Лидеры




Популярный контент
Показан контент с высокой репутацией 23.08.2022 во всех областях
-
Всем привет. Сегодня пришлось большую часть дня поработать токарем. Протачивал маховик и корзину сцепления от магистрального тягача находящегося в нашем сервисе. -- https://www.youtube.com/watch?v=uK0XIQgcLyU -- Диск сильно перекален поэтому для первоначальной "грубой" обдирки применил минералокерамику фирмы WIDIA с радиусом 1,2мм -- -- После чего была произведена чистовая обработка пластиной CBN (эльбор) с радиусом 04мм: -- -- Сейчас на рынке огромное количество пластин CBN любых конфигураций, что просто шикарно, есть и резьбовые и отрезные и канавочные, что позволяет работать с материалами закаленными до твердости выше 60HRC. И это сильно расширяет возможности ремонтного производства. Правда приходится держать довольно большую номенклатуру в наличии для оперативности. -- -- Огромным преимуществом перед эльборовыми вставками времен СССР является то, что современные пластины можно поставить на практичеески любую державку и выполнять ими любые работы как токарные так и фрезерные, что с вставками СССР невозможно по определению. Хотя следующую деталь - корзину сцепления я точили именно вставкой из СССР, но это по причине того, что я перед этим протачивал этой вставкой каленые кулачки на патроне и мне было просто лень менять резец. -- -- В результате мы получили Маховик с "идеальной" зеркальной поверхностью, несмотря на его "пятнистую перекаленность": -- -- Ну и похвастаюсь очередной самоделкой: Так как мне почему-то в силу специфики нашей работы приходится работать больше с расточными резцами и резцами для внутренней обработки, пришлось сделать себе держалку для резцов, так как стандартные китайцы меня не устраивали, а зажимать резцы на прокладках просто бесит. Вот что получилось: Блок позволяет зажимать резцы от Ф6мм до Ф40мм, выполнен из стали 40Х. -- Резец 40мм -- Резец 32мм -- Резец 8мм -- Ну и сами резцы и блоки, ждут доделки тумбочки на которую не хватает времени:
 7 баллов
7 баллов -
Мне кажется, мы по этой проблеме уже на третий круг заходим.
2 балла
-
Де не нужно не какого спеца ОиТСП (вот я не как не расшифрую и что оно есть? ) . Как это нет ничего? , аппарат есть, присадка есть, газ есть , руки тоже есть только их чуток потренировать и будет счастье , ну и голова тоже есть вот ее немного включить и подумать что же не так ?. @pashin76, Вот ось можно наверное с обратной стороны приваривать , снять фаску и так легче и перегрева меньше будет да шов за подлицо получиться и думаю крепости оно не потеряет и может наоборот выиграет да и варить в разы быстрее и без "ожогов " можно. Что касается кронштейна первое фото , то можно подкладочку придумать из алюминия "мясистого" для отвода тепла , как то пересмотреть саму укладку шва в смысле в разнобой варить половинку с одной стороны и дать подостыть и потом напротив , в общем решаемо и тут от ожогов , поиграться с током и т.п и т.д.2 балла
-
На чипмейкере меня как то Александром Соколовым называли. Ну Соколовым постоянно. Александром редко. Мне наверно как минимум нужно фамилию сменить, а лучше и имя. Не любят у нас короткие ФИО. Не звучно наверное !2 балла
-
@pashin76, про ток и скорость Вам уже сказали. Вряд ли это реализуем, для этого нужен хороший сварщик, его нет. Изделие маленькое, поддув сделать не получится. Есть ещё вариант- газовая ванночка. Делается коробка, лучше из нержи, чтобы в неё изделие помещалось,с запасом по высоте и ширине. На дно медные шарики насыпаются, чтобы контакт обеспечить. И аргон подаётся. Ну и детали перед сборкой тщательно мыть. Присадочный пруток тоже. Будут светлые швы. Или травить после сварки. Можно пескоструить. Что для Вас проще, не знаю.2 балла
-
Ну что, коллеги ,лёд тронулся, как говорил Остап Бендер ....ОК компании загружен текущей работой по обработке данных претендентов.. сегодня один из кандидатов успешно прошел первый этап и будет учиться за счёт компании дальше..но халявы не будет...2 балла
-
Что интересно по электродам с оксидом циркония, а именно по работе на переменном токе- оксид циркония при высоких температурах обладает электрической проводимостью, чего не скажешь о других легирующих добавках. При обратном течении тока, когда идет интенсивный разогрев электрода, электропроводность возрастает.1 балл
-
Вот еще ГОСТ на электроды. gost_23949_80.pdf1 балл
-
Сергей , а нет ты не прав и перегородочки имеются правду продольные и в интеркулерах и бывают разные Конечно есть смысл , вот мне позавчера позвонили и говорят интеркулер отпилить бачки и помыть , набрал в себя песок и пыль фильтр разорвало , но потом позвонили и сказали что так через патрубки вымыли песок с пожарного гидранта обильно поливали .
1 балл
-
Зачем потом менять? Беру под все задачи. Как резерв. У меня просто один форсаж 315. И когда он ездил на завод в ремонт, я сидел месяц без работы. Так что аппарат под все нужды. Если эта модель доведена до идеала, то чем она хуже новой машины, которая ещё не полностью обкатана.1 балл
-
@pashin76,При сварке аустенитной нержавеющей стали не перегревайте сварной шов, после прохода давайте сварному шву остыть до 100град (аустенитная нержавейка не любит перегва),старайтесь сваривать ниточными швами без поперечных колебаний. После сварки применяйте травильную пасту для удаления обедненного слоя хрома.1 балл
-
Он стоит около 30 тыс. Ремонт обошелся тыс. 10. Сварка бачков проста и незатратна, так что есть смысл их ремонтировать.1 балл
-
Алексей простите что то я попутал.1 балл
-
@pashin76,Какой расход газа стоит и на каких режимах работаете? Сделайте пробу на пятно как это описали выше. Цвета побежлости после сварке легко протравливаются.1 балл
-
Гадать-глупо,только вскрытие\дефектовка даст ясную картину1 балл
-
https://s00.yaplakal.com/pics/pics_original/4/4/3/17090344.jpg1 балл
-
"Чем дальше в лес - тем толще партизан". Памадоры "по корейски".1 балл
-
https://s00.yaplakal.com/pics/pics_preview/9/4/6/17085649.jpg https://s00.yaplakal.com/pics/pics_original/7/1/0/17084017.jpg1 балл
-
ХеХеХе. Приветствую вас Господа. Сегодня мне удалось выделить пару часов на доделку своей токарной тумбочки, ибо валяющиеся на столе сверла с центрами достали неимоверно. -- Были нарезаны трубочки Ф57 из стали в качестве корпуса и трубочки Ф50 из канашной пластиковой трубы в качестве защитного вкладыша, чтобы не царапать конусы. Ну и из этих заготовок были изготовлены чудесные держалки под КМ5. Тем кто будет повторять обращу внимание на то, что донца не заварены а специально приварена труба 16х16, чтобы всякий мусор свободно высыпался из стакана а конус провалиться не мог. -- -- Осталось сделать еще пару держалок для сверлышек, а то половина только влезла и можно будет заморочится задней стенкой тумбочки.
1 балл
-
https://www.yaplakal.com/forum18/topic2488354.html1 балл
-
Когда она красит ногти разными цветами — то это игра с оттенками, это интересно и красиво. А вот когда я хожу в разных носках — я дебил тупой. Жена говорит мужу: — Какая прекрасная пара — эти наши новые соседи: он ее все время обнимает, целует, дарит цветы, говорит ей ласковые слова. Почему же ты этого не делаешь?— А я-то тут при чем? Я ее даже не знаю. — Милый, привет, чем занимаешься?— Лежу в постельке, засыпаю...А ты?— А я сижу в баре за твоей спиной, смотрю как ты, ... с@ка... вертишься и не можешь уснуть...1 балл
-
Всё. Приточка по помещению готова. Ура!!! -- -- На обмазку стен ушло 1,5 тонны кузовного герметика. В дороге еще столько-же, надо будет нарастить слой до 5мм и цвет стен привести к единому - белому, а то черный не в жилу. Предварительно были проведены тесты на деревяшке обмазанной этим герметиком. Деревяшке обмазанной герметиком и помещенной в струю дроби в пескоструйной камере абсолютно пофигу на пескоструйную обработку... Только в стороны дробь летит, а её хоть-бы что... --
1 балл
-
Собралась приточная вентиляция. Бочечки использованные вместо заказных труб сэкономили очень много денег. -- -- Теперь надо до конца собрать вытяжную...
1 балл
-
Что-то заработались и давно ничего не публиковали. -- Из фоток нашел только стройку. Собрали опалубку на основную часть фундамента: - - И залили в неё 60м3 бетона: -- - - Первая очередь фундамента готова. Трамбуем, засыпаем, потом собираем оставшуюся часть.
1 балл
-
1 балл
-
Ползет пьяный мужик вокруг колодца и тихо бормочет: — Если через пять минут этот забор не кончится - надо будет перелазить... — По экономическому определению бедности: если половина или больше реальных доходов уходит на еду, то вы — бедный. — И что делать, как выбираться из бедности? — Жрать меньше, очевидно же. — Место рождения? — Город Горький. — Место жительства? — Нижний Новгород. — Причина переезда?. Пpоизводственная гимнастика для pаботников банка. Pадио говоpит: — Hоги на шиpине плеч, pуки за голову, лицом к стене... anekdotov.net1 балл
-
Ну или:1 балл
-
Сегодня точил кожух от бульдозера на своём любимом маленьком токарном. Я прям прусь с этого станочка, он такой лапочка. . https://youtu.be/61c7ekdxWy41 балл
-
Немного о возрасте: Лайфхак - если вы хотите выглядеть на 10 лет моложе, то называйте всем свой возраст на 10 лет старше. Живу на последнем этаже в доме без лифта и такое впечатление, что каждый год-два нам добавляют ещё один этаж… С возрастом всё меньше не знаю и всё больше не помню. Я вышел из возраста домоганий и вошел в возраст недомоганий. Раньше со словами: "Мне как обычно!" я заходил в бар, а теперь в аптеку. В детстве думал — Ура, скоро Новый год.Сейчас думаешь — Твою ж мать, скоро опять Новый год… Я такой старый, что внуки не верят, что иметь один телефон на всю семью было круто. Мудрость не всегда приходит с возрастом. Бывает, что возраст приходит один. С возрастом мое зрение испортилось окончательно и теперь я совсем не вижу перспектив. Чем старше я становлюсь, тем аккуратнее чихаю, чтобы ничего не отвалилось и не посыпалось. Учёные утверждают, что человеческий организм растёт лишь до 25 лет, но жопа и живот, видимо, не в курсе… Я больше не выбираю здоровую пищу: в моем возрасте нужно есть побольше консервантов. С возрастом начинаешь чаще задумываться о высоком. Например, о своём давлении.1 балл
-
Добавлю немного по направлению нашей деятельности, которое пока обделено вниманием в этой теме. Это направление обслуживания и ремонта грузовой и специальной техники. Сегодня довел до логического завершения работы по небольшому переоборудованию одного из двух седельных тягачей. Клиенты захотели перенести кронштейн кабелей и воздушных магистралей подключения полуприцепа в более удобное место и заодно переоборудовать гидравлику. Изначальный монтаж (внутри рамы, фактически под прицепом, меньше чем в метре от дороги): Конечный результат (изготовлена и смонтирована рамка для родного кронштейна, расположение по просьбе клиента на задней стенке баллонного блока, над гидробаком, там сухо и удобно): Родная гидросхема была рассчитана на эксплуатацию с полуприцепом-бензовозом и содержала напорную и сливную магистрали, но была лишена гидрораспределителя. В определенный момент клиент захотел видеть этот тягач в паре с полуприцепом-самосвалом. Гидравлику укомплектовали необходимым гидрораспределителем, но сливную магистраль (не нужную самосвалу) решили сохранить, чтобы не ломать совместимость бензовозами. Для этого выточили проставку под распределитель в которой поселили штуцер под сливной рукав. Работы не сложные, но требуют некоторой кропотливости (особенно по части протяжки новых управляющих воздушных магистралей из кабины). Ну и для полноты картины, когда обслуживали видеонаблюдение и освещение территории я сделал немного фотографий стройки. Может кому интересен будет общий вид. Объемы стройки опять нарастают, количество квадратных метров производственных площадей грозит удвоится .
1 балл
-
Не моё. Перепост. Заметил, что несмотря на примерно одинаковый интеллект (молодые посообразительнее, конечно, но старички — существенно эрудированней и опытней), мыслят специалисты разного уровня существенно по разному. Начинающий инженер — руководствуется только техническими соображениями. Более опытный — технико-экономическими. Гуру — еще и технологическими. Начальник — учитывает административно-бюрократические аспекты. Большой начальник — руководствуется только административно-бюрократическими соображениями. Эффективный менеджер — думает только о личной выгоде. В результате возникает взаимное непонимание, через ступеньку — практически полное. Причем все специалисты, как сверху вниз, так и снизу вверх, считают друг друга идиотами. А результаты такой деятельности могут принимать самые извращенные формы. Особенно, с учетом тотального вранья и очковтирательства, в части которых «эффективные» непревзойденные мастера (в сущности, они только это и умеют). Например, нужен новый редуктор для ракеты, корпус поручают создать молодому инженеру: Изучив вопрос, он вполне логично разрабатывает конструкцию из композитного материала. Она получается легкой, прочной и соответствует всем требованиям. Ну так ему кажется. Его непосредственный руководитель — опытный инженер, изучив цену на композитные материалы, тяжело вздыхает и решает, что корпус все-таки нужно делать из титана, сваркой. Главный конструктор, как самый мудрый, припомнив свой собственный прежний опыт, решает: «Ну его нафиг, этот геморрой с титановыми сварными швами… Делать фрезеровкой!» Начальник, посмотрев чертеж, размышляет, что с титаном работать уже давно некому и не на чем, единственный опытный фрезеровщик умер еще в прошлом году, единственный годный станок угробили таджики-гастарбайтеры, а новый — то ли купят, то ли нет, и когда? И решительно меняет материал на Д16. Большой начальник берет чертеж и видит «Д16», а это — цветмет, который согласно директиве Корпорации велено экономить. Размышляет: «А ведь у нас на складе стали — завались!» — и решительно пишет — «Ст3»! Тут ходом работ интересуется эффективный менеджер и строго спрашивает большого начальника: — Ну и зачем тебе здесь сталь? Я же ее всю китайцам продал, еще в прошлом году… — Никак-с нет-с. Еще не всю, осталось немного-с на 53-м складе-с! — Твою ж мать! Немедленно продать! И склад тоже продать! Деньги мне… Да, и чего у нас там есть навалом, а китайцы не покупают? — Чугун-с есть. Кстати, литейный цех у нас простаивает… — Воот! Умеешь же ты думать головой, иногда! На следующий день, руководитель Корпорации докладывает Президенту страны: «В целях импортозамещения, привлечения инвестиций и внедрения инноваций, с использованием исключительно отечественных нанотехнологий, нами разрабатывается новый редуктор для ракеты, не имеющий аналогов в мировой практике!» Президент: «А точно не имеет аналогов?» Руководитель Корпорации: «Точно! Ни у кого такого нет. И не будет никогда!» Тут же, дружный хор продажных и идейных блогеров-подхалимов подхватывает на разные голоса: «Не имеет аналогов!» — «В мировой практике!» — «Весь мир в труху!» — «Но потом!» Молодой инженер, который едва пришел в сознание, после того, как узнал, что новый редуктор для космической ракеты будет в корпусе из литого чугуна, читает в ленте о собственных научных достижениях и тихонько рыдает под столом от счастья и гордости за свою Великую Родину! (С)1 балл
-
Жена: — С мужем мы живем душа в душу, все у на замечательно: не ругаемся, ни ссоримся. Полная идиллия. А все из-за того, что я делаю только то, что у меня написано в гороскопе на сегодняшний день. Муж: — С женой у нас все нормально. Потому, что она решила жить строго по гороскопу. Подписалась на рассылку. Я как об этом узнал, взломал ее почту и стал составлять гороскоп для нее сам. Дожить до пенсии — мечта. Прожить на пенсию — искусство! Плывет черепаха, на ее спине — змея. "Сброшу — укусит" — думает черепаха. "Укушу — сбросит" — думает змея... А со стороны крепкая женская дружба. — Что будет делать кошка, если собаку намазать валерьянкой? anekdotov.net1 балл
-
Нет, не умный дом. Просто система мониторинга оборудования с функциями удаленного управления. Можно свет выключить удаленно или включить, цех обесточить итд итп. Бывает домой придешь а ребята в цеху свет не погасили, ты раз кнопочку ткнул и свет выключился. Ну и прочие всякие плюшки. Типа включения света в коридорах при проходе или в туалетах. Электроэнергию можно учитывать по каждому обьекту итд итп. Довольно функциональная штуковина. СКУД же это вообще палочка-выручалочка, особенно когда дверей разных штук 50 и не во все двери должен быть свободный доступ. Резко сокращает количество ключей на связке которую надо носить с собой, достаточно одной таблетки. Опять-же этой-же таблеткой можно включать оборудование или силовой ввод питания цеха включить\выключить.1 балл
-
Анатолий собирает очередной шедевр: щит управления оборудованием 400кВа. Тут и ПИД управление двумя печами полимеризации и куча всяких вентиляторов, компрессоров и прочей машинерии будет привязано. . . Правда фоток я больше пока не успел сделать. Прогнал он меня... . Ну и я потихоньку обвязку цеха на "макетной плате" собираю и отлаживаю, останется только всё по местам развесить. Управление освещением, температурой, система СКУД и охранно-пожараная сигнализация в одном флаконе. . .
1 балл
-
Собственно компрессор видно только на второй фотографии, и только "со спины", на первой (между ресиверами) холодильник-осушитель. Сам компрессор Comprag A-37, винтовой блок Rotorcomp EVO-3, двигатель на 37кВт, производительность чуть больше 5 кубометров в минуту. Относительно недорогая, надежная и неприхотливая машина. Их есть у меня: Пока не много, но есть.
1 балл
-
Всем привет. Сборка цеха потихоньку продолжается в свободное от работы время. Собрали наконец воздух в планировавшемся для него месте. . . Вывели магистраль ДУ50 в пескоструйную камеру для аппаратов. . . На днях начнем покрывать силиконом стены для защиты от дроби. . Так-же в свободное от работы время решили утилизировать запасы силовых труб из 09г2с методом постройки основания под еще один цех. Вырыли траншеи под будущий фундамент и установили из этих труб колонны. . . Фоток со столбами не нашел, только канавы. Потом выложу... . Всем Бобра...
1 балл
-
Второй день занимаюсь высотной акробатикой собирая ФВУ в кучу. Всё такое громоздкое, каналы все приходится переделывать под текущую конфигурацию, да всё на высоте. Сегодня закончил собирать сторону вентилятора. Осталось много еще... .
1 балл
-
Пока мы скакали с вентилятором, ребята полочки под прокат наконец-то закончили. А то достала гора железа на полу. Начали то мы эти полочки еще в ноябре.... Вот только руки до них дошли. .
1 балл
-
Нам приходится постоянно резать различные шпильки, то для фундаментов, то для каких-то иных целей. Нарезка на токарном и леркой забодала. В заначке в самом дальнем углу у нас уже как лет 6-7 был заныкан резьбонарезной станок который никогда в жизни не работал и достался от какого-то банкрота. Вытащили мы его и Анатолий убив на него день привел его в рабочее состояние. Пришлось пересобрать электрику, отмыть смазку и грязь, протянуть, почистить итд итп. И вот долгожданный результат: Десять минут на настройку и погнали гнать резьбы нужного нам калибра. На видео режется труба - 1 1/4", время нарезки 70мм резьбы - 15 сек. . https://youtu.be/eNDxHa_CY9s1 балл
-
Случайный кадр рабочих будней. .
1 балл
-
Ура. Залились. Ух, мне аж на душе стало как-то легче. Очень уж давно висела эта недоделка у меня над душой. . . Ну и вчера так как нам не дали бетон, а делать было нечего ребята наварили полуфабрикатов на вентиляцию: . . Осталось поднять на чердак и начать собирать всё это в кучу, но надо недельку подождать пока встанет бетон.
1 балл
-
Ура! Закончили сборку. В понедельник льем бетон. . . Это прям радует, так как это значит что через три недели можно будет ставить оборудование по местам, а то все по территории распихано мерзнет, грустит и скучает...
1 балл
-
@Kondor416,каким образом длину дуги можно скорректировать коллега?1 балл
-
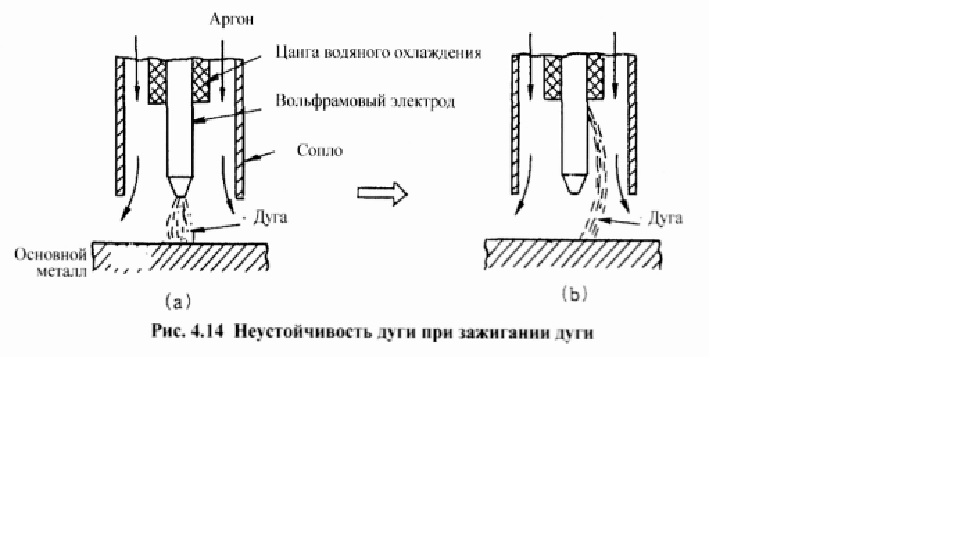
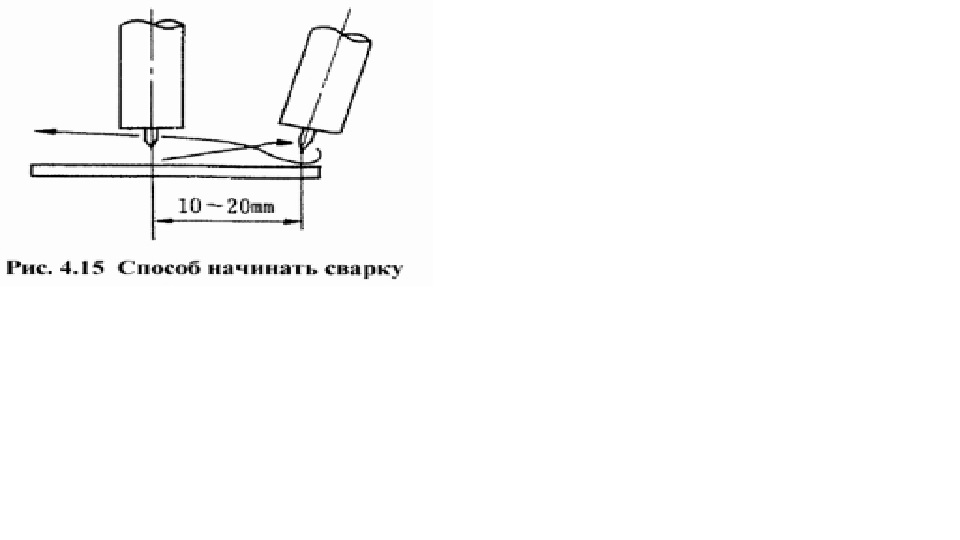
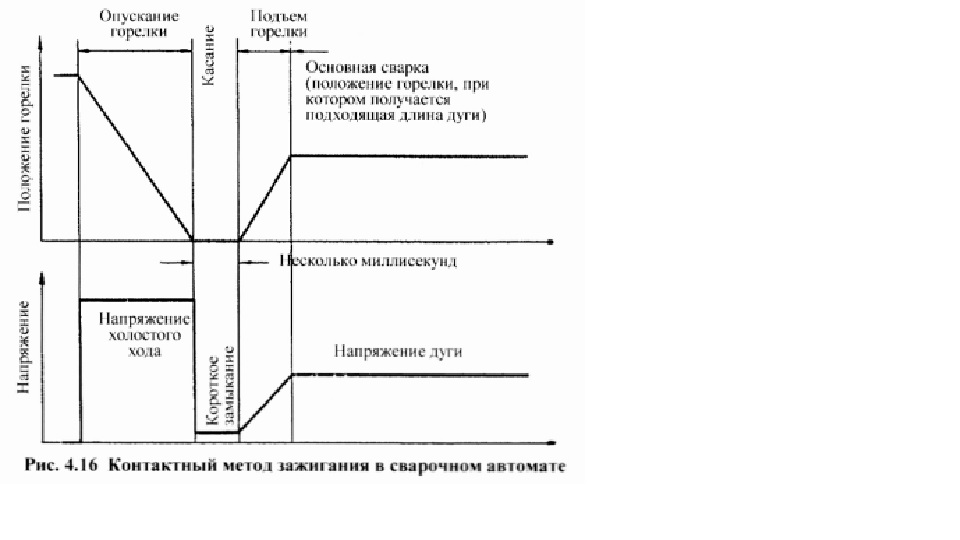
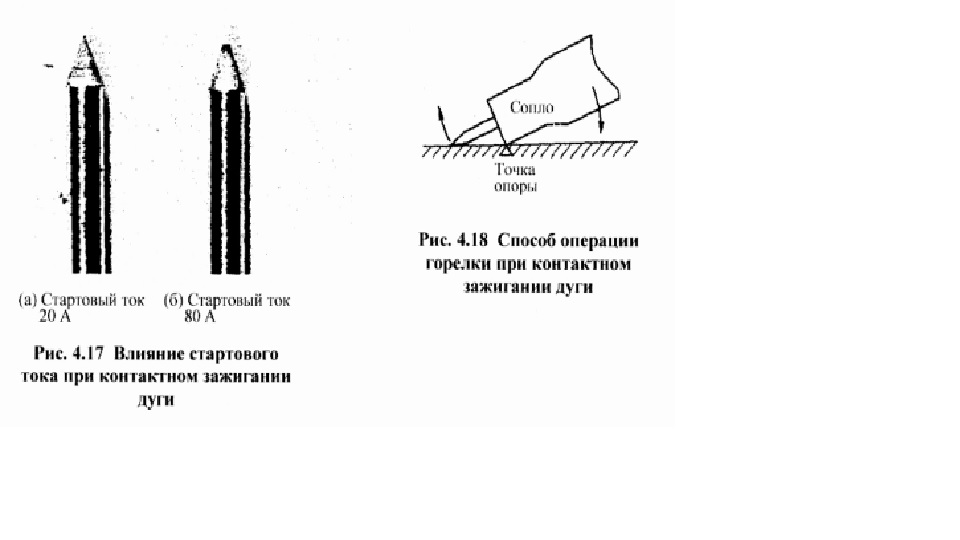
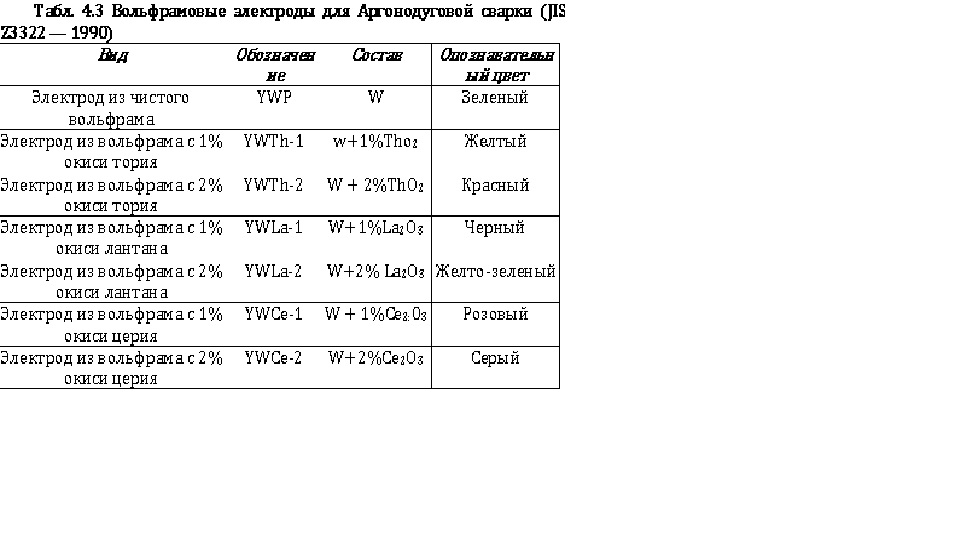
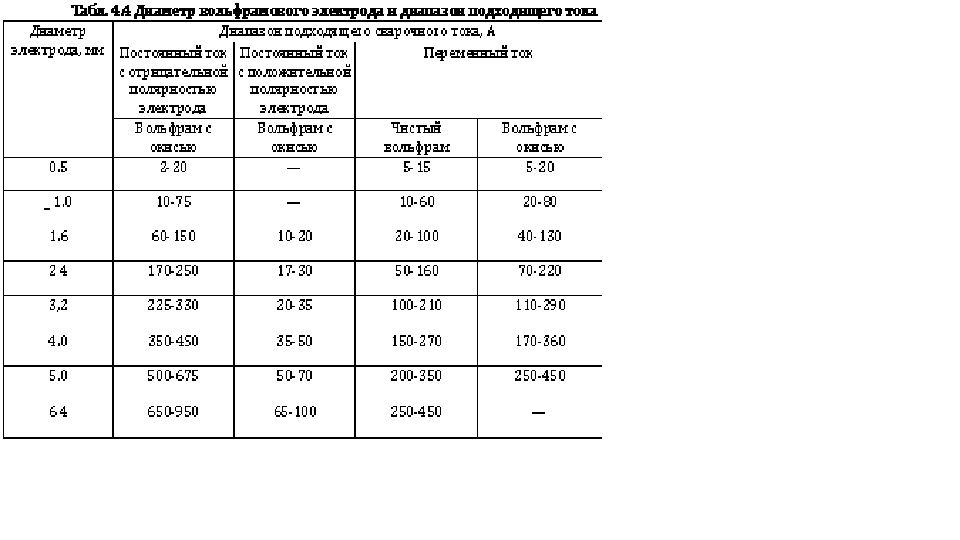
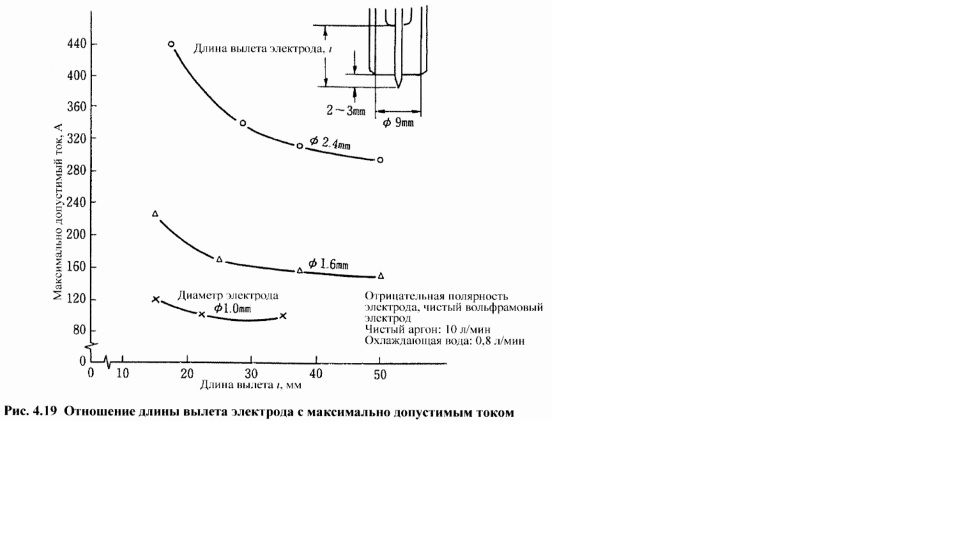
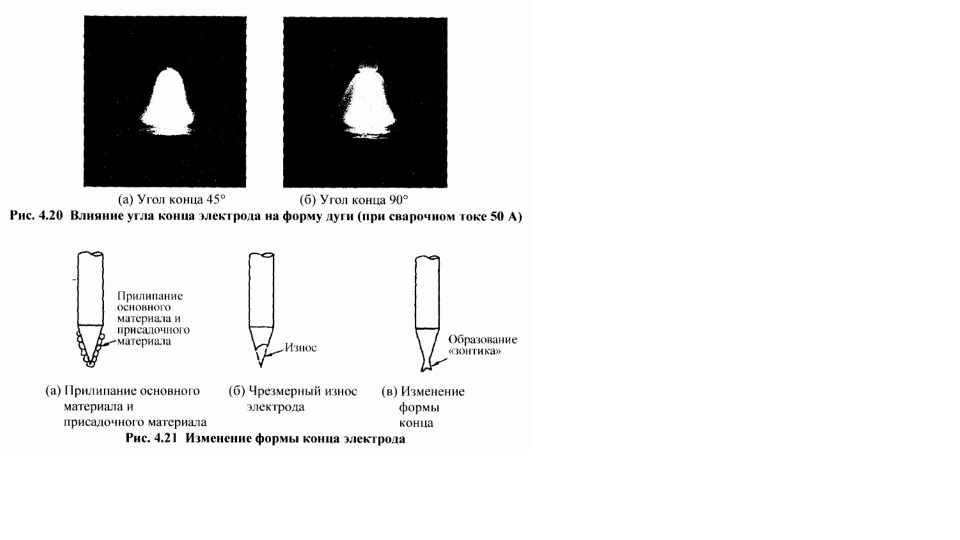
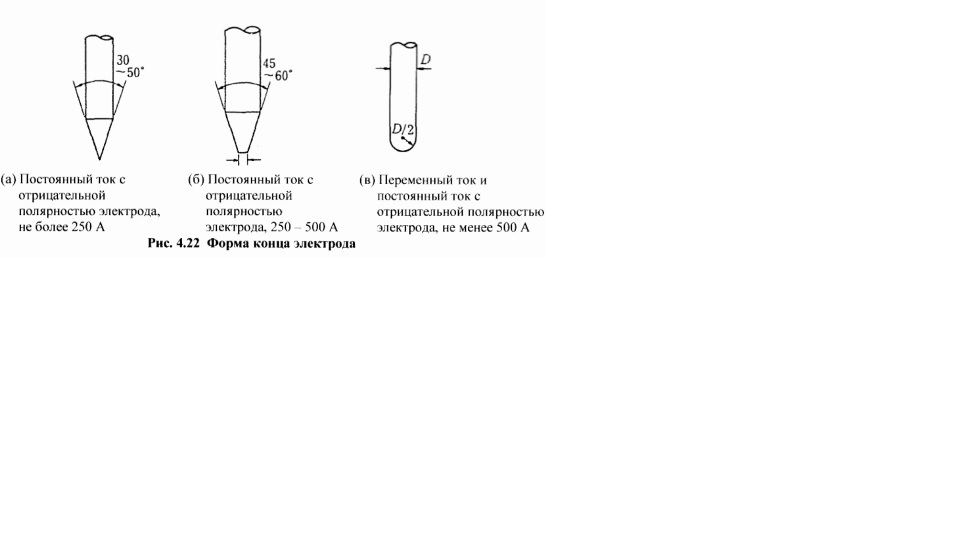
4-2 ЗАЖИГАНИЕ ДУГИ 4-2-1 Метод высокой частоты - HF поджиг Как правило, в случае Аргонодуговой сварки при зажигании дуги применяют метод совместного употребления высокой частоты. Когда приближают электрод к основному металлу и нажимают выключатель горелки, прилагается напряжение высокой частоты, под наведением которого подается ток между электродом и основным металлом, и зажигается дуга. В случае сварки на постоянном токе после зажигания дуги напряжение высокой частоты прекращается, но в случае сварки на переменном токе приложение напряжения высокой частоты продолжается и в процессе горения дуги, чтобы предотвратить обрыв полуволны дуги. В случае постоянного тока с отрицательной полярностью электрода, в процессе сварки электрод держится в накаленном состоянии, так что термоэлектронная эмиссия осуществляется легко и дуга поддерживается устойчиво. Однако в момент зажигания дуги электрод еще не накалился, так что термоэлектроны не вылетают. Однако даже при низкой температуре окиси испускают термоэлектроны легко, так что при зажигании дуги на конце электрода в местах, имеющих окиси, формируются катодные пятна и горит дуга. При этом, поскольку электрод относится к отрицательной полярности, подвергается столкновению катионов, и окиси разрушаются. По мере исчезновения окисей катодные пятна, находящие новые окиси, перемещаются по поверхности электрода. Поскольку окиси разрушаются один за другим, в конечном итоге дуга перемещается вверх по поверхности электрода. Если это состояние продолжится долго, как показано на рис. 4.14. дуга будет сильно удлинена и будет подниматься напряжение дуги выше предела, в котором сварочный источник может поддерживать дугу, и в конечном итоге дуга прекратится. Если на ходу температура электрода поднимется и электрод будет в накаленном состоянии, дуга будет возращена на конец электрода и горение дуги будет стабилизировано. Чем ниже сварочный ток и чем чаще повторяется зажигание дуги, тем чаще появляется явление неустойчивости дуги при ее зажигании. Кроме того, эта тенденция особенно сильна, когда электроды сделаны из чистого вольфрама, так что желательно использовать вольфрамовые электроды, включающие в себя окись тория (ThO2). окись церия (Се2О3). окись лантана (Lа2О3). окись иттрия (Y2O3) или прочие окиси. В случае сварки на переменном токе, поскольку полярность меняется по каждому полупериоду, влезание катодных пятен будет сдержано и, в общем, ситуация по зажиганию дуги лучше, чем в случае постоянного тока с отрицательной полярностью электрода. Однако даже в случае сварки на переменном токе, если электрод остывает, не исключена ситуация тою. что, на полуволне положительной полярности электрода горит дуга, на полуволне отрицательной полярности электрода не горит дуга. Когда конец электрода держится в накаленном состоянии, дуга горит устойчиво. Поэтому желательно заранее зажечь дугу на другом листс.накалить электрод, прекратить горение дуги немедленно переместить электрод в начальную точку сварки и зажечь дугу., Дуга зажигается стабильно и можно предотвратить прожог, несплавление и т.п. на начальной точке сварки. Кроме того, на рис. 4.15 представлен другой вариант для разрешения проблемы; на основном металле на расстоянии 10 - 20 мм от края зажигают дугу, после начала горения дуги немедленно возвращают горелку в начальную точку сварки и начинают основную сварку. 4-2-2 Контактный метод зажигания дуги Когда сила высокой частоты уменьшается по ходу длинного кабеля горелки и высокочастотный разряд, необходимый для зажигания дуги, не происходит, или высокая частота создает радиопомехи находящемуся вблизи роботу, сварочному автомату или прочим аппаратам с электронным управлением, не допускается зажигание дуги методом совместного употребления высокой частоты. В таком случае применяется контактный метод зажигания дуги (или царапающий метод зажигания дуги), в котором зажигают дугу за счет легкого прикосновения электрода к основному металлу. В связи с тем. что электрод и основной металл касаются друг друга, существует возможность приплавления основного металла к электроду, интенсивного износа электрода, который происходит при зажигании дуги, и прочие недостатки. Однако некоторые последние источники питания с тиристорным управлением и пр. могут замедлять износ электрода, происходящий при зажигании дуги, в значительной степени за счет установки тока, отличающегося от сварочного (дежурного) тока и протекающего при зажигании дуги. Следовательно, этот метод зажигания дуги применяется к последним сварочным автоматам, производящим работы на постоянном токе с отрицательной полярностью электрода, пользуясь следующими достоинствами; ü Можно предотвратить явление неустойчивости, которое склонно происходить в методе совместного употребления высокой частоты при зажигании дуги. ü Поскольку не генерируется высокая частота, можно исключить возможность возникновения радиопомех. На рис. 4.16 представлен пример касательного метода зажигания дуги, который применяется в сварочных автоматах. После включения выключателя горелки до зажигания дуги к промежутку между электродом и основным металлом прилагается напряжение холостого тока порядка 80 - 90 В. Сварочный автомат, обнаружив это напряжение, опускает горелку. При касании электродом основного металла это напряжение понижается резко к уровню порядка несколько вольт. После обнаружения понижения напряжения в течение несколько миллисекунд (несколько тысячных секунд) начнется отвод горелки вверх, при достижении напряжения дуги, соответствующего заданной длине дуги, остановится подъем горелки и начнется сварка. В случае автоматической сварки механизм вертикального перемещения горелки управляется электрическим приводом, так что получается устойчивое зажигание дуги. Однако в случае ручной сварки при применении контактного метода зажигании, чтобы замедлить износ электрода при зажигании дуги, следует обращать внимание на следующие пункты; Прежде всего, если устанавливают стартовый ток на слишком большое значение, при горении дуги происходит расплавление, износ и пр. конца электрода, как показано на рис. 4.17. Желательно устанавливать стартовый ток как можно меньше, однако, если ток слишком мал. то получается неустойчивая дуга, так что обычно употребляет значение тока порядка 20 -30 А. Кроме того, если приводить электрод в прикосновение к основному металлу после включения выключателя горелки. отвод горелки осуществляется с опозданием, что будет ускорять износ электрода. Так что следует сначала привести электрод в прикосновение к основному металлу, а затем включать выключатель горелки. Едва конец электрода приобрел накаленное состояние, как нужно отвести горелку. Если отводить горелку после завершения накала, будет ускорен износ электрода. Если перед контактом электрода и основного металла, сопло горелки приводят в соприкосновение с основным металлом, как показано на рис. 4.18, и пользуясь полученной точкой прикосновения в качестве опоры, осуществляют контакт электрода и основного металла и потом отводят электрод от металла, то в этом случае операция зажигания дуги будет облегчаться. 4-3 МАТЕРИАЛ И ФОРМА ЭЛЕКТРОДОВ 4-3-1 Виды электродов Вольфрамовые электроды для Аргонодуговой сварки подразделяются на вольфрамовые электроды и вольфрамовые электроды с окисью. Их вид, химический состав, размеры и допуски, качество и т.д. регламентирует стандарт JIS Z3233 (вольфрамовые электроды для Аргонодуговой сварки). Кроме того, как приведено в табл. 4.3. установлены опознавательные цвета, так что можно различать вид электрода по цвету его конца. Чистые вольфрамовые электроды в основном используются для сварки на переменном токе, а вольфрамовые электроды с окисью - и для сварки на постоянном токе и для сварки на переменном токе. Если не включается окись, зажигание дуги на постоянном токе с отрицательной полярностью электрода осуществляется с трудом, так что в случае сварки на постоянном токе почти не используются чистые вольфрамовые электроды. В случае сварки на переменном токе в полуволне положительной полярности электрода конец электрода подвергается разогреву, и поэтому в полуволне отрицательной полярности электрода дуга горит стабильно. Кроме того, чистые вольфрамовые электроды, которые справляются с меньшей генерацией постоянной составляющей, чем вольфрамовые электроды с окисью, чаще применяются для сварки переменного тока. В случае постоянного тока с отрицательной полярностью немаловажное значение имеет способность к зажиганию дуги, так что, в общем, используют вольфрамовые электроды с окисью. Как приведено в табл. 4.3. в настоящее время стандарт JIS регламентирует 7 видов электродов, среди которых последние 4 вида добавлены в последние годы. Кроме этого, также продаются и вольфрамовые электроды с окисью иттрия (W+1 - 2% Y2O3), которые еще не регламентированы. 4-3-2 Сварочный ток и диаметр -электрода Когда сварочный ток слаб, использование электрода с большим диаметром приведет к блужданию и неустойчивости дуги, а использование электрода с слишком малым диаметром приведет к интенсивному износу электрода, так что следует выбрать диаметр электрода применительно к сварочному току. Кроме того, при одинаковом сварочном токе, если полярность отличается друг от друга, подходящий диаметр электрода также отличается. В табл. 4.4 приведен диапазон подходящего тока по диаметрам электрода и по полярностям, соответственно. Верхний предел подходящего тока уменьшается в последовательности постоянного тока с отрицательной полярностью электрода, переменного тока и постоянного тока с положительной полярностью электрода. Если примем постоянный ток с отрицательной полярностью электрода за критерий,; в случае переменного тока верхний предел падает порядка до 70 - 80%, в случае постоянного тока с положительной полярностью электрода падает резко порядка до 10%. В случае чистых вольфрамовых электродов по сравнению с вольфрамовыми электродами с окисью тория подходящий диапазон переходит па 30% вниз. Кроме того, допустимый ток вольфрамовых электродов варьируется не только по диаметру и полярности, но и по длине вылета электрода из цанги. Если примем ток. на котором электрод поддается расплавлению, за максимально допустимый ток. то получается отношение длины вылета электрода с максимально допустимым током, как представлено на рис. 4.19. По мере увеличения длины вылета электрода надает максимально допустимый ток. Это объясняется тем. что выделение резистивного тепла электрода увеличивается, сопровождая подъем температуры. Следовательно, если с точки зрения технологичности неизбежно удлинение вылета электрода, желательно выбрать электрод с немного большим диаметром. 4-3-3 Форма конца электродов Концентрированность дуги, проплавление, внешний вид сварного шва и т.д. в значительной степени зависят от формы конца вольфрамового электрода. На рис. 4.20 представлена разница формы дуги по углам конца электрода при сварочном токе 50 А. В случае угла конца электрода 45° дуга сосредоточена и получается хорошая форма дуги, а в случае угла конца 90° по наружной окружности дуги появляется другая слабая дуга и тем самым сосредоточенность дуги ухудшается. Чем слабее сварочный ток. тем значительнее эта тенденция. Кроме того, как показано на рис. 4.21. если к концу электрода приплавился основной металл или присадочный металл, конец электрода изменил форму или износ электрода резко ускорен, также ухудшится сосредоточенность дуги, произойдет уменьшение глубины проплавления или ухудшение внешнего вида сварного шва. Подходящая форма конца электрода зависит от применяемого сварочного тока, полярности и т.д., но, в общем, принимается форма, как показано на рис. 4.22. В случае постоянного тока с отрицательной полярностью электрода, при слабом сварочном токе заостряется конец электрода, как показана в п. (а), и увеличивается угол конца электрода по мере возрастания сварочного тока. При силе тока 250 А и более заострение конца вызовут расплавление конца электрода, так что следует с самого начала слегка притупить конец, как показано в п. (б). По мере возрастания тока блуждание дуги уменьшается и износ ускоряется, так что при большом токе 500 Л и более желательно придать концу сферическую форму, как показано в п. (в). В случае переменного тока или постоянного тока с положительной полярностью электрода, в связи с большим износом электрода применяют форму (в). Примснять форму (а) или (б) можно, однако конец электрода быстро округляется, так что эффективно с самого начала придать концу форму, покачанную (в). В случае сварки на переменном токе сосредоточенность дуги не так хороша и к тому же износ электрода большой, так что не нужно обращать внимание на форму конца так, как в случае постоянного тока с отрицательной полярностью электрода. Форму конца электрода можно обрабатывать на обычной настольной шлифовальной машине, но желательно использовать специализированную шлифовальную машину для электрода, как представлено на рис. 4.23.
1 балл
-
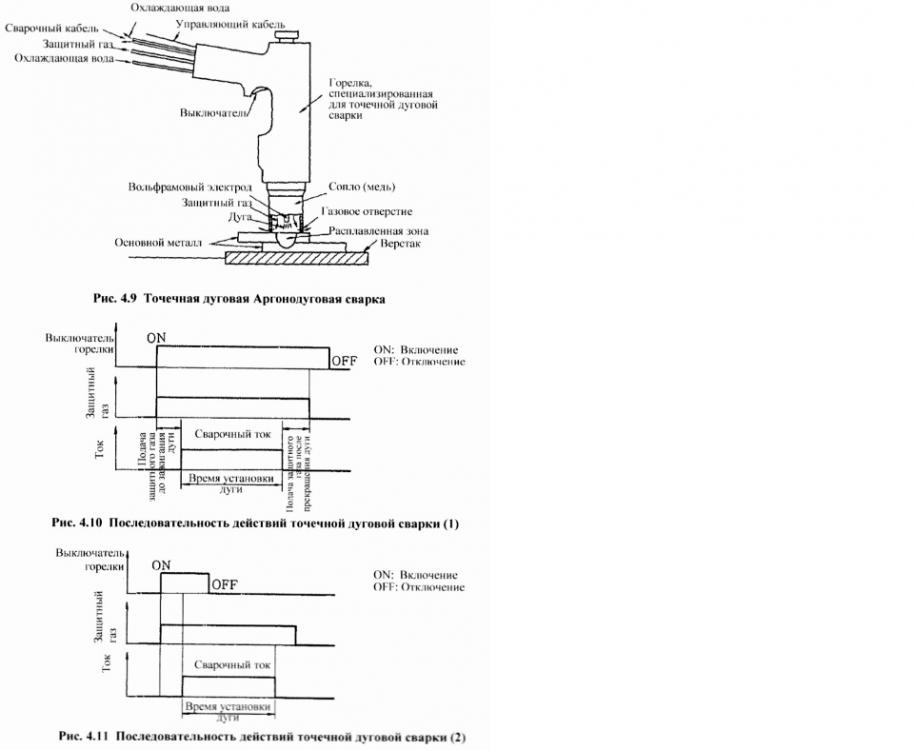
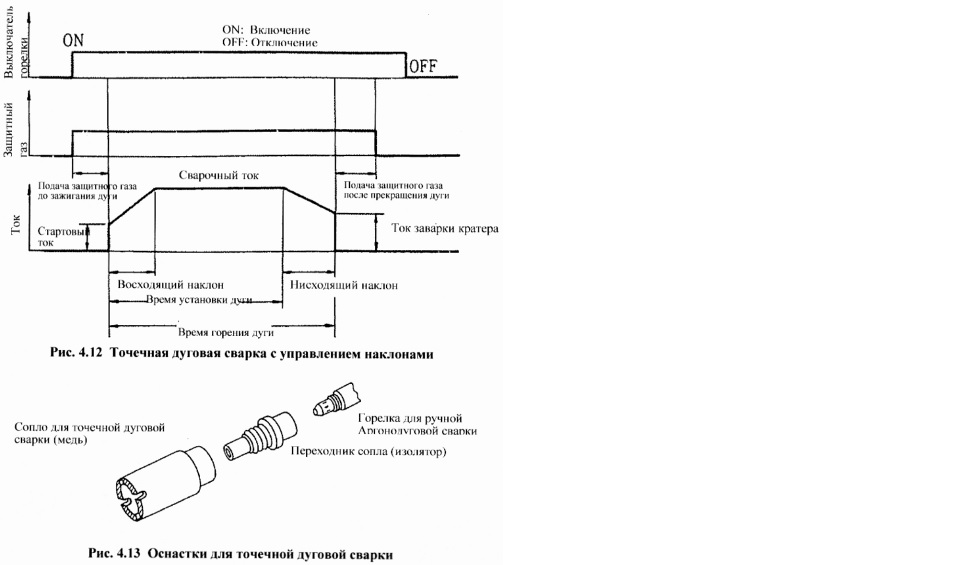
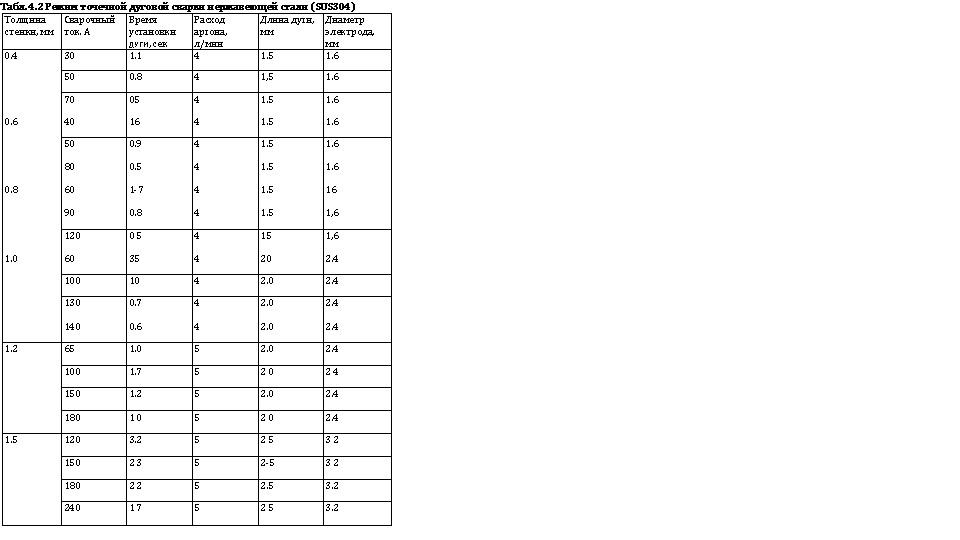
4-1-3 Точечная дуговая сварка Точечная дуговая сварка относится к методу сварки, при котором, как представлено на рис. 4.9, зафиксировав положение горелки, формируют дугу с одной стороны расположенных один под другим листов и тем самым осуществляют расплавление и соединение. Этот метод находит основное применение к конструкционной стали, нержавеющей стали и т.д. Хотя в последнее время он применяется и к алюминиевому сплаву, вопросы по равномерной свариваемости, внешнему виду и т.д. остаются открытыми. Точечная дуговая сварка также осуществляется под программным управлением и типичный пример последовательности ее действий приведен на рис. 4.10. При включении выключателя горелки начинает подаваться защитный газ и по истечении заданного времени от подачи защитного газа до зажигания дуги под наведением напряжения высокой частоты зажжется дуга. Обнаружив горение дуги, таймер начнет отсчет, и дута прекратится по истечению заданного времени установки дуги. При этом даже если не истекло время установки дуги, можно прекратить дугу отключением выключателя горелки. Однако, как представлено на рис. 4.11. бывает последовательность действий, в которой, после зажигания дуги невозможно прекратить ее действие, пока не истечет заданное время, даже когда отключен выключатель горелки. Следовательно, необходимо заранее установить, какая последовательность действий применена к используемой сварочной установке. Как представлено на рис. 4.12. в некоторых случаях к точечной дуговой сварке добавляют восходящий наклон, нисходящий наклон и т.д. с тем. чтобы был получен более качественный результат сварки и более красивый внешний вид. Для точечной дуговой сварки можно использовать не только специализированные горелки, как представлено на рис. 4.9. но и стандартные горелки для ручной Аргонодуговой сварки, установив на них переходники сопла, сделанные из изоляционного материала, и медные сопла для точечной дуговой сварки, как представлено на рис. 4.13. Обычно при точечной дуговой сварке не используется присадочный металл, поэтому в местах сварки листы, расположенные внахлест должны прилегать дрм к другу плотно. В большинстве случаев точечная дуговая сварка применяется к тонкостенным листам, так что достаточно только сильно прижимать горелку к ним. Однако если листы не прилегают плотно, рекомендуется использовать подходящий кондуктор применительно к соединению. Горелку должны держать вертикально, приложив конец сопла полной окружностью плотно к основному металлу. Так же. как в случае обычной сварки, следует обращать внимание на очистку основного металла. В табл. 4.2 приведен режим сварки нержавеющей стали как пример режима исполнения точечной дуговой сварки. Кроме того, в случае точечной дуговой сварки рекомендуется сделать угол конца электрода больше чем обычно, чтобы получить хороший результат сварки.
1 балл
-
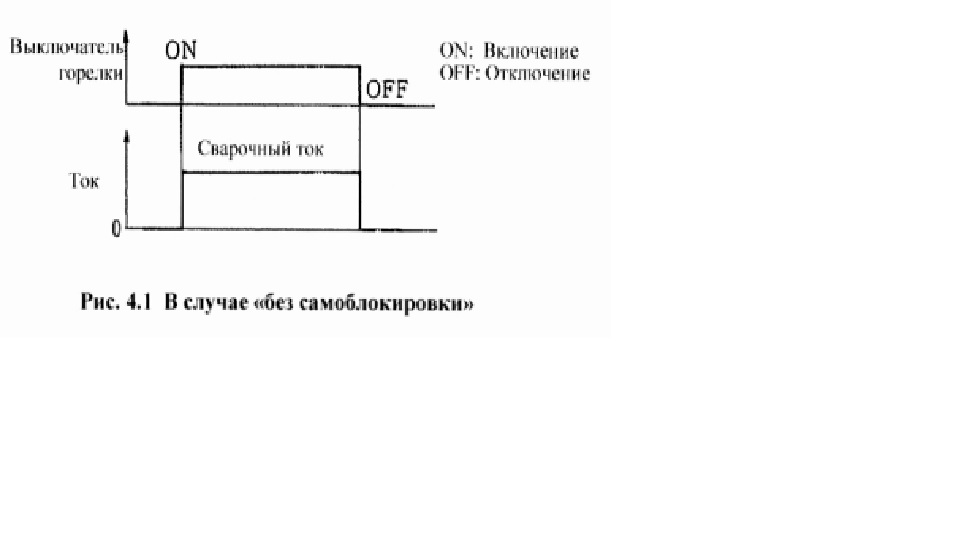
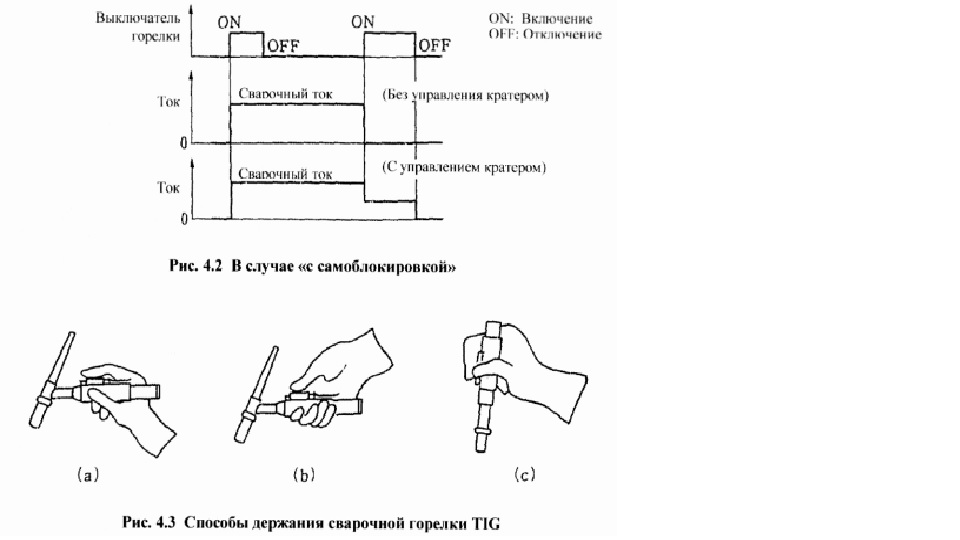
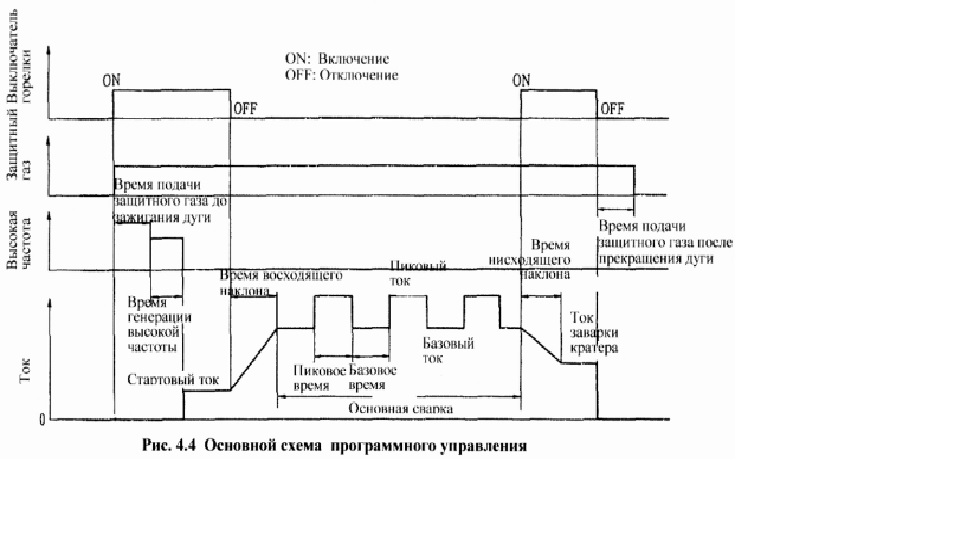
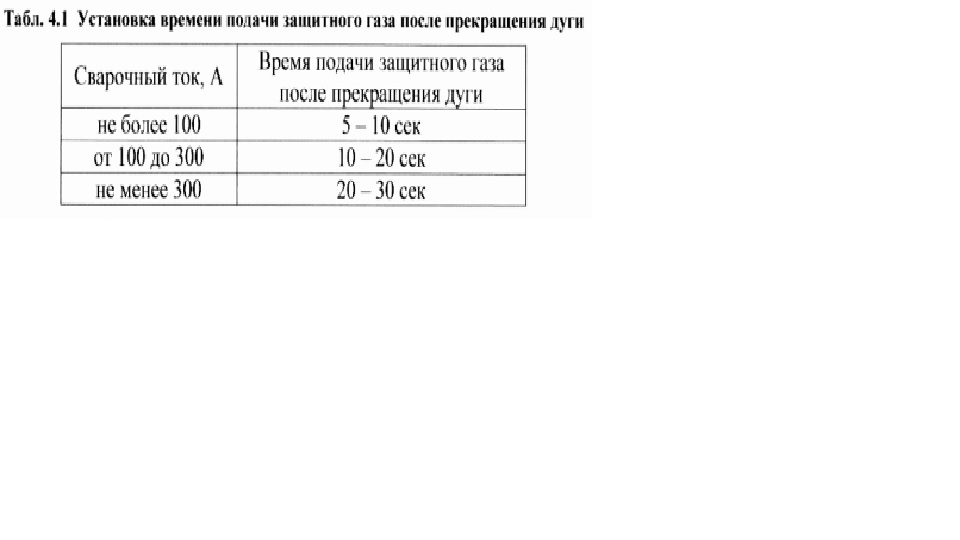
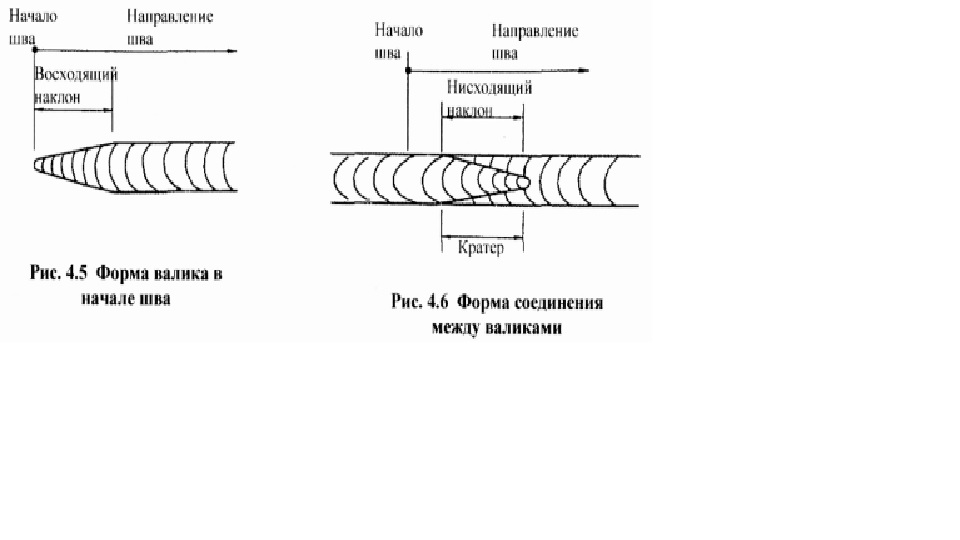
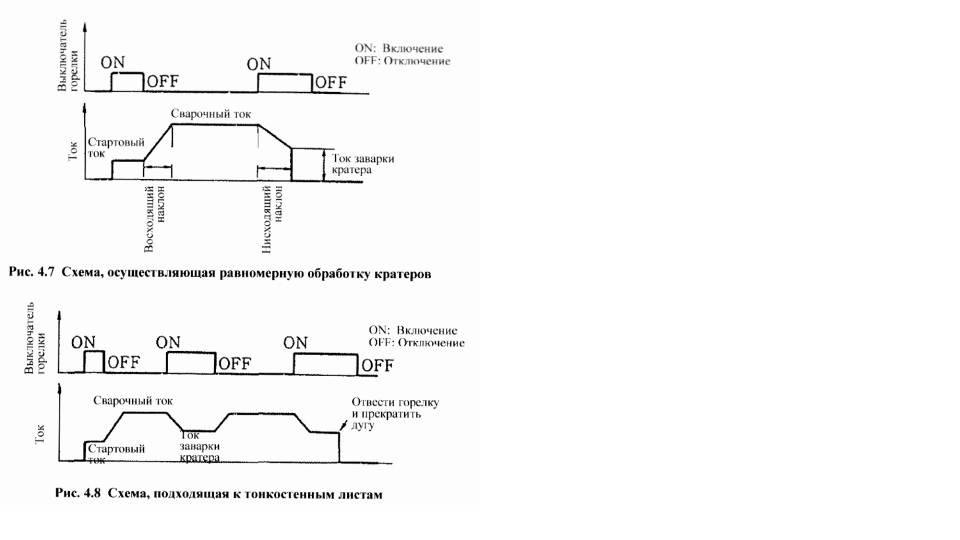
ГЛАВА 4 ИНСТРУКЦИЯ ПО ИСПОЛНЕНИЮ РАБОТ 4-1 ДЕЙСТВИЕ СВАРОЧНЫХ УСТАНОВОК 4-1-1 Операция выключателей горелки В случае Аргонодуговой сварки зажигание и прекращение дуги осуществляют за счет включения и отключения выключателя горелки. При этом различают 2 основных метода. Первый метод относится к самому основному действию, как показано на рис. 4.1; дуга зажигается при включении выключателя горелки и так остается горящей, пока выключатель горелки остается включенным. При отключении выключателя горелки прекращается и дуга. Этот метод операции обычно называется «без самоблокировки» и применяется при сварке прихватками, коротких сварных швах и т.д. Другой метод представлен на рис. 4.2; также при включении выключателя горелки зажигается дуга, которая продолжает гореть даже при отключении выключателя горелки. Дута прекращается только тогда, когда повторно включен выключатель горелки. Этот метод операции называется «с самоблокировкой» и применяется при длинных сварных швах, нижеприведенном программном управлении и т.д. Управление кратером также осуществляется операцией «с самоблокировкой», где при повторном нажатии на выключатель горелки сварочный ток переходит в ток заварки кратера, при отключении выключателя горелки прекратится дуга. Операция «без самоблокировки» не справляется с этой операцией. Стандартные способы держания сварочной горелки TIG представлены на рис. 4.3. Если удерживать горелку такими способами то можно справляться как с плавным перемещением горелки так и с отключением и включением выключателя горелки. Однако, если, обращать излишнее внимание способам удержания горелки.и из за этого принимать неудобное рабочее положение, то вопреки ожиданиям получится неплавный ход горелки. Так что, следует держать горелку применительно к рабочей обстановке. 4-1-2 Последовательность действий Хотя традиционные источники питания с подвижным сердечником справлялись только с простым управлением, например, переключением в конце сварки со сварочного (дежурного) тока на заданный ток заварки кратера, последние сварочные источники питания TIG с тиристорным управлением или инверторном управлением могут осуществлять программное управление, которое изменяет ток в соответствии с различными схемами. На рис. 4.4 представлена основная схема программного управления сваркой на постоянном токе. При включении выключателя горелки начинает подаваться защитный газ. защищающий заранее зону сварку, по истечению заданного времени подачи защитного газа до зажигания дуги подается напряжение высокой частоты. Под наведением высокой частоты зажжется дуга, и высокая частота прекратится автоматически. Ток в этот период называется стартовым током и устанавливается на более низкое значение, чем ток для основной сварки, что полезно для подтверждения стартового положения или предотвращения прожога в случае сварки тонкостенных листов. Далее, после отключения выключателя горелки ток увеличится постепенно, и достигнет сварочного (дежурного) тока. Это действие называется восходящим наклоном, и длительность этого действия называется временем восходящего наклона. После окончания этого восходящего наклона, если установлен импульсный режим, сварочный ток увеличивается и уменьшается между пиковым током и базовым током с заданным периодом, который определяют пиковое время и базовое время. Если не применяется импульсный режим, базовый ток служит сварочным током. При достижении конечной точки сварки повторным включением выключателя горелки ток постепенно уменьшится и перейдет в ток заварки кратера. Это действие называется нисходящим наклоном, и длительность этого действия называется временем нисходящего наклона. После окончания нисходящего наклона, когда кратер обработан током заварки кратера, отключением выключателя горелки прекратится и дуга. Однако и после прекращения дуги, пока не застынет зона кратера, электрод и т.д. в достаточной мере, защитный газ продолжает подаваться и прекратится по истечения времени подачи защитного газа после прекращения дуги. Подходящее время подачи защитного газа после прекращения дуги, хотя варьируется в зависимости от материала свариваемого металла, сварочного тока и т.п.. можно устанавливать, как приведено в табл. 4.1. Кроме того, так как подача защитного газа после прекращения дуги осуществляется для защиты электрода и зоны кратера, нельзя отводить горелку сразу после прекращения дуги, а отводить ее только после завершения подачи защитного газа, после прекращения дуги. Таким образом, каждый раз при необходимости изменяют ток. за счет чего переход форм валика в начале шва. соединениях между валиками и т.д. становится плавным, и можно предотвратить непровар, прожог и прочие сварочные дефекты, как показано на рис. 4.5 или 4.6. Такое управление необходимо, в частности, при круговой сварке и пр., в которой начало шва и кратер накладываются друг на друга. Кроме того, различают ряд схем программного управления током, примеры которых представлены на рис. 4.7 и 4.8. В случае рис. 4.7 особенность заключается в следующем; когда ток уменьшается нисходящим наклоном и достигает тока заварки кратера, дуга прекращается автоматически. Хотя форма кратера определяется током заварки кратера и временем нисходящего наклона, в любом случае до прекращения дуги схема держит свою постоянность и получается равномерная обработка кратеров. В случае 4.8 включением и отключением выключателя горелки можно повторять вышеприведенную основную схему (рис. 4.4) бесконечно. Поэтому в случае тонкостенных листов и большого зазора в вершине разделки можно осуществлять изменение сварочного тока легко, что полезно для предотвращения прожога. В этом случае нельзя прекратить дугу включением или отключением выключателя горелки, а прекращают только резким отводом горелки.
1 балл
-
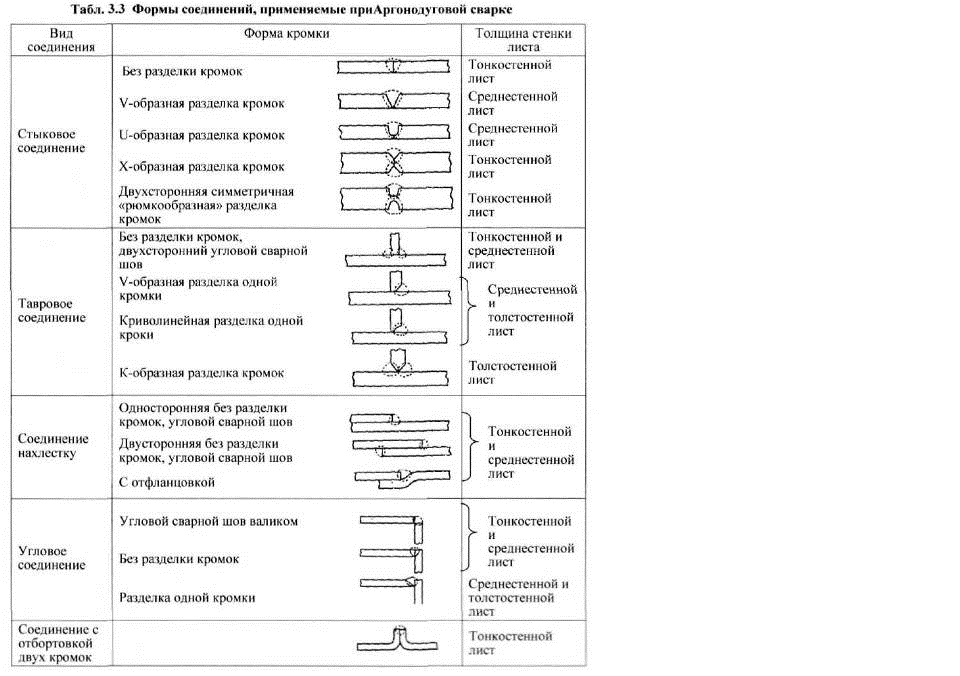
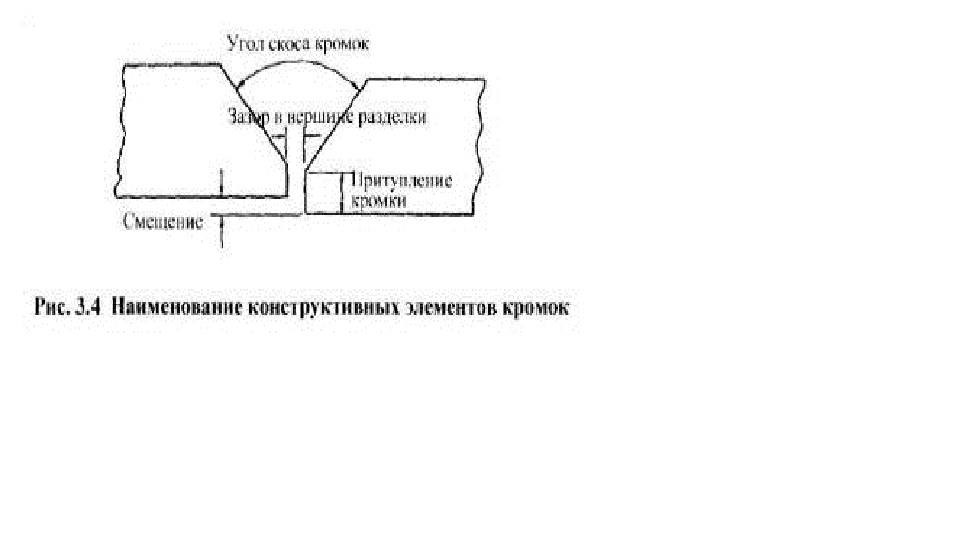
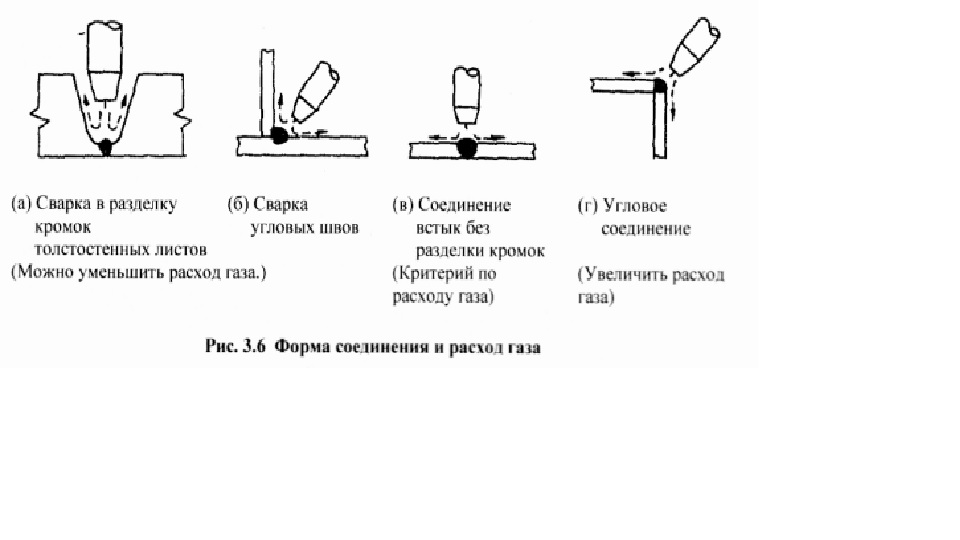
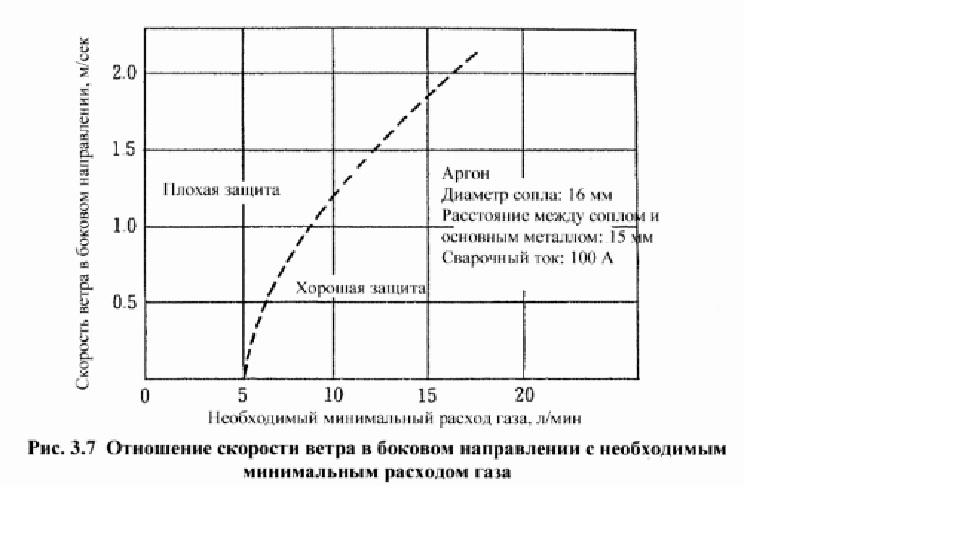
3-2-1 Формы кромок Формы сварочных соединений определяются на основе назначения изделия, материала основного металла или толщины стенки листов. Соединения. подлежащие Аргонодуговой сварке, подразделяются на стыковое соединение, тавровое соединение, соединение внахлестку, угловое соединение, соединение с отбортовкой двух кромок и пр. Типичные примеры представлены в табл. 3.3. В случае среднестенных и толстостенных листов для обеспечения эффективности и качества сварки применяются разные формы кромок в зависимости от назначения и толщины стенок. Сварка TIG применяется для среднестенных и толстостенных листов. когда требуется высокое качество сварных швов, листы поддаются сварке с трудом, необходим обратный валик первого слоя и т.д. Обработка кромок, как правило, подлежит машинной обработке. U-образная разделка кромок. двусторонняя симметричная «рюмкообразная» разделка кромок и т.д. получаются только машинной обработкой. Каждый конструктивный элемент именуется, как представлено на рис. 3.4. и. прежде чем приступать к сварке, необходимо проверить точность значений этих элементов. Если значения угла скоса кромок, притупления кромки или зазора в вершине разделки становятся или больше, чем следует, или меньше, то может произойти не только сварочный дефект, но и брак всего сварного шва. Так что неточные размеры подлежат по необходимости поправке. В случае тонкостенных листов стыковое соединение осуществляется без разделки кромок, тавровое соединение - без разделки кромок с двусторонним угловым сварным швом. Форма самой кромки проста, но припуски на зазор в вершине разделки и смещения значительно меньше, чем в случае среднестишых и толстостенных листов. 3-2-2 Очистка кромки Если выполняют сварку, оставляя на поверхностях кромок и на близких к кромкам поверхностях основного металла прилипшее на них масло, ржавчину, окалину и краску, то может произойти возникновение сварочных дефектов, таких как раковины и трещины. Следовательно, перед сваркой необходимо удалить масло, ржавчину, окалину и краску полностью. Масло и т.п. не удаляется полностью путем вытирания ветошью, так что рекомендуется промывать ацетоном или т.п. Ржавчина, окалина и т.п. удаляется с помощью ручной шлифовальной машины или проволочной щетки. Когда в качестве основного металла используется нержавеющая сталь, использование стальной проволочной щетки будет вызывать рассеивание стальной пыли с проволоки . что может привести к коррозии, так что нужно использовать проволочную щетку из нержавеющей стали. При сварке с обратным валиком, обращать внимание на очистку стороны, подлежащей сварке и на очистку обратной стороны. Грязь на поверхности присадочного металла так же. как грязь на поверхностях кромок, может быть причиной сварочного дефекта, поэтому нельзя забывать очищать их. Следует избегать прикосновений к присадочному металлу голыми руками или грязными перчатками. В частности, в случае сварки алюминия или алюминиевого сплава влага, на поверхности присадочного металла, может привести к образованию раковин, так что следует присадочный металл не только держать сухим в процессе сварки, но и после использования укладывать в сосуд и хранить в сухом месте. 3-2-3 Сварка прихватками В случае простого соединения тонкостенных листов могут пропускать сварку прихватками, непосредственно выполняя основную сварку с помощью приспособления и т.п.. однако, как правило, выполняют сварку прихватками внутри кромок, па обратной стороне или в зоне углового сварочного шва. Ток, применяемый для сварки прихватками, составляет порядка 80% тока основной сварки, к тому же сварка прихватками относится к прерывистой сварке, в которой длина одного валика равна примерно несколько десятков миллиметра. Так что. если сварка прихватками недостаточна, в процессе основной сварке могут произойти трещины, смещение, изменение зазора в вершине разделки, и прочие сварочные дефекты, что окажет большое влияние на размеры, форму, точность и работоспособность изделий. Следовательно, производить сварку прихватками внимательно так же, что и основную сварку. В случае кромки, имеющей зазор в вершине разделки, желательно при сварке прихватками добавлять присадочный металл. При сварке прихватками стыковых соединений тонкостенных листов и т.н., если, наклоняя горелку в значительной степени, как представлено на рис. 3.5. приводят сопло в прикосновение к основному металлу и после зажигания дуги поднимают горелку, то сдвиг от прицеленного местоположения не так часто происходит и работа может быть произведена эффективно. После окончания сварки прихватками немаловажное значение имеет контроль качества для того чтобы убедиться в отсутствии трещин, несплавления или прочих сварочных дефектов, чрезмерного смещения, и в правильности зазора в вершине разделки. Если имеется трещины или другие сварочные дефекты, то эти дефекты так и будут оставаться и после основной сварки. Следовательно, необходимо удалить дефекты с помощью ручной шлифовальной машины и т.п. полностью, и повторно выполнить сварку прихватками Если смещение или зазор в вершине разделки выходит из допустимых пределов, также нужно поправить их до получения правильных значений и выполнить повторную сварку. 3-3 ЗАЩИТНЫЙ ГАЗ И ВЛИЯНИЕ ВЕТРА 3-3-1 Защитный эффект В случае Аргонодуговой сварки, если дуга и ванна расплавленного металла не защищены защитным газом, не получится качественного результата сварки. Если удлинить вылет электрода из сопла, расстояние между соплом и основным металлом будет увеличено, и защитный газ будет склонен захватывать воздух. Так что следует уменьшить вылет электрода и установить сопло как можно ближе к основному металлу. Однако, наоборот, если сопло установлено слишком близко к основному металлу, то сопло будет подвергаться перегреву и повреждению, и зона сварки будет видна плохо. Судя по обоим факторам, то есть по защитному эффекту и обрабатываемости, рекомендуется устанавливать вылет электрода из сопла на 1,5-2 раза больше диаметра электрода. Диаметр сопла также является фактором, оказывающим большое влияние на защитный эффект. Сопло с слишком малым диаметром не справляется с достаточной защитой целой зоны сварки, а, наоборот сопло с слишком большим диаметром влечет за собой увеличение расхода газа для получения надлежащего защитного эффекта, что не экономично. Обычно рекомендуегся установить диаметр сопла на 2 - 3 раза больше ширины валика. Однако в случае алюминиевого справа, титанового сплава и т.п., которые при высокой температуре подвергаются окислению или азотированию, рекомендуегся использовать сопло с большим диаметром. При правильном расстоянии между соплом и основным металлом и правильном значении диаметра сопла, недостач очная затяжка сопла допускает всасывание воздуха через место с ослабленной затяжкой, так что необходимо убедиться в том, что сопло затянуто достаточно. 3-3-2 Расход защитного газа Слишком малый расход защитного газа, естественно, понижает способность к защите. Однако слишком большой расход будет приводить к беспорядочному потоку защитного газа. В результате этого защитный газ будет склонным захватывать воздух, что также будет понижать способность к защите. Это означает, что существует подходящий расход газа, который зависит от диаметра каждого сопла. Кроме того, диаметр сопла должен быть увеличен по мере увеличения сварочного тока. Все это диктует определенное отношение между сварочным током, диаметром сопла и расходом газа, пример которого приведен в табл. 3.4. В случае сварки на переменном токе используется сопло, диаметр которого больше, чем в случае сварки на постоянном токе, следовательно, и расход газа также нужно увеличивать. Кроме того, при одинаковом диаметре сопла и расходе газа, если формы сварочного соединения отличаются друг от друга, также отличается и способность к защите. Как представлено на рис. 3.6, если за критерий примем расход газа при стыковом соединении без разделки кромок, при сварке в разделку кромок и сварке угловых швов толстостенных листов защитный газ склонен накапливается в зоне сварки, так что можно уменьшить расход газа. Однако в случае угловых соединений, наоборот, защитный газ улетучивается легко, так что нужно увеличивать расход защитною газа. 3-3-3 Влияние ветра Если в зону сварки дует ветер, защитный газ. подающийся из сопла, будет выбрасываться и захватывать воздух. что может привести к образованию раковин и прочих сварочных дефектов. Даже слабый ветер оказывает вредное влияние на способность к защите. На рис 3.7 представлено отношение скорости ветра с расходом газа, необходимым для получения хорошей способности к защите в случае, когда в зону сварки дуст боковой ветер. Видно, что по мере увеличения скорости ветра нужно увеличивать расход газа. Однако увеличивать расход газа - это не экономично, к тому же, если ветер еще сильнее, настает момент когда увеличивать расход газа бесполезно, так что обычно пределом скорости ветра считается 2 м/сек. Следовательно, даже когда летом жарко, не желательно выполнять сварку в непосредственной близости от вентилятора. Опыт диктует, что тихий ветер, который может гнуть только табачный дым. не оказывает вредного влияния на сварку. При сварочных работах на открытом воздухе, когда дует сильный ветер, необходимо ставить ограждение, окружать место палаткой или применять другие меры для защиты от ветра. 3-4 СВЕТОМАСКИРОВКА И ПРОВЕТРИВАНИЕ 3-4-1 Выбор фильтровальных щитков Дуга в Аргонодуговой сварке представляет собой открытую дугу, в которой плотность тока высока, сила света больше, чем в сварке покрытым электродом, в частности, количество ультрафиолетовых лучей велико. Когда глаза воспринимают большое количество ультрафиолетовых лучей, даже если непосредственно после этого не появляется субъективный симптом, через несколько часов может появиться симптом и боль в глазах. Кроме того, луга излучает инфракрасные лучи, которые, воздействуя длительное время на глаза, также могут причинить травму. Следовательно. необходимо смотреть в зону сварки через фильтровальный щиток, который не пропускает ультрафиолетовые и инфракрасные лучи, тем самым защищая глаза, и пропуская только подходящие видимые лучи. При производстве сварочных работ необходимо использовать средства светомаскировки для индивидуальной защиты. Эти средства светомаскировки для индивидуальной защиты регламентируют стандарты JIS 18141 (средства светомаскировки для индивидуальной защиты) и JIS T8142 (маски сварщика). Если степень светомаскировки фильтровального щитка слишком велика, то затруднительно наблюдать зону сварки, так что следует выбрать щиток с подходящей степенью светомаскировки в зависимости от сварочного тока, как приведено в табл. 3.5. Табл. 3.5 Выбор степени светомаскировки (JISTH141 - 1980) Сварочный ток, А Номер степени светомаскировки не более 100 9 или 10 от 100 до 300 11 или 12 от 300 до 500 13 или 14 не менее 500 15 или 16 Вредные лучи от дуги оказывают влияние не только на самого сварщика, но и на окружающих работников, так что следует уделять внимание, тому чтобы лучи от дуги не проникали наружу, и по необходимости ставить вокруг ограждение, завесу светомаскировки или т.п. Кроме того, нужно обращать внимание на то, что если вокруг рабочего места имеется белая стена или блестящий предмет, например, из алюминиевого сплава, могут произойти нерегулярные отражения лучей от дуги, лучи могут попасть в глаза и привести к . 3-4-2 Защита кожи Сварка представляет собой процесс, сопровождающийся высокой теплотой, так что. необходимо защищаться от тепла дуги, одеваясь в огнестойкую спецодежду, кожаные перчатки, передник и прочие средства индивидуальной защиты. Открытые участки кожи также необходимо защищать от лучей дуги. Глаза и кожа могут пострадать от световых лучей дуги. Чем больше сварочный ток и чем дольше его непрерывное действие, тем серьезнее проявляется травматизм. Чтобы защитить кожу от световых лучей и тепла дуги работник должен застегнуть пуговицы спецодежды правильно, использовать маску сварщика-передник, перчатки, бахилы и прочие средства индивидуальной защиты. В частности чтобы защитить шею от лучей сварки нужно обмотать ее полотенцем .шарфом и т.д. Кожаные перчатки сварщика регламентирует стандарт JIS T8113 (кожаные защитные перчатки для сварщика) Кроме того, непосредственно после сварки электрод и основной металл обладают высокой температурой. Поэтому следует соблюдать правила техники безопасности во избежание ожога. 3-4-3 Проветривание Хотя сам аргон, используемый при Аргонодутовой сварке, безвреден и безопасен, если производят сварку определенное время в месте с плохим проветриванием, в баке или ограниченном пространстве, аргон, который тяжелее чем воздух, может накопиться и, вытеснить кислород и тем самым удушающе воздействовать на работника. Кроме того при сварке образуются окиси азота, озон, твердые металлические частицы, пыль. Может произойти испарение краски и растворителя, оставшихся на изделии. Все эти вещества относятся к вредным веществам которые по возможности не следует вдыхать. Следовательно, следует не только постоянно стараться проветривать с использованием вытяжного устройства или вентилятора, но и стараться использовать противопылевой респиратор и прочие средства для индивидуальной защиты. Противопылевые респираторы регламентируют стандарты JIS 18151 (противопылевые респираторы) и JIS 18I53 (респираторы с питанием воздуха). Однако слишком сильная вентиляция или проветривание может привести к нарушению защитных свойств защитного газа и тем самым помешать получить качественный результат сварки, так что следует обращать внимание и на защиту зоны сварки от ветра.
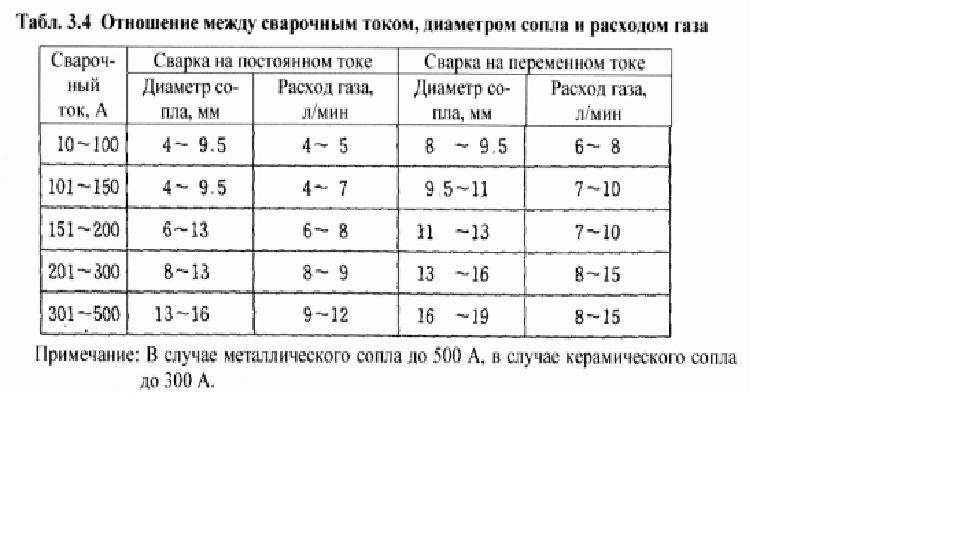
1 балл
-
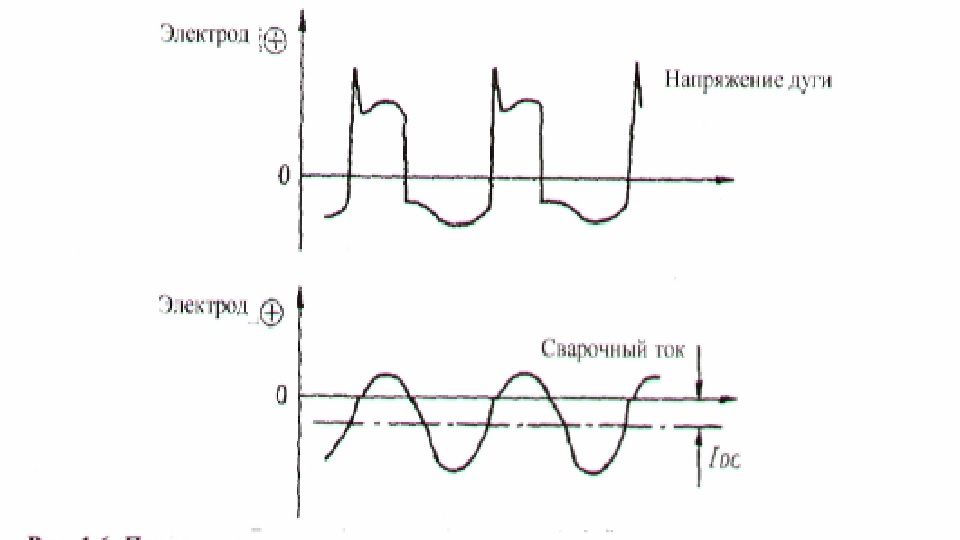
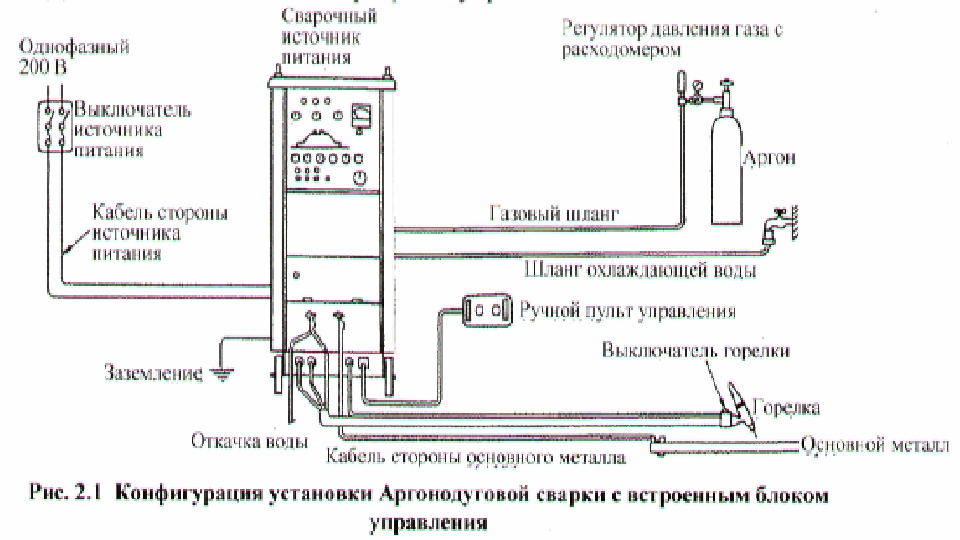
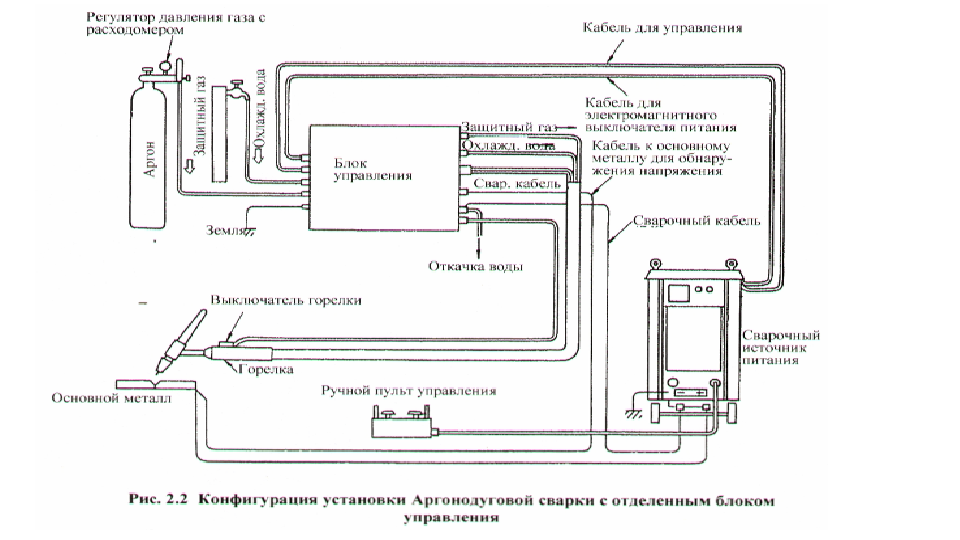
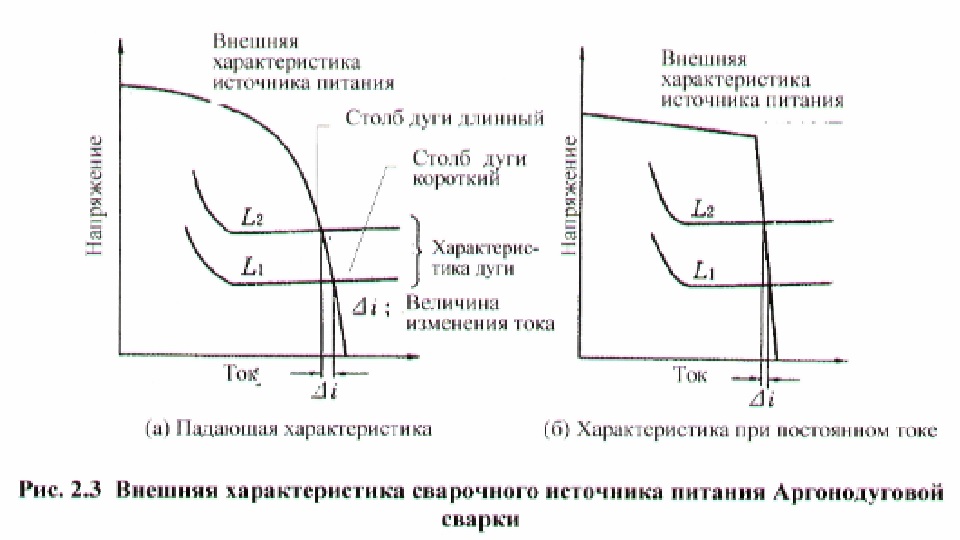
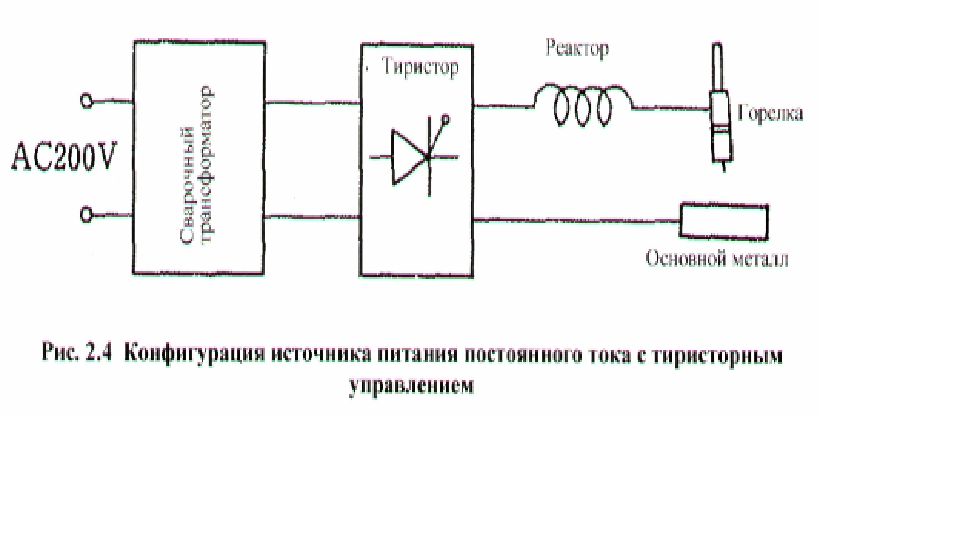
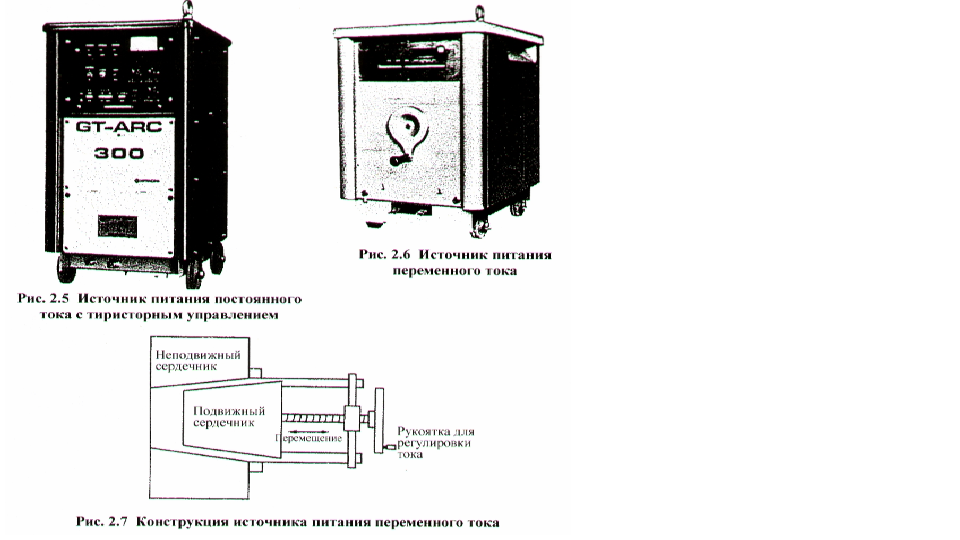
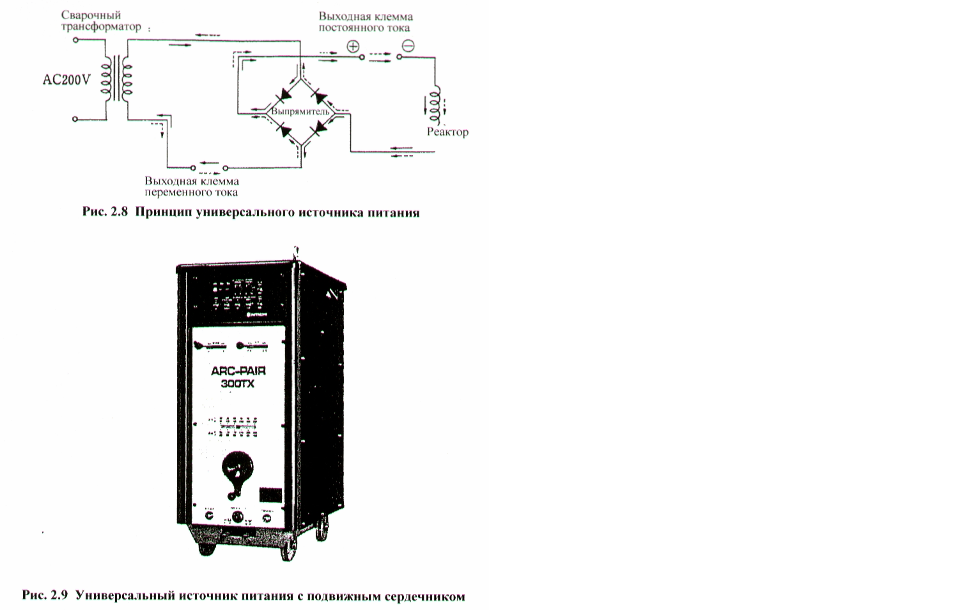
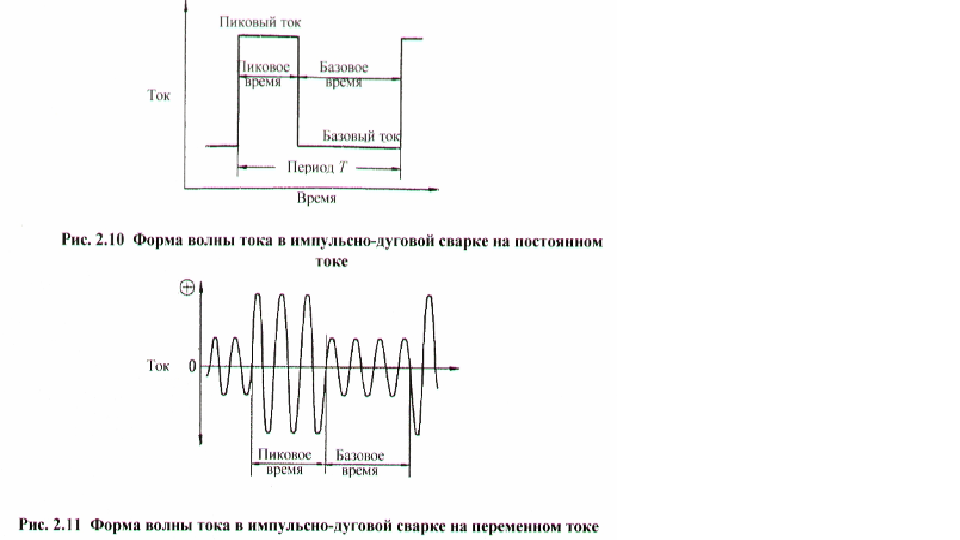
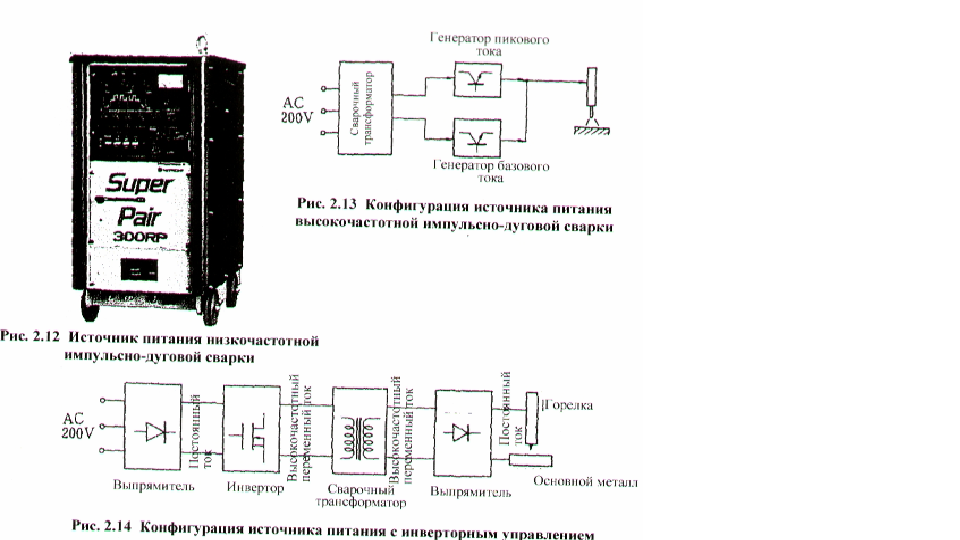
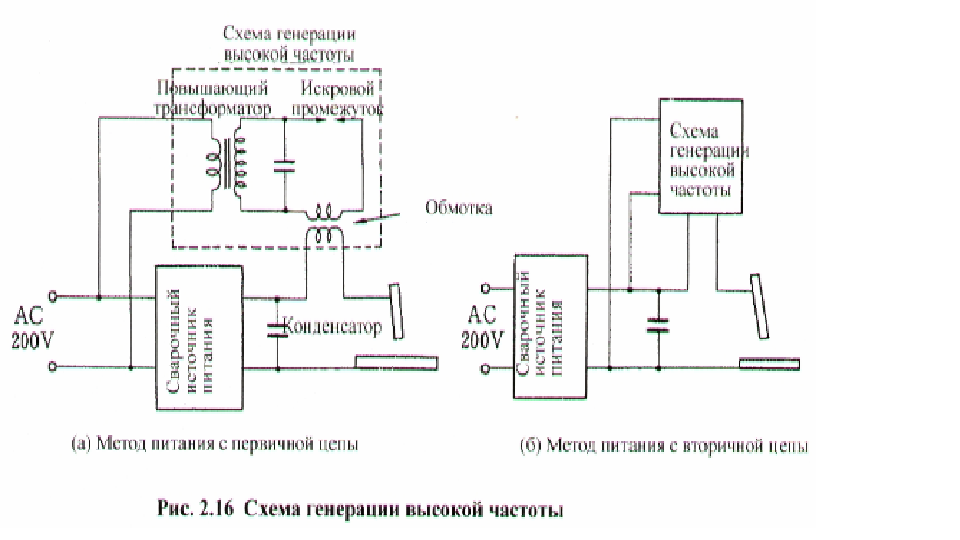
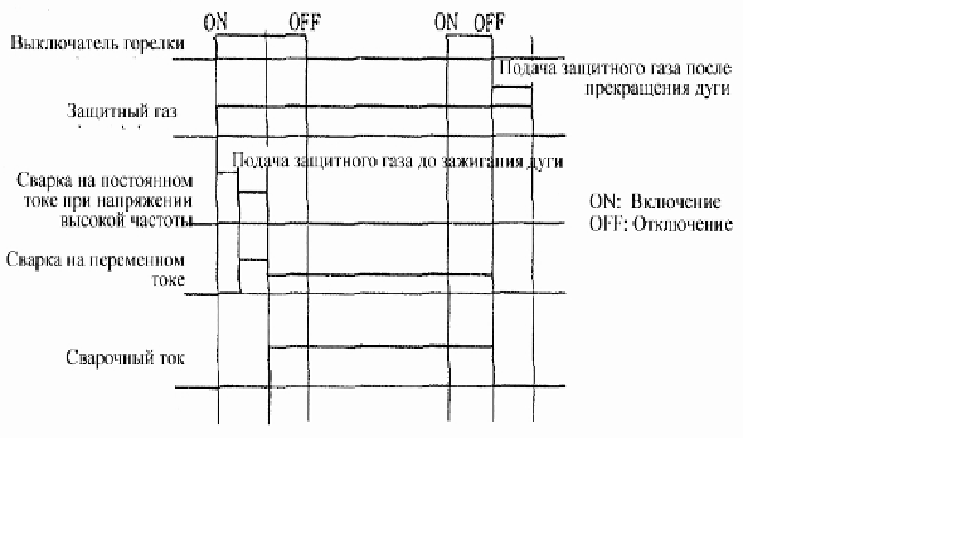
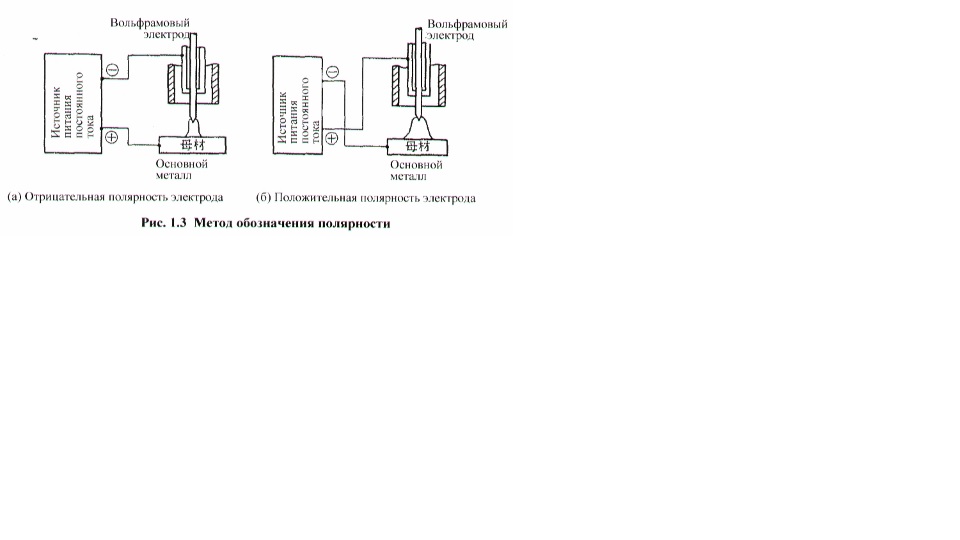
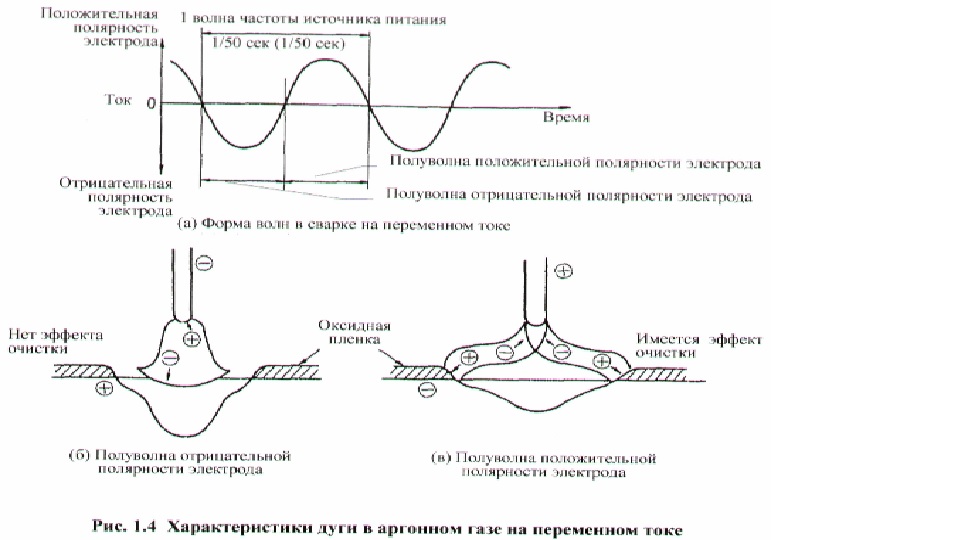
Как представлено на рис. 1.6, в периодах положительной полярности электрода дуга не склонна гореть, напряжение дуги высоко и сварочный ток слаб. Наоборот, в периодах отрицательной полярности электрода дуга склонна гореть, напряжение дуги низко и сварочный ток силен. В результате этого ток положительной полярности электрода и ток отрицательной полярности электрода становятся асимметричными относительно оси абсцисс нулевого уровня. Эта форма волн тока представляется как сложение формы волн переменного тока, симметричной относительно оси абсцисс нулевого уровня, и постоянной составляющей IDC. следовательно, называется неуравновешенным током с включением постоянной составляющей (IDC). Эта тенденция к несимметричности особенно значительна и случае основного металла из алюминиевого сплава. Если в сварочном токе содержится постоянная составляющая, в 1-ной цепи сварочной машины течет сильный ток. Если так и оставить. Этот сильный ток не только повлечет за собой перегрев сварочного трансформатора, но и окажет вредное влияние на допустимый ток сварочного кабеля и вольфрамового электрода, на качество эффекта очистки и на стабильность дуги. Так как на обычных сварочных машинах определяется номинальный ток, коэффициент использования на номинальном токе и т.д. с учетом наличия постоянной составляющей, не требуются специальные меры, поскольку сварочная машина используется в пределах ее технических условий. Однако при сварке алюминиевого сплава и т.д. с использованием обычной сварочной машины в сочетании с нижеприведенной установкой Аргонодуговой сварки, требуется обращать внимание на постоянную составляющую. Хотя простейшим и безопасным методом подавления постоянной составляющей является ограничение используемого тока сварочной машины на 50 - 70% или ниже номинального тока, в некоторых случаях постоянная составляющая устраняется методом, представленным на рис. 1.7. Кроме того, бывают батарейный метод, метод с использованием выпрямителя и т.д., которые в настоящее время почти не используются. УСТАНОВКИ АРГОНОДУГОВОЙ СВАРКИ 2-1 КОНФИГУРАЦИЯ УСТАНОВОК АРГОНОДУГОВОИ СВАРКИ В общем, установки Аргонодуговой сварки состоят из (1) сварочного источника питания, (2) блока управления, содержащего в себе схему генерации высокой частоты, схему управления последовательностью, схему управления защитным газом, реле давления и т.д., (3) сварочной горелки и (4) принадлежностей, содержащих в себе кабели, шланги, регулятор давления газа с расходомером и т.д. Существует два типа блока управления: моноблочного исполнения со сварочным источником питания и отдельного от него исполнения. Обычно в большинстве случаев сварочные машины аргонодуговой сварки моноблочного исполнения с встроенным блоком управления и снабжены разнообразными функциями, поддерживающими автоматизацию Аргонодуговой сварки. Конфигурация сварочного источника питания с встроенным блоком управления представлена па рис. 2,1, а конфигурация с отделенным блоком управления - на рис. 2.2. В случае типа с отделенным блоком управления число кабелей между сварочным источником питания и блоком управления будет больше. 2-2 СВАРОЧНЫЕ ИСТОЧНИКИ ПИТАНИЯ 2-2-1 Внешние характеристики сварочного источника питания аргонодуговой сварки Источники питания, используемые для Аргонодуговой сварки, бывают разными, а также их классификация варьируется в зависимости от ее критерия. Например, если классифицировать по форме волны, можно подразделять источники питания на: ü источник питания постоянного тока, ü источник питания переменного тока, ü универсальный источник питания. ü источник питания для импульсно-дуговой сварки Если классифицировать по методу управления током, можно подразделять на: ü источник питания с подвижным сердечником, ü источник питания с тиристорным управлением, ü источник питания с транзисторным управлением. ü источник питания с инверторным управлением. Однако в любом источнике питания внешняя характеристика, показывающая отношение между выходным током и напряжением, является падающей характеристикой или характеристикой при постоянном токе, как представлено на рис. 2.3. Эти характеристики располагают преимуществом, что при изменении напряжения дуги, то есть длины дуги, сварочный ток меняется лишь незначительно, так что колебание длины дуги вследствие дрожи руки и пр. не так часто будет оказывать вредное влияние на результат сварки. 2-2-2 Источники питания постоянного тока Источники питания постоянного тока подразделяются па источники питания с тиристорным управлением и источники питания с магнитным усилителем (с насыщенным реактором), однако в настоящее время в большинстве случаев применяются источники питания с тиристорным управлением. Источники питания с тиристорным управлением, конфигурация которых представлена на рис. 2.4, не только преобразовывают переменный ток от сети в постоянный ток с помощью тиристора, но и регулируют выходной ток, так что позволяют регулировать сварочный ток с помощью ручки легко и непрерывно. Кроме того, работник может регулировать ток рукояткой, установленной на ручном пульте у себя. На рис. 2.5 представлен пример источников питания постоянного тока с тиристорным управлением. Эти источники питания не только включают в себя блок управления, но и обладают функцией регулировки дугового кратера, функцией таймера активного пятна дуги и т.д. 2-2-3 Источники питания переменного тока Как источники питания переменного тока, кроме источников питания, специализированных на Аргонодуговую сварку, обычно используются источники питания переменного тока для дуговой сварки покрытым электродом, как представлено на рис. 2.6. Эти источники питания не включают в себя блок управления, так что используются в сочетании с блоком управления отделенного типа. Регулировка сварочного тока осуществляется поворотом регулировочной рукоятки, которая расположена па лицевой стороне источника питания и приводит подвижный сердечник в перемещение, как представлено на рис. 2.7. следовательно, не позволяет работнику выполнять регулировку у себя так, как на источнике питания с тиристорным управлением. 2-2-4 Универсальные источники питания Под универсальными источниками питания подразумеваются источники питания, 1 единица которых позволяет совместное применение переменного тока и постоянного тока. Имеются система сочетания источника питания переменного тока с подвижным сердечником с выпрямителем и система тиристорного управления. В большинстве случаев обе системы включают в себя схему управления и схему генерации высокой частоты, которые необходимы для Аргонодуговой сварки, и обладают не только функцией Аргонодуговой сварки, но и функцией дуговой сварки покрытым электродом. В универсальных источниках питания, принцип которых представлен на рис. 2.8, выходные клеммы, используемые при переменном токе и при постоянном токе, отличаются друг от друга, Однако, как представлено на рис. 2.9, имеются только две выходных клеммы источника питания и переключение между ними осуществляется внутри источника питания. 2-2-5 Источники питания импульсно-дуговой сварки Под импульсно-дуговой сваркой подразумевается сварка, при которой силе тока придают изменение по определенным периодам, как представлено на рис. 2.10, и используют источник питания импульсно-дуговой сварки. Импульсно-дуговая сварка может быть произведена на постоянном токе и на переменном токе, и в случае переменного тока амплитуда меняется, как представлено на рис. 2.11. Кроме 4-ого, по частоте импульсно-дуговая сварка подразделяется на следующие 3 вида; (1) Импульс низкой частоты (несколько Гц или менее), (2) Импульс средней частоты (несколько десятков Гц - несколько сотен Гц), (3) Импульс высокой частоты (несколько сотен Гц или более). На рис. 2.12 представлен пример источника питания низкочастотной импульсно-дуговой сварки. При этом источником питания является универсальный источник питания с тиристорным управлением, который позволяет низкочастотную имнульсно-дуговую сварку на постоянном токе и на переменном токе. В большинстве случаев управление током в источниках питания средне -высокочастотной импульсно-дуговой сварки относится к транзисторному управлению, пример их конфигурации представлен на рис 2.13. 2-2-6 Источники питании с инверторным управлением За новейшие типы источника Аргонодуговой сварки принимают источники питания с инверторным управлением. Эти источники питания представляют собой разновидность источников питания с транзисторным управлением, и обладают такой особенностью, как высокой частотой управления и к тому же управление выходом осуществляется на 1-ой цепи сварочного трансформатора. Данные источники питания, конфигурация которых представлена на рис. 2,14, выпрямят переменный ток от сети, преобразуют его в постоянный ток, а затем сформирует инвертором высокочастотный переменный ток и, снова выпрямив его, произведут сварку на переменном токе. В отличие от традиционных источников питания управление током осуществляется на 1-ой цепи сварочного трансформатора. Кроме того, за счет использования высокочастотного трансформатора источники питания обеспечены компактностью и легковесностью, в связи с тем, что частота управления высока, их работоспособность управления током намного улучшается по сравнению с традиционными машинами. Далее, бывают источники питания переменного тока, в которых на выходную клемму, представленную на рис. 2.14, еще установлен инвертор вторичной цепи, чтобы выходной постоянный ток еще раз был преобразован на переменный. Такие источники питания могут дать дуге гореть на переменном токе с прямоугольной формой волны с любой пропорцией полярностей без приложения напряжения высокой частоты. На рис. 2.15 представлен пример источников питания с инвсрторным управлением. По сравнению с традиционными источниками питания с тиристорным управлением эти источники питания легче в 1/5 раза и по объему меньше в 1/4 раза. Однако он включает в себя не только блок управления Аргонодуговой сварки, но и функцию средне-и низкочастотной импульсно-дуговой сварки и Т.Д. 2-3 БЛОКИ УПРАВЛЕНИЯ TIG СВАРКОЙ Пример панели управления универсального инвертерного аппарата AC/DC Итальянской фирмы INE: http://websvarka.ru/talk/uploads/sakhalin_cat/panel/ine.jpg Пример панелей от других источников, скачанные с инета: http://websvarka.ru/talk/uploads/sakhalin_cat/panel/1.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/2.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/3.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/4.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/5.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/6.jpg Блоки (панели) управления установками для сварки ТИГ могут быть, как очень простыми, так и очень сложными с различными функциями. Самый простой блок управления позволяет регулировать только ток сварки. В то время как расход защитного газа настраивается регулятором, вмонтированном в горелку ТИГ. Современные блоки управления позволяют включать защитный газ до зажигания дуги и продолжать его подачу некоторое время после выключение тока сварки. Последнее обеспечивает защиту вольфрамового электрода и остывающей сварочной ванны от воздействия окружающего воздуха. Блоки управления установками для сварки ТИГ могут также обеспечивать контроль нарастания и снижения тока сварки, а также импульсный режим сварки (пульсацию тока). Регулирование времени плавного нарастания тока до номинального уровня при зажигании дуги предохраняет вольфрамовый электрод от разрушения и попадания частичек вольфрама в сварной шов. Регулирование времени плавного снижения тока при окончании сварки предотвращает образование кратера и пористости. 2-3-1 Схема генерации высоких частот При Аргонодуговой сварке вольфрамовые электроды используются как неплавящиеся электроды, так что обычно зажигание дуги осуществляется, не приводя электрод в контакт с основным металлом для защиты электрода oт износа. В связи с этим применяется система, в которой к промежутку между электродом и основным металлом прилагается высокое напряжение высокой частоты, иод наведением которого зажигается дуга. При сварке на постоянном токе, если зажечь дугу, сварочный ток принимает постоянное значение а также дуга приобретает стабильность, так что приложение напряжения высокой частоты осуществляется только при зажигании. Однако при сварке на переменном токе, поскольку повторное зажигание затрудняется при переходе синусоидального переменного тока к положительной полярности электрода, в процессе сварки требуется постоянное приложение напряжения высокой частоты. Однако в случае переменного тока с прямоугольной формой волны в инверторном управлении полярность чередуется мгновенно, что позволяет легкое повторное зажигание, поэтому не требуется приложение напряжения высокой частоты. Генерация напряжения высокой частоты осуществляется методом искрового промежутка, обычный пример которого представлен на рис 2.16. (а) показывает метод, в котором питание к схеме высокой частоты осуществляется с первичной цепи сварочного источника питания, а (б) показывает метод, в котором питание осуществляется с вторичной цепи. Метод (б) больше применяется к сварке на переменном токе, которая постоянно нуждается в приложении напряжения высокой частоты, и позволяет понизить радиопомехи из-за высокой частоты по сравнению с методом (а). 2-3-2 Схема управления защитным газом При зажигании дуги, в случае недостаточной защиты зоны сварки, дуга горит нестабильно и происходит интенсивный износ электрода, поэтому начинают подавать защитный газ за 0,1 - 0,5 сек до запуска дуги. Это действие называется подачей защитного газа до зажигания дуги. Кроме того, если выключают защитный газ одновременно с прекращением дуги, вольфрамовый электрод и ванна расплавленного металла, находящиеся в раскаленном состоянии, подвергаются значительному окислению, что приводит к износу электрода, сварочному дефекту и прочим неисправностям, Чтобы предотвратить это, необходимо продолжать подавать защитный газ в течение 5-30 сек, пока электрод и ванна расплавленного металла не остывают достаточно. Эти два действия контролирует схема, состоящая из электромагнитных клапанов и таймеров. 2-3-3 Реле давления охлаждающей воды В случае использования горелок водяного охлаждения вследствие нехватки подачи охлаждающей воды, ее прекращения и т.д. горелка может перегореть. Чтобы предотвратить это, сконструирована схема управления, которая при снижении давления охлаждающей воды ниже заданного значения прекращает горение дуги с помощью реле давления. При этом следует обращать внимание на то, что эта схема бессильна перед нехваткой подачи, вызванной засорением корпуса горелки или шланга охлаждающей воды. 2-3-4 Схема управления последовательностью Как изложено выше, в качестве схемы управления для Аргонодуговой сварки существуют схема генерации высокой частоты, схема управления защитным газом и т.д., которые осуществляют ряд действий; (1) Нажатием выключателя горелки начнется подаваться защитный газ. будет приложено напряжение высокой частоты, под наведением которого зажжет дуга. (2) В случае сварки на постоянном токе после зажигания дуги напряжение высокой частоты автоматически прекращается, но в случае сварки на переменном токе приложение высокой частоты продолжается и в процессе сварки. (3) Повторным нажатием выключателя горелки дуга прекратится, но защитный газ будет подаваться в течение несколько секунд. Управление этими действиями осуществляет схема управления последовательностью. На рис. 2.17 представлена последовательность основных действий Аргонодуговой сварки. Кроме этого, в зависимости от производимых работ имеются разновидные последовательности, но в любом случае управление действиями осуществляется путем операции выключателя горелки.
1 балл
-
ОСОБЕННОСТИ АРГОНОДУГОВОЙ (ТIG) СВАРКИ T1G из термина АРГОНОДУГОВОЙ (TIG) сварки представляет собой сокращение "вольфрам - инертный газ (Tungsten Inert Gas)". Под Аргонодуговой сваркой подразумевается дуговая сварка вольфрамовым электродом в среде инертного газа, не реагирующего ни на какое другое вещество, причем между "вольфрамовым электродом" и основным металлом образуется дуговой разряд, в силу тепла которого происходит плавление основного металла. Вольфрам представляет собой металл, который применяется в изготовлении нити накала лампы и пр. Температура его плавления -приблизительно 3400°С, то есть гораздо выше, чем в случае железа. В среде высокотемпературной дуги вольфрам по свойству не поддается плавлению длительное время. В качестве инертного газа, в общем, применяют аргон, свойство которого регламентируется стандартом JIS K1105 (аргон), Гелий применяют изредка и только тогда, когда свойство газа гелия необходимо, так как в нашей стране гелий стоит очень дорого (в несколько раз больше, чем аргон). На рис. 1.1 представлен принцип Аргонодуговой сварки. Между вольфрамовым электродом и основным металлом зажигается дуга, инертный газ, вытекающий по соплу из окружения вольфрамового электрода, защищает электрод, дугу и ванну расплавленного металла. Вытекающий по соплу газ называется "защитным газом" и защищает по своей функции расплавленный металл от вредного влияния от попадающего кислорода, азота и пр. из атмосферного воздуха и защищает вольфрамовый электрод от окисления и износа. Вольфрамовый электрод, который не плавится называется неплавящимся электродом и применяется в качестве электрода только для формирования дуги, кроме случаев с тонкостенными листами, когда требуется только расплавление основного металла, и не требуется добавление присадочного металла для дополнения сварного шва. Присадочный металл подают сбоку от дуги и к краю расплавленной ванны вручную или подающим автоматом. ДОСТОИНСТВА И НЕДОСТАТКИ При Аргонодуговой сварке в связи с тем, что электрод не подвергается плавлению, дуга легко стабилизируется и поэтому качественно можно сваривать углеродистую сталь, легированную сталь, алюминий, титан, никель. магний, медь и прочие металлы. Причиной такого свойства служат следующие достоинства. (1) Инертный газ изолирует дугу и ванну расплавленного металла полностью от атмосферы, не позволяет попадание кислорода, азота, водорода и другого газа или примесей в металл шва, и как следствие формируется качественный сварной шов с высокими химическими и физическими свойствами. (2) Можно поддерживать стабильную дугу, начиная с области слабых токов порядка несколько ампера и кончая областью сильных токов порядка несколько сотен ампера, что позволяет находить широкомасштабное применение сварки, начиная со сверхтонкого листа и кончая толстым листом. (3) Электрод используется только для обеспечения зоны сварки теплотой и присадочный металл добавляется отдельно, так что можно управлять количеством присадочного металла и тепловложением отдельно, исключая ограничения положением сварки и формой соединения. (4) Можно четко наблюдать дугу и ванну расплавленного металла, и ванна расплавленного металла спокойна, что облегчает формирование обратного валика. (5) Не нужно использовать флюс, что позволяет, в общем, производить чистую сварку, почти не образуя дыма, кроме как при сварке специальных металлов и сплавов. Внешний вид сварных швов красив так как во время сварки не образуется шлак и нет брызг. Следовательно после сварки не нужно проводить работу по их устранению. С другой стороны можно перечислить следующие недостатки; (1) По сравнению с дуговой сваркой в среде углекислого rasa и другой сваркой плавящимся электродом производительность сварки низкая. (2) Аргон и вольфрамовый электрод стоят сравнительно дорого, что поднимает себестоимость. (3) Применяют защитный газ, и поэтому сварка зависит от такого фактора как ветер). ПОЛЯРНЫЙ ЭФФЕКТ И ЭФФЕКТ ОЧИСТКИ Когда дуга горит между двумя электродами с помощью источника питания постоянного тока, получается напряжение дуги, как представлено на рис. 1.2. Электрод, подсоединенный к плюсовой стороне источника питания, называется анодом, электрод, подсоединенный к минусовой стороне, называется катодом, и зона между анодом и катодом называется столбом дуги. Напряжение дуги выражается суммой резкого падения напряжения вблизи анода/катода и падения столба дуги, пропорционального длине столба дуги. Температура столба дуги, хотя зависит от силы тока и вида окружающего газа, составляет приблизительно 5 000 - 20 000°С. При Аргонодуговой сварке сварочной машиной постоянного тока в зависимости от вольфрамового электрода на катоде (основного металла на аноде) или основною металла на катоде (вольфрамового электрода на аноде) луга, глубина прославления основного металла и величина износа электрода бывают разными. Чтобы различать эти две полярности, как представлено на рис. 1.3 (а), в случае, когда вольфрамовый электрод присоединен к минусовой клемме источника питания (вольфрамовый электрод на катоде), полярность называется "отрицательной полярностью электрода". Наоборот, как представлено на рис. 1.3 (б), в случае, когда вольфрамовый электрод присоединен к плюсовой клемме (вольфрамовый электрод па аноде), называется "положительной полярностью электрода". Кроме того, по другому методу обозначения отрицательная полярность электрода может называться "прямой полярностью" или "SP (Straight Polarity)", положительная полярность электрода может называться "обратной полярностью" или "RP (Reverse Polarity)". Однако эти методы обозначения, основанные на потоке электрона, являются противоположными потоку тока, что может легко вызвать ошибку. Поэтому в последнее время обычно применяется обозначение "отрицательная полярность электрода" и "положительная полярность электрода" Заимствуя английские прописные буквы, отрицательная полярность электрода обозначается буквами EN (Electrode Negative), положительная полярность электрода - ЕР (Еlectrode Positive). При отрицательной полярности электрода, в которой вольфрамовый электрод присоединяется к минусовой клемме, термоэлектроны, когда вылетают от служащего катодом вольфрамового электрода, захватывают энергию, необходимую для эмиссии, так что электрод не подвергается перегреву. В результате этого износ электрода не значителен, и можно подводить относительно сильный ток к тонкому электроду. Кроме того, концентричность дуги хороша, что позволяет получать узкий валик с глубоким проплавлением. Это характерная особенность сварки так что при обычной Аргонодуговой сварке применяется "отрицательная полярность электрода". С другой стороны, при положительной полярности электрода, в которой вольфрамовый электрод подсоединяется к плюсовой клемме, служащий анодом вольфрамовый электрод склонен подвергаться перегреву, изнашивается больше, так что необходимо использовать более толстый электрод, чем в случае отрицательной полярности электрода. Кроме того, концентричность дуги неудовлетворительная и получается широкий валик с мелким проплавлением. Так что эта полярность применяется очень редко в специальных случаях. Однако "положительная полярность -электрода" обладает немаловажной функцией устранения окисей с поверхности основного металла. То есть, отрицательно наряженные электроны вылетают от катодных пятен на поверхности основного металла к столбу дуги, но, одновременно, вокруг1 него сталкиваются положительно заряженные катионы защитного газа. Этим сталкиванием разрушается оксидная пленка. Катодные пятна склонны формироваться в местах, где имеются окиси, и передвигаются .за окисями, в результате чего окиси вокруг дуги устраняются полностью. Это явление называется "эффектом очистки" дуги и относится к необходимому условию для сварки алюминиевого сплава или магниевого сплава, на которых формируются поверхностные окиси. Вышеизложенные характеристики двух полярностей оформлены таблицей 1.1. ХАРАКТЕРИСТИКИ ДУГИ В АРГОНЕ НА ПЕРЕМЕННОМ ТОКЕ При Аргонодуговой сварке с использованием источника питания переменного тока полярность тока меняется через каждую полуволну, так что получается характеристика, являющаяся сочетанием характеристики отрицательной полярности электрода с характеристикой положительной полярности электрода, как показано на рис. 1.4. Полуволны отрицательной полярности электрода не имеют эффект очистки, но выявляет эффект охлаждения в связи с эмиссией термоэлектрона. Наоборот, полуволны положительной полярности электрода не имеют эффекта охлаждения, но выявляют эффект очистки столкновением катионов. При аргонодуговой сварке на переменном токе электрод и основной металл становятся или анод (плюс) или катод (минус) поочередно, так что электрод перегревается больше, чем при отрицательной полярности электрода, но меньше, чем при положительной полярности электрода, что способствует использованию относительно сильного тока. В связи с тем, что полуволны положительной полярности электрода имеют эффект очистки, для сварки алюминиевого сплава и магниевого сплава, требующей устранение оксидной пленки с поверхности основного металла, применяется переменный ток. Некоторые последние типы установок Аргонодуговой сварки на переменном токе снабжены функцией изменения пропорции времен между отрицательной полярностью электрода и положительной полярностью электрода. Это изменение пропорции времен приводит к изменению эффекта очистки. Чем меньше длительность времени положительной полярности электрода (чем больше длительность времени отрицательной полярности электрода), тем меньше становиться ширина зоны очистки, как представлена рис. 1.5. Не говоря уже о случае, когда вносятся изменения в пропорцию времен положительной полярности электрода и отрицательной полярности электрода, как изложено выше, даже если пропорция времен равномерна, степени трудности горения дуги отличаются в зависимости от полярности. Следовательно, ток в в полуволне положительной полярности электрода и ток в в полуволне отрицательной полярности электрода не становятся равными.
1 балл
-
Защитные газы и их влияние на технологические свойства дуги В качестве защитных газов при дуговой сварке плавлением ТИГ применяют инертные газы. Защитный газ выбирают с учетом способа сварки, свойств свариваемого металла, а также требований, предъявляемых к сварным швам. Инертные газы Инертными называют газы, не способные к химическим реакциям и практически не растворимые в металлах. Поэтому их целесообразно применять при сварке химически активных металлов и сплавов на их основе (алюминий, алюминиевые и магниевые сплавы, легированные стали различных марок). При сварке ТИГ используются такие инертные газы как аргон (Ar), гелий (He) и их смеси. Аргон - наиболее часто применяемый инертный газ. Он тяжелее воздуха и не образует с ним взрывчатых смесей. Благодаря низкому потенциалу ионизации этот газ обеспечивает высокую стабильность горения дуги. Однако, в тоже время, низкий потенциал ионизации является причиной и низкого напряжения на дуге, что снижает тепловую мощность дуги. Будучи тяжелее воздуха, аргон обеспечивает хорошую газовую защиту сварочной ванны (но только в нижнем положении сварки). Однако он может накапливаться в слабопроветриваемых помещениях у пола. При этом снижается содержание кислорода в воздухе, что может вызвать кислородную недостаточность и удушье у электросварщика. В местах возможного накопления аргона необходимо контролировать содержание кислорода в воздухе приборами автоматического или ручного действия с устройством для дистанционного отбора проб воздуха. Объемная доля кислорода в воздухе должна быть не менее 19%. Аргон выпускается согласно ГОСТ 10157-79 двух сортов: высшего и первого. Высший сорт рекомендуется использовать при сварке ответственных металлоконструкций из активных и редких металлов и сплавов, цветных металлов. Аргон первого сорта применяют для сварки сталей и чистого алюминия. Гелий - бесцветный, неядовитый, негорючий и невзрывоопасный газ. Значительно легче воздуха и аргона, что понижает эффективность защиту сварочной ванны при сварке в нижнем положении, но способствует лучшей защите при сварке в потолочном положении. Гелий используется реже, чем аргон, из-за дефицитности и высокой стоимости. Однако, из-за высокого потенциала ионизации, при одном и том же значении тока дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Это способствует более глубокому проплавлению металла и значительно повышает скорость сварки. Для сварки используется гелий трех сортов: марок А, Б и В (по ТУ 51-689-75). Применяют его в основном при сварке химически чистых и активных материалов и сплавов, а также сплавов на основе алюминия и магния. Часто используются смеси аргона и гелия, причем оптимальным составом считается смесь, содержащая 35-40% аргона и 60-65% гелия. В смеси в полной мере реализуются преимущества обоих газов: аргон обеспечивает стабильность горения дуги, гелий – высокую степень проплавления. При сварке меди используется азот, так как он к ней химически нейтрален, т.е. не образует с ней никаких химических соединений и в ней не растворяется. Вспомогательные газы Азот - бесцветный газ, без запаха, не горит и не поддерживает горение. В сварочном производстве азот находит ограниченное применение. Азот не растворяется в расплавленной меди и не взаимодействует с ней, и поэтому может быть использован при сварке меди в качестве защитного газа. По отношению к большинству других металлов азот является активным газом, часто вредным, и его концентрацию в зоне плавления стремятся ограничить. Азот также применяется при плазменной резке и как компонент газовой смеси при сварке аустенитной нержавеющей стали. Водород - не имеет цвета, запаха и является горючим газом. Водород редко используют в в качестве защитного газа. Так как смеси водорода с воздухом или кислородом взрывоопасны, при работе с ним необходимо соблюдать правила пожарной безопасности и специальные правила техники безопасности. При работе с водородом необходимо следить за герметичностью всех соединений, т.к. он образовывает с воздухом взрывчатые смеси в широких пределах. Смеси защитных газов Иногда является целесообразным употребление газовых смесей. За счет добавок активных газов к инертным удается повысить устойчивость дуги, увеличить глубину проплавления, улучшить формирование шва, уменьшить разбрызгивание, повысить плотность металла шва, улучшить перенос металла в дуге, повысить производительность сварки. Существенное значение при выборе состава защитного газа имеют экономические соображения. Смесь аргона и гелия. Газовые смеси гелий-аргон применяются в основном для сварки цветных металлов: алюминий, медь, никелевых и магниевых сплавов, а также химически активных металлов. Оптимальным является соотношение 35 - 40% аргона и 60 - 65% гелия. Так в полной мере реализуются преимущества обоих газов: аргон обеспечивает стабильность дуги, гелий - высокую глубину проплавления.1 балл




















.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)