Лидеры
.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)



Популярный контент
Показан контент с высокой репутацией 19.03.2022 во всех областях
-
Как обычно, пакистанцы... https://www.youtube.com/watch?v=--hrF4lyIKs3 балла
-
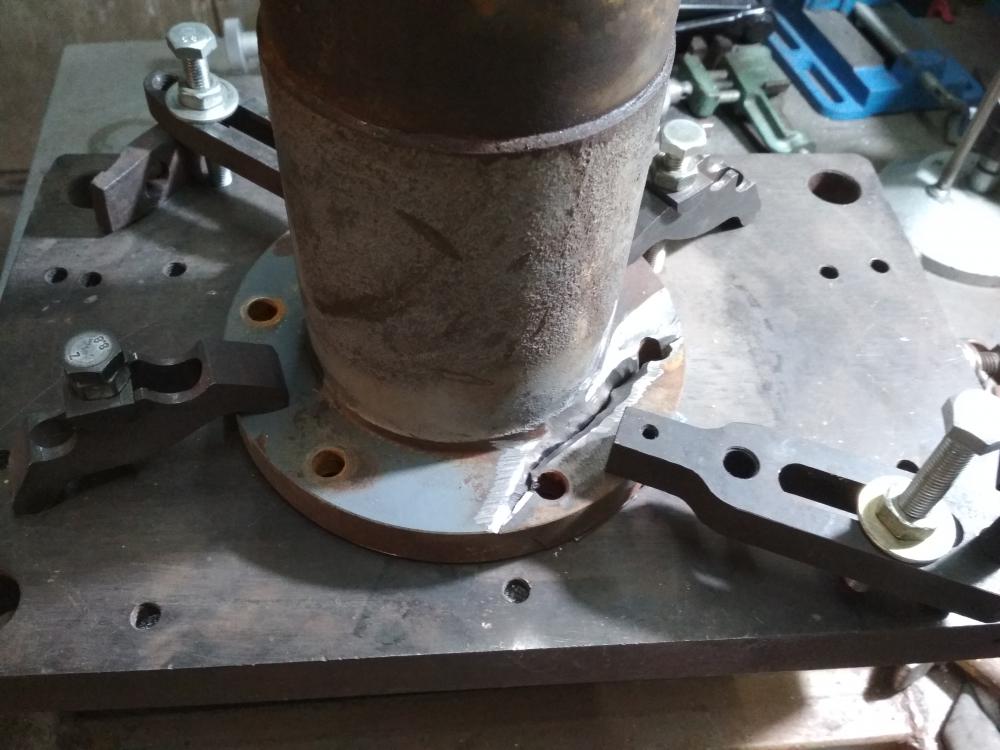
Товарищи купили станок, помогаю со столом
 3 балла
3 балла -
У нас на заводе в обмоточном цеху делали все точно так , только заливали кузбаслаком и в печь ., ну и балансировка статика\динамика, двигатели работали даже когда насосы заливало с макушкой шламом . П.С. а то калоши калоши .2 балла
-
Как обычно, кронштейн поводка стеклоочистителя. Спасибо японцам, что не ЦАМ.
2 балла
-
Заказ по нержавейке делаю
2 балла
-
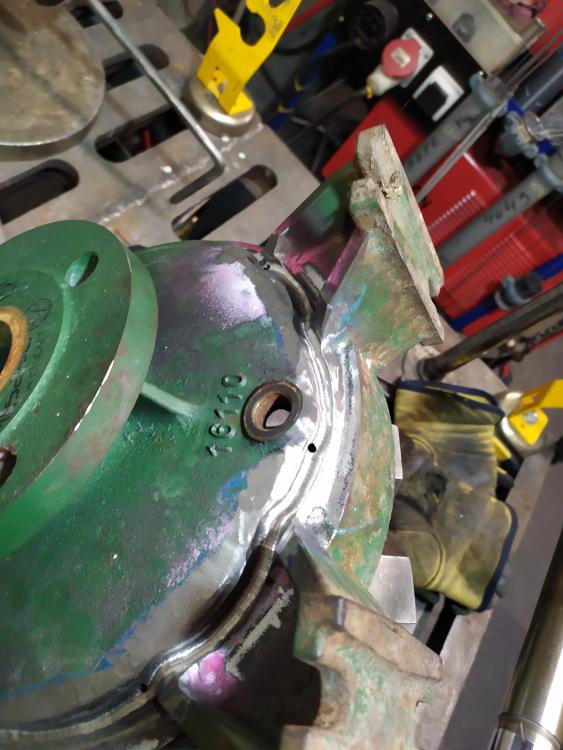
Встал как родной. Все таки у нас все чз одно место делается ))) сначала привезли цилиндр, когда я его закончил они уже догадались съездить рыхлитель привезти.
2 балла
-
Я тему создал, чтобы предупредить, что так бывает,,как оказалось. Как называется это соединение не ведаю. Много где такое встречается. Вот такого типа, только ввертыш не пластиковый.
1 балл
-
стрела рыхлителя1 балл
-
Вот вы в правильном направлении . Смотрите , длинный наконечник Дайхен чистая Япония , ну и для сравнения рядом евро стандарт . Ну и молибден , можно просто натереть (кстати отверстие под проволоку тоже можно натереть и зубочистка деревянная в помощь+шурупчик) и на день интенсивной сварки хватает для всех видов металла .
1 балл
-
Там износ от времени, как следствие зазор, в зазоре влага, ни одна смазка, даже влагостойкая, долго не удержится. Как результат - заклинивание от коррозии (дворник задний). Я предложил проварить узел в графитовой смазке для штампов (мы в детстве так цепи мотоциклетные проваривали), как полумеру.1 балл
-
@hvr63, Все-таки товарищам объясните, что за смазкой следить надо, а может и не надо - ремонтной работы будет больше).1 балл
-
Что вы так оскорбились-то ? Как объясняли нынешние экономисты , на дворе в России рынок, который все расставит по своим местам своей невидимой рукой ,и обусловлен он двумя ключевыми факторами - предложением и ценой, и, насколько я понимаю современную российскую экономическую политику, абсолютно неважно каким образом будет представлено на этом рынке предложение - китайскими или марсианскими товарами, главное, его насытить. Насытили, но как прибыло, так и убыло. Теперь о конкурентоспособности. Если российские товары конкурентоспособны, то почему рынок сплошь импорт? Та же ваша Инвертика. Что там может быть российского, кроме российских рабочих? А по Абинску и Металлам Урала - свое металлургическое производство - оставим пока это за рамками дискуссии. Коснусь знакомой мне темы - компрессорного оборудования Красноярского компрессорного завода. Выпускают блок-контейнеры с установленными в них компрессорами ДЭН (даешь энергетическую надежность, типа догнать и перегнать) Прекрасные надежные машины. А теперь давайте посмотрим из чего они сделаны. Винтовые компрессоры Роторкомп (Германия 40 000тыс. часов без капитального ремонта); частотные преобразователи Шнайдер Альтивар (Германия),контроллер Аэрмастер С1( Бельгия); вся клапанная обвязка немецкая. Теплообменники китайские и только одни 90 -110 кВт российские двигатели общепромышленного назначения. Что здесь российского, кроме сборки? ...и так в общем-то по всем позициям промышленных товаров на российском рынке . Хорошо это или плохо? ..ближайшее время покажет.1 балл
-
@Alex69, с днем рождения! @Serj55441, всего наилучшего!1 балл
-
Плитку клею, швы затираю. Почти каждые выходные.
1 балл
-
Месяц выкармливали, попал в руки с околокритической массой тела. Несколько дней назад выпустили. Его сразу встретила стайка стрижей)
1 балл
-
Иной раз для хороших знакомых "практикуюсь на кошках". Для практики самое то. Упорол - не ругают,получилось - пивасика "море" с копченным кальмаром. Когда разделывал,то ощущение,что масло шарожишь. Сначала разделывал частично с боковин,чтоб не потерять базу,потом разделал верх и остатки бочин. Всё варилось тигом,панч.
1 балл
-
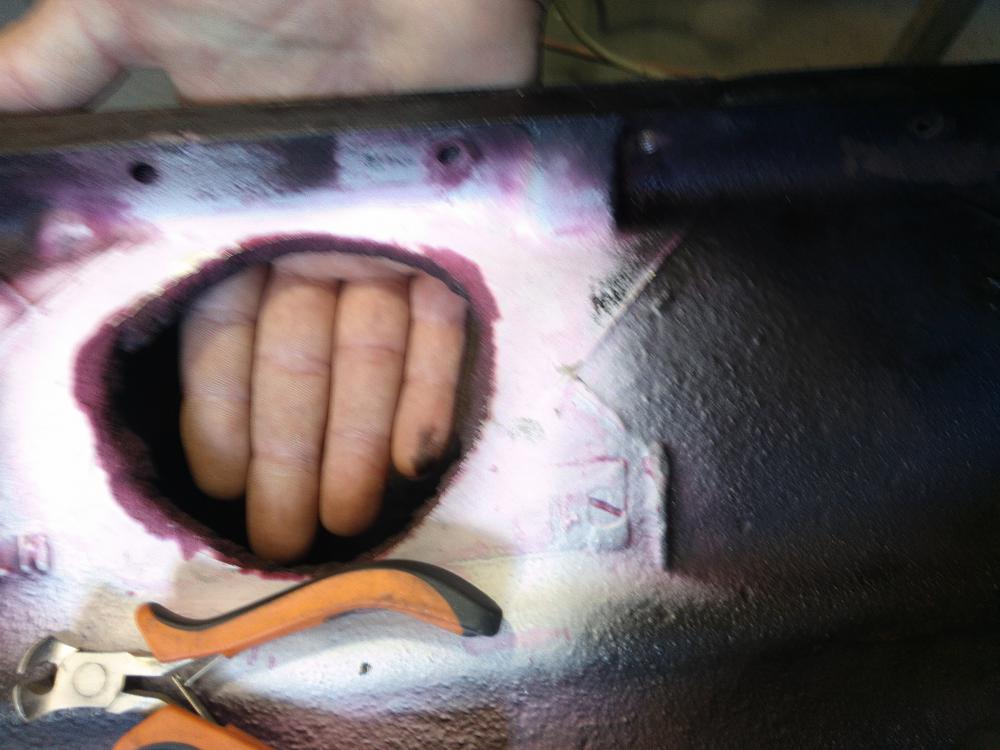
Ну да,борфрезами. Чаще с редким зубом,хоть они позиционируются под алюминий. Но и чугун грызут отлично. Главное или хорошие очки(у меня облегающая мягкая оправа по контуру) ,или полноценный щиток. А то иглы после такой фрезы хорошие вылетают. Вот этот корпус принесли типа : "Мы молодцы,уже разделали,ты быстро завари".... Лучше бы и не лезли туда болгаркой и кривыми руками. р.с. очень нравится свариваемость "осветленного александровкого панча"
1 балл
-
По-тихоньку варю\починяю разные поломки с чугуниной. Панч-11(осветлённый "александровский"), WZ-8 диа.3.2, горелка уже WP-20HC ( заявлено на неё 315 амп и резьба,как у WP-18) , педаль.
1 балл
-
По началу работал итальянским(первое фото). Потом перешёл на "Шервин" и пока менять его не собираюсь.Высылают любыми компаниями по России,любыми рейсовыми маршрутками и и автобусами международных направлений. В процессе пользования вычислил один момент - лучшее хранение белого флакона вверх ногами(второе фото). р.с. краситель в осадке находится "почти на выходе"- уменьшается расход ввиду того,что сразу происходит окрашивание. А при стандартном хранении надо достаточно долго трясти.,иначе просто выдувает не перемешанную эмульсию.
1 балл
-
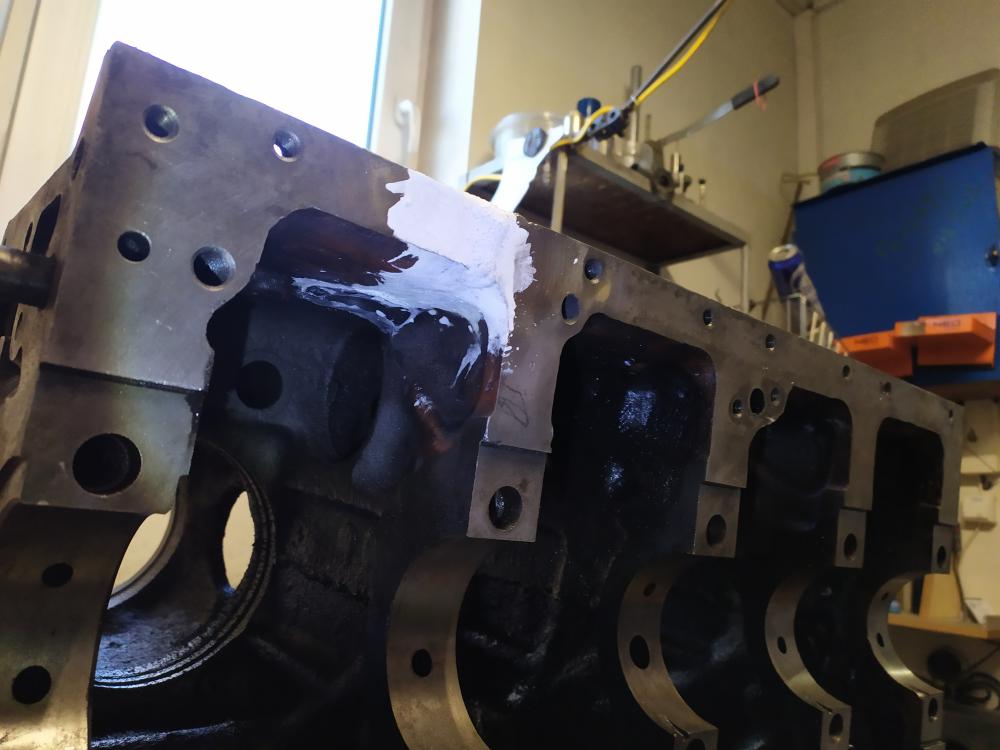
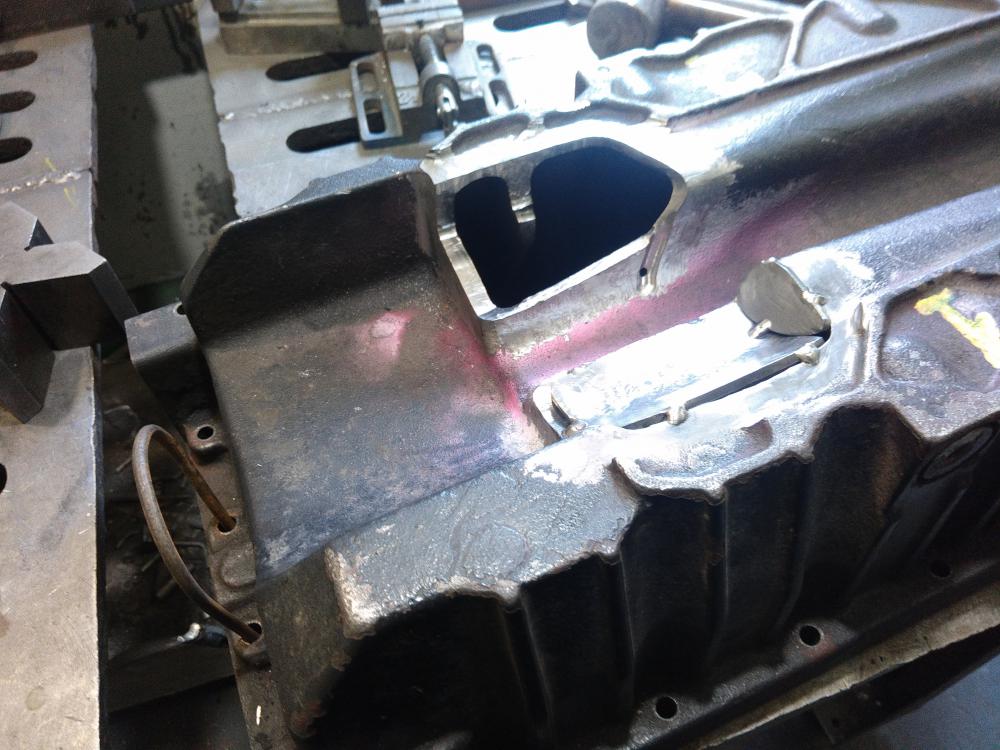
Оптимизация-с... Бывает и так, что две детали с одного и того же мотора-варятся по-разному. Вот, к примеру, блок цилиндров и выпускной коллектор. Коллектор с предподогревом изумительно зааргонился. А вот блок-фиг вам! Правда-на холодную. Смачиваемость-просто никакая, треск, брызги, поры. Победил покрытыми электродами. А бывает так, что подсознательно ждёшь от детали какую-нибудь подляну, а она тебя прямо радует. Мне, вот, надысь попала на излечение крышка улитки насоса для перекачки технической воды. Водичка сия- с какой-то ядрёной взвесью. Оттого крышка поимела нехилый гидроабразивный износ. Варил на холодную. С проковкой. Но, ПАНЧ настолько изумительно разливался, что мне даже казалось, что это-малоуглеродистая сталь, а не серый чугун.
1 балл
-
Вот такие коллектора интересны в работе. Возни есть немного,но выручает шлифованный швеллер. По режимам у меня без изменений - грел в печи,панч "александровский" нового розлива,педаль-предел 0-190 ам,WZ-8,сопло №6 резанное по длине пополам.Не знаю почему,но защита по сравнение с родным длинным лучше,ровнее и удобнее маневрировать.Сверял дымом. Так и режу пополам длинные по надобности,да и линза цела. Проверил на керосин-часик и отдал на шлифовку.
1 балл
-
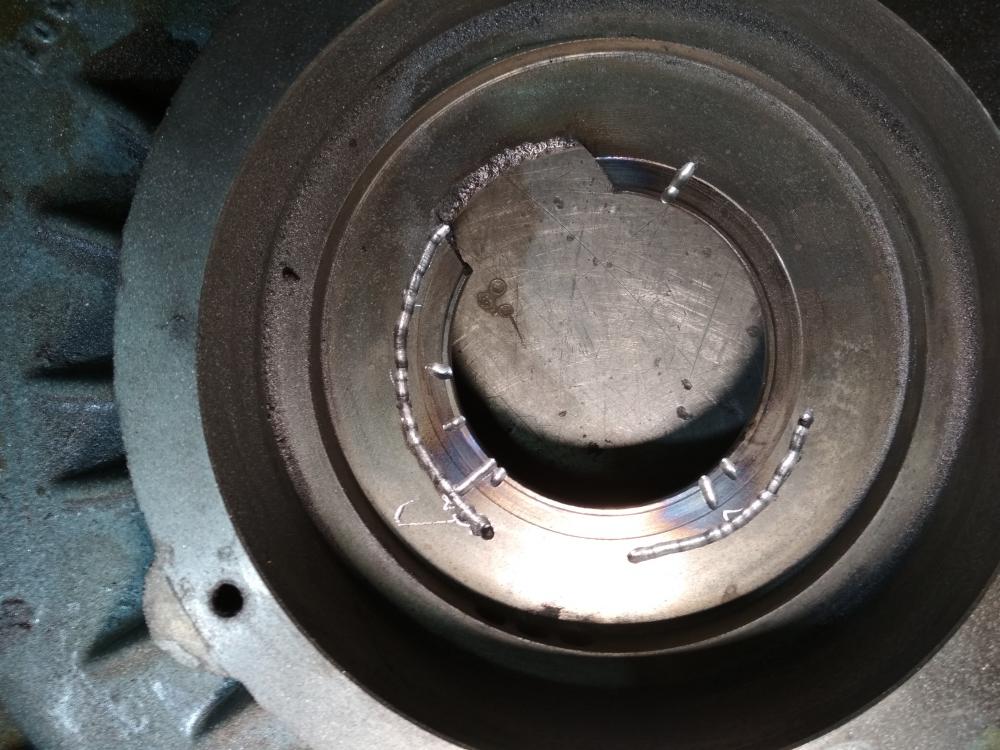
Вернусь еще раз к крышкам электродвигателей.Деталь простая,недорогая,но интересна расположением трещины и возникающими при сварке напряжениями.Толщина стенки 5мм.Структура чугуна,скорее всего,ферритно-прелитная,ближе СЧ18. Такие трещины могут быть где угодно-блоки,мосты,другие сложные отливки,но чугун всегда остается чугуном и,не смотря на кажущую простоту, к сварке подобных трещин надо подходить очень осторожно.Если есть возможность,как в этом случае,надо греть-общий подогрев.Можно и местным -секторами,но сложнее. Варить лучше полуавтоматом и что-то подправляя ТИГ.Этот жесткий кольцевой шов длинною 300 мм при такой толщине стенки отливки достаточно сложен.
1 балл
-
Да, в случае отломков проковка ни к чему, там главное отбела не допускать. Исключения составляют случаи, где приходится удалить большое количество основного металла, например, из-за предыдущей неграмотной сварки. В таком случае надо делать излишне широкий шов и лучше ковать так как усадка разогретого материала будет большой из-за большого объема наплавки1 балл
-
Подобные приварки отломанных частей не нуждаются в проковке.В этих случаях не возникает никаких напряжений и их не нужно снимать проковкой шва.Эти случаи однотипны -те же отломанные крепления блока цилиндров и подобное.Это примеры простейшей сварки чугуна.
1 балл
-
Вот какая-то штуковина от станка. Её нема смысла чеканить,хоть и чугун паршивый. При разделке повылазили пустоты ввиде шаровидных камер.Да и при сварке повзрывалось пару пустот,хоть и грел. А когда паутина трещин,как на предыдущих гнилых и перегретых коллекторах и одна другую тянет,то моё мнение -чеканить однозначно.
1 балл
-
Я тоже знаю итог,т.к. коллектора и по привычке,и своему разумению грею и потом медленное остывание. Экспериментировал довольно-таки много,если топишь педальку ,то и старый ,и новый панч стелится очень хорошо и герметично....но есть одно "НО" !!! 1.лучше чеканить 2.даже когда видят красивый шов,то 1 из 20 клиентов принимает это ,как просто бзыкнул и ещё и денег взял...а чеканка ставит в ступор .- Извините,так положено по технологии... 3.от рекомендаций на малых токах давно отказался,поэтому повторюсь,если топить педаль или работать на спаде кнопкой,но на больших токах,то панч многое позволяет отремонтировать. р.с. сейчас остывает какая-то цацка от станка,остынет покажу.Её не чеканил.1 балл
-
Когда прибывает такой букет коллекторов,то главное не заблудиться в паутине трещин. Это составной коллектор с одной машины. Начеканился молоточком от души
1 балл
-
Коллектора таскают потихоньку.Всё выставлять нет смысла,стандартные трещины.Но иногда интересная работа бывает. С ервого вырезать посадочное ухо с одного места и переварить в другую точку коллектора. Второй коллектор от мерса, Был перегрет здорово двигатель,да и сам коллектор, как труха.Тяжело дался,пришлось "мясца" навалить. Как всегда панч,линза,WZ вольфрам,педаль.
1 балл
-
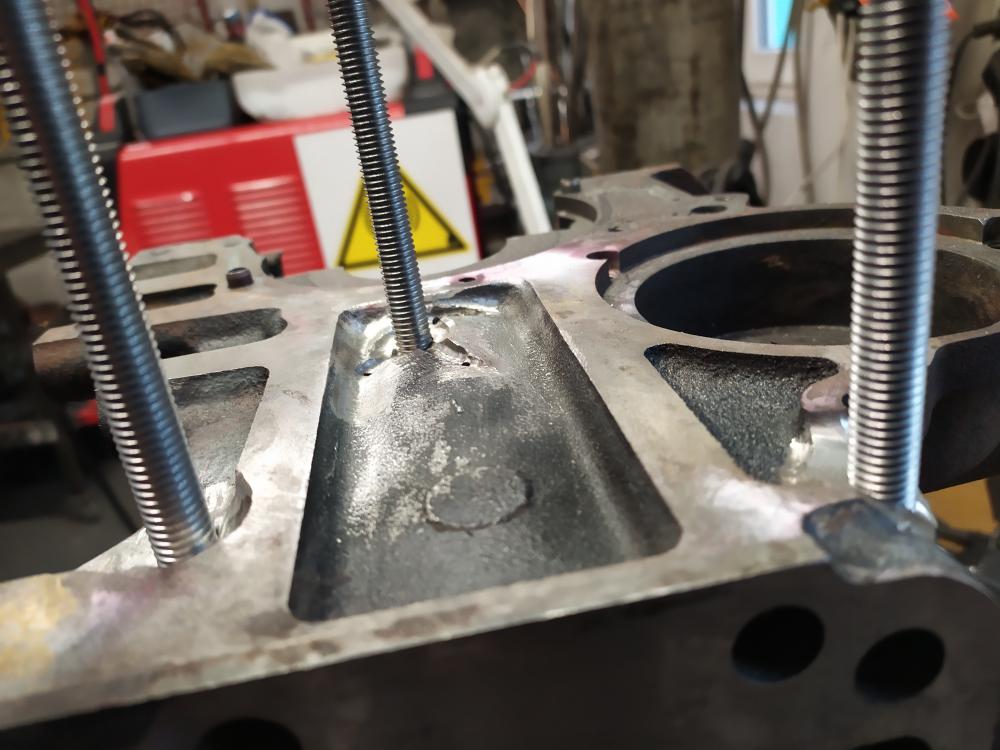
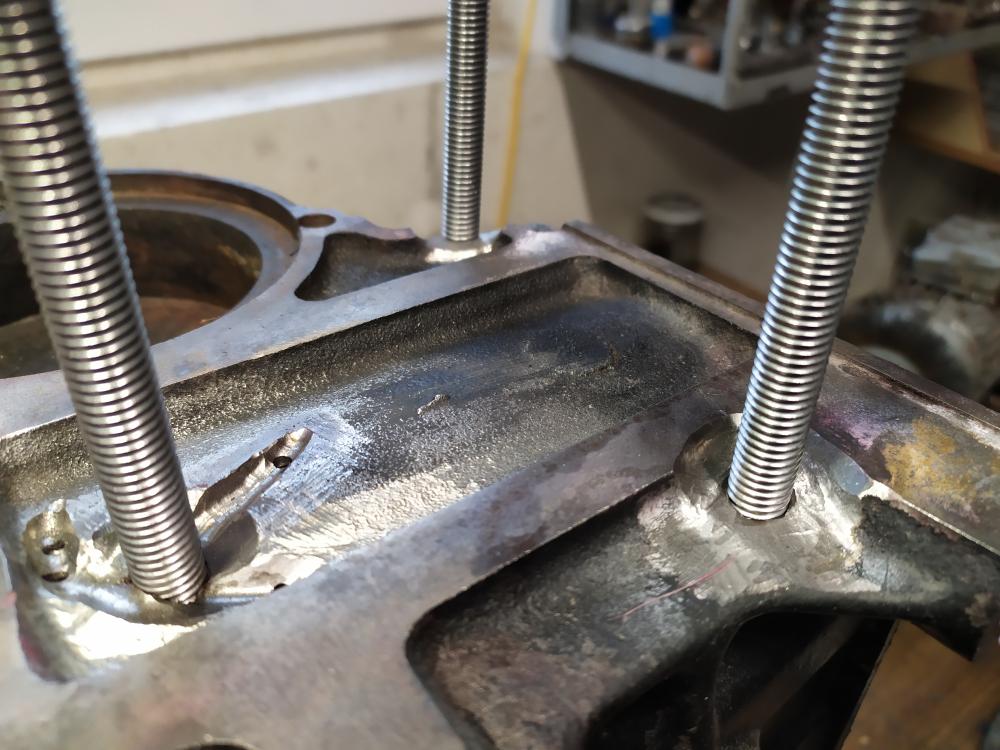
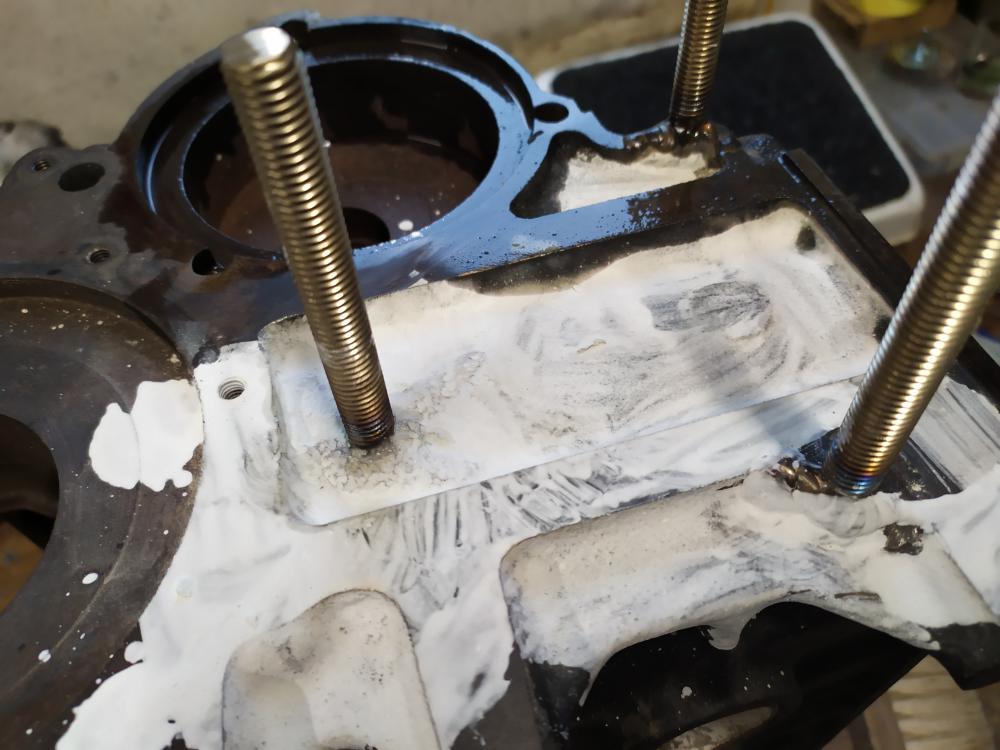
Уже не первый блок от трактора с аналогичной трещиной попадается,именно в этом месте,плюс\минус пару мм в ту или другую сторону.. Варил на холодную, старым Панчем 3.2мм,проковка. Педаль было отрегулирована 0-190 ампер. Вольфрам WZ-8, диа.3.2мм, сопло как всегда укороченное 6L. Постоял под керосином около часика,всё сухо. р.с. варить- как варить,а вот ворочать этот блок ещё то занятие...
1 балл
-
Доброго дня коллеги! Для удобства работы рестайлинговую проволоку ф 2,0, 3,0 мм для ТИГ-сварки начали производить не только в бухтах но и в прутках.
1 балл
-
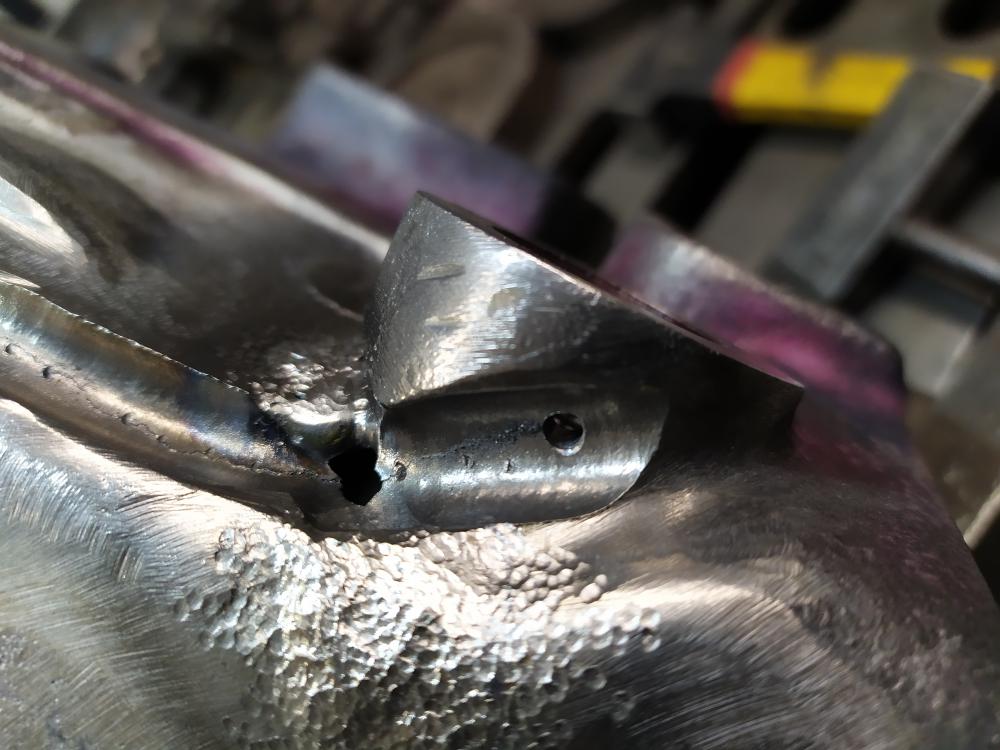
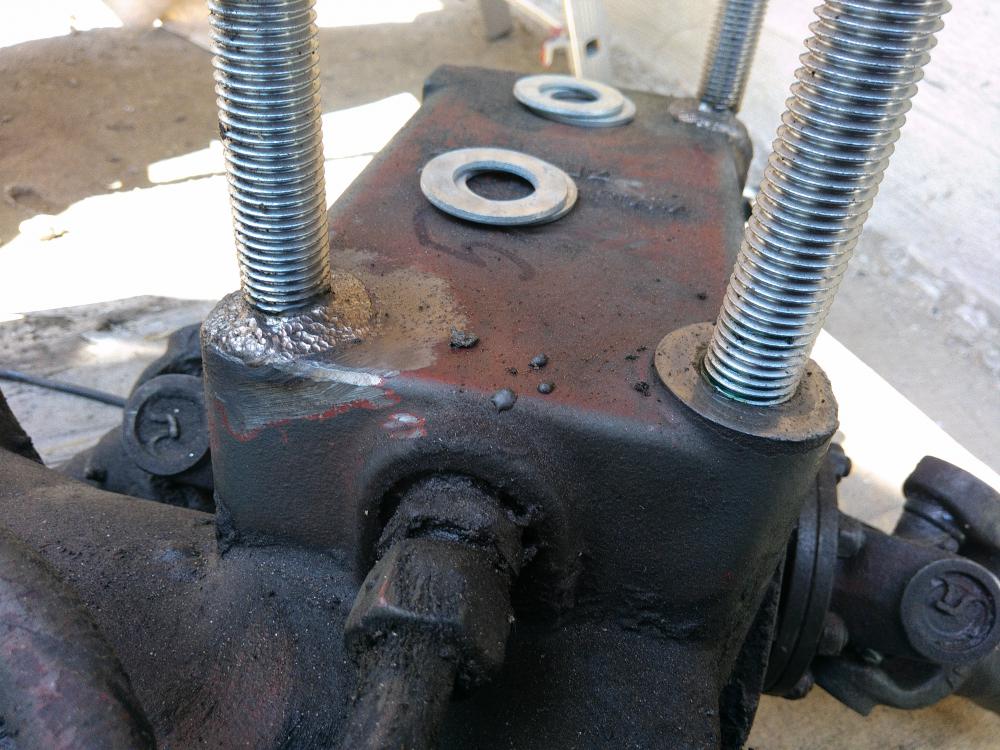
Если для подследующего крепления чего-либо на это место ваши условия установки позволяют , то самый простой вариант вваривать туда болт из нержавейки и потом отрезать до нужной длины. На сегодняшний день достаточно сделано таким способом блоком,раздаток и прочего. Замечаний на такой ремонт нет,техника работает. р.с. прохожит вариант Панчем,Дратек-ом, МНЖКТ, отбитый от шлака ОК92.78.
1 балл
-
Не , срезать надо с умом и не УШМ , фрезой (шарошкой) снять нитки резьбы, разделать до нужного диаметра (но это уже по втулке стальной) ,, изготовить стальную (не каких чугунов) втулку резьбовую и желательно с нерж , ну и вставить в подготовленное место и вот уже и ПАНЧУ работа.1 балл
-
Крышка электродвигателя(американский или английский) вес около 30кг..Посадочное место подшипника ф130 .Надо восстановить стенку.Толщина стенки 4мм. Довольно много времени ушло на эту работу:сложный контур и малая толщина все время дают сетку трещин.Чугун дрянь.Сварка "на холодную".ПАНЧ.мнжкт.кастолин 40%серебра,алармет 211 и т.д. Оптимальная цена 6-7т. Отнес бы эту работу к одной из высших категорий сложности.Безусловно,есть другие варианты ремонта,но сейчас рассматривается этот.
1 балл
-
@Jakodzun, картеры УАЗовских мостов-из ковкого чугуна. Варятся ПАНЧем и никелевыми покрытыми электродами на ура. На холодную. Но, для удобства и обеспечения положительного результата-мост снять и выпотрошить. Мной переварено уже больше десятка именно УАЗовских мостов. Если трещина не ушла в посадочные подшипников, то деталь можно спасти.Вылечить можно и с треснувшей горловиной под ведущую шестерню, но это уже будет экономически невыгодное действо. Ибо предложения деталей б/у по сходной цене есть всегда.1 балл
-
Я всегда рекомендую отшлифовать прилегающие поверхности. Иной раз даже до сварки линейку прикладываешь и "всю волну видно".1 балл
-
@NikOtiN, Сварщик учится всегда,хоть на десятой,хоть на сотой детали ,а если ему кажется,что он Бога за бороду в сварке ухватил,то он просто дурак.1 балл
-
1 балл
-
Завершил эпопею с поддоном.Латки Ст-3, 4мм, отожженная,каждая из двух частей. Панч-11, 3мм, WZ-8 3.2mm, педаль до 190 апмер, проковка.Прогрев в печи до 390 градусов. Варил сначала одну латку и проверил на мел,потом заварил вторую и опять проверил на мел+керосин. В понедельник отвезу на шлифовку прилегающей плоскости и уже потом отдам клиенту.
1 балл
-
Добрый день. мои ошибки. исправил. ремонт на Холодную разделка.( оказалась оч. важная операция) U образная.на 2|3 глубины. . Присадок не подаю в ванну ,а заливаю под горелкой.. ( ТОЖЕ, ЭТО НЕ УЧЕЛ ) не даю перегреваться гр. 50 не более микро поры .частично остались.. ЗАПАЯЛ по технологии..... (((Ладно,слушай. Поверх шва,по границам которого сплошь идет череда пор,выполненного из панча или мнжккт, наносишь слой хлористого цинка.Перед этим тщательно зачищаешь поверхность.Берешь кисточку из проволоки и тщательно вычищаешь графит.Стираешь,протираешь ацетоном,наносишь слой хлористого цинка,посыпаешь сверху хлористым аммонием.Нагреваешь горелкой,наносишь ПОС 40,выполняешь полуду,растирая кисточкой припой,а потом паяешь дальше )) опрессовал держит... Как будет работать .. возьму на контроль Всем спасибо
1 балл
-
Если вы внимательно пролистаете архив и эту вторую часть,то очень многого для себя откроете. Начиная от режимов сварки и до завершения процесса. Не ленитесь,читайте.1 балл
-
Стараемся,бережём. Даже при сварке коллекторов. Разделка,подогрев 350-380 градусов,Панч-11,WZ-8 диа 3.2мм ,режим до 185А(педаль), проковка.
1 балл
-
Блок с большой пробоиной.Латка Ст-3, 4мм,отжигал. Варил на холодную, снаружи "александровким" Панч-11, старой разливки 3мм. В разбежку по 2-3см,с проковкой. Внутри(просьба клиента) также самое,но МНЖКТ .Потом проверка на мел. После попросили "замаскировать латку", и в ход пошел "шовник Новал" и прихлопывание пальцем для образования типа шагрени. Горелка WP-20, резанная керамика 6XL, линза,WZ-8 диа. 3,2мм ,
1 балл
-
И вот он ожил и держит давление и температуру , правда температуру ему нагоняет беленький собрат , красному готовим выхлоп и только по сему он пока не в работе .
1 балл
-
Я так понимаю, что нужно запаять чугуняку. Как правило пайке мешает графит. Флюсы используются Ф209, Ф284 активность флюсов до 900 градусов. Также можно использовать смесь борной кислоты и буры половину на половину, либо 20 на 80%, активность флюса от 800 до 1150 градусов. Что касается припоев, то прекрасно по чугуну идет ЛОК59 и ЛОК62 они более распространены. Хотя шов лучше держит ЛКН56. Теперь расшифрую. Припои на основе латуни, но с некоторым добавлением олова и кремния, а в последнем имеется присутствие никеля. Точка плавления у них порядка 905 градусов. Исходя из таких данных выбирается нужный флюс, а припой подбирается из особенностей эксплуатации изделия. Есть еще припои для чугуна с содержанием серебра, важно чтобы в качестве лигатуры в них присутствовали кремний (он препятствует выгоранию цинка) и желательно никеля (повышает прочность шва). Ну, а олово или серебро повышают текучесть припоя. Если пользуетесь импортными припоями, то смотрите его процентное содержание металлов. Состав практически одинаков с нашими, просто у них фамилии другие. Если в припое имеет место присутствие фосфора, то черный металл им паять не стоит, соединение получится хрупкое. И еще один момент. В свое время я заварил настольные тиски (чугун) при помощи ацетилена, борной кислоты (в качестве флюса) и кольца с автомобильного поршня. Кольцо выступило в роли присадочного прутка. Это было очень давно и о пайке тугоплавкими припоями на тот момент я мало чего знал. Когда чугун накаляется до красна при избытке кислорода, то графит выгорает. Пайка же потом ведется в нейтральном пламени. Наговорил много, кажется.1 балл
-
Сергей ,,, ты меня сподвигнул на очередной опыт . Усе было вычищено , немного изменен угол наклона ТИГ горелки , ампераж добавлен до 200 работал на спаде и не спеша ложили как рыбью чешую , проковка ну и "зацепились " мы за него и уже герметично , но это еще не все и завтра продолжение . Может и получится на котле с экономить 40р и на дороге не валяются.
1 балл
-
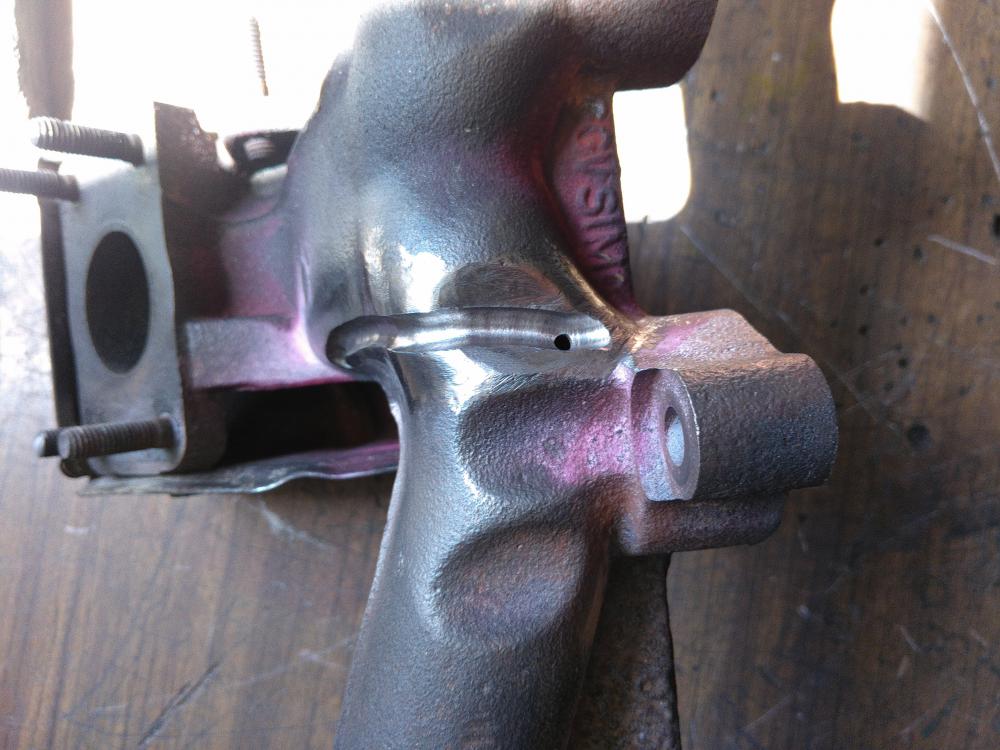
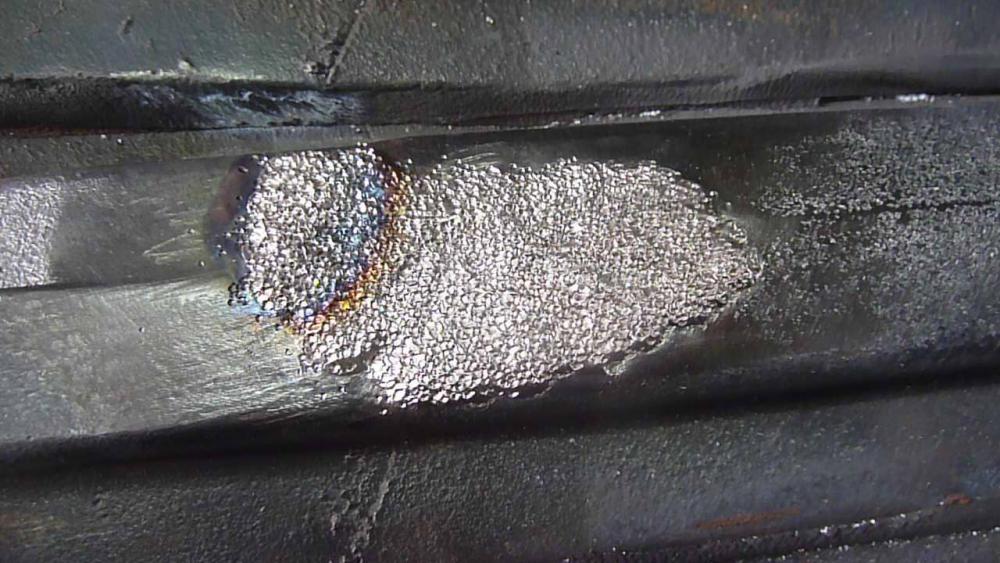
- Какая-то чугуняка типа фланца переходного.Сварка с двух сторон,потом накладки.Накладки задумка клиента.Далее сделают мех.обработку прилегающей поверхности. - Трещина в посадочном месте гильзы.Два прохода.Обратный валик получился хороший.Трудно было сверлить окончание трещины,даже г-образный переходник не лезет,места мало.Забрали уже к станочникам. Все работы Панч-11, WP-20, сопло 6L попалам отрезанное,WZ-8 диа.3.2мм,
1 балл
-
Ну и наконец то я добрался до собственного котла . Пока только "раздел" его и подготовил к опрессовке , координаты трещины надо определить и глазом особо не видно .
1 балл
-
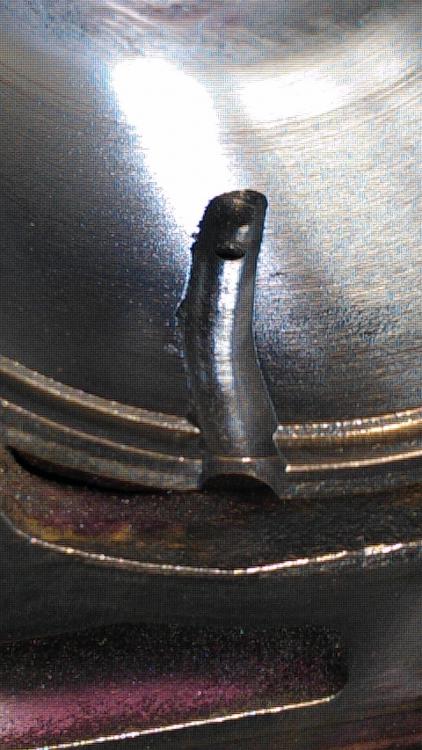
Коромысло Коmatsu.Мелочь,но требует точности.
1 балл
-
Всё-таки остановились на том,чтобы оставить родные крышки.Где потом покроется пылью, где запачкается и в случае продажи может не будет в глаза бросаться. Вместо заглушек вварил резьбовые вставки+пробки.Можно будет на зиму выкручивать для того,чтобы избежать в дальнейшем таких казусов. Панч-11 3мм,WP-20, WZ-8 диа 3.2, укроченное по длине сопло 6L. р.с. всё-таки 1 метр шва по чугуну это не так просто и легко, хороший фитнес
1 балл
-
Если работаете педалью,то дайте тапку" и поставьте максимальный предел до 170-190 ампер,чтоб удобно было ноге давить. .Если кнопкой,то накрутите 130-150 ампер и большой спад и вы удивитесь ,как красиво льется панч без пузыриков,что от Александра,что киевский,я привык работать панчем навысоких токах и быстро. р.с. у меня обыкновенные китайские сундуки Edon1 балл