Лидеры




Популярный контент
Показан контент с высокой репутацией 25.12.2023 во всех областях
-
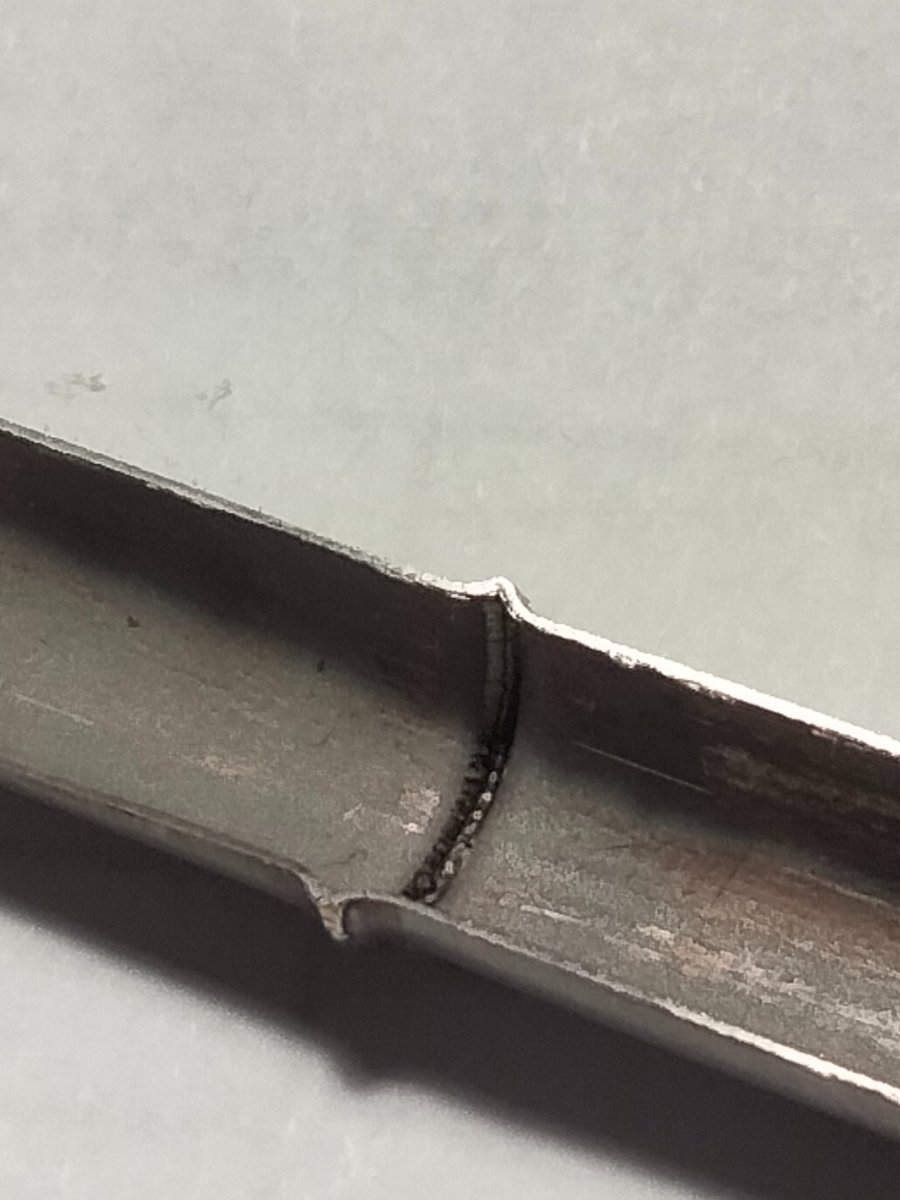
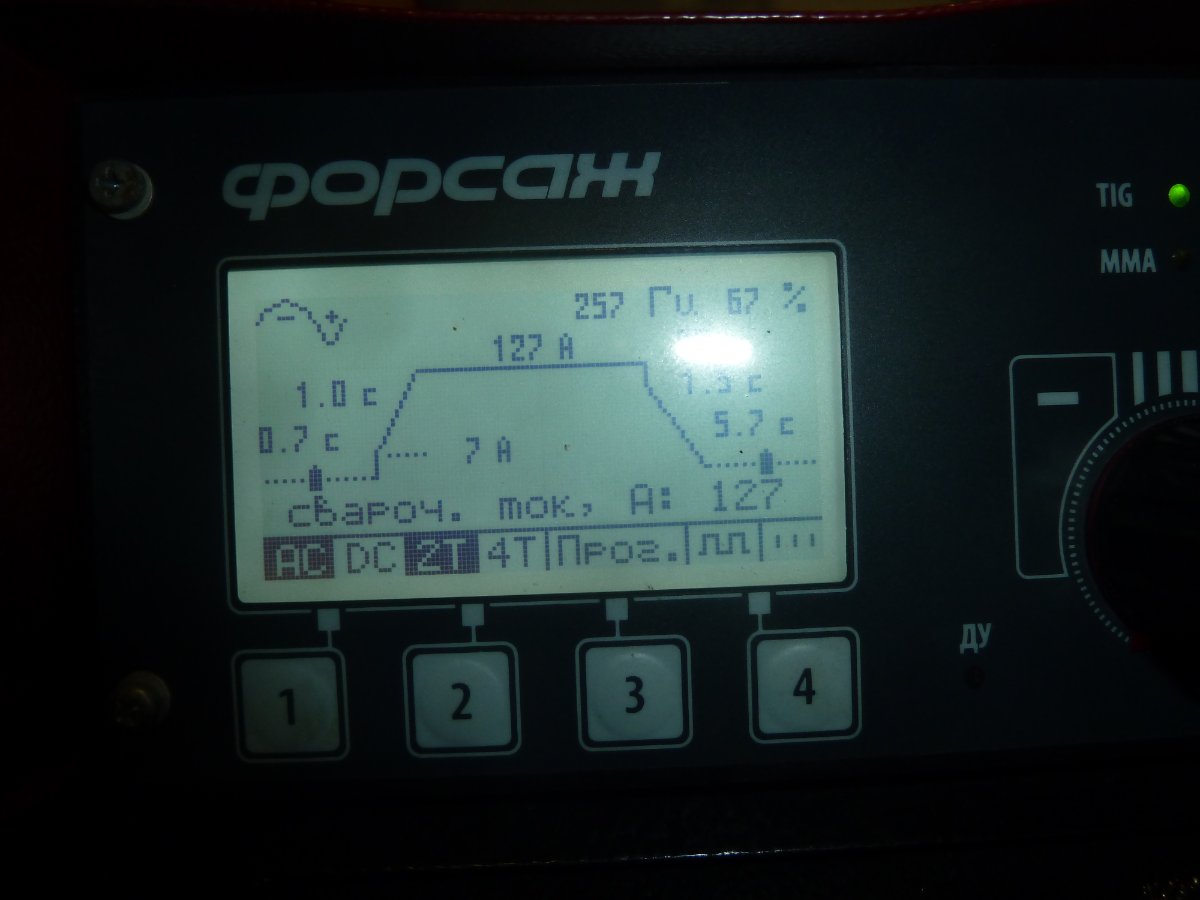
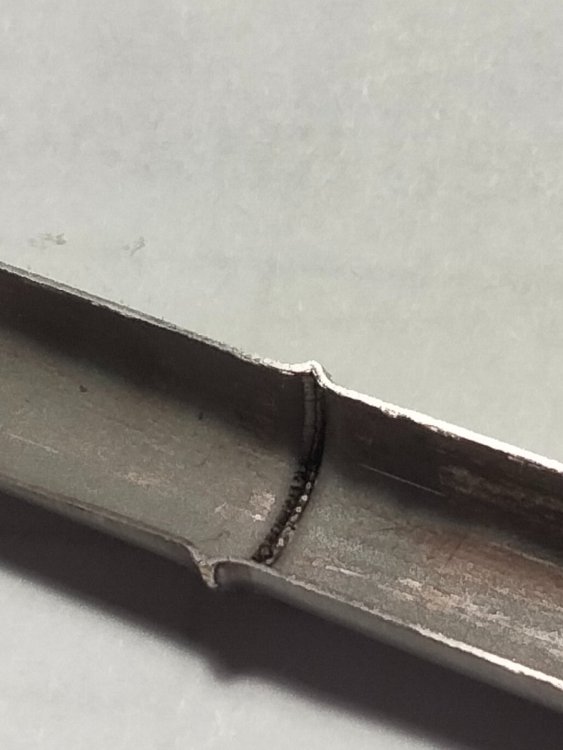
Трубка 316-й нержавейки, диаметр 6 мм, толщина стенки 0.15 мм. Валерию (Selco) посвящается. Тестовый образец: Непосредственно деталь, задача усложняется- тонкое к массивному:

 5 баллов
5 баллов -
Вот такие сегодня Будни сварщика- с коллегами по ТОPWELD-специалистки,комсомолки, и просто красавицы... С Новым годом!
 1 балл
1 балл -
Скажу даже больше. Не только автогенная, а и сварка угольным электродом дугой без защиты по флюсу тоже применяется. И не собирается отмирать...1 балл
-
Это сварка АД31 автогеном. Пропановая горелка,естественно шов шире,чем у ацетиленовой. Тот же флюс,о котором говорил,без просушки.Конечно,автогенная сварка,это не ТИГ-сварка,но она была и будет,так как не требует какого-то сложного оборудования...она сложнее,чем ТИГ-св.


 1 балл
1 балл -
15 детали и пять работа. Да это не только у Гроверс такие детали. У многих. Тут не в бренде дело.1 балл
-
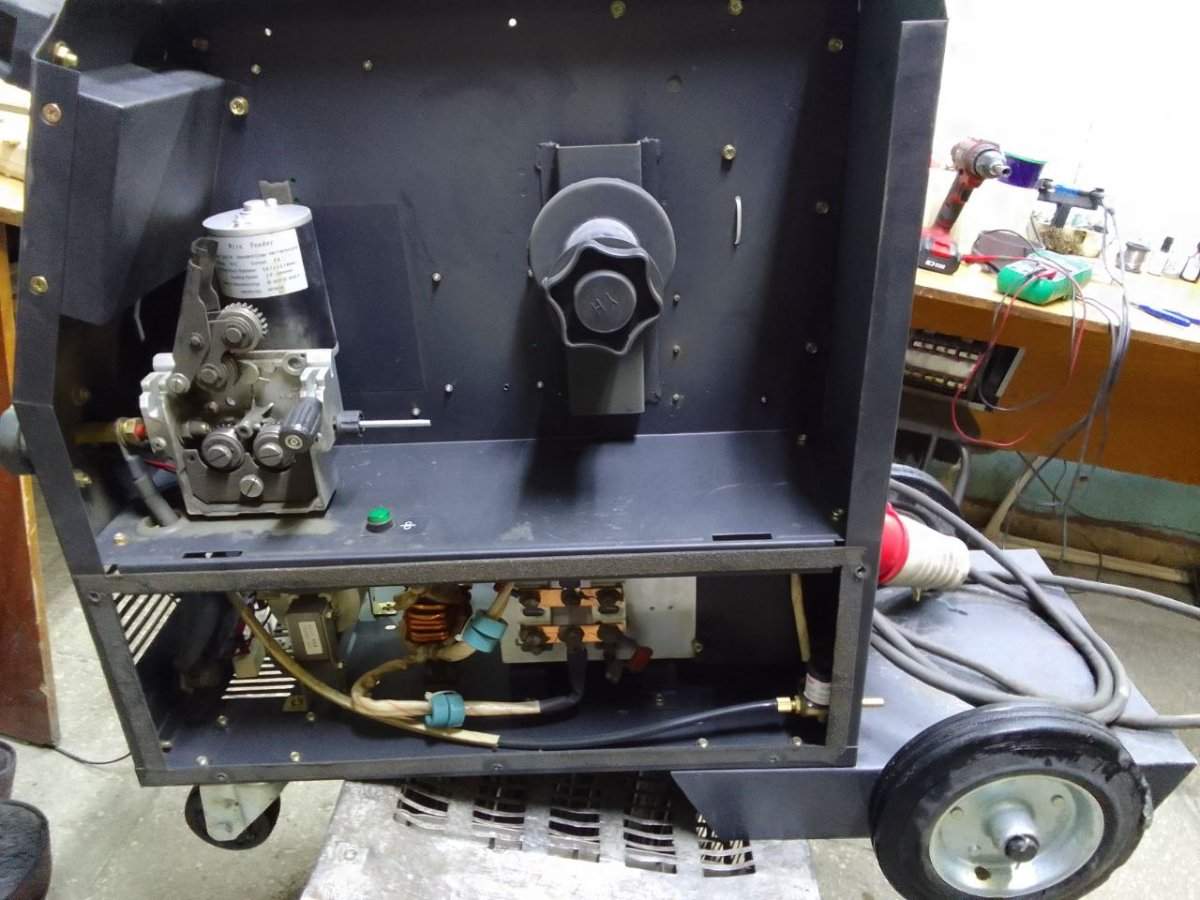
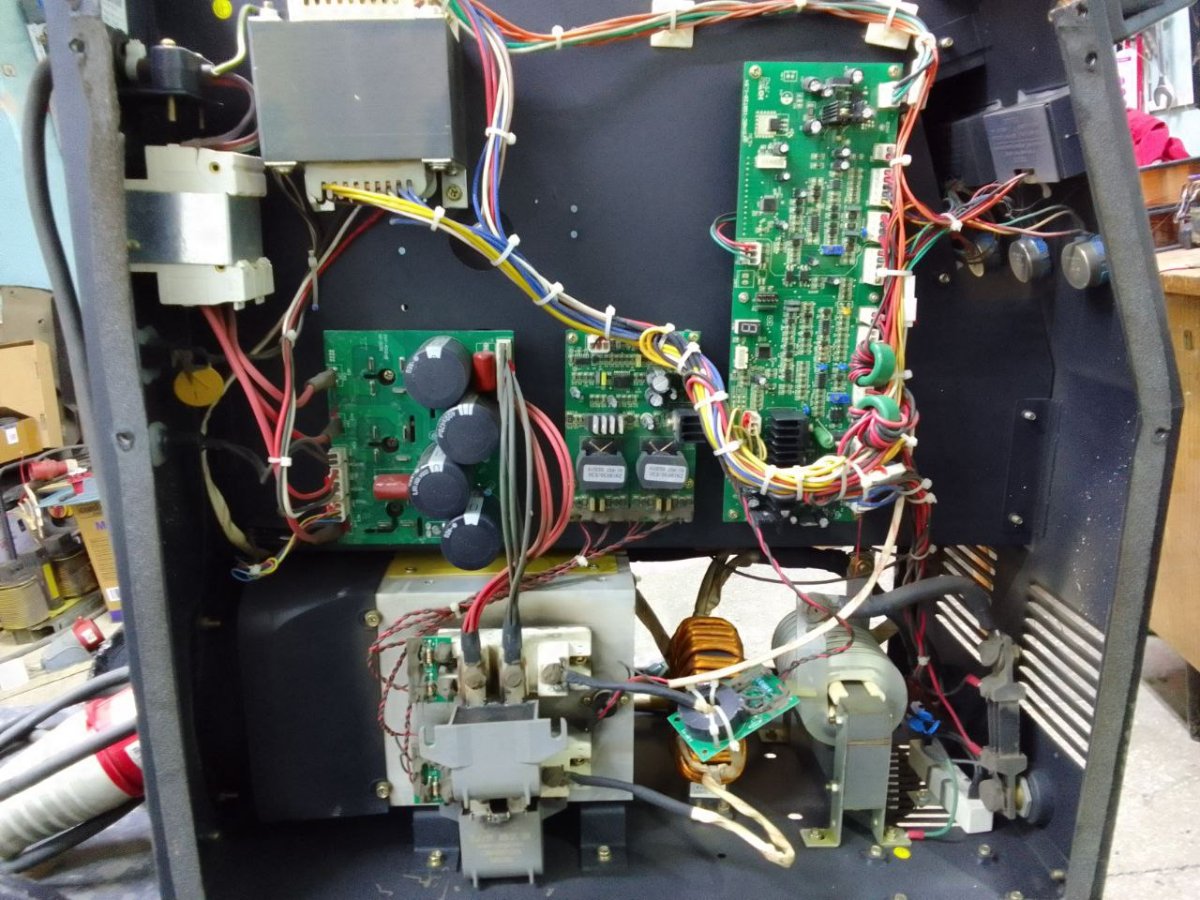
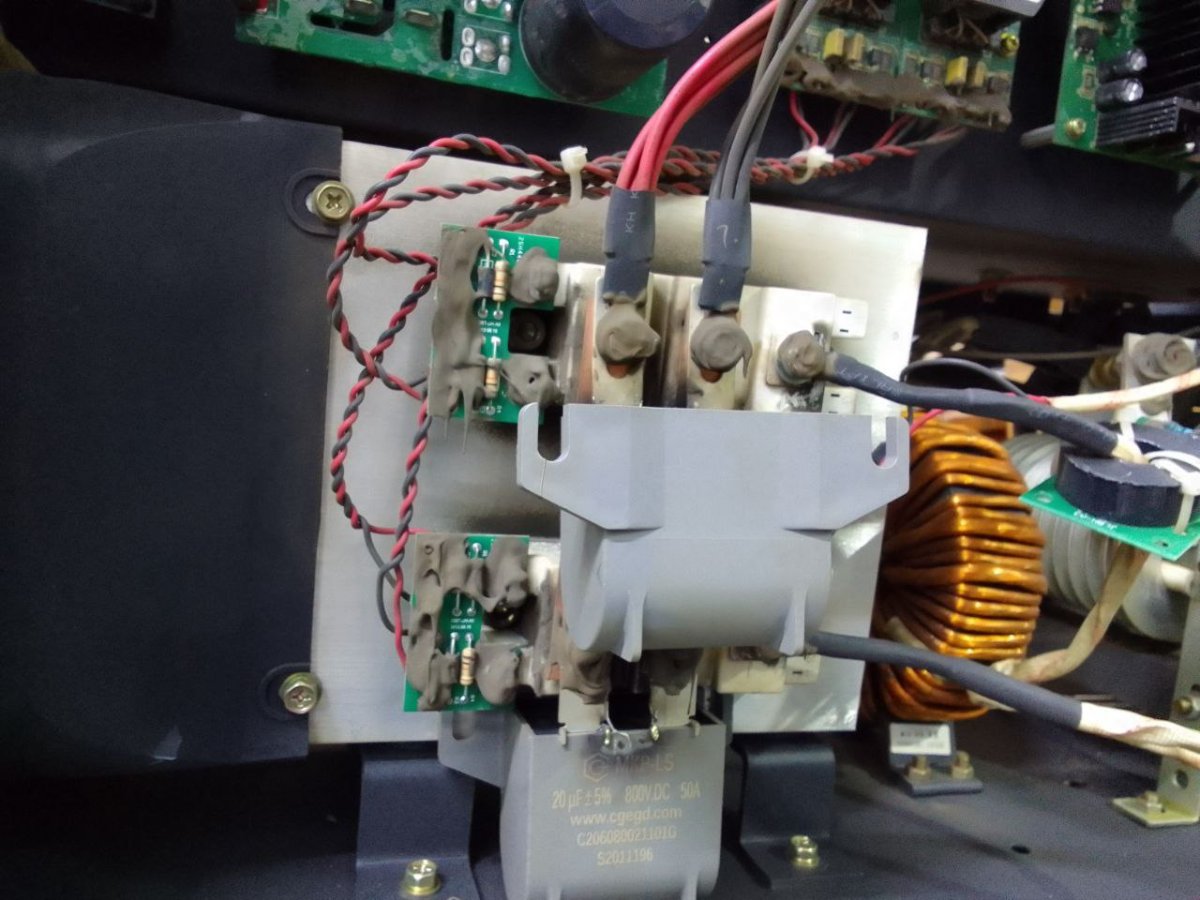
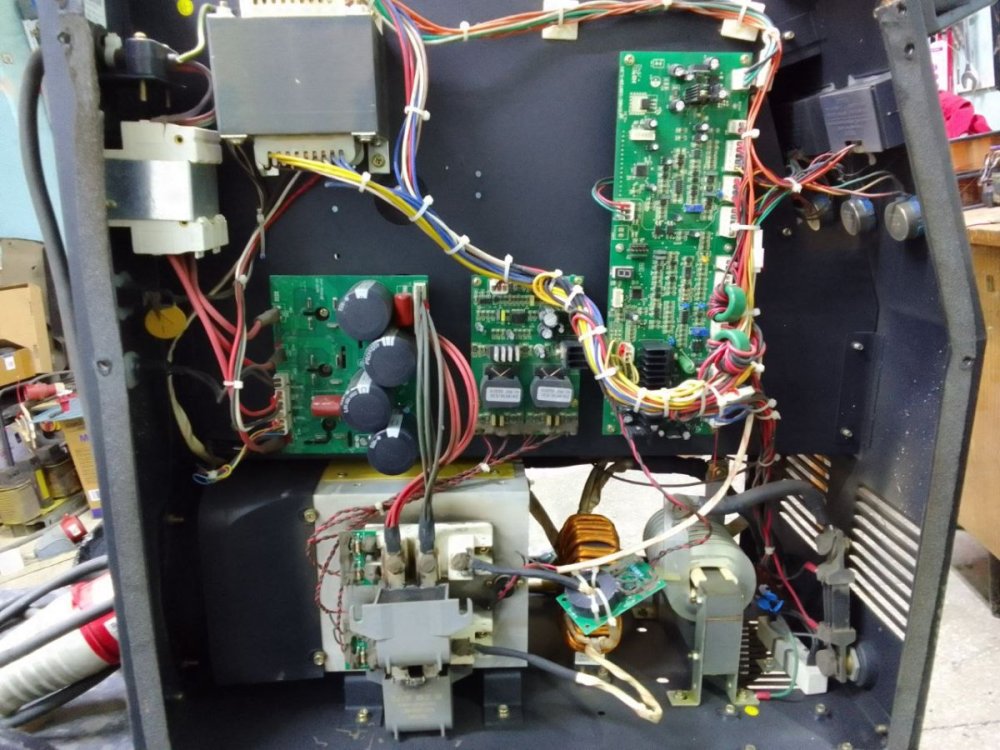
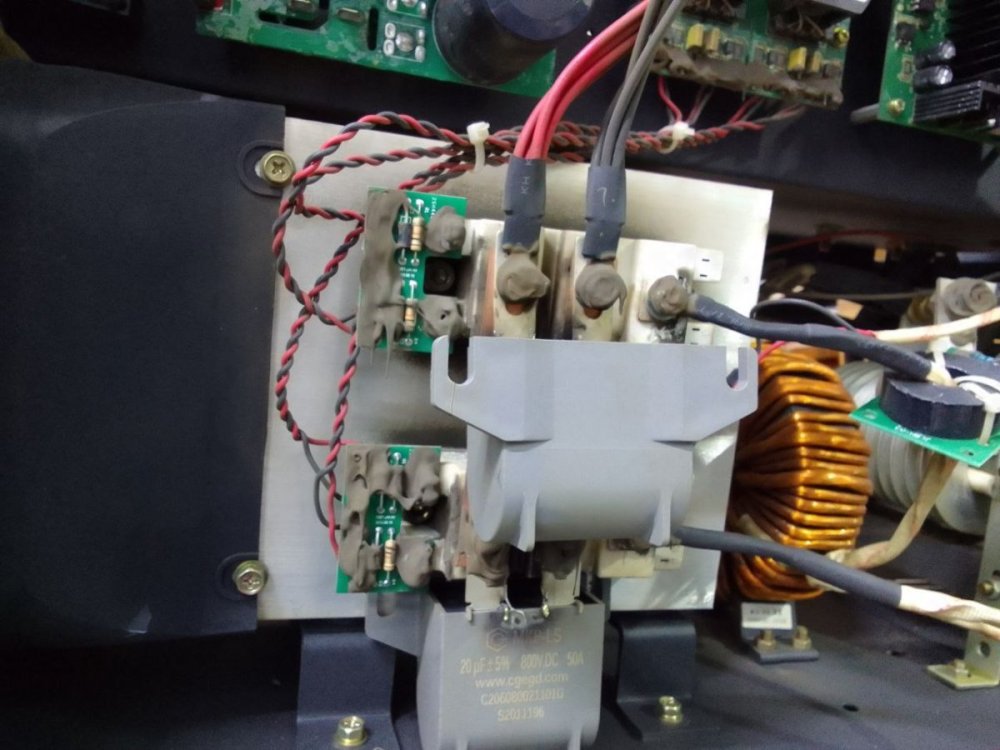
Полуавтомат Гроверс 315. Металлическая пыль. Много. Лакирован прилично, но абразив постепенно протёр изоляцию и сила бахнула. Замена модулей и восстановление драйверов.


 1 балл
1 балл -
Многие говорят проктолгией ))1 балл
-
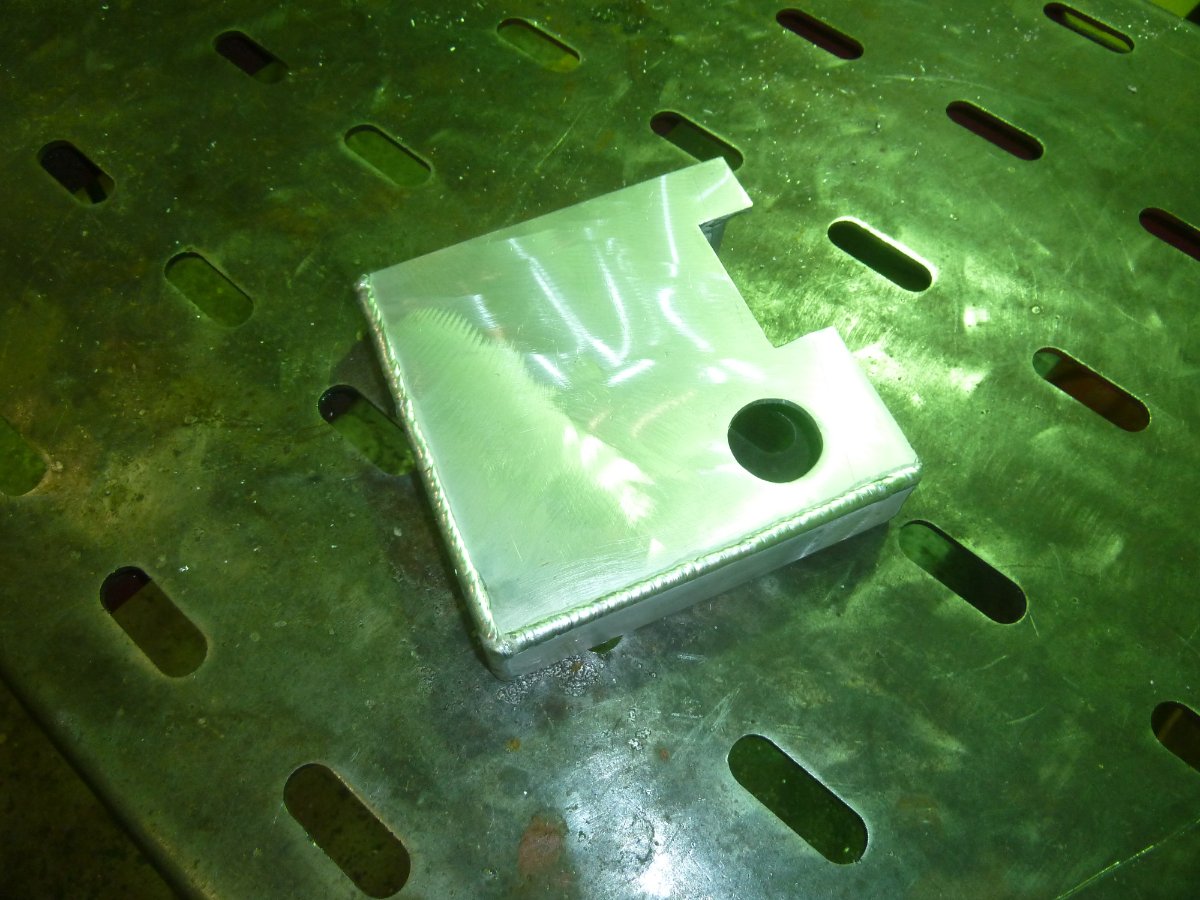
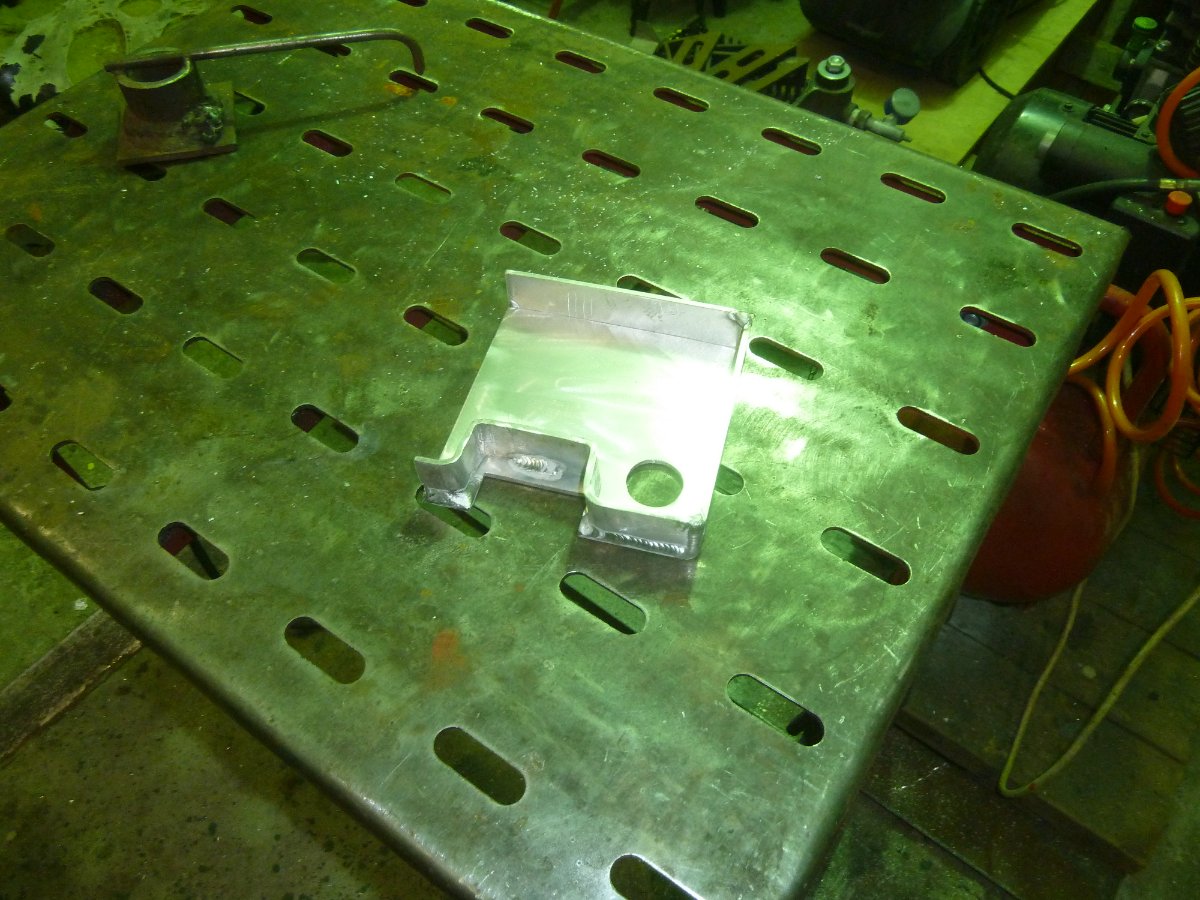
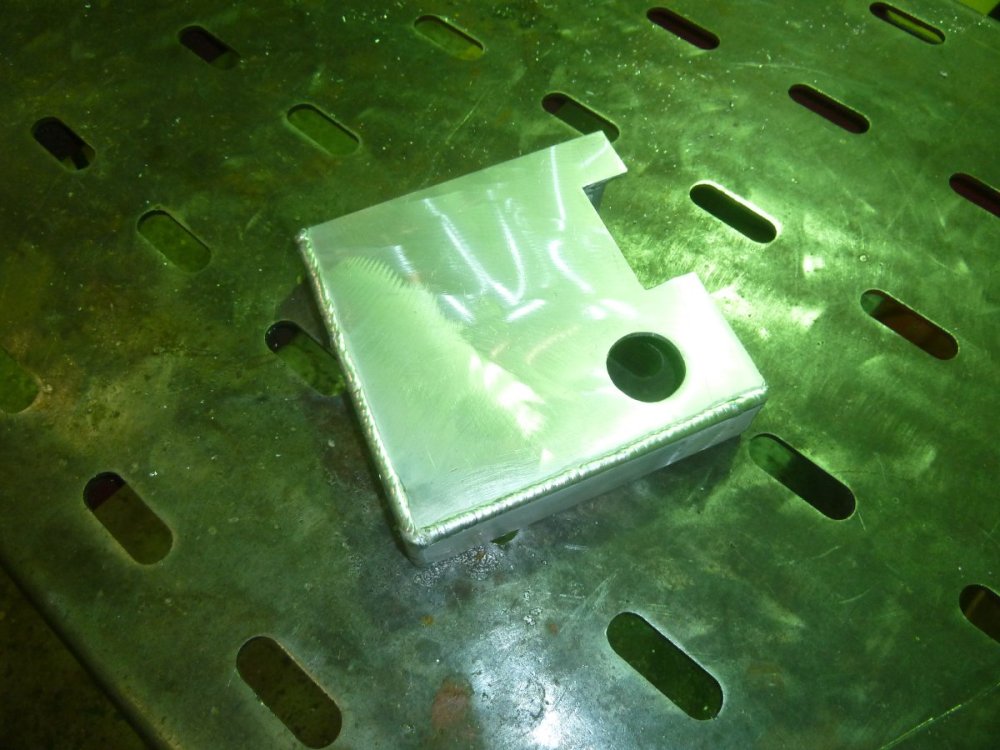
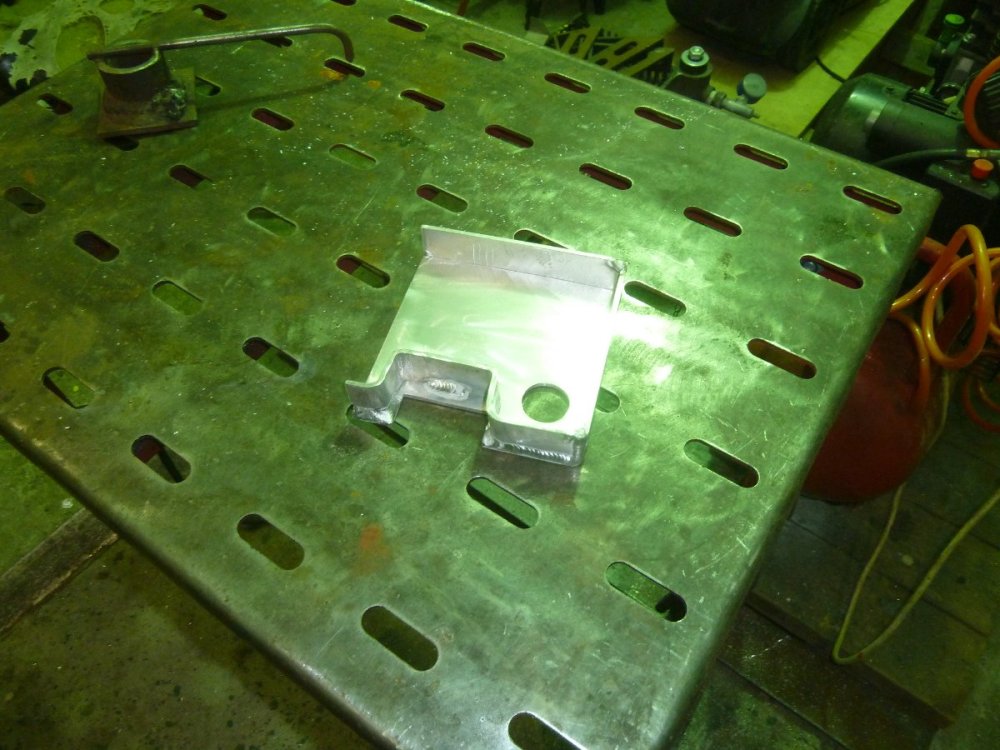
Чуда не произошло. После детального изучения корня шва сварного соединения обнаружились газовые каверны несовместимые с жизнью. Хотя прочность соединения была довольно высокая (выдержало даже легкое подгибание), но тут работает принцип: "если сломалось в заводском исполнении, то отремонтированное сломается с высокой степенью вероятности". Все больше убеждаюсь в том, что или вообще не стоит браться за такую работу, или выполнять ее на деталях с очень низкой нагруженностью (хотя, если сломалось, то работает принцип приведенный выше). При сварке ЦАМ загазованность сварного соединения гарантирована. Будет различаться только степень загазованности, так-как от кипящего цинка никуда не деться. Он кипит, даже если сварочная ванна проста наплывает на материал детали, без контакта с дугой. В общем, будни сварщика плавно перетекли в выходные токаря-фрезеровщика-слесаря. Надо было сразу так делать, но пугал внутренний прямоугольный паз. Конечно паз можно было продолбить на токарном, даже долбяк есть, но не стал корячится, просто пропилил вручную (кстати на сваренной детали пришлось также пилить паз от наплыва обратного валика сварного шва). В купе ко всему, была сломана еще одна мелкая деталька. Деталька из полиацеталя, так что заварить не рискнул (по сварке полиацеталя у меня нет информации и присадочного материала). Пришлось заниматься "ювелиркой". Изготовил из фторопласта. Конечно по прочности фторопласт с полиацеталем не сравнится, но ничего другого в наличии не было.







 1 балл
1 балл -
Что то мало стало "будней сварщика" на форуме и совсем чуток подкину . На две недели в отпуске и решил поменять замочек на калитке , стоял кодовый и в мороз замерзал и надоел порядком прикупил простой и поменял ну и "дыру" от кодового надобно было скрыть и за одно от снега козырек .




 1 балл
1 балл