Лидеры



.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)
Популярный контент
Показан контент с высокой репутацией 07.04.2022 во всех областях
-
Недосварочник Двухсотов Аврорий Динамикович в кислоте.
 8 баллов
8 баллов -
Алексей техсвар в гости заехал)) респект, человечище!!! Всегда выручает и никогда не отказывает в помощи.
8 баллов
-
Мой день)))2 балла
-
За всех не знаю, но ко мне приехал)))2 балла
-
Всех объезжает?2 балла
-
Пришло тепло. К порче ликтродов готов товарищ webнаставник! Прощай LB, я вас имел, чего же боле... Привет УОНИ! ОЗС-8 такие взял первый раз. Типа попробовать (из меня тот ещё пробовальшик 6-го разряда ) . Нееенадо кидатся баллонами, положиии пожжжалуйста на место. Это УОНИ 13 55, LB 52, OK 46:00, OK 53:70 и ОЗС 8.
1 балл
-
У нас на работе есть такое.1 балл
-
... была мысля задействовать б\у теплообменники от холодилок ( ?) П.С. на работе завалы ., так руки не дошли- нет необходимости , да и времени .1 балл
-
@kukushka, ну я его на всю катушку стараюсь пореже использовать, в основном на баках трудится, прихватки 150А, сварка 70А, не вижу препятствий для его долгой и счастливой жизни. P.S он Крамер. 2.5 метра горелка, длинные не пробовал1 балл
-
Радиаторы изготавливаю. Благо китай сердцевины изготавливает и можно даже на старые автомобили подобрать по размерам. " Припахал " студента (с одобрения шефа) для изготовления деталек на 3д фрезере. Ну а что, ему практика, мне " железяка".
1 балл
-
Сделать за полчаса, ещё полчаса потратить на че-нить своё и потребовать оплату за час Или заказчик над душой стоИт?1 балл
-
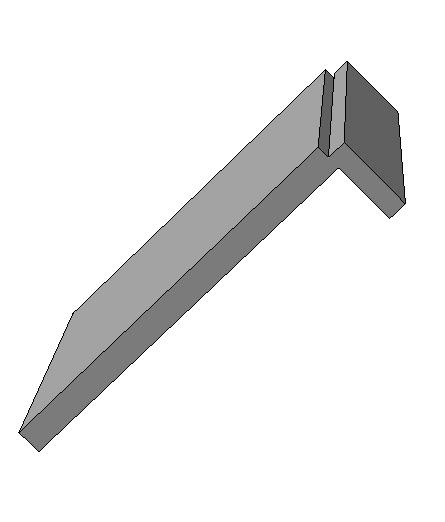
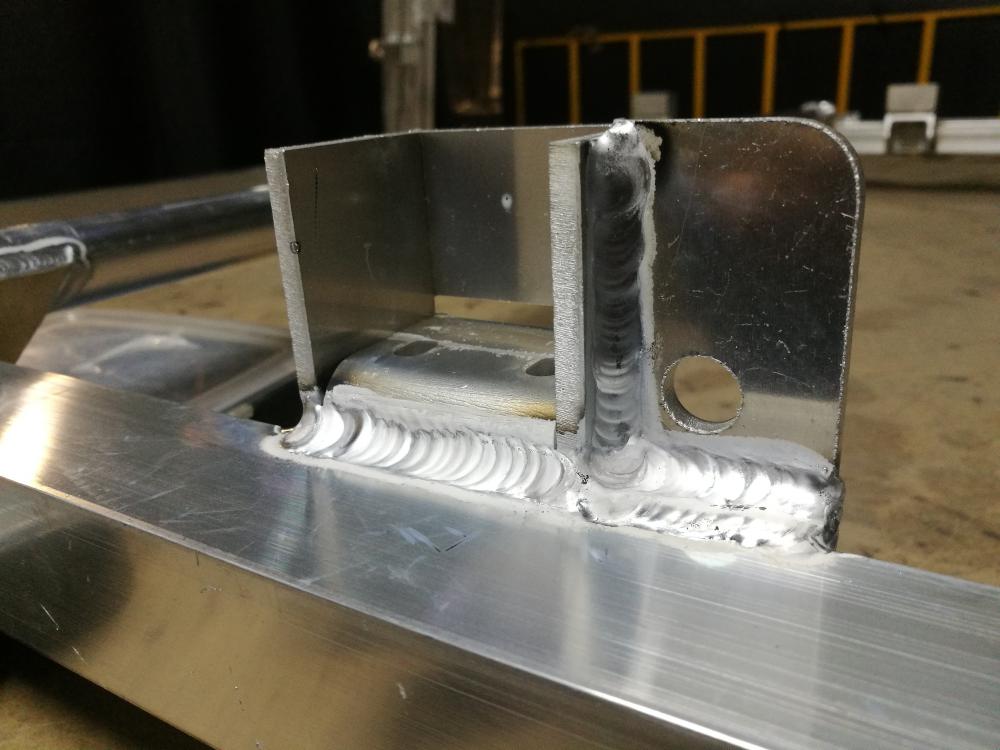
Сварено в одиночном пульсе, проволока — 1.0 Oliver полированная, газ — смесь 90/10 (очень примерно). Толщина серединки 10мм, боковушки по 5мм.
1 балл
-
Собираю потихоньку пазл Пока собрал одно ухо из двух кусков, после сварки приложил второе ухо и оно вложилось чётко. В понедельник продолжу с ухом и далее горловину на место р.с. даже "дырень" залил панчем,не хватало кусочка
1 балл
-
1 балл
-
Итальянский стул (на фото каркас спинки). Пока я этот каркас вертел-осматривал - он окончательно рассыпался у меня в руках. Все швы, без исключения, пришлось переваривать, причем пришлось переплавлять все наляпанные наросты-блямбы, именуемые итальянскими швами.
1 балл
-
Начальник выговаривает подчинённому: - Зачем я вам инструкцию к аппарату давал!? Подчинённый: - Ну... когда он сгорел - мы ей дым разгоняли...1 балл
-
@Лепило, А по старинке: нагреть медный массивный паяльник, в безопасном месте, и паять в зоне опасности? Или есть и тут риск искрения?1 балл
-
ГЦБ с какого-то "караката" по хозяйству. Латку 3мм отжёг, Панч осветлённый,педаль, Wp-20 , WZ-8 диа. 3.2мм. р.с лень владельцев сливать водичку подкидывает работу
1 балл
-
В отличии от Аврор и других полусварочников, этот самый бюджетный Декапауэр шпарит без затыков, без брызг, может даже без газа.)1 балл
-
Пробная наплавка на катушке, первые несколько ниток, без газа) ну забыл быстросъём подключить, а напарник сказал, что шипит. Предвижу вопрос, типа, а ты чо, сразу сам не понял? Звук изменился конечно, но не на столько, и напряжение скакануло да 30В... Пока искал причину, наплавил несколько ниток без газа, вполне сносно, без брызг. Да, для "суперсварщиков" длина шва с газом, примерно 4 метра, вообще без изъянов.
1 балл
-
Ведёрко продолжает радовать)))
1 балл
-
Прямо праздник какой то, из китая пришли электроды по нержавейке GJ030930-04 1,6мм и 2мм. Попробовал на 1,5мм трубе. С отрывом варят изумительно, даже учитывая что в сварке я чайник. Шлака очень мало, сам отваливается (на фото видно как раз). Шов неровный, игрался с длинной дуги. Ну и чтобы широко не улыбался, отдали мне нераспакованную пачку МР-3С 3мм лосиноостровские 16 года, халява чтоб ее, попробовал несколько штук, щас думаю кому бы тоже подарить. На короткой дуге он тухнет, на длинной тоже, воняет адски, разжигается с трудом, шлак еле отколотил.
1 балл
-
слово "всех" я предусмотрительно не произносил. Любой ал сплав в котором мы можем попасть в зону ок. 2% магния в сварочном шве уже не пригоден для сварки без присадка. Трещина при остывании.1 балл
-
Ну резать болгаркой (абразив) не советую и уж на край лобзик или ножницы и кстати есть ручные у меня и берут 2мм АМЦ запросто и даже АМГ. Да будет все монолит и при тиг сварке практически нечего не выгорает даже МАгний что находится в присадке тем и хороша ТИГ сварка . Полуавтомат там да и идет выгорание особо Магния .
1 балл
-
И так ищем выход из положения и 4043 тоже не айс для вашего "ящика" , ну и выход очень простой и эффективный , заказчик в дополнение к материалу ящика покупает доп лист АМЦ 2ММ и гильотина РУБИМ квадратики 2х2мм вот вам и присадок и будет полное счастье и ящик "монолит". P.S. Гильотина сейчас не везде и есть , но и здесь выход есть и сварганить ножницы и можно даже проще чем на видео из напильников и без основания и в тиски их и например 2ММ алюминий будут как бумагу резать , да и 3мм почикаете.1 балл
-
Собирайте только так 3мм и самое оно , будет полный провар с обратным валиком да и поводки минимальны . Обратный валик можно повторно переплавить и очень легко проварить и присадок не понадобится. Как вы предлагаете с фальш отбортовкой , нечего хорошего присадка уйдет куча да и не проварите и из нутри бака будет не проваренная "щель" в кою будет попадать все что угодно и такой бак долго не проживет . Да и поводки при сварки с такой сборкой будут значительно выше. Можно конечно и так проварить , но для этого на листе надо будет сделать "фаску " хорошую и зачем тратить время и силы в пустую. Ну и про присадку 1100 нужна , можно 4043 но я бы не стал для бака она темнеет и т.д . да если еще бак на огне будет. http://aluminium-guide.ru/alyuminievyj-splav-3003-2/
1 балл
-
А вот попробуй хоть один раз сделать плохо и некрасиво- так реакция будет незамедлительная. Схватили и побежали -это и есть СПАСИБО. Вот когда схватят и будут смотреть тебе прямо в глаза с широко открывающимся ртом, вот тогда вспомнишь предыдущее написанное предложение.1 балл
-
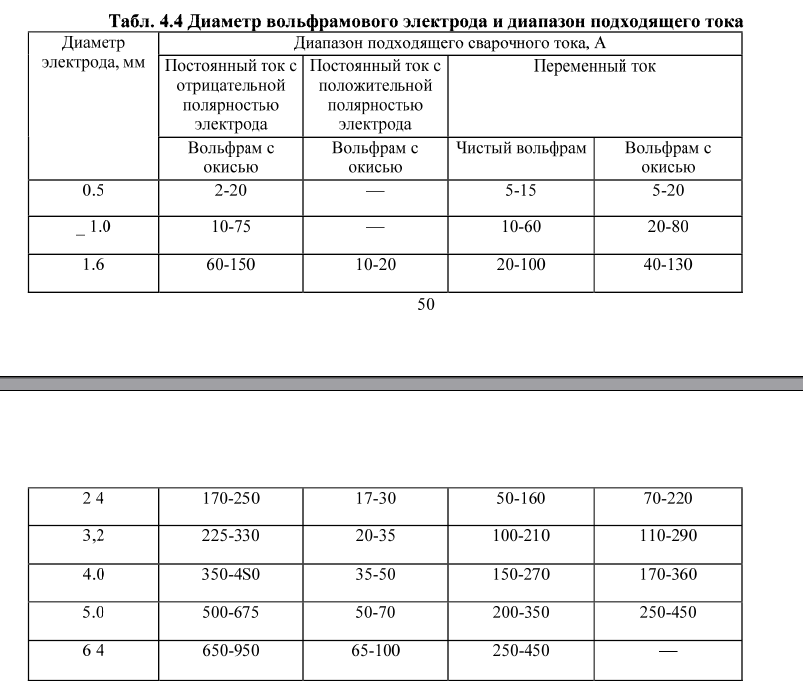
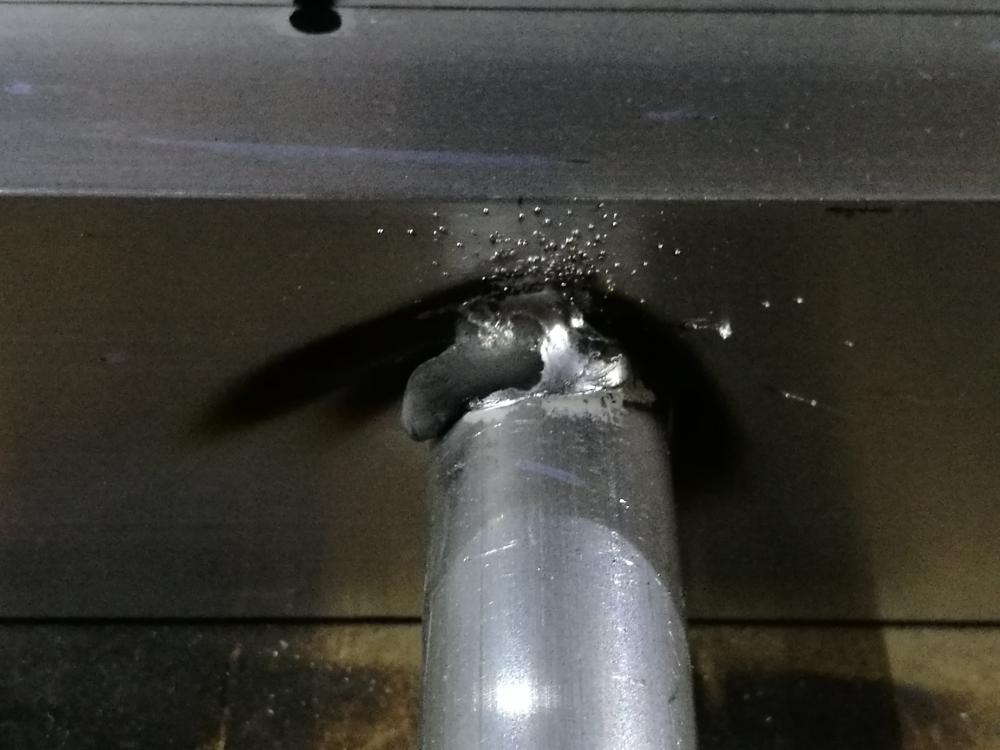
Антон , фигня и я того же мнения . Дым у тебя валил даже не от того что макнул , ты превысил допустимые токи (кстати ты не озвучил каков диаметр электрода был в твоем видео) и посему электрод сгорал как свечка и белый дым валил да и электрод наверное покрылся белым налетом. Саня хитрый и опыт он току поставил поменьше и подольше варил не спеша. Антон ты в видео озвучил такое что на 1мм электрода на обратной полярности где то 20А можно . НЕТ и НЕТ 1мм электрод максимум 10А выдержит да и то скукожится до неузнаваемости , ему и 5А обратной полярности будет уже по "горло". В общем смотрите таблицу и она архи не точна , но можно где то брать нижнее значение тока за истину и минусовать от него по 5 - 10 ампер на любой диаметр. И при твоих 55А электрод надо 4мм и то мало и берем выше 5мм а то и 6мм.
1 балл
-
....иной раз, сдавая работу,подсознательно ждём похвалы насчёт эстетики и красивых швов,но заказчик (и даже соображающие слесаря из автосервисов) хватая деталюху убегают восвояси. Никому твоя красота и не требуется,кроме своего "я"..1 балл
-
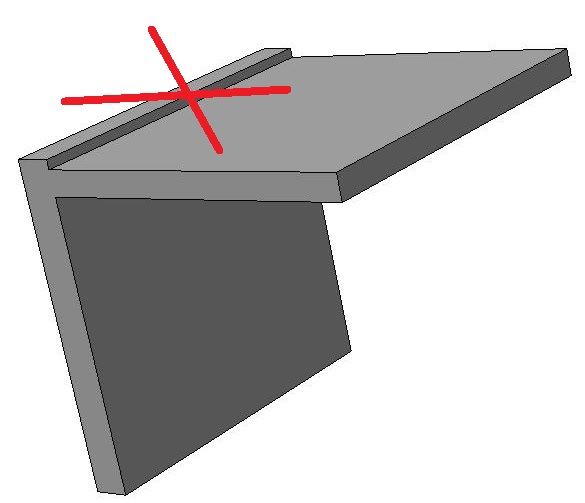
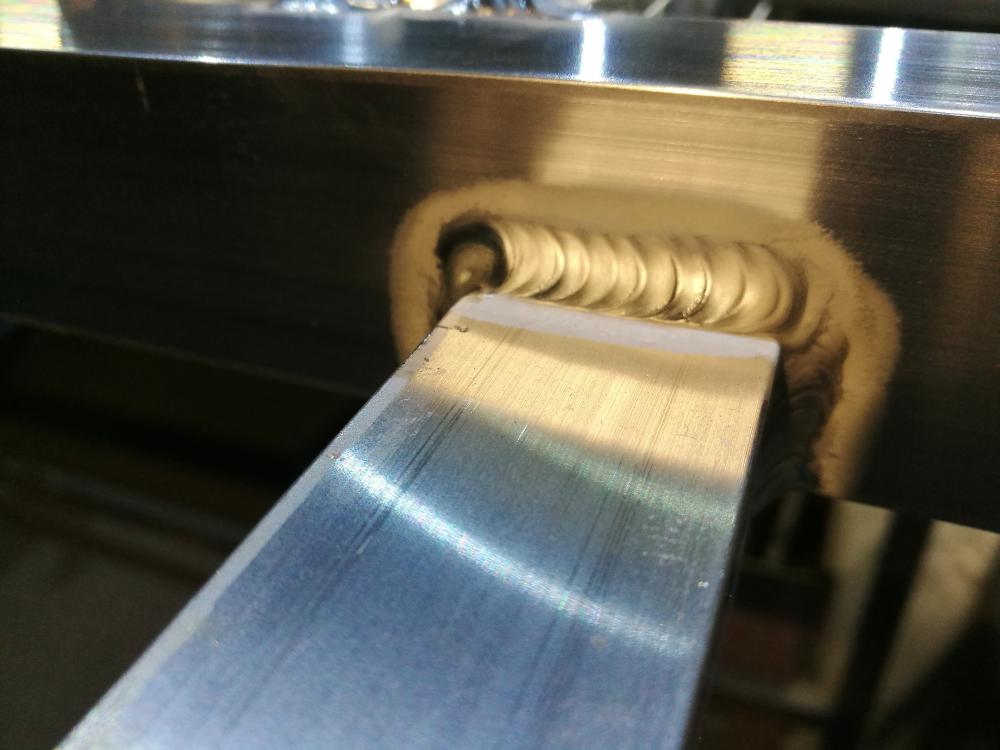
Варим дальше какие-то штуковины, лишних вопросов не задаём, все равно никто не знает что это и для чего. Ток 90-150А, стенка трубы 3 мм, пластина 6 мм. Материал АМГ6. Баланс на сундуке на 9.30 утра! Электрод 3.2 мм wl-20
1 балл
-
поэксперементировал со сваркой алюминия постоянным током на обратной полярности. в общем баловство всё это. но если уж совсем припрёт, то тонкое сварить можно. только с сильно тонким тоже проблемы будут, т.к. дуга очень сильно гуляет. https://www.youtube.com/watch?v=kePvSyq5lhw PS: вообще стоит такого плана видео делать, или совсем плохо выходит?1 балл
-
Не льсти мне Валерий! Я каждый раз стараюсь варить, словно в последний! Но сами понимаете, без педали такие вещи не натянуть на 5+, не получится, спад помогает, но ширина шва гулять начинает и чешуя тоже. А вот с горелкой Kemppi очень подружился, легкая мягкий шлейф и удобней всех, с которыми работал.
1 балл
-
Саш он ЛЕВША как 6061 и им надо дружить и опытом обмениваться (впрочем я тоже был в 1 классе и мне левую привязывал учитель к парте но и сейчас иногда пишу двумя то есть левый указательный палец помогает правой руке ) , ,,,, Виктор на выставке взял первый раз горелку ипульс ПА Merkle и положил такой шов что их демонстратор ушел в "курилку" на некоторое время.1 балл
-
@selco, да никуда он не девался, работает чаще чем Ево. Вот как продать? Убогая имитация импульса, все параметры в попугаях, поджиг не ахти. Но вот АС варит хорошо, и все ему прощаю. @Шурпет, клянусь не знаю!
1 балл
-
Сундук радует!
1 балл
-
Сломали Прихватываем, выставляем, разделываем, готовим свариваем, ток от 120-200 А, Гроверс, эл.3.2 синий. Другую сторону пришлось наплавит под фрезеровку, рихтовка не представляется возможным.... Родина железки
1 балл
-
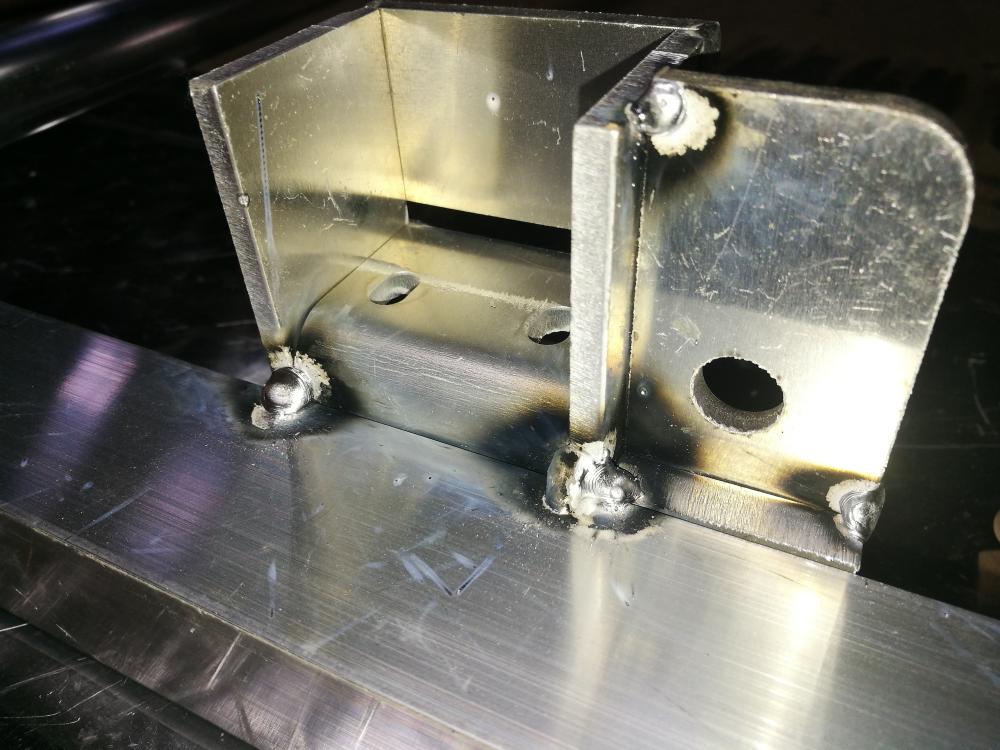
Привет всем. Зимой искал аппарат к для алюминия. Я им не занимаюсь, скорее хотел себе подарок сделать. Давно мечтал. Взял Дракона 3ф 320А. Ну, я там писал как то. Но, как то не очень пошло с работой. Правда, и не особо долго искал. Предложили поехать в Поляндию поработать. Неплохие деньги. Ну я и поехал. Странно как то мне начал аппарат окупается). С другой стороны, не купил бы его- не оказался бы в Польше на алюминии. Не суть. Сейчас скину фотки, от которых многих тут просто бомбанёт) Как и меня самого в начале. На предмет гигиены свариваемых деталей. Про чистку болгарской или щекой - не, не слышали) Наверное, спасает то, что профиля новые. Но прихваток... Тем не менее, как то получается их переплавлять. Про чистку болгарской или щекой - не, не слышали) Наверное, спасает то, что профиля новые. Но прихваток... Тем не менее, как то получается их переплавлять. В общем, не имея опыта по ал, получил классную работу и очень нехилую практику.Правда, по конструкция, но для начала тоже неплохо.
1 балл
-
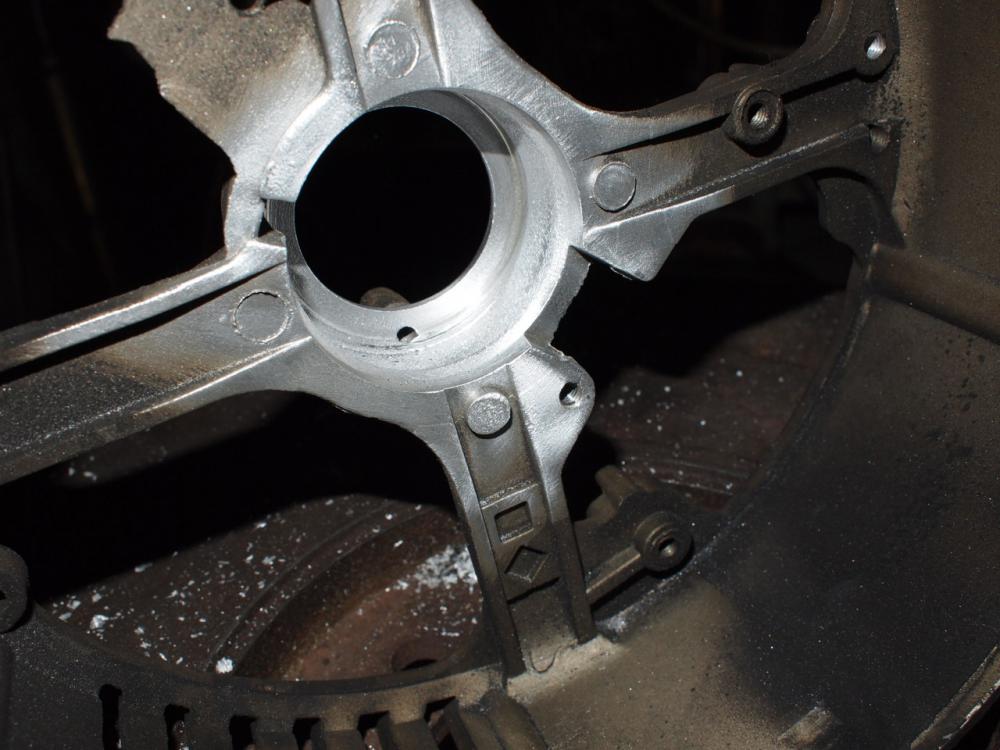
Три вала алюминиевые,не могли снять,сделали надрезы болгаркой (нашим лучше),дальше чего то внутрь будет вставляться и на эл.заклепки.Разделка полностью болгаркой произведена,грязи особой не наблюдал,толщина 11 мм.
1 балл
-
AL присадки и что чем варится . присадочные материаля для АЛ.pdf1 балл
-
Иван , что тут скажешь и лучше промолчать. Похоже время такое и молодежь не кого и не чего не хочет слушать . Мы вот росли и пацанами учились у мужиков каждую весну мужики выгоняли свои 401 Москвичи и трофейные БМВ и Мерсы и даже один Майбах был и кто красит кто варит кто движок чинит и мы тут как тут крутимся и заодно учимся . Сейчас разбил БМВ да даже Жегуль в сервис и редко кто из молодежи сам старается делать.1 балл
-
Не много люминя в от криворукого АМг S2мм прямоугольник 140А баланс 80% 160Гц, подварка отбортовки то же самое но 90А, ляктрод 2мм лантан ляктрод изнанка швы немного грязненькие, заготовки вышли из гальваники более недели назад1 балл
-
Там износа более 0,5 было. Обработал наваренное: Пор много, на функциональность не сильно повлияет, как мне кажется. Причём, когда начал варить понемногу с остужением детали, количество пор уменьшилось. Нашлась трещина, заварил. Вроде как руку набил, пошло легче. При заварке трещины дуга периодически окрашивалась фиолетовым, чего ранее не наблюдал. Вот теперь и думаю - а может таки взять с клиента денег? Кушать то хочется.
1 балл
-
Ой , зря вы так и не любит даже хороший АЛ такой наплавки , завихрения идут аргон с воздухом мешается ну и получается очень очень плохо. У вас токарный надо было расточить и колечко вставить можно с АЛ и по торцу прихватить в трех местах. P.S. Мне вот как то принесли рычаг задний с Порше и сален блок прослаблен , подвеска сложная подруливающая и при торможении сален блок вылазил и стучал . Просили наплавить и можно было бы там Ал классый да и мяса много (но лучше вставку сделать но это долго и станки) , но опосля надо растачивать и т.д. а им срочно . В общем обошлись самым простым способом , набили насечек там и там , запрессовали и четыре точки сварки быстро и на большом токе чтобы не сжечь сален блок с торца и Порше бегает .1 балл
-
Часть вторая марлезонского балета. То бишь второй подшипниковый щит: Износ посадочного места под подшипник: Поначалу как то пошло, потом хуже: Посмотрел тыльную сторону - протекло и выпучило: Сделал вывод - деталь перегревается и течет вся. А посему решил делать короткими перебежками, остужая деталь после каждого небольшого кусочка наплавленного: Процесс продолжается... Солянки нет, но по совокупности органолептических ощущение это нечто алюминиевое. Очень похоже. Хуже, нежели полностью холодный.
1 балл
-
Но это так кажется и в ней грязи и влаги не мерено , в следующий раз попробуйте и покажите водичку после кипячения , сушка обязательна не менее 20мин горячим воздухом 150гр. чтобы влагу выгнать. Вообще к сварке Ал сейчас стали относится так небрежно , вот на заводе раньше к аргонщику подойдешь и деталь только из под станка "тепленькая" да из нового материала, варить не будет и отправит травить-сушить и только потом примет . Ну тогда баланс в пользу минуса выкрутить и так как деталь чистая-сухая очистка нам большая не нужна а вот острый ляктрод с концентрированной дугой ой как нужен. Аппаратик бы вам посерьезнее надобно. Ох поры поры и если они глубинные то выгнать практически нельзя , если только гелия добавить к аргону. Вот смотрите такой же гов. сплав и уже мне стыдно одно и тоже выкладывать но более нет фото для понимания вопроса . Поры - поры и можно всю крышку вдоль и поперек переварить и от них не избавиться и только нацеплять немерено много новых . Но берем фрезу вырезаем нещадно до чистого ну и выше описанною водно-воздушную процедуру и о чудо поры как не нужный элемент исчезли на глазах и гов. сплав стал вполне свариваем
1 балл
-
Вот прям в тему , и не как раньше прошедший пятницы ближе к вечеру 17.00 звонок поднимаю трубку и дальнобойщик просит не заварите ли вы мне блок от мозгов Вольво а то соляра побежала и вот в сервисе ПОГАТ я ребята уже два часа варят и не как он течет и течет . Спрашиваю чем варят то какой аппарат , аппарат то вроде крутой но не как не выходит у них . Говорю что мне надо сейчас отъехать на пару часов да и температура у меня 39 и давайте если не заварят завтра хоть в 7.00 утра , берите свой "ящик" и такси 10км ко мне и час работы с удалением старого и сваркой , ну и на этом вроде и порешили и он сказал пойду спать . Утром жду думаю сейчас позвонит , время 9.00 не звонит , и думаю позвоню сам а то мне надо с баком заниматься . Звоню , говорит я уже варю в другом месте с 7.00 утра на Пионерской 2 там без такси ему , и еще два свища не как . В общем пошел я заниматься баком , время пролетело быстро и в 14.00 звонок от дальнобойщика , ну вроде заварил и мне 1500км ехать и не знаю ли я где коробочку такую в запас купить . Да не знаю и спрашивай по рации у некоторых по две в запасе и это косяк на Вольво и возят, хте взял мой тел. спрашиваю , да кто по рации шепнул. В общем пожелал хорошей дороги и с богом Вот она коробочка и главное вымыть как положено и не каких проблем со сваркой , чего не сделали конкуренты и портили нервы дальнобойщику почти сутки . P.S. Так что конкурентов не бойтесь .
1 балл
-
Сергей , правильно и плавьте все что под руку алюминиевое попадется и опосля от работы не будет отбоя. Петр пусть сразу и баночки осваивает и они научат моторике куды лучше толстой болванки , и опосля на толстом или среднем он уже не будет думать "что вперед" и на автомате побежит.1 балл
-
Начал курить импульс на люминии Прикольно, но диапазон токов и времени импульса у маленького форсажа узковат1 балл
-
Сам лист 1,8мм, по рисунку 2,5. Это само собой, сегодня легче пошло, ток поменьше поставил. 80А Красота да и шов жирный. Но мне кажется первое из за второго, а второе из-за диаметра присадки. Ну и опыт естественно нулевой правда теперь уже не совсем, метров 5 имею Вообщем почти закончил, осталось обрамление по кругу сделать сего изделия. Сегодняшняя лепнина Вроде получше видно.
1 балл
-
Получится и на тонком. Но только если схитрить: шов немного сошлифовать, выставить пульс-режим и без присадки пройти - шикарная мелкая чешуя обеспечена. Но это уже из серии когда коту делать не чего... Кстати, этот приём почерпнул после просмотра ролика на ютубе от уважаемого 6061.1 балл