Лидеры


.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)

Популярный контент
Показан контент с высокой репутацией 11.07.2021 во всех областях
-
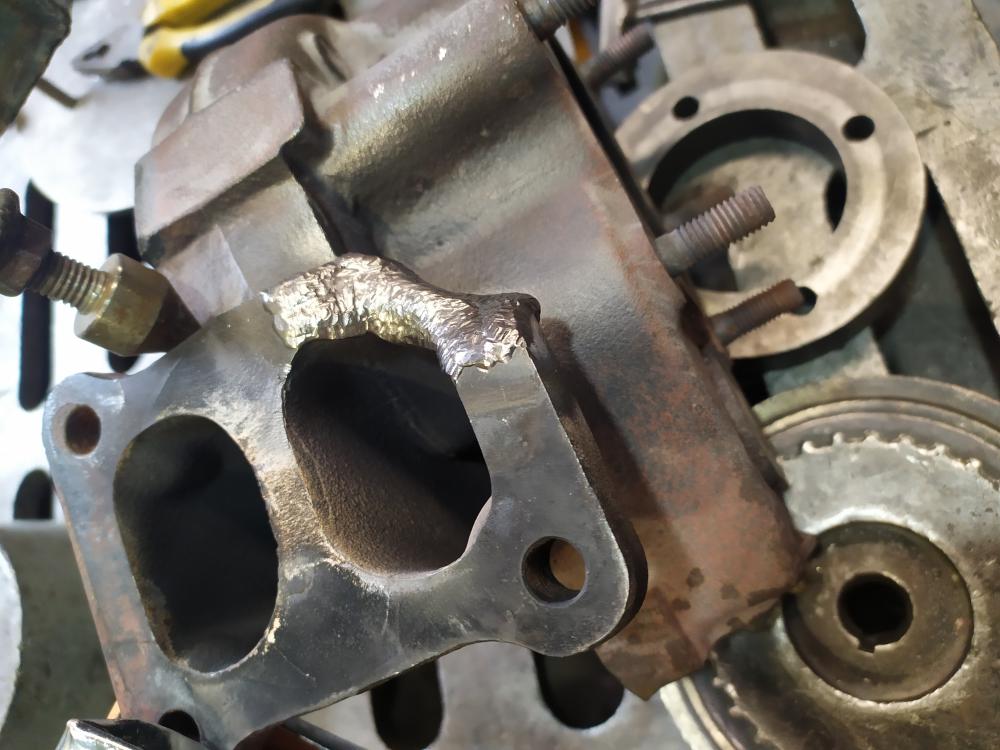
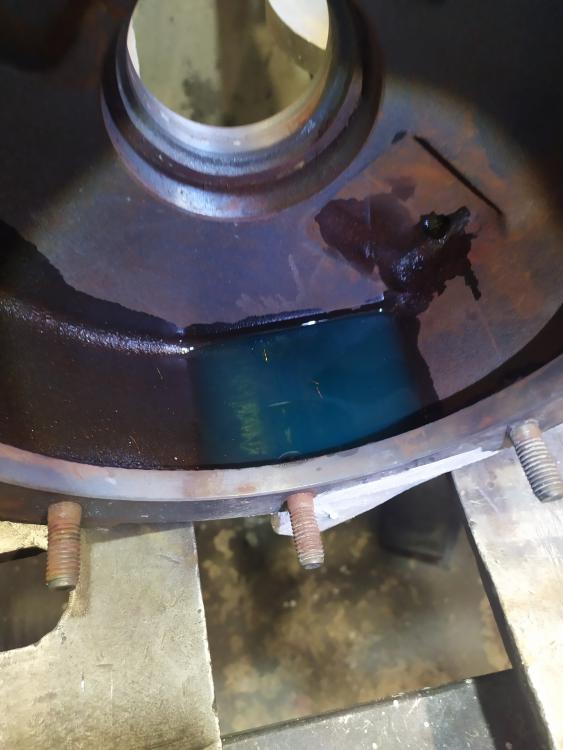
На днях прислали фото на вайбер с текстом,что наш опытный сварщик старался,но не вышло. Предложил или подарить кожух сварному или сдать на приёмку. р.с.Вообще-то надо было в тему "Кроилово" Ушко рванули. Вот здесь к месту 08Г2С после облицовки Панчем. р.с. станочники уже обработали и отдали,говорят,что итоговая работа приятно удивила клиента.
 9 баллов
9 баллов -
@KAMA, скажу, как бывший убежденный адепт рутила (ОК46.00) и крючащий рожу при упоминании основных (УОНИ) покрытых штучных электродов. УОНИ 13/55 ф3 мм и хорошо подготовленные обрезки Ст.3 s=4-5мм - очень хороший трамплин для старта обучения РДС. Не учитесь сварке в Ютубе, это плохая идея. Исключение - ролики от форумчанина под ник-ом Morgmail. Это крупицы действительно правильной информации в основной массе ламерско-манагерского бреда. Однако, это только моё частное мнение. Потратьте n-ое количество денег на нормальный сварочный, у которого хорошие значения холостого хода. Для электродов с основным покрытием напряжение ХХ источника - есть одно из условий стабильного горения дуги.6 баллов
-
Стальные пластинки надо брать хотя бы 3 мм для начального обучения. Зачищать металл сразу надо учиться - варить будет заметно проще. Основными электродами (УОНИИ) хорошо учиться для того чтобы лучше видеть глазами как формируется сварочная ванна, каких она размеров, как себя ведет металл, в общем чтоб уже была зрительная память плюс навык формирования шва (которые пригодятся при сварке зашлаковывающими рутиловыми электродами). Электроды УОНИИ, или основной тип электродов требуют дополнительного "разогрева" во время сварки, так как обмазка горит хуже чем на рутиловых или целлюлозных - для этого варят на обратной полярности (+ на электроде), да и сварочный ток желательно не занижать. Длина дуги - короткая, не больше диаметра электрода, и ими вообще может лучше варить с опиранием обмазки на свариваемый металл, в "козырьке", который получается из обмазки при сварке, расстояния хватает. Из за плохой газовой защиты в начале шва, пока обмазка плохо горит, и из-за недостаточного количества шлака и длинной дуги в конце шва - начало и конец шва бывает вырезают, если нужно высокое качество, герметичность. Для повторного розжига электрода надо аккуратно отбить или сточить козырек и слой шлака на самом электроде, далее может натереть кончик графитом или все таки учиться зажигать электрод - долбить "дятлом" может помочь, или если металла много, то можно размашистыми "чирками" разогреть электрод и ловить "счастье" дальше, ну или учиться разжигать дугу даже после залипания электрода на металл - вращающим движением его "откручивать" и пытаться ловить короткую дугу после отрыва. Рутил-целлюлозные - зажигаются и горят легко, шлака побольше чем у основных, может даже затекать вперед сварочной ванны и ... закрывать сварщику видимость сварочной ванны, а самому металлу перекрывать возможность "залиться" туда где уже сам шлак залился и остыл, что приводит к обычному непровару. Решается эта проблема более правильными "настройками": - достаточная сила тока чтоб дуга отталкивала шлак назад; - длина дуги чтоб была не слишком большая, дуга должна быть сконцентрирована и оттеснять шлак хотя бы с переднего края ванны; - при сварке внутренних углов обязательно проходить сначала нижнюю полку, а потом заливать верхнюю (когда нижняя полка "опорная", а вертикальная полка примыкающая), - если примыкает нижняя полка и есть риск прожога, то придется делать наоборот сначала "врезаться" в вертикальную полку, потом расширять сварочную ванну вниз и немного назад по ходу шва на примыкающую горизонтальную полку, некоторый зазор в этом случае может быть даже желателен; - если походу сварки шлак все таки залил всю сварочную ванну, то лучше остановиться, отбить шлак и продолжить по чистому, ну или практиковать сварку вслепую, навыки на основных электродах здесь как раз и пригодятся, чтобы принудительно формировать шов по памяти, плюс еще может придется практиковать "отодвигательные" манипуляции электродом , но если шлак залил слишком далеко и успел остыть, то ничего уже не получится) Хотя есть "волшебное" средство от всех этих проблем со шлаком - варить под наклоном на подъем. Рутил-целлюлозными электродами можно варить вертикалы сверху-вниз... Хорошо подогнать кромки, чтоб не было зазоров больше диаметра электрода, подобрать правильную силу тока, чтобы дуга был достаточно мощная, чтобы удерживать сварочную ванну и шлак от стекания, передний край сварочной ванны должен быть виден. Вести электрод достаточно быстро, без колебаний, "углом вверх". Чисто рутиловые электроды - разрабытвали их для сварки тонкого металла... на обратной полярности наверное, на более длинной дуге, может... Я в основном варил "рутил-основными" - хорошо подходят для герметичной сварки во влажной среде, по мокрому металлу. Со шлаком рутиловых электродов лучше сразу бороться так чтобы он не затекал вперед ванны - варить немного на подъем, формировать шов чтоб провар был обязательно, без всяких "авосей" и т.п. Если шлак останется в шве, то его придется вырезать, выковыривать, высверливать - короче избавляться от него по любому, прежде чем переваривать место. Целлюлозные электроды - у нас они редкость, специфика у них такая что они могут глубоко проваривать, дают хороший напор газов в дуге, дают очень мало шлака, но качество металла не очень... Используются для сварки корневых вертикальных швов особенно сверху-вниз - получается очень быстро. При сварке вертикалов снизу-вверх, или тонкого металла ими варят с "рывками" - то есть создал сварочную ванну нужных размеров, сделал рывок вперед по ходу шва с удлинением дуги, чтоб дуга не погасла, но и металл не наплавлялся, потом обратно возврат на уже подзастывшую сварочную ванну, и повтор... грубо говоря как сварка с отрывом, но без обрыва дуги. Используется этот прием также для сварки потолочных швов и на "обычных" рутиловых электродах, и т.д. Зазоры - на тонком металле их быть не должно, надо делать частые прихватки, ровнять/рихтовать, потом варить по быстрому. Можно "по-медленному", с отрывом, рутиловыми элктродами, углом назад если в нижнем положении. На металле потолще (от 3 мм) зазоры нужны - если есть требование к сквозному провару, то правильный размер зазора становится очень важной "настройкой". При сквозном проваре в положениях отличных от "нижнего" должна получаться "замочная скважина" - это гарантированный сквозной провар (в нижнем может получиться и без замочной скважины, там еще важно чтобы не было "соплей" с обратной стороны). В вертикалах зазор должен позволять варить хоть с небольшой "замочной скважиной", в потолках - зазор должен быть побольше, чтоб, можно было конец электрода загнать аж вовнутрь и заливать так чтобы не было провисаний "утяжек" на обратной стороне шва. Подбор настроек - по толщине металла и типу соединения оценивается сила тока и толщина электрода. Обычная практика - на 1 мм толщины металла нужно около 40 А тока. Например металл толщиной 2 мм нужно варить ∅ 2 мм, металл 3 мм, можно варить ∅ 2-3 мм. Остальное можно варить ∅ 3+ мм. Фирменные сварочные аппараты отличаются от всякого фуфла, скажем так, погоней не за "мифическими китайскими амперами", а за более правильными характеристиками. Для сварки электродами делают более высоковольтные трансформаторы (в инверторах), они дают более высокое напряжение "холостого хода", более крутопадающую ВАХ, плюс к этому более мощный дроссель, плюс настраиваемый форсаж... и вуаля, можно хорошо варить даже УОНИИ - чтоб и зажигался лучше и дуга чтоб не обрывалась.6 баллов
-
— Приснилось мне, что всю ночь каталась на велосипеде. — А мне, что всю ночь занимался любовью. — Со мной? — Нет, ты куда-то уехала на велосипеде... Россия сейчас поделилась на две неравные части: 1. Как вообще можно прожить на 40 тысяч в месяц? 2. А где вы берёте 40 тысяч каждый месяц? Если ты действительно хочешь знать насколько твоя профессия нужна стране — посмотри на зарплату. На патриотизм стали часто напирать. Видимо, проворовались. (Салтыков-Щедрин) anekdotov.net5 баллов
-
@Точмаш 23,Тут следует учесть,что в первую очередь при упоминании ГОСТа кривятся литейщики.Мне лично практически не встречалось отливок,соответствующих хоть чему-то .Начиная от количества дефектов и заканчивая хим.составом.Особенно этим всем грешат отечественные педалурги.Так,шо как сваривать по ГОСТу неизвестные субстанции непонятно из чего,именуемые чугуном- очень такой вопрос загадочный.5 баллов
-
. Так конечно можно слепить чтобы клиенту отдать, но оно лопнет самостоятельно если не при первом нагреве то при тридцать первом, даже просто от смены времени суток... Ибо ТКЛР работает не только в момент сварки и благодаря разницы в ТКЛР между чугуном и 08г2с шов срежет сам себя через какое-то время просто из-за циклического изменения температуры изделия... . . Понятие то такое есть, но чтобы его применять нужна хотя-бы минимальная теоретическая подготовка ну и минимум - осознание своих действий и их последствий, а не тыканье " на авось ". Вам же не просто слепить две железки нужно, а слепить их так, чтобы железка потом долго и успешно работала. То, что вы пытаетесь сделать называя это "Опыт сын ошибок трудных" это пускание пыли в глаза клиента, типа вот заварил держится... А то, что "это поделие" развалится в дальнейшем и держится оно на соплях остается за кадром. Есть такое понятие "Карго-культ" - https://ru.wikipedia.org/wiki/%D0%9A%D0%B0%D1%80%D0%B3%D0%BE-%D0%BA%D1%83%D0%BB%D1%8C%D1%82 И то, что вы делаете это не "ОПЫТ" а просто повторение ритуала, без осознания реальности происходящих процессов. . Дабы реально нарабатывать опыт и понимать и осознавать свои действия рекомендую почитать следующие книжки - https://www.chipmaker.ru/search/?q=%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0%20%D1%87%D1%83%D0%B3%D1%83%D0%BD&quick=1&type=downloads_file4 балла
-
Самый важный момент - для сварки алюминия нужен аппарат с режимом сварки на переменном токе, а для черного металла и нержавейки - достаточно иметь режим на постоянном токе. Вам нужно определиться с толщиной и габаритами свариваемых деталей, таким образом определитесь с требованиям по максимальному току и ПН для аппарата. Когда будете знать характеристики аппарата, который вам нужен - можете выбирать уже исходя из второстепенных характеристик - дополнительные режимы, длительность гарантии, репутация фирмы, цвет корпуса, стразы и диско-огонечки на передней панели.3 балла
-
Деревенский кузнец сказал своему новому подмастерью: – Сейчас я выну из огня подкову, положу на наковальню и, как кивну головой - бей по ней молотом. Вот так подмастерье сразу стал кузнецом - Первобытные люди ничего не делали без материальной необходимости или выгоды. - А наскальные изображения? - Это инструкция по охоте - YouTube тогда ещё не было... У камня желаний: Вариант 1 - Ты получаешь сразу 1$ млн. Вариант 2 - Ты получаешь по 50 рублей каждый раз, когда тебе врут. Выбираю второй вариант. Чуть позже дома. - Мама, как я выгляжу? - Отлично, сынок. СМС на телефоне: "вам зачислено 100р".3 балла
-
Так это бронза получается.2 балла
-
@Goodwin 359,Разница в степени проплавления основного металла.На шлифах отчётливо видно.2 балла
-
@Goodwin 359, думаю, что это очень удобно, быстро, эстетично и качественно. По последнему пункту не претендую на соответствие нормативным документам.2 балла
-
Что касается металлургов, то это отдельный разговор- там достаточно своих проблем...,а относительно ГОСТа,... карты дорог показывают дороги, но не обозначают рытвины на них.2 балла
-
Ваша задача не относится к сложным задачам. К примеру, возьмите чугунную сковородку с 4-5миллиметровй стенкой, разрежьте дно диском в середине - длина реза миллиметров 150 и попробуйте заварить...это будет сложнее. Вам раньше дали ссылку на "добротную" литературу, а я добавлю еще одну ссылку на ГОСТ - Сварка дуговая конструкционных чугунов. https://docs.cntd.ru/document/1200017795. Многие на этом форуме при упоминании слова ГОСТ начинают кривится, ухмыляться, усмехаться и т.д. и т.п..,что нам ГОСТ, вот дядя Вася нам говорил... Сейчас появилось много видео от различных людей в интернете, как они что-то сваривают - в общем, кто на что горазд. Люди смотрят и пытаются копировать, принимая это за норматив, но в большинстве случаев этого не надо делать. Что такое ГОСТ ? Это "техническая библия" в которой изложен выверенный материал, собранный и обобщенный опыт различных организаций, занимающихся данной проблематикой. Материал прост в изложении. Откройте этот ГОСТ и прочтите...найдете много полезной для себя информации.2 балла
-
Тогда чего Вы хотите от сварки? Панч это Вам не средство "от смерти", даже при соблюдении технологии. Если деталь "убили" до Вас.2 балла
-
Тогда на кой ляд в металлолом лезть? Вам наверное скучно...2 балла
-
@Isperyanc,Да2 балла
-
Опыт нарабатываю.
2 балла
-
Ну да ...с ними,этими блогерами.Я с пятницы " звильненный за власним бажанням".Заводская карьера окончена.И как и следовало ожидать ничего мне хорошего не принесла.Буду выкладывать остатки заводских будней. 5 миллионов Du formst den Stahl seit vielen Jahren. Ты много лет стоял за станком, Hast Schmerz und Tadel lang ertragen Превозмогая боль и упреки, Gekrümmter Rücken ohne Klagen Не разгибая спины и не жалуясь, Bist du auch deine Schicht gefahren. Брёл на смену. Schmutz und Dreck hat Tradition. Грязь и сажа – привычное дело. Wie der Vater, so der Sohn. Яблочко от яблоньки… Schmutz und Dreck hat Tradition. Грязь и сажа – привычное дело. Wahre Arbeit, wahrer Lohn. Честная работа, честная зарплата. Von der Stirne heiß rennen muss der Schweiß. Должно сойти сто потов, Von der Stirne heiß rennen muss der Schweiß. Должно сойти сто потов. Eine letztes Mal spürst du die Glut. В последний раз почувствовав раскаленные угли, Das erste Mal fühlst du die Wut. Ты впервые почувствовал ярость. 5 Millionen vor den Toren. 5 миллионов рабочих перед воротами завода: Auf den Bannern Zukunftsvisionen. На плакатах — картины будущего. Du bist einer von Millionen. Ты – один из миллионов. Die Zukunft muss sich lohnen. Будущее должно быть продуктивным. Du warst der Held im Funkenregen. Ты был героем в снопе искр, Dem Werk gabst du dein ganzes Leben. Ты отдал заводу всю свою жизнь, Du bist mehr als eine Nummer. Ты больше, чем запись в картотеке, Die Lage füllt dein Herz mit Kummer. Положение заставляет твое сердце обливаться кровью. Du fühlst dich dreist belogen. Ты чувствуешь себя трижды обманутым, Auf deiner Fahne stehen Parolen. На твоем флаге красуется слоган, Im Gesicht da steht die Warheit. А на лице – правда. Du wirst kämpfen für die Arbeit. Ты будешь сражаться за свою работу. Монтаж какого-то фанюка и плаза для него.Сверловка 16о-ти отверстий и нарезка резьбы м 20.
2 балла
-
1 балл
-
@Schlosser, Спасибо)))1 балл
-
. По ссылке вроде всё про "культ-карго" разьясняется. . Карго-культ я упомянул в том контексте, что многие неудачи и проблемы возникают в основном от необдуманных действий после просмотра роликов на ютубе и просмотра фоток на форумах. Каждая чугуняка обычно требует своего подхода который для другой чугуняки может быть неприемлем в корне. Разные типы сварочных материалов так-же требуют разного типа подхода к процессу. Так, что примененное мною понятие "Культ карго" можно перевести как "бездумное повторение увиденного" в ожидании правильного результата.1 балл
-
@ReseD,что конкретно делаете? Возможно, под ваши задачи, ваш первоначальный выбор - полуавтомат, лучше.1 балл
-
Теперь о главном. Прокалил 400гр 3 часа. - Если вы собирались произвести графитизирующий отжиг, то температура должна быть выше 400 С...ничего это не дало в принципе. Прошел ПАНЧ-11 на ПА корень,снова в печь - Это еще зачем? Дальше перекрыл 08Г2С и снова в печи на плавное охлаждение. - Значит, корень вы проварили панч 11, а разделку заполнили 08Г2С и вдруг появилась трещина?..а вы ждали чего-то другого? Я бы еще как-то мог понять, если бы вы облицевали кромки панч 11, а потом заполнили разделку 08 Г2С, но корень) панч 11 , а потом 08Г2С ..зачем? Вы вообще понимаете, что вы делаете?1 балл
-
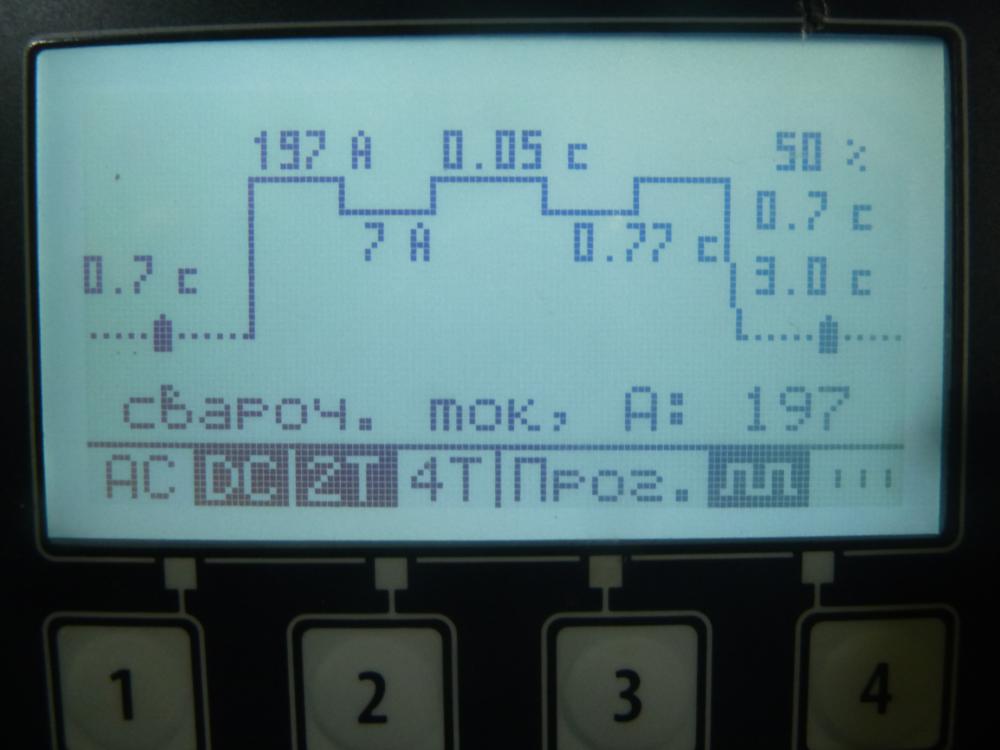
@Vanguard, Вань, ну расставь уже все точки, 300А фдуй, да на камеру!1 балл
-
— Как жизнь? — Да как тебе сказать... Как на корабле: горизонты широкие, перспективы в тумане, деваться некуда, тошнит, но плывешь. Вторую неделю мучаюсь вопросом, какой вариант правильный: "Две белки вылезли из своих: 1) Дупл 2) Дуплов 3) Дуплищ 4) Дуплей 5) Дупел... ", для осуществления своих 1)Мечт 2) Мечтов Объяснительная грамота. Я, раб божий Васильев Дмитрий Михайлович, на 30-й минуте управления басурманской самодвижущейся повозкою Мазда 323, будучи одержим бесом высокомерия, впал в грех нарушения заповедей трактового передвижения. На перекрестке дорог Просвещения и Энгельса (да будет проклят этот антихрист!) я, пренебрегши тем, что семафор червленный свет показывает, при повороте одесницу не пропустил пешехода — отрока с божей тварью псом Тузиком. Нижайше прошу обратить внимание, что Тузик не был намертво принайтован нашейным вервием. Тузик, одержимый праведным гневом на басурманскую мою повозку, начал лаяти и под колеса мне бросился. Обуянный жалостию ко всякой твари божией я применил экстренное торможение. В тот момент отроковица на повозке богомерзкой Хьёндай Гетц совершала маневр перестроения за мною, в результате из-за моего экстренного торможения совершила наезд в мою телегу сзади (схема и список повреждений прилагается) От удара повозка моя продвинулась вперед и задавила Тузика нахрен. От полученных повреждений тварь божия Тузик преставилась на месте. Признавая за собой грех нарушения пп. 1.3 и 1.5 Заповедей готов понести епитимью и пожертвовать районному храму Воинов Дорог белого быка. В порче же повозок виновным себя не признаю, поскольку отроковица не соблюдала дистанцию, законом свыше нам данную, и вообще бабой неразумной является, причиной грехопадения Адамова. anekdotov.net1 балл
-
Что, серьёзно? А я то не в курсе был, варил и не знал. Тоже смотрел, этот "сенсей" даже инструкцию изучить не удосужился.1 балл
-
Если бы всё было так просто. Сварщики всё таки не волшебники, они не исполняют желания, а как и все подчиняются всеобщим законам. Хорошие аппараты всегда нужны (как и остальное оборудование и инструменты), с ними есть стабильность, они работают лучше, дольше, выдают заявленные параметры и не компостируют мозг.1 балл
-
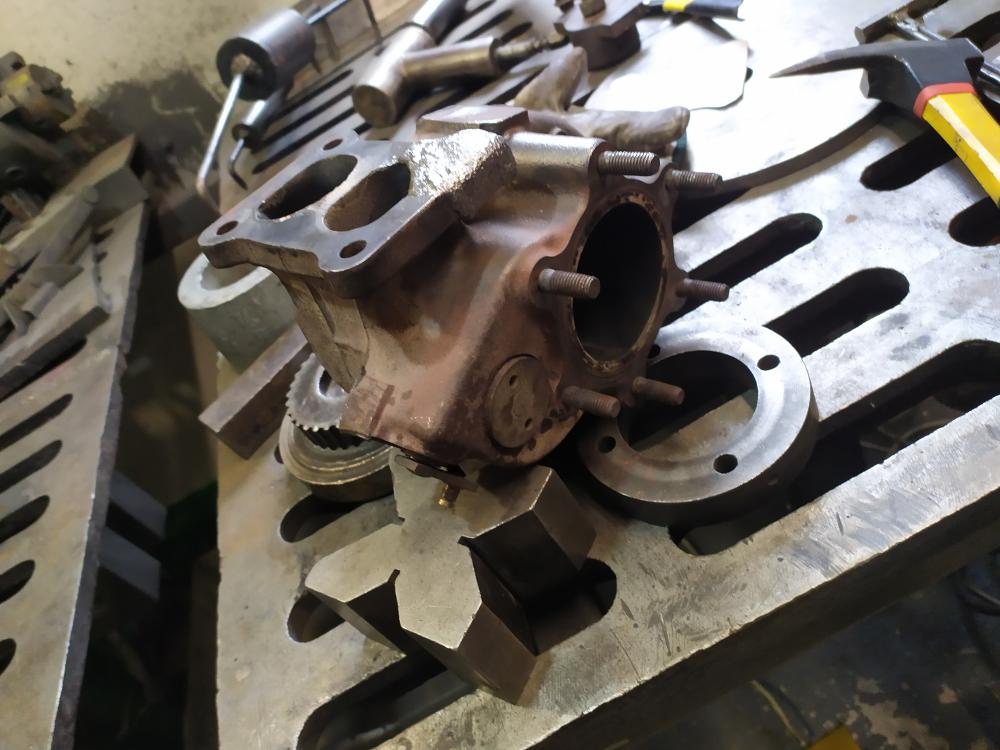
Недавно привозили выхлопной коллектор УАЗ двигатель 100 , хозяин сказал 2004 года с Москвы мол , было оторванно ухо все подготовил снял фаски пробую варить тиг в постоянном токе а чугун кипит и в капли скатывается и Панч 11 брал и мнжкт проволоку ни в какую , тут же беру старый коллектор ваз2108 снял фаски на холодную ванна чиста проволока и та и та растекается заподлицо с металлом , конечно не спец я но так понял что это уже отработавший коллектор выгорел наверное там весь чугун, пробовал варить па обычной проволокой св08гд2 прихватки чистые кипения не было ,понимаю что возможно это не дело и может прихватки эти держать не будут ,но варить па его не стал фото нет1 балл
-
Мне без разницы заказан новый корпус или нет. Вы выставили непонятное фото и задали вопрос. Я вам ответил,что всё делается. р.с. панч-11 идёт неплохо даже на холодную.Просто бегаю между детальками,чтоб температура не была сильно высокая и чтоб не упала. Нормалёх! Свариваю,кую,..
1 балл
-
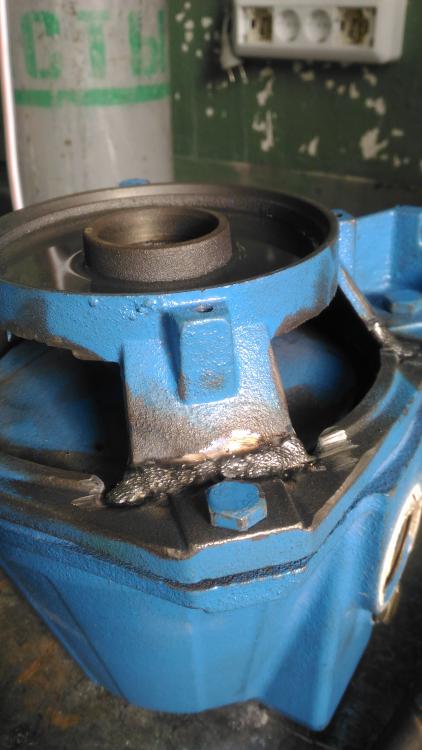
И я наконец отмечусь в этой теме. Пару недель назад приехал ко мне ПАНЧ11, наконец-то попробовал - что это за зверь. Специально для этих целей лежали 2 размороженных насоса... Результат очень порадовал - только пара небольших пор, хотя настроился на долгий и тернистый путь, не ожидал такого от чугуна с дешевого насоса, тем более что прихватки от ПА кипели очень сильно.
1 балл
-
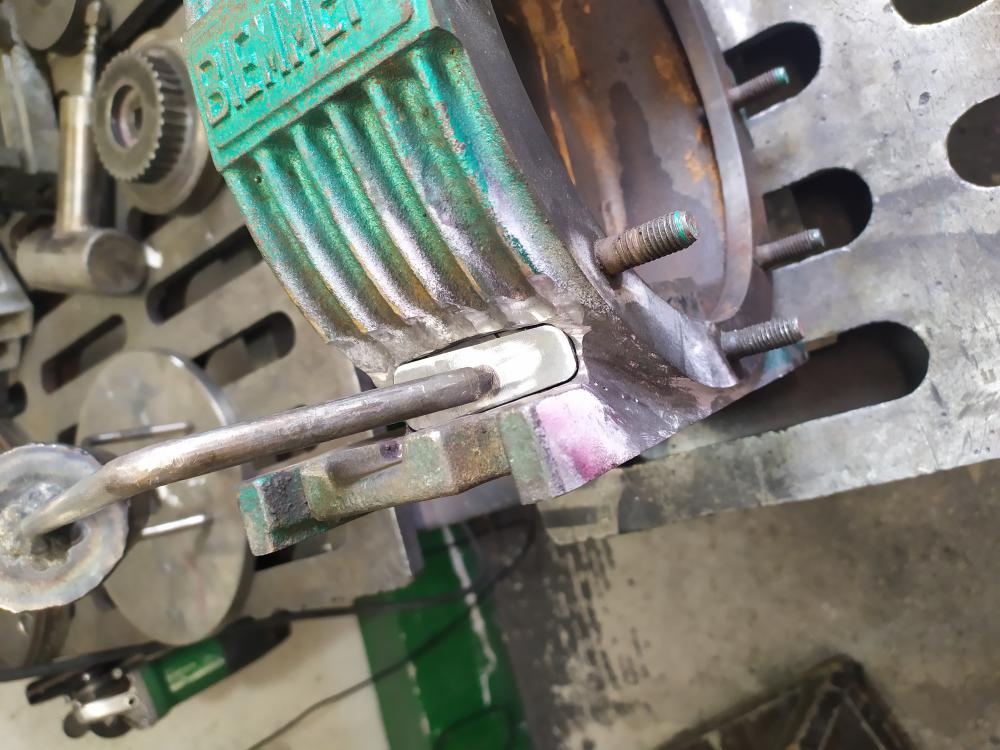
Восстановление привалочной поверхности компрессора КиА (автобус). Наплавка МНЖКТ. Ручная доводка. Можно было шлифовать, но суббота, впрочем и ручная доводка несложная...пару часов на всю работу)
1 балл
-
Сегодня швея-мотористка принесла по виду чугун, напильником по скаблил вроде чугун. Запчастюля ну очень мелкая.Заварился хорошо
1 балл
-
Очень не нравится исправлять после кого-то ковыряние электродом, но иной раз приходится ,т.к. постоянному клиенту "по наследству" из Италии пришло. Место довольно таки неудобное,тем интереснее. Всё по схеме - выборка фрезами, шаблон,латка (потом отжигал), сундук Edon-315, педаль, панч-11 "александровский", горелка водянка WP-20, вольфрам 2.4мм,сопло 5L.
1 балл
-
Абсолютное баловство. Легкая развлекаловка с чугунами, но это неплохой заработок)... В общем, это по поводу проковки швов...где надо проковывать, там надо проковывать, а где не надо, там не надо...сварка на холодную.
1 балл
-
Да производятся и кто такое чудо снимет с производства ? , вот имя и цвет поменяли остальное все осталось по прежнему но может что и нового добавили , команда инженеров Selco сохранена и работают и это самое главное . https://www.selcoweld.com/it/prodotti/generatori-inverter/genesis/tig-ac-dc/genesis-2200-ac-dc.html Можно и в импульсе и вот даже зазорчик был но все как надо прошло,,,,,, , одиночный долгий и нудный .
1 балл
-
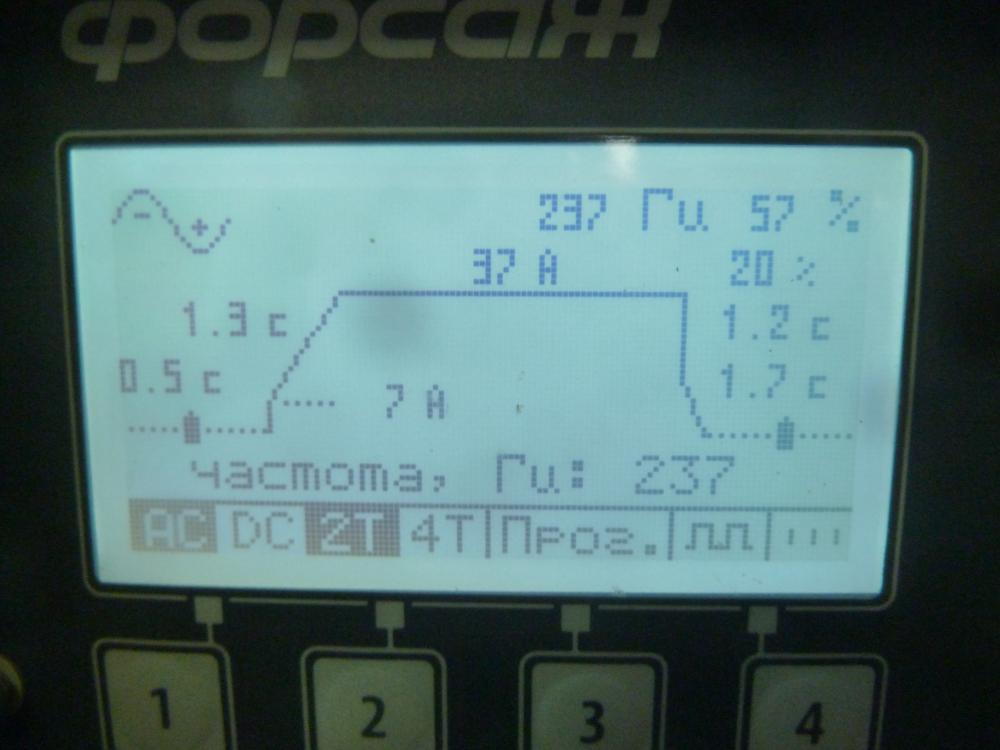
https://aluminium-guide.ru/alyuminievaya-pivnaya-banka-konstrukciya-i-materialy/ Но вот сподобился поучить Форсаж315 привычкам Selco Genesis 2200ac/dc , да и крепость руки и орлиный глаз с окуляром проверить, обучается нормально одно немного не то поджиг не сам он , а дуга иногда загорается с пердежом и это напрягает на баночках , у Селко четко искра и дуга какая положено на кончике, да ладно и бум показывать. Сразу о технологии и она в сим деле главное , все очистить как у кота , баночки в стык и очень тоньки и будет корежит ее как "черепаху " и по сему чтобы этого избежать во внутрь скрутил колечко нерж 0.5мм очень пружинистая и баночку подпирала , можно когда надо Ал колечко и достаточно 2- 3мм ширины и оно сплавиться и будет типа обратный валик , но сие для может какой детали и посли сварки уже не разберешь ее, а вот баночки можно и распилить да вам показать что там из нутри твориться , ,,,, да все нормально и там . присадка 1.6мм 4043 , ток оптимально для меня 37 А и работаем на спаде , вольфрам зеленый 1.6мм, балансы и прочее на дисплее аппарата. Ну и на мотоблоке увеличили колею с 610мм до 700мм колхозных , чтобы грядки пошире были стандарт колхоза, скоро сажать картошку
1 балл
-
@Yuvellir77, Турция, Яшиловаджи, АЭС Аккую По зарплате у сварщиков в зависимости от того, сколько часов отработано. Кто ходит шестидневку по 12часов минус час обед в районе 270-290 часов отработки в месяц, плюс разряд, плюс сложность работ - где-то от 150 (это со слов сварных если не врут). Вахта три на месяца, но хороших сварщиков всегда просят остаться. Есть кто уже больше полгода здесь, по желанию, насильно не оставят. Кто работает в Российской компании через три месяца домой обязаловка, а кто в Турецкой у тех договор на год их тоже отправляют домой через три, но если ты желаешь остаться, и у тебя есть разрешение, и руководство ценит тебя тоставайся без проблем. Ребята говорят: "Еще бы питание получше, то можно и не выезжать. Курятина, козлятина и субстанция в виде борща с гречкой или макаронами быстро достаёт.
1 балл
-
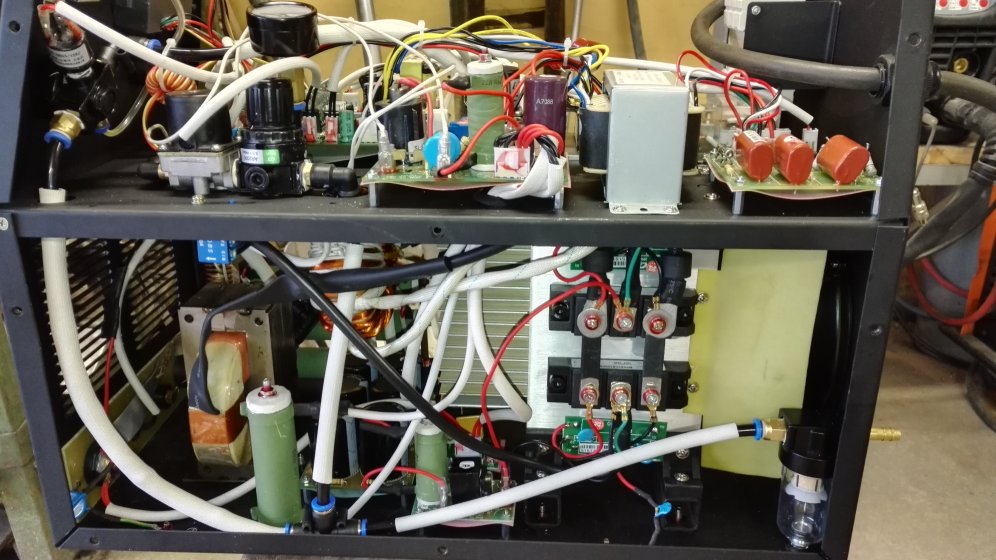
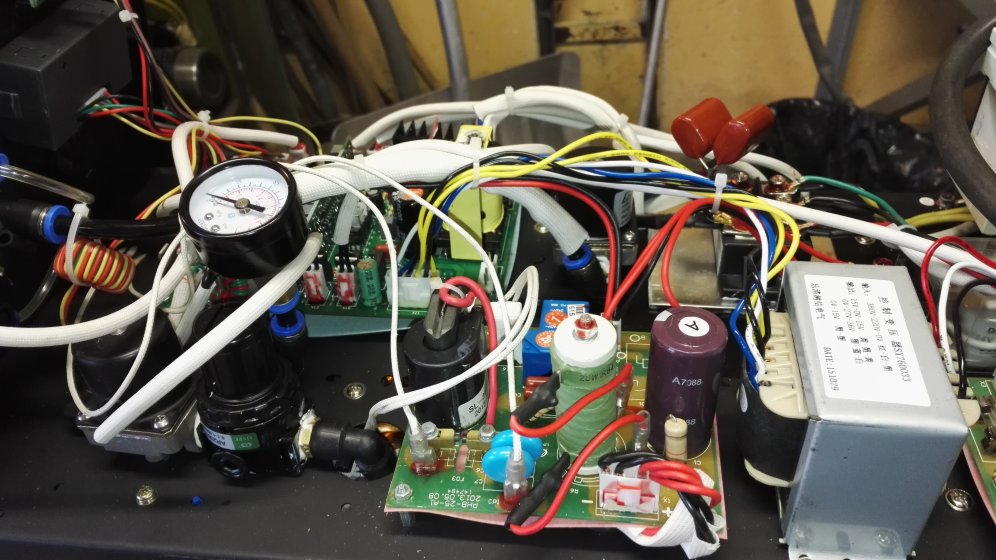
вот пришел мой плазморез. http://www.ebay.com/itm/181688958318?_trksid=p2057872.m2749.l2649&ssPageName=STRK%3AMEBIDX%3AIT сначала хотел 70А купить, но прикупил 90А. все собрал все работает. так как силовой кабель был коротковат я разобрал аппарат и заменил кабель на более длинный. ну и заодно сделал фото потрохов. самый толстый металл который резал это 10мм. (толще просто нечего разрезать) 10режет как нож масло.
1 балл
-
А вот из за чего собстно и все мои хлопоты : На работе стоит оборудование , которое требует постоянных регулировок . А отверстий\пазов , нигде не хватает ... Не все конечно,имеет подобные толщины. Это я привел как самый вопиющий пример . Но очень очень желательно , что бы аппаратом моно было такие места расшарошивать .
1 балл