Лидеры




Популярный контент
Показан контент с высокой репутацией 25.11.2024 во всех областях
-
У меня на работе: - Василич, вода при какой температуре кипит? - Ну это какой огонёк.3 балла
-
Работа на Грэс. Вот такое варим. 159/38. 475/80. Стали Хм, электроды цл20, Тмл 3у.


 2 балла
2 балла -
вы конкретику прикладывайте к вашему вопросу: материал, толщины, вид сварочного соединения. ТИГ и МИГ два разных процесса. А ЭНЕРГИЯ, параметр которых собирается из множества нюансов. А теория, это теория... при определенных условиях. И поэтому принято, наверное, так считать. Ведь для примера возьмите, сварку дымоходной трубы ТИГ методом. Скорость для толщины 0.5 мм, может легко получаться в пределе 2м\мин. А теперь это же попробуйте изобразить на МИГ процессе? И ток сварки внушительный, ампер 100 будет. Т.е. в целом для стабильного МИГ процесс вполне достижимое. Но в МИГ у вас не получится. И для получения стабильного результата потребуется больше энергии. Значит, МИГ все же более горячий? потому что есть принятые упрощения или допуски. В реалии, МИГ это постоянно добавляемая масса, которую надо дополнительно подогревать и следовательно тратить дополнительную энергию. И в вопросе автора темы, много нюансов, которые нам не известны. Т.е. под каким соусом рассматривать процесс и сравнение. Ведь ТИГ как бы, более горячий, процесс, почему? Человек проблема . Он тормозит в процессе. Если процесс роботизировать, то ТИГ в некоторых случаях на одной скорости с МИГ работает. А т.к. нет дополнительного материала, то энергии тратится для процесса меньше.2 балла
-
Ага, ну теперь понятно, где собака порылась.Смотрим в формулу, где Q=k*(UI/v)*10 в степени -3, где в знаменателе скорость сварки.То есть при одинаковой скорости, ,напряжении и токе, тепловложение при ТИГ-сварке и будет определять искомый коэффициент.Что, собственно, теории нисколько не противоречит. Можно, конечно, подискутировать о методике определения данного коэффициента....если у кого-то есть на это желание.2 балла
-
подготовив соответствующие документы основывающиеся на испытаниях. На сколько мне известно, других вариантов нет, конечно если в подготовке изначальной документации не было ошибки. П\А не всегда имеет место для прямой замены сварки под флюсом. Есть нюансы. И надо понимать, почему именно была подготовлена документация с применением сварки под флюсом. Возможно как раз как в вашем случае, делали под определенное имеющееся оборудование. Возможно потребуется дополнительная подготовка деталей, как съем фаски если возможно перейти к П\А. Ну а вообще, этот вопрос должен согласовываться с заказчиком, почему он именно такой вид сварки требует. Ведь в таком случае и ко шву должны быть требования: катет, толщина проволоки, марка, тип флюса, условия контроля сварочных швов. Т.е. ваш вопрос это вырезка из огромного пласта информации. И без понимания вопроса в целом (не раскрыв), вопрос носит характер "ни о чем".2 балла
-
Доброе утро! Действительно, ГOCT EN 1011-6—2017- лазерная сварка- нешёл, а предыдущих нету... Странная избиратеьность. Обещанный стандарт в прикреплении.EN1011-1-2009.pdf2 балла
-
Так, товарищи, не срёмся. На всё есть обоснование. Открываем стандарт EN1011-1-2009 или его российский аналог- ГОСТ EN1011-1 и смотрим параграф 8.7. Там дана формула и коэффициенты. При равной формуле коэффициент k для п/а сварки 0,8 а для аргонодуговой- 0,6.2 балла
-
Завтра сделаю.1 балл
-
Все это есть и оборудование и специалисты , рук не хватает , очень большие сроки работ получается. А так у нас весь станочный парк , и с амерbканской линейкой Sunen . Вернее два станочных парка (каждый станок про дублирован таким же ))1 балл
-
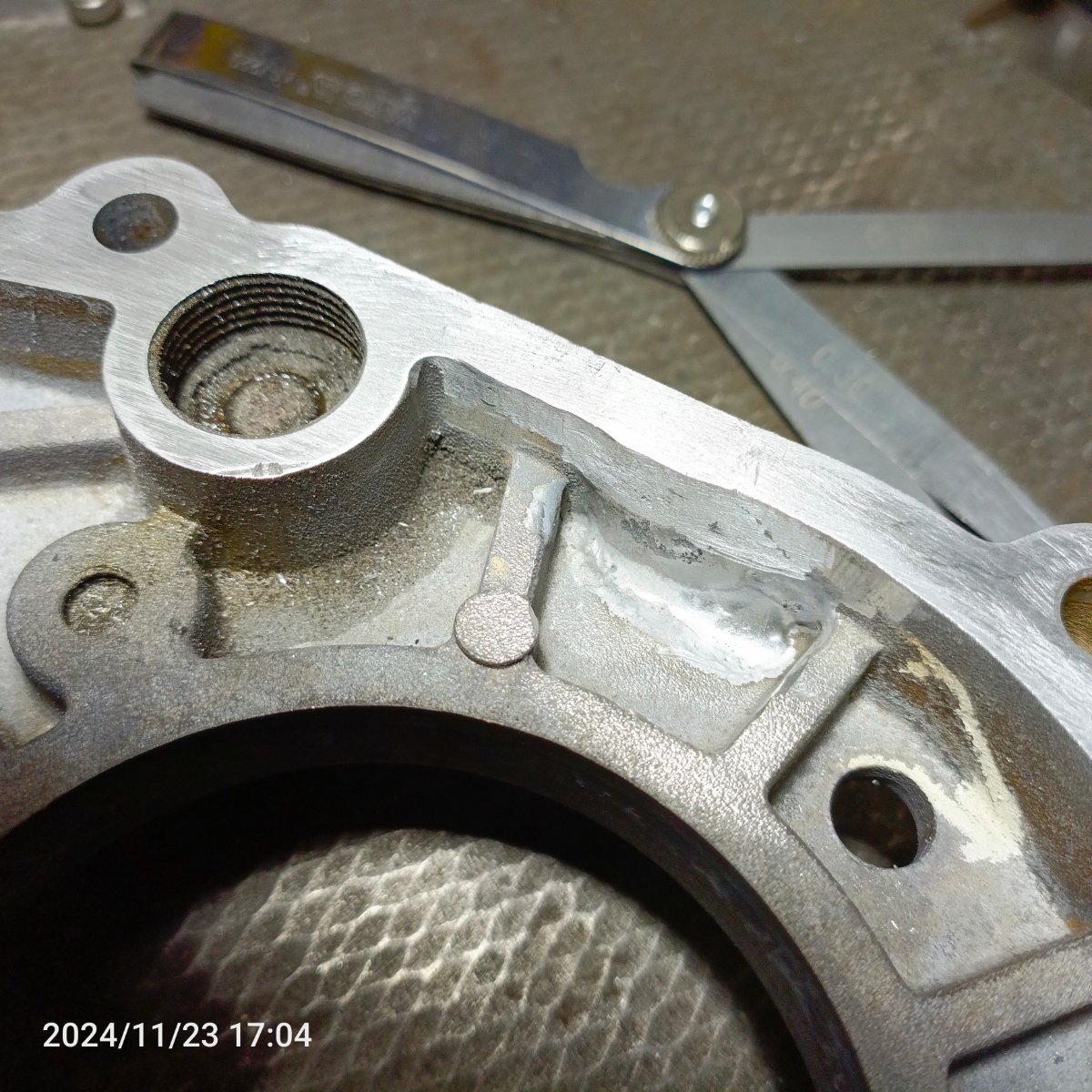
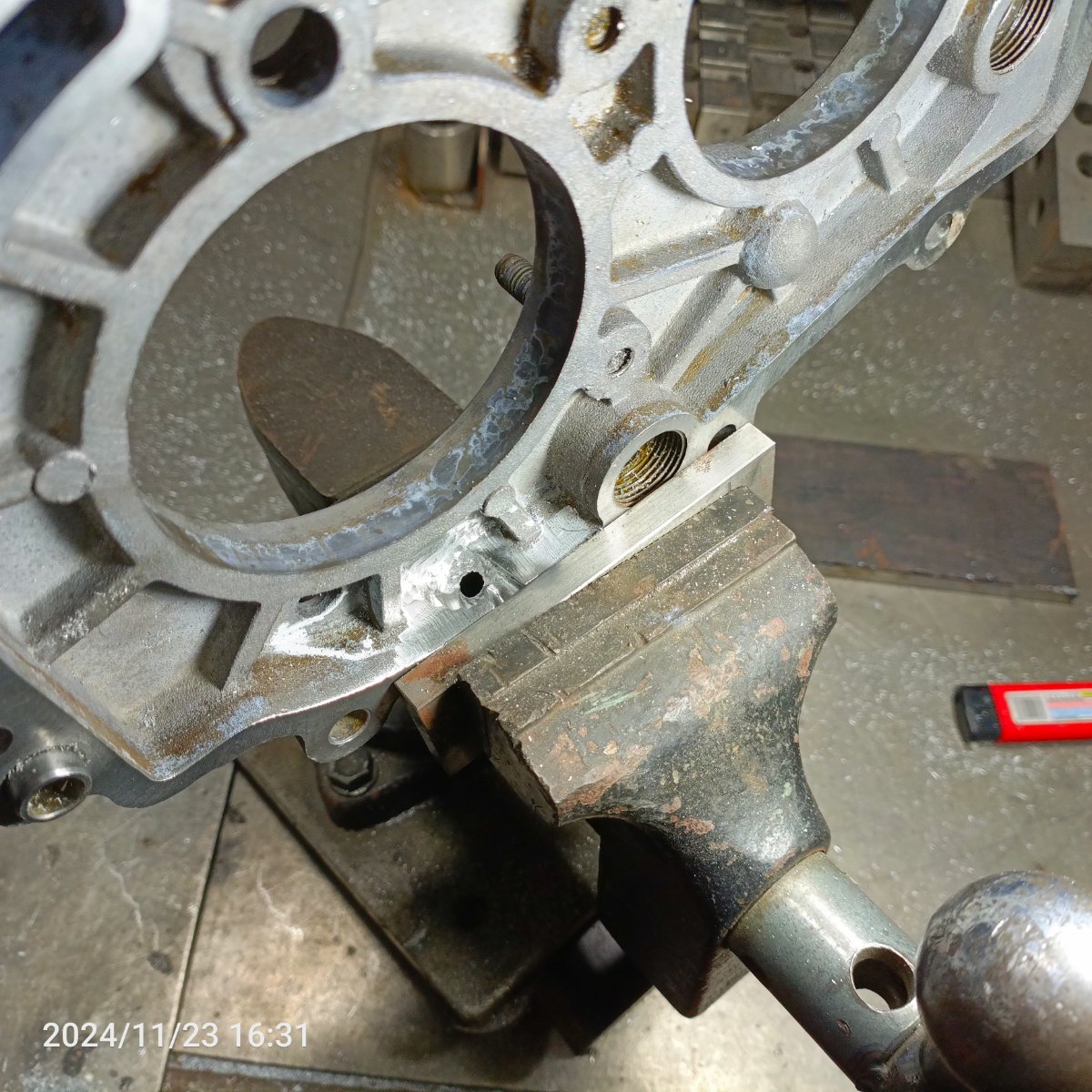
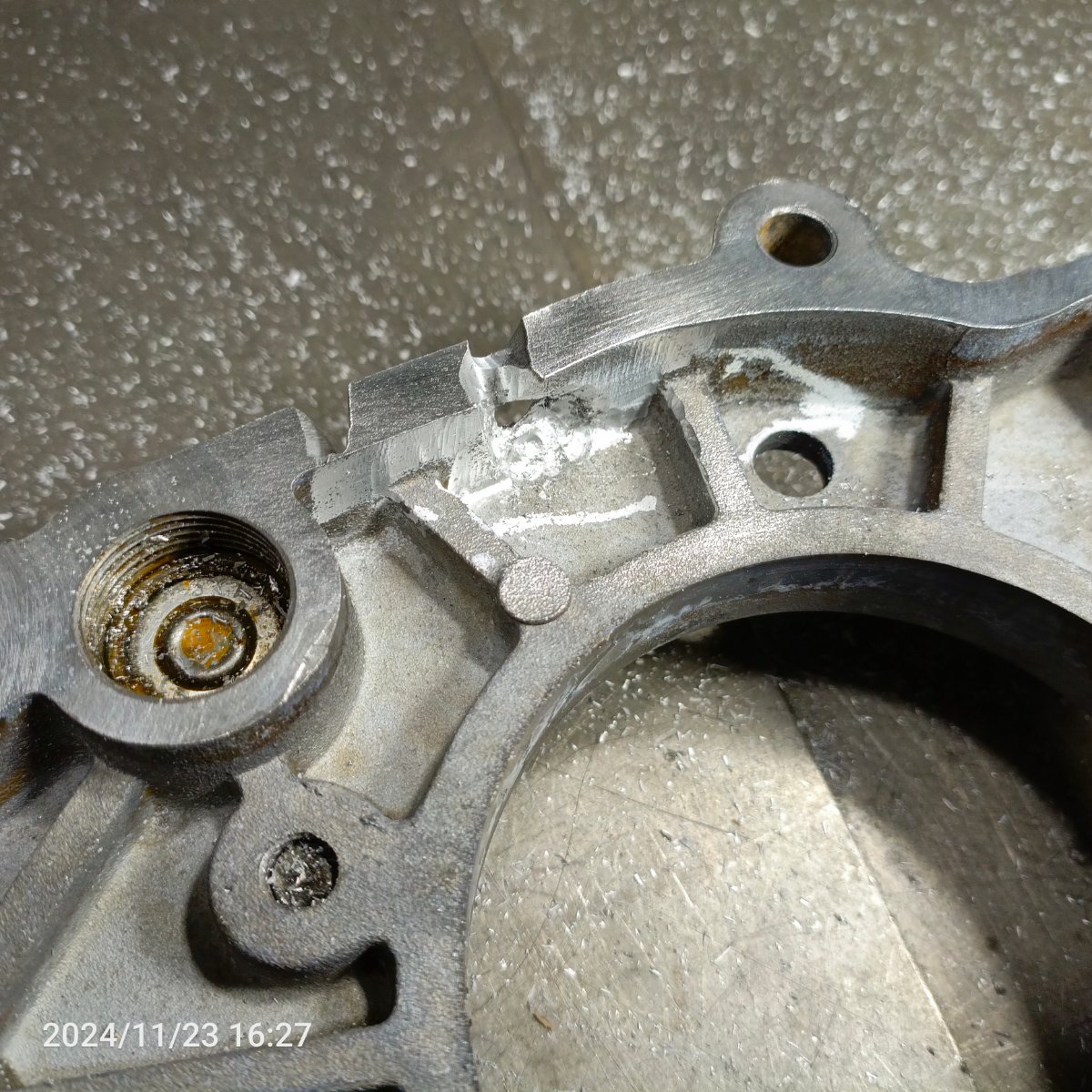
Не о сварке,а о св.деформациях.Зазор 0,1






 1 балл
1 балл -
Да это же база, что миг тепловложение ниже, это настолько базовая вещь что даже нет смысла что-то обосновывать. Если в таких вещах нужно что-то доказывать, то о более сложных вообще нет смысла говорить1 балл
-
Ага! Ужелучше! Проект то есть? Вот, в нём указано, какими правилами пользоваться. Я правила РМРС читал лет 10 назад. Это довольно подробный документ. Точнее- система документов. Их не получится знать и применять частями. Нужно знать всё. Поэтому, зажав всё, что есть в кулак (обычно волю, но можно и фаберже), садитесь читать правила. Вдумчиво, но без зубрёжки. Отвлекаясь на изучение стандартов, на которые в тексте есть ссылки. Не нужно прям зубрить. Сделайте закладки на липких стикерах, на которых укажите разделы- конструкция, сварка, изготовление деталей, монтаж... И каждый ваш документ должен опираться на пункты и стандарты. Когда начнут всякие деятели орать, мол, бред написан- спокойно предъявляйте текст правил и стандартов. И тогда никто и никогда к вам не подберётся. Ни с какой стороны. А через несколько месяцев вы будете неплохо знать правила. А потом будете их цитировать... "Путь книжного червя". Кстати, не стоит зацикливаться на стандартах и правилах. Читайте справочники. "Сварка, резка, контроль", "Сварка в машиностроении", другие справочники- там тоже есть рекомендации по режимам сварки, подогрева и термообработки.1 балл
-
У меня, при работе на заводе, примерно 1000р/ч выходит. Вообще вижу смысла заниматься бизнесом при расценках 1500р/ч ила даже 2000р/ч - 1. полной загрузкой сам себя частник не обеспечит, будут простои. 2. все расходы - материалы, инструмент, оборудование, аренда - на нем. 3. все риски - на нем. Мое скромное мнение - лучше работать по найму за 1000р/ч, чем "бизнесменом" за 2000р/ч. Ну если только кому-то прям поперек горла соблюдать трудовую дисциплину.1 балл
-
При равных геометрических размерах шва - при способе сварки mig тепловложение будет меньше.1 балл
-
Более чем. Для Лузы, как локации-просто аттракцион неслыханной щедрости в пределах разумного.В смысле -для клиентофф. Областная столица слегка побогаче,конкуренция выше, но!тут спрос более на услуги несколько другого рода, посему-2круб/час,это минимум. Для особо запущенных случаев может быть и 10+.Нет у меня совести совсем...1 балл
-
Лично я беру ориентировочно 1,5 т час, по честному выкидываю время на перекуры и чай, и я считаю что это нормально, т. к. я и слесарь, и сварщик, и инженер, и амортизация оборудования, С М, расходка, диски и прочие борфрезы, электричество. И думаю что это ещё не много.1 балл
-
Сегодня пригласили починить регистры отопления в сушилке для досок. Регистры изготовлены из нержавеющей стали ( очень сомнительное решение), но так как при изготовлении регистров поддув не осуществлялся, в швах пошла МКК. Эти оригиналы, владельцы, купили электроды по нержавеющей стали, и решили починить все РДС. Т к толщина трубки 1 мм, пожгли они ее, и пригласили уже меня, типа там ничего страшного, разик ткнуть и норм. Но в связи с тем, что они прожгли отверстие около 20 мм диаметром, заплавить отверстие не представляется возможным. Завтра будут осуществлять демонтаж всего пакета регистров, их 3 шт в пакете, ну и буду выполнять ремонт.





 1 балл
1 балл -
@Hlorofos,Виктор,я видел твои работы на нем-высший пилотаж (мое мнение).@selco,интересное мнение,про крутилки до боли знакомо,но я как то не заморачивался,до конца влево,по дуге да,гуляет,но не критично,если выполнять рядовые работы,про проскок не замечал.Почему вообще спросил:иногда не успевал у себя работу сделать,поэтому втихаря приносил детали на основную и там делал или доделывал,т.е.работал авророй.Да,комфорта в работе с ней меньше,даже в сравнении с гроверсом,но вполне работоспособна,дело привычки.Это как работать с эл-ми в мма,которые козыряют и с нормальными,сварить можно при определенных навыках,но если попробовал нормальные,то раздражает.1 балл