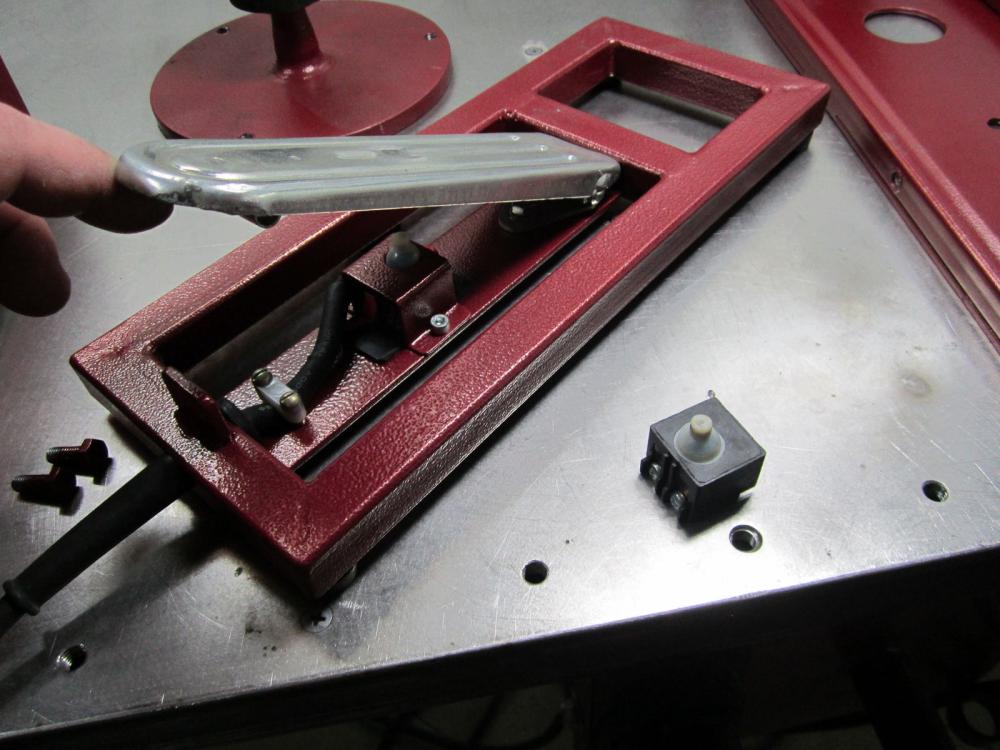
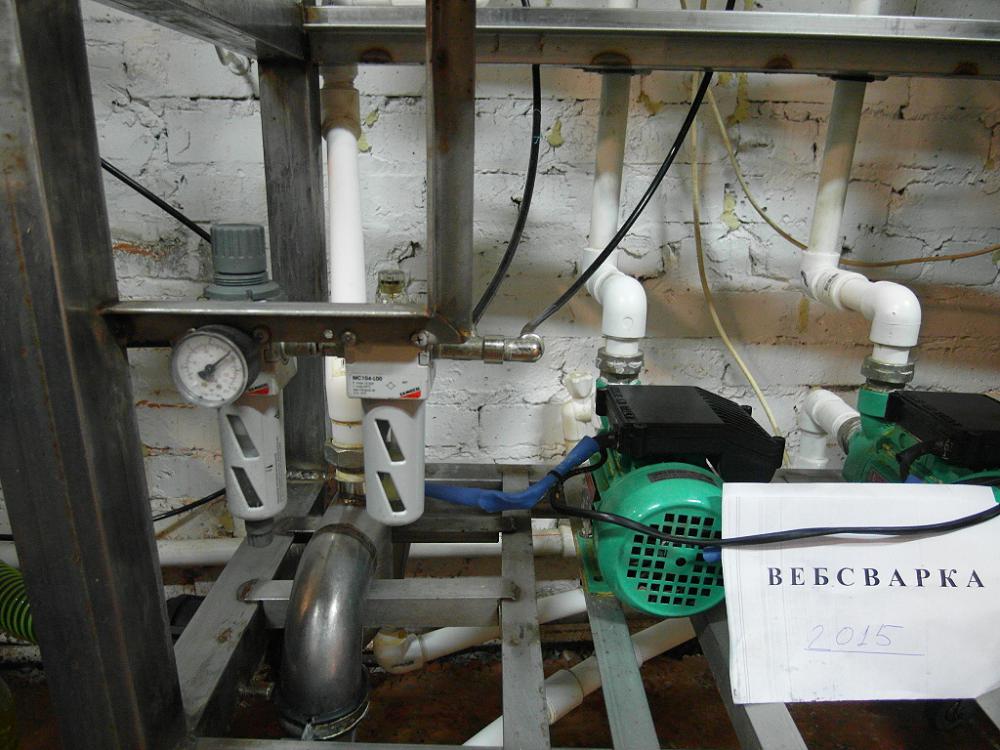
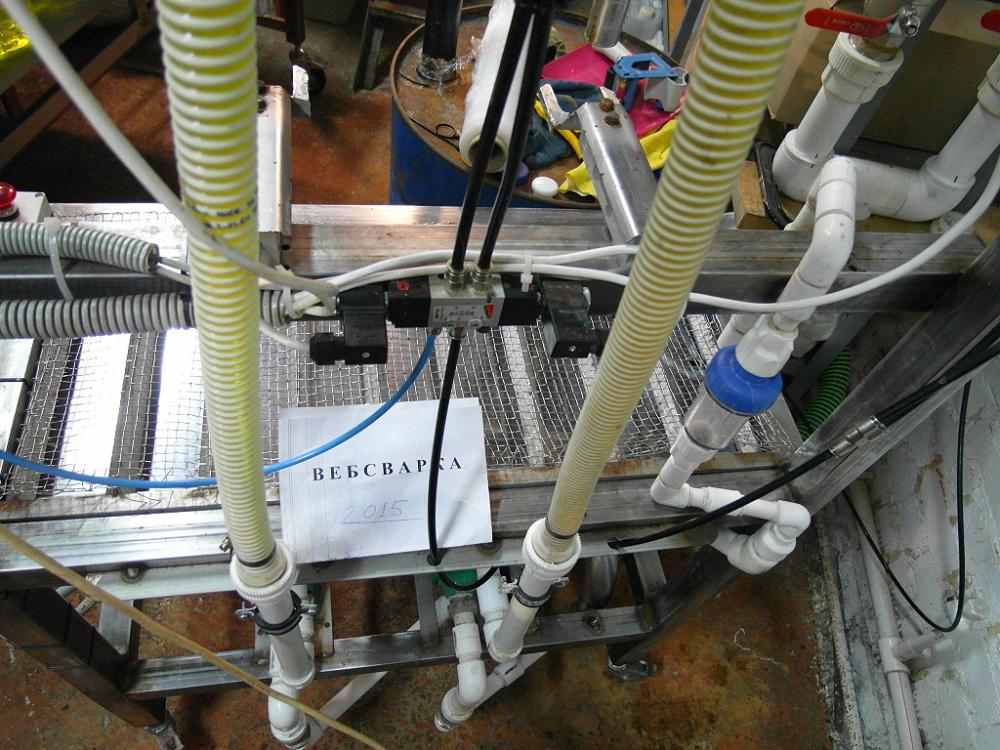
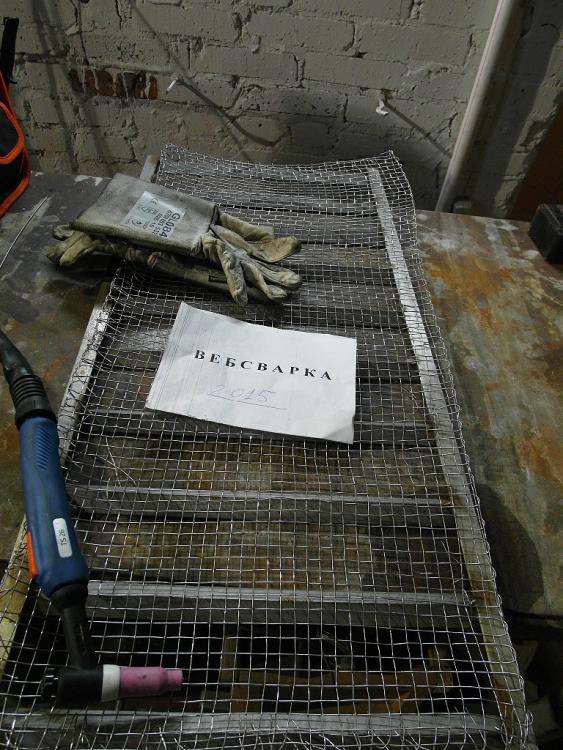
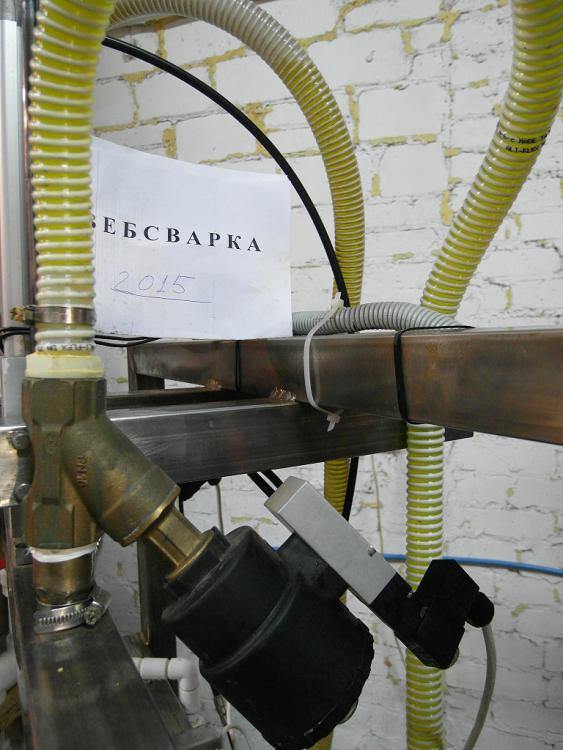
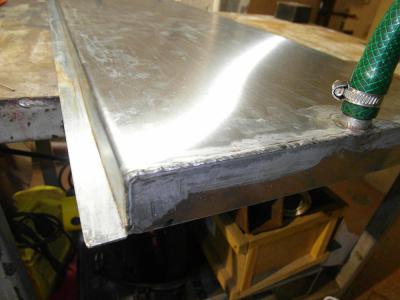
Данный проект родился совершенно неожиданно. Встала в повестку дня задача автоматизировать процесс розлива технической жидкости в емкости 5 л. Был проведен анализ предложений по данному оборудованию на рынке. И тут «сошлись на узкой тропинке» два важных сильно мотивирующих начала – очень высокие цены на подходящее оборудование и пытливый характер выпускника физического факультета университета. Про высокие цены, думаю, всем понятно (для справки: оборудование с подходящим функционалом – от 450 тыс.руб.). А про пытливый характер поясню. В процессе изучения готовых моделей разных производителей вполне законно встал вопрос – что же я зря физфак заканчивал? И стало очень интересно «потягаться» с крупными производителями. Изучил мат. часть – комплектующие, пневматику и т.д. И понял - не зря. Сразу скажу – затраты на проект составили порядка 120 тыс. руб. включая покупку TIG-инвертора, аргона, расходников и пр. Плюс потраченное время. Но оно у меня было в наличии. Так что проект доставил и моральное и материальное удовлетворение (как говорят японцы – деньги сэкономленные есть деньги заработанные). А теперь по порядку. Как я уже сказал, после изучения заводских моделей, в голове родился проект устройства. Причем он был оптимизирован под конкретные условия. Были подобраны все необходимые комплектующие. Это заняло примерно месяц. Было решено каркас делать из профильной трубы 50Х50 стенка 1,5, все вспомогательные элементы – уголок 30Х30 и уголок 20Х20, трубы подачи жидкости – труба 28 стенка 1,5 Вся конструкция должна была быть из нержавейки - и тут пришло понимание, что, пожалуй, самый сложный момент это аргоновая сварка. До этого никогда в жизни не приходилось с этим сталкиваться. Оказывается, все можно освоить при желании. Внимательно изучив уроки господина Mr.Tig на youtube и с Божьей помощью потихоньку начал пробовать. Порезал металл и приступил к сварке. Вначале швы, конечно, оставляли желать лучшего. И скорость была не ахти. Но «русские не сдаются»! И постепенно как-то все само собой стало складываться. В итоге каркас устройства был рожден за неделю проб и ошибок. Для фиксации угловых соединений использовал самые простые струбцины по 400 руб. Несущая перекладина, которую поднимает и опускает пневмоцилиндр и на которой закреплены пневмоклапаны и разливающие трубы, просверлил на станке конусным сверлом под трубы и обычным под крепежные болты. Трубы просто вставлены в отверстия. Сверху к ним приварены ниппели на один дюйм, на которые накручены пневмоклапаны. Хомуты на трубах использованы для регулировки длины вылета трубы снизу под емкости разной глубины Щит для элементов управления взят самый обычный электрический. Только для удобства его пришлось развернуть задом наперед. Отверстия под тумблеры сверлил опять же конусным сверлом. А квадраты под электронные контроллер - лобзиком. Над электрической схемой тоже пришлось подумать. Но здесь все решения нашлись довольно быстро, т.к. электроника никогда не вызывала у меня вопросов. Схему не показываю, т.к. это все-таки ноу-хау. В нижней части конструкции установлены два циркуляционных насоса – по одному на каждый канал подачи жидкости. Крепление под них сделано из уголков 30Х30, которые приварены к каркасу. Управляются они автоматически от щитка через силовые пускатели. Вся разводка выполнена полипропиленовыми трубами за исключением вводного узла. Вводной узел сварен из фасонных элементов – тройник, угол и ниппель 2 дюйма. На этот ниппель накручен камлок также на 2 дюйма (быстросъемный разъем для подсоединения подающего шланга). Два перехода с двух дюймов на дюйм (к ним приварены ниппели на дюйм от которых идут трубы на насосы). И в верхней части тройника просверлено отверстие и приварен ниппель на один дюйм – для отвода воздуха при подаче жидкости. В нижней части каркаса также приварена рамка, на которой закреплены элементы подготовки воздуха – фильтр и масленка. Рабочий стол устройства двойной. Сделан специальный поддон с отводящим шлангом. Это для защиты двигателей от жидкости при проливе или нештатных ситуациях. Его вырубили на гильотине на фирме, торгующей нержавейкой и согнули по длине на листогибе там же. Осталось только приварить торцы и несущие «крылья» по бокам. В каркасе стола приварены по длине два уголка, на которые ложится поддон. Сверху на поддон ложится решетка, сваренная из уголков 20Х20. Эта решетка накрыта плетеной сеткой, чтобы удобно было ставить бутылки. Сзади приварены крепежи для разводки воздуха и подающих жидкость труб. Пневмоцилиндр крепиться на поперечных перекладинах вверху каркаса. Весовые датчики закреплены на средне перекладине каркаса. Прямо на них прикручены захваты под горловину бутылок. Они вырезаны из листовой нержавейки 2 мм и для жесткости приварены небольшие ребра. Ну и в заключение – небольшое видео работы аппарата. http://www.youtube.com/watch?v=dvU51VvfF3c Конкурсная работа № 34, Техническая номинация Конкурса сварщиков «Делаем своими руками» Генеральный спонсор конкурса Компания «ArMiG» — все для сварки и резки. Победитель в номинации «Лучший поставщик» концерна ESAB в России 2014 года. http://websvarka.ru/images/forum/logo_armig_250_wh.png




















 1 балл
1 балл -
Жужжание частое с легким посвистыванием, На примере простого упражнения потренероваться надо 1. На тестируемой детальке например 2мм толщиной учимся прожигать дырки, те подбираем параметры на глазок 2. Потом учимся заваривать дырки. После этого упражнения появиться навык настройки. Для базы берм 18 вольт на проволку 0.8 и 20 вольт для 1мм. Образцы правильных швов можно найти на форуме. Швы бывают разные, в зависимости от их назначения и требований к качеству сварки. Для начала надо потренероваться на обрезках и поломать швы.1 балл
-
Мы ранее с ними работали, но потом они начали шлыгу гнать. Даже возвращали им по - моему часть поставленной проволоки. Так и затухла с ними работа. Мож опять нормально стали делать.1 балл
-
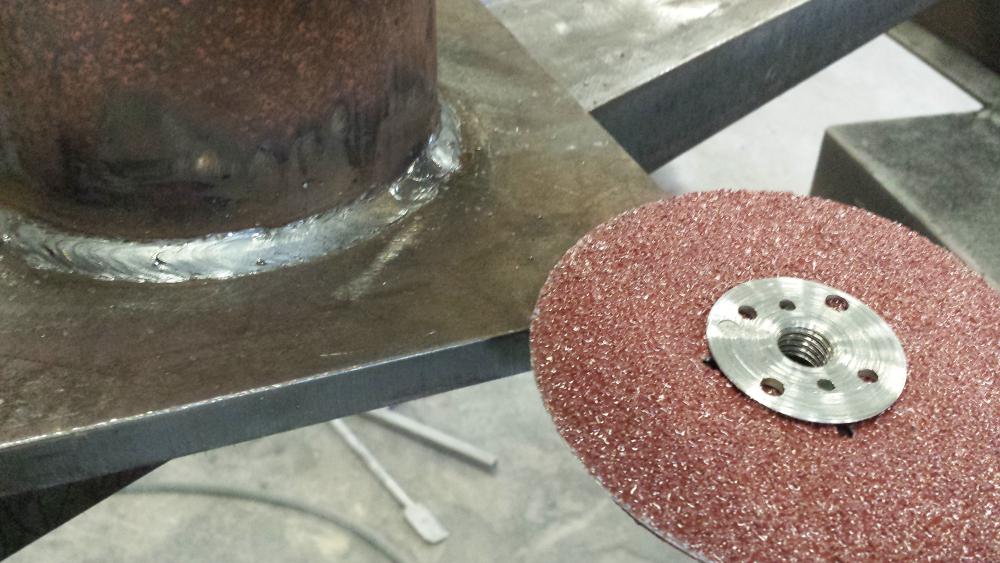
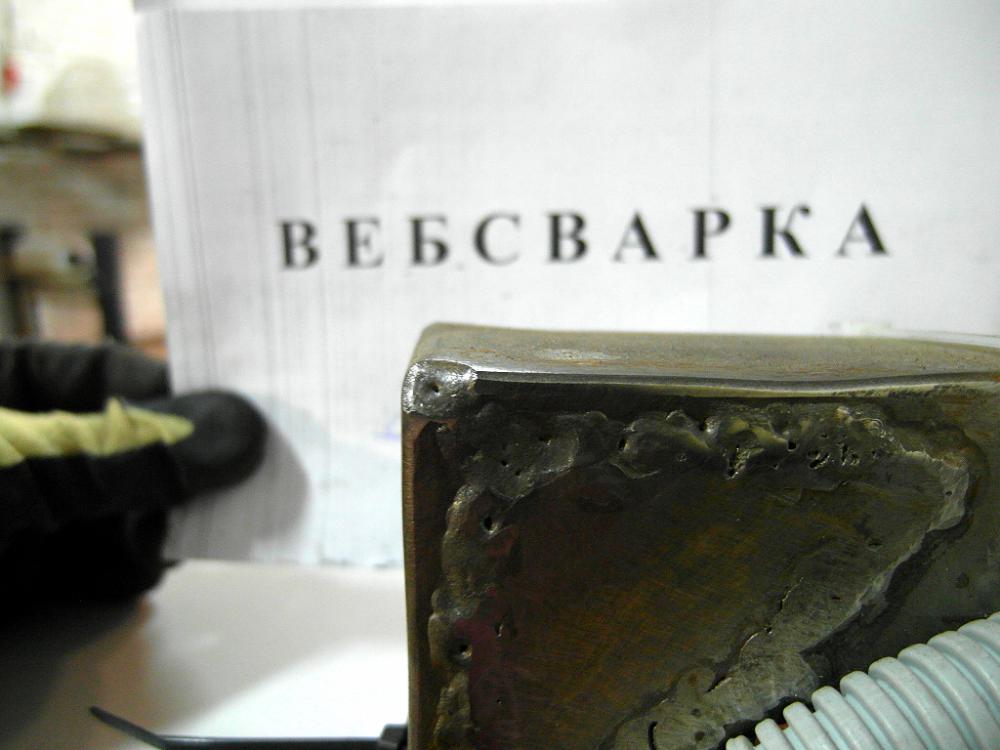
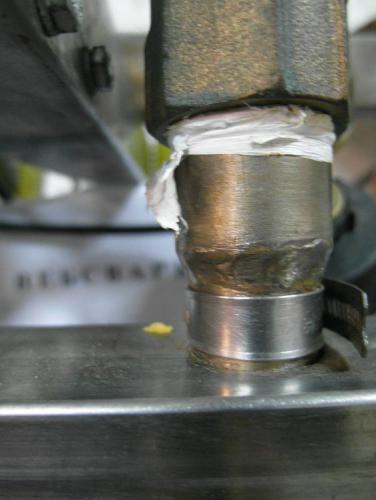
,Спасибо. Пока я не готов к полному показу, но и правила конкурса, это не подразумивают. Вот сегодня получил первый доход. 100грн, а приятно.... Дворник А/М вольво. Разбито конусное отверстие. Диаметр 10мм. Было успешно сделано напыление до заводских параметров. Честно говоря, даже не знаю каким образом можно было ещё это зделать. Сколько хозяин не пытался тудой чего подкладывать, всё равно БУКСУЕТ... Фоткал калькулятором, так что прастите за качество. Сделал сегодня самодельное сопло. Есть БУшное диметовское и самодельное, но чуток с другими параметрами конусности...... Самодельное напыляет лучше, более тонкий факел и чётко выроженый бугорок напылённого металла. Это конечно не означает, что я препзашёл институт, для начала надо попробовать их новое сопло... Собственно вот фото. В верху моё, полоса примерно 4-5мм и чётко слышный на ощупь валик. В низу диметовское, ширина 6-7мм и слабо ощутимый пологий бугорок. Как лучше не знаю, но интуиция подсказывает, чем тоньше, тем лучше, так как весь сверхзвук идёт по середине.



 1 балл
1 балл -
Леха ибн ИВАНЫЧ, отличная работа, жаль что без разделки было бы еще вкусней, но право каждого. Мой голос вы забрали1 балл
-
Кроме ненормативной лексики не было слов пока досматривал, до того классно сделано! .........1 балл
-
Ага. СпасибоСобственно выбор сделан и аппарат уже привезен домой. Поскольку там были в наличии оба кандидата, взял денег и поехал решать на месте Размышления закончились на том, что взял все-таки финна Kemppi MinarcMig EVO 200.1 балл
-
Скамейки - это у меня хобби, я думаю что админы будут не против, если покажу свои скамейки, которые раньше были у меня. Больше года они у меня не стоят, надоедают и тогда делаю новую. Правда иногда их забирают еще и не доделанные полностью до конца. Две последних фотки, не успел даже поставить деревянные седушки, как их забрали.






 1 балл
1 балл -
Нет, это нужна лаборатория, а так попробую молотком отбить, где-то в металлоломе должна валятся.1 балл
-
Наверное у каждого вгараже есть коробочка или банка со всякой всячиной, вот там инашел.1 балл
-
Всем спасибо, за поздравления! @Maks S, На память от 2110. Можно без педали, любой сигнал на частотник. Хочу попробовать расширить возможности вращателя и поставить шаговый двигатель.1 балл
-
Тяжело живётся во Владивостоке
 1 балл
1 балл -
1 балл
-
@Kratos, Мужчина, я вас поздравляю, достойная конкурсная работа. А самое главное, в этой работе явно выраженые навыки сварки, конструкторская мысль, проекрирование электроники, програмирования и .......... Прекрасная работа. Жмуруку....1 балл
-
Конкурсная работа №35: Сварочный вращатель (Техническая номинация) http://websvarka.ru/talk/uploads/monthly_08_2015/post-3949-0-35620300-1439534387.jpg1 балл
-
https://youtu.be/sB6HY8r983c1 балл
-
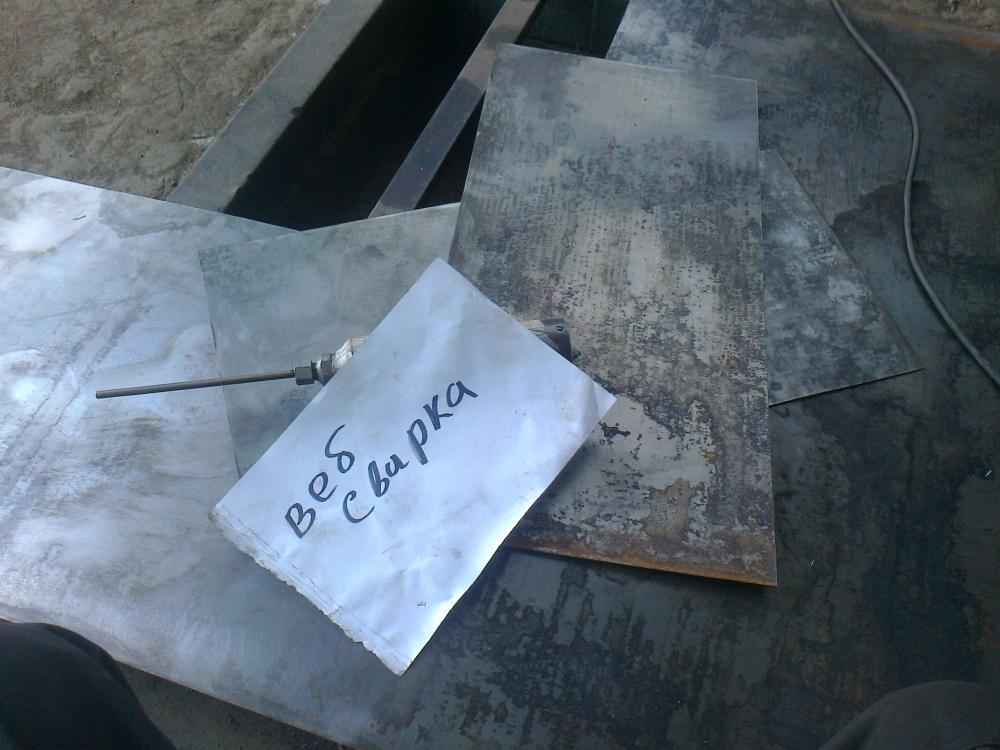
Люди добрые помогли советом, уменьшил вес фото и вот результат: В оригинальной упаковке, цена в евро И собственно, те трубы которые варю, В данном случае диаметр 25мм, стенка 3мм.




 1 балл
1 балл -
Было куча хлама стал листогиб ручной
 1 балл
1 балл -
Строю ящик для грузового полуприцепа Но на этой неделе ящик закончить не удастся, прибыла более срочная, творческая работа








 1 балл
1 балл -
Конкурсная работа №29: Холодное газодинамическое напыление "БУРАТИНО" (Техническая номинация) http://websvarka.ru/talk/uploads/monthly_08_2015/post-1-0-42997600-1439383107.jpg1 балл
-
Огромное спасибо, комбезы получили. Сегодня ребята устроили показ мод для форума, одевшись в новые комбинезоны. :) Качество порадовало, единственное ограничение для работы летом - очень теплые, будем ждать осени для ввода в эксплуатацию и проверки стойкости. Фотоотчет в момент начала эксплуатации обещаю. Посмотрим сколько продержатся и сколько стирок выдержат. Остальные просят закупить подобные и какие нибудь полегче. Так, что покупатель потенциальный у вас уже есть.












 1 балл
1 балл -
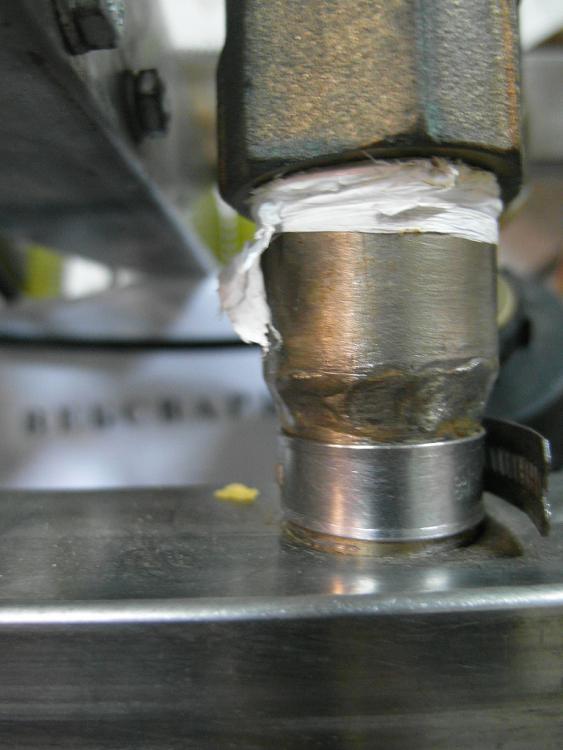
Ремонт канализационной насосной станции (КНС). Задача:внутрь здания с нарушенной гидроизоляцией бетонного резервуара вставить модульную КНС из стеклопластика. Для начала-делаем подпорки под ригеля. Далее-ломаем железобетон вот такими инструментами.. Начали и закончили. Бренные останки. Сборка матрёшек... Разобрали плиты перекрытия и внедрили ёмкость. Собрали и смонтировали балки для обслуживания насосов и фильтров. Демонтируем старые трубопроводы. Обвязка ёмкости. Я немного поигрался с МТМкой, сделал пару врезок в дренаж выпуска и на целый день отправился собирать гребёнку выпуска. Трубы диаметрами 219 и 273 мм.

























 1 балл
1 балл -
Не пробуй по стали , да на нем и написано что для АЛ. У меня немного другой но тоже для АЛ сплавов и исправно служит года 3 уже. Пилить нужно АЛ со смазкой или густой типа литол мазать перед тем как резать , или с распылителя ручного эмульсией прыскать во время реза. Тем самым рез будет чистым и ровным, без смазки налипание АЛ сплава на бока диска да и на зуб и рез неровный и корявый выходит.1 балл
-
Еще несколько баков, бак от FREDa, перенос горловины в более удобное место так как будет ставиться на реф, и пару баков Scania. Вскрытие, приварка перегородок. Второй бак пробовали вытянуть, где будет крепиться лента, так как был сильно замят, но не получилось, пришлось варить латку толщиной 3 мм, на место вмятины.






 1 балл
1 балл -
Ремонт топливного бака Volvo.





 1 балл
1 балл -
Она ещё и менее шумная и более безопасная, потому ещё и имею две ленточки ELMOS.
 1 балл
1 балл -
Использую другие бренды того же функционала, нареканий по дискам пока нет.




 1 балл
1 балл -
Пользуем - потрясающая штука, особенно для резки нержавеющего профиля. http://websvarka.ru/talk/uploads/monthly_02_2013/post-9163-0-54135400-1359740283_thumb.jpg1 балл
-
Ремонот топливного бака GSX-R.Пиндосы жестко обошлись с джиксером.А наш чел купил и вот, на делай. Распаял трубки проходящие внутри бака,вырезал вмятину,отрихтовал,собрал на прихватки,запаял латунью трубки и обварил автогеном.Сталь тонкая и жесткая,рихтовать пришлось предварительно нагрев.



 1 балл
1 балл