Лидеры




Популярный контент
Показан контент с высокой репутацией 07.04.2021 во всех областях
-
Вчера и сегодня: Ещё камазку чинил того чувака, шо бак 3 дня мучил, но получил за 1. Так бы взял 500рэ, но взял рубль. (Шпильки со ступицы извлёк, цепочку к выхлопной приварил и крючок на стяжке выровнял и приварил). Клиент недоволен. Насрать. Меньше всякой хренью задалбывать будет. Плитку доложил. Вторую комнату отжал: Пока как склад всякой фигни использую. Надо будет полы сделать и свет нормальный, будет для грязных работ. 2 двери внизу мои:
 10 баллов
10 баллов -
Добрый вечер форумчане, сегодня получил посылку самое интересное откуда , но сразу понял что с форума она , созвонились и все верно вышло Петр круазик спасибо вам
7 баллов
-
Стол ресепшн . Лист 1мм стыки без подложки + химическая обработка + работа отделочника + покрытие лаком )
7 баллов
-
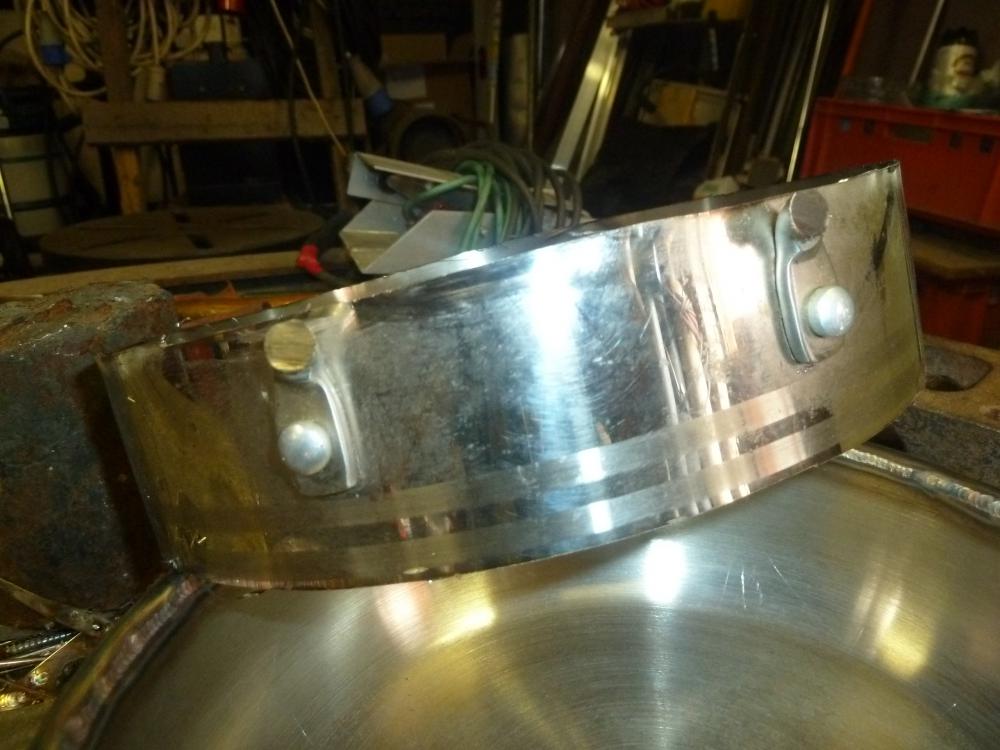
Александр , подход к каждой "кошке " свой и все получиться . Вот выкладывал но еще раз покажу , где то не известно где пожилой женщине из деревни взялись приварить ручки , не они не отвалились так как сквозные на "расклепе" но потекли . в общем пришлось ей из кастрюльки сварганить полу кастрюльку , но довольная и сим . Не ну после просмотра ты все таки займись "ручками " сваргань подкладочку радиусную из 5мм алюминия и...........
6 баллов
-
6 баллов
-
@Kurt1, Сегодня уже Миш все по фен шую притащили от станочника собранный шток мне осталось только обварить,
6 баллов
-
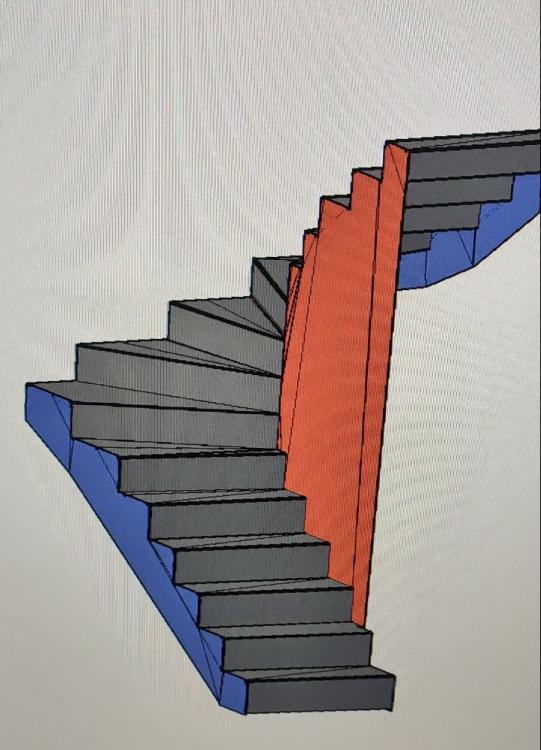
Сегодняшняя лестница ,сложилась практически без проблем ) главное 10 раз подумать на начальном этапе прежде начать сборку
5 баллов
-
Делюсь опытом... Если сколота часть резьбы и болт встает плотно, то можно сделать следующее. Закручиваем болт, наплавляем бОльшим током чем обычно максимально близко к резьбе и потом пока не остыл алюм проковываем аккуратно шов молоточком. Проворачиваем болт и далее в той же последовательности. Не одна резьба восстановлена этим способом.5 баллов
-
Привет. Так выглядят трещины: снаружи итог: внутри итог: так намазал мелом и проверил на керосин, протечек нет:
4 балла
-
@Wаsек, Василий привет! Диски ( иначе называются коралловые) для снятия краски ,ржавчины и оксидов с металла , не оставляют глубоких царапин. Только на торец не выходи, быстро изнашивается. Щетки для браширования древесины, как ни как, работаешь с ней. Собирай через шайбы, в пакете были, пользуйся.Иногда щетками пользуюсь для обработки алюминия, прикольная структура получается.4 балла
-
Здесь заказчик один прислал видео как он пользуется нотчером для врезки в стояки.4 балла
-
Чем больше погружаюсь в эту тему, тем больше блогеров видио которых смотрел и пытался чему то научится превращаются в не тех за кого себя выдают. Как то в видео про сварку алюминия было сказано что ее аппарат (а он у нее сами понимаете не в придорожном магазинчике куплен) не делает почему то шарик на электроде и почему она не знает. Но на сколько мне стало известно из полученных знаний, шарик делает не аппарат а законы физики (электроны еще не кто не завернул в обратную сторону) и чем дольше делаешь на аппарате зачистку тем больше шарик и далее электрод вовсе оплавляется/разрушается. В каком то видео сказано зачистку можно большую не ставить так как у нас линза и потока газа хватит для зачистки и это про сварку алюминия. Жесть.4 балла
-
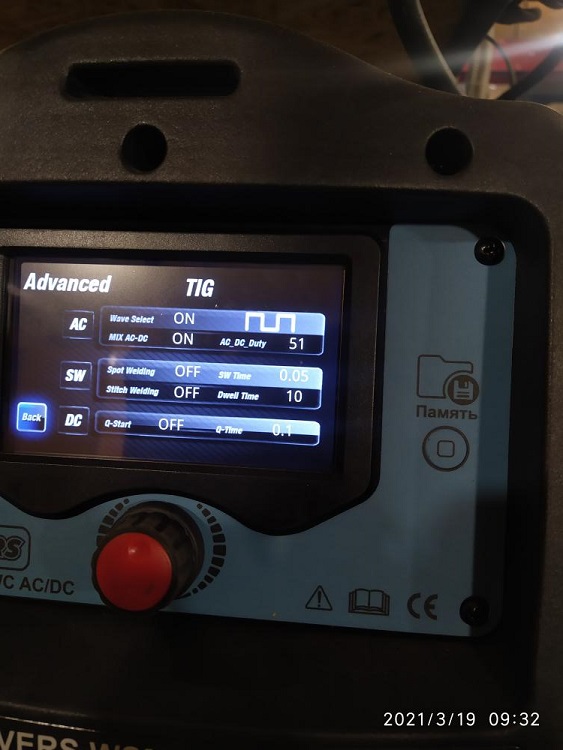
Всем добрый вечер , форумчане привет давно ничего не выкладывал фото поднабралось вскоре выложу , вчера забрали груз от техсвара теперь у меня 315 Гроверс и бво к нему время идёт нужно двигаться вперёд собрал проверил поварил машина конечно хороша и интересна , Алексей Тех свар отдельное вам спасибо за оперативность приятно иметь дело , сделал новый стеллаж под аппараты , спасибо большое вам форум что дали мне возможность работать и развиваться спустя время смог приобрести себе новый аппарат для работы крепко жму всем руку, подредактируйте пожалуйста фото с телефона грузил не знаю как выложит
4 балла
-
Это может просто "паутинка" при литье усадка и бывает такое . В общем задача ,,,, проверить тщательно лупой мощной как с одной стороны так и с другой и на какой либо стороне "паутинки " не должно быть , в общем тщательно рассматриваем - анализируем и заплатку всегда успеем , но скорее она там не к чему , ну и проверка на герметичность последняя инстанция .3 балла
-
Как говорит один коллега- В Ютубе[по сварке]-тусовка дилетантов и мракобесов.....3 балла
-
Куда отдает и какую температуру? Чушь какая-то. Понт это и красиво сделать можно. Его и в ювелирке используют и красиво анодируют.3 балла
-
@Шурпет,они /велдеры/ прочитали «справочник сварщика» 75года ну и жгут
3 балла
-
В конце видео. после 8.45...3 балла
-
@Шурпет, это титан, на нерже так красиво не будет.3 балла
-
Кованые алюминиевые колесные диски Горячая ковка и холодная раскатка Кованые алюминиевые колесные диски являются цельной деталью, которая изготавливается из одной заготовки металла путем горячей ковки с последующей горячей или холодной ротационной деформационной обработкой (раскаткой) и обязательной механической обработкой. Технология ковки позволяет реализовывать самый разнообразный дизайн, почти так же как в литых дисках. Ковка всего колесного диска из одной заготовки обеспечивает ему более высокие прочностные свойства и меньший вес по сравнению с составными конструкциями, а также и, конечно, со стальными колесными дисками. Рисунок 1 – Кованые алюминиевые колесные диски производства фирмы Alcoa для «тюнинговых» автомобилей Преимущества кованых алюминиевых колесных дисков Кованые колесные диски обычно на примерно 25 % легче литых дисков. Хотя литье и является более дешевым процессом, литые колесные диски показывают значительно более низкие механические свойства, чем кованые колесные диски. Составные кованые колесные состоят из двух и больше деталей, которые соединяются между собой различными способами. В некоторых составных дисках применяют болтовые соединения, в других – сварку или даже адгезивные материалы. В любом случае соединения в составных колесных дисках действуют как концентраторы напряжений и местом возникновения усталостных трещин. Болтовые соединения могут быть источником вибрации или ослабевать. Кованые алюминиевые колесные диски превосходят литые алюминиевые диски, особенно в отношении ударной и усталостной прочности. Кованые диски вообще не разрушаются при ударных испытания, тогда как именно ударные испытания являются проблемой для литых колесных дисков. Повышенная усталостная прочность кованых дисков дает конструкторам возможность дальнейшего снижения их веса, в то же время, оставаясь по усталостной прочности не хуже литых дисков. Рисунок 2 – Кованые колесные диски: разнообразие вариантов дизайна Преимущества ковки алюминия 1) Процесс ковки дает возможность полного использования свойств материала в отношении: механических свойств; вязкости; усталостной прочности. 2) Технология ковки позволяет достигать очень жестких допусков по размерам колесных дисков. В кованых колесных дисках не бывает пористости и раковин, что означает их высокую надежность. 3) Поверхность кованых колес дает более широкие возможности для ее конечной отделки. Алюминиевые сплавы для ковки дисков Стандартными сплавами, которые применяются для кованых алюминиевых колесных дисков являются термически упрочняемые сплавы системы легирования AlMgSi (серия 6ххх): 6082 в Европе и 6061 в Северной Америке. Полное обозначение алюминиевого сплава 6082 по Европейскому Стандарту EN 573-1 выглядит следующим образом: EN AW-6082 или EN AW-AlSi1MgMn, а сплава 6061 – EN AW-6061 или EN AW-AlSiMgCu. Сплав 6082 – это аналог отечественного алюминиевого сплава АД35, а сплав 6061 – сплава АД33 по ГОСТ 4784-97. Кованая микроструктура алюминия Ковка вытягивает микроструктуру металла вдоль направления течения металла (рисунок 3) и тем самым позволяет полностью использовать потенциал сплава по прочности и вязкости. Рисунок 3 – Вытянутая зеренная структура алюминия в кованом колесном диске (источник – фирма Alcoa) Хотя и кованые, и литые колесные диски должны отвечать одним и тем же техническим требованиям по прочностным характеристикам и показателям надежности, кованые диски более устойчивы к перегрузкам и неправильному применению. По сравнению с литыми дисками, кованые диски проявляют более высокую усталостную выносливость благодаря отсутствию пористости и наличию мелкой, гомогенной микроструктуры (рисунок 4). Кроме того, плотная деформированная микроструктура позволят достигать буквально зеркальной поверхности дисков после механической обработки их алмазным инструментом. Рисунок 4 – Кривые усталости для кованого сплава AlSi1MgMn-T6 (6082-T6) и литого алюминиевого сплава AlSi7Mg0,3-T6 (источник – фирма Otto Fuchs) Изготовление кованых алюминиевых колесных дисков Традиционная технология изготовления кованых алюминиевых колесных дисков включает несколько ковочных операций, грубую механическую обработку, термическую обработку, финишную механическую обработку и различные промежуточные и финишные обработки в зависимости от конструкции и дизайна. Технологическая цепочка фирмы Otto Fuchs для изготовления облегченных кованых колесных дисков, впервые примененная еще в 1995 году, включает этапы, которые показаны на рисунке 5. Рисунок 5 – Технологическая цепочка изготовления облегченных кованных колесных дисков на фирме Otto Fuchs (источник – фирма Otto Fuchs) Источник: European Aluminium Association, Сварка - 4043, 53563 балла
-
Заказал маску, приехала быстро, упаковка на высоте, качество огонь))) Доволен как слон))) Спасибо)))
3 балла
-
4043 https://aluminium-guide.com/deformiruemyj-alyuminievyj-splav-6082/ Но еще лучше вот это , но где его взять,,, и термообработка нужна но это уже не критично и можно сделать .
3 балла
-
@Глобул канеш подобные лестницы на коленке не делаются . В любом случае замерять , нарисовать и порезать на плазме с учётом всех нюансов это только 50% успеха . Казалось бы все готово и чё там собирать ? Сборка заняла два дня вдвоем . Если например начало марша собирать с помощью кувалды , значит что-то не так уже не так и даже если насильно воткнуть что-то в замки то это обязательно вылезет боком через несколько ступеней дальше уже с более серьезными последствиями3 балла
-
Вадим! Метод действительно действенный, но ..... не всегда. Самая большая проблема — пара алюминий - сталь. Как правило в такой паре происходит сильное корродирование алюминия и проблематично полностью вычистить резьбу. На головках фур есть пакостное место, которое водилы называют "очками" (крепление корпуса фары и облицовки подножки.) Часто там также трескает. Так вот взял последнее время себе за правило без лишних движений сразу обрезать бобышку с резьбой и приваривать или другую, или просто часть люминиевого кругляка с последующей сверловкой и нарезанием резьбы. Также часто бывают случаи, что пробовать на авось может вылиться в переделывание всего по другому разу. тогда уж лучше делать надежно, сразу и гарантированно.3 балла
-
Коллекционирую пивные банки и тут мне попалась в руки банка тяжелее, чем обычная почти в 2 раза - 31 грамм против 17. Решил, что на ней алюминий потолще. Купил еще одну на опыты. Оказалось, что банка с нержавейки! Первый раз такую вижу, даже не знал, что такие существуют. Но варить ее не интересно - сильно просто
3 балла
-
Оксидная пленка. Примерно тоже, что и окалина на стали после прокатки.2 балла
-
@Кустарь, А то дядь, главное чтоб не пахло ))))) я уж когда отправил понял что написал.2 балла
-
Можно еще горелкой пропановой, бутановой легонько прогреть. При наличии трещины, как правило масло полезет, при дефектах литья, как правило масло не будет лезть. Но самый простой способ — керосин и мел.2 балла
-
акробат, однако .2 балла
-
Если назвался учителем изволь правильно излагать материал. Или - Интернет это виртуальная жизнь, кто то берет такси и едет в библиотеку, а кто то в публичный дом. Надо что то про нержавейку спросить, а то забанят Есть кастрюля у которой отвалились ручки, вернее они были не металлические и со временем отгорели. Имеется желание приварить нержавеющие. Подскажите какой присадкой лучше воспользоваться?2 балла
-
Злые вы... Собрались тут пред- и пенсионного возраста и начинаете молодую девку обсуждать. А ведь почти уверен, что большая часть отозвавшихся, вот так с первого раза,, да и включительно со мной не положит таких швов, как она. А ей вроде как и тридцатки еще нет. Хотите поправить, идите на канал и в комментах поправляйте. Сейчас жалею, что выложил это видео. Хотел просто показать цвет анодированного титана.2 балла
-
"титан отдает еще быстрее температуру чем алюминий" Ржу не могу... ни чего они не читали. Просто делают красиво, чтобы покупатель хавал. И ведь действительно красиво. Другое дело, что ... "почему нет полного провара? Это впуск и тут нет нагрузок" ... Нет слов. В общем, тюненГ это красиво и ладно, на долгий период эксплуатации не рассчитывается, не для того оно делается.2 балла
-
Извините, но мне кажется вы цитируете только выдержки с сайтов, создавая темы и бутафорию знаний... А вот Сергея @Serj55441, надо не цитировать а конспектировать! То что вы с небрежностью перетаскиваете чужие статьи с других сайтов и не форматируете с исправлением ошибок, это говорит о вашем неуважении к читающим, типа и так проглотят, плюс перегружаете хостинг а он не безграничен, хотя можно обойтись просто ссылками на материалы с кратким пояснением.2 балла
-
Мои башибузуки ))
2 балла
-
А тебя ещё нет разве православного метчикодержателя?
2 балла
-
Мы разговариваем как слепой с глухим. Вы же подрядчик? Должны знать нормативные документы, по которым выполняете работы? Если монтируете/строите корпус АБК - то в рабочем проекте есть ссылка либо на СП 70.13330, либо на РД 34.15.132 по сварке металлоконструкций. Если есть железобетон, то РТМ 393. А уже в них есть требования по аттестации. Если монтируете тепловой узел теплоснабжения, то это СНИП 3.05.03. И так далее.И там везде НАКС требуется. Если конечно заказчик и технадзор грамотные. И, повторюсь в третий раз, если я не знаю требований по аттестации сварщиков на сантех системах - то я прошу доказать/ обоснованность этих тебований заказчика/технадзор. Все очень просто. Если вы так же разговариваете с технадзором заказчика, то я понимаю их слова о леденце. И еще раз: все требования об аттестации могут быть: в обязательном порядке - в нормативных документах, указанных в рабочем проекте; в договорном порядке - в ТЗ, в договоре подряда (список исполнительной документации)1 балл
-
1. Область соответствующую виду ОПО 2. Владелец ОПО; проектировщик ОПО, Можно заказать расчёт на стороне. 3. Данный повышающий коэффициент к сметным расценкам не предусмотрен т.к. он отсутствует в проекте или иной технической документации, кроме того, аттестация сама по себе, не является усложняющим фактором и условием производства работ. Химзавод не является ОПО. ОПО, как вы знаете, это цехи, участки, площадки и т.д. Уверен, что в заводоуправлении они сидят отнюдь не в касках. А обьяснять, "им" - это ваша работа, раз вы руководитель (похоже, судя по вопросам).1 балл
-
Представим, что мы как орехи, Греховность- как та скорлупа Внутри же поверхность красива И только одним нам видна. Наружу мы смотрим глазами, Что спрятаны там, в глубине, Сквозь маленькую чревоточину На круглой, ореха стене. И видим вокруг мы орехи В листве и лежащих в грязи, А также черные точки- Окошки на чей-то стене. Да, внутрь заглянуть очень сложно Увидить глаза там, в окне, Оно далеко и ничтожно В физической величине.1 балл
-
Простому смертному,это ни о чём нет говорит Добавляйте сразу,какой присадкой варить.1 балл
-
@Calma, Босс захочет-я смогу ))) (Босс-Был Осуждён Советским Судом)1 балл
-
СК 3 Ничем. Это строительные конструкции. Опять же: ни одна проектная контора не поставит в проекте конструкций АБК требования нормативных документов по ОХНВП. И "пляшут" при определении ОТУ не от местонахождения объекта, а от параметров рабочей среды. Не интересовался, но по логике, если при проверке (допустим) не был произведен неразрушающий контроль в конкретном случае, то конкретная аттестация должна быть отозвана. Или вы хотите, чтобы все без исключения аттестации сварщиков в этом центре были аннулированы?))). Так аттестация сварщиков и дефектоскопистов тоже обязательна на всех объектах, как и электробезопасность и промбезопасность (согласно требований НТД).1 балл
-
Привезли сегодня коробку после ДТП от КИА Два крепления кронштейна на половину обломаны. Решили заваривать полностью, высверливать новые отверстия и нарезать новую резьбу. Подчистил и подготовил Заварил Чуть подправил и обозначил места под отверстия Там кронштейн как-то интересно прикручивается — плоскости под разными углами и на разной высоте ....
1 балл
-
ЖрААА-ть давай , - Ты чё опух , пантеру голодной держать. Пару котят к воротам подкинули,голодные были , накормил, держим пока откроются рынки,к лотку приучили, тыгдык в подарок. Мелочь в 3-3,30 просыпается.
1 балл
-
Можно и в "Кроилово" поместить, думаю здесь для наглядности предпочтительно . я ,только предварительно, корд щёткой прошёлся. Полный комплект ошибок.1- использование абразивных материалов без последующего удаления.2- малая зона зачистки от краски ( видны подпалы краски).3- неполное проплавление трещин.4- неправильное применение СМ.( использовали 5356) надо оптимально 4047( на дисках маркировка Si7).5-техника сварки , большое количество пор, выход окончания сварки на полку, и кратер в добавок. И так на 4-х дисках.
1 балл
-
Наверное это самые сложные вопросы в этой теме) Попытаюсь ответить, но не утверждаю. что это правильно) 1. Скорее всего на СК 1, хотя это "за уши притянуто". По хорошему в проекте (рабочих чертежах) должно быть указание по какому нормативному документу производится сварка (монтаж) полосы заземления. От этого и "плясать". 2. Нормативные документы и рабочий проект. 3. Не в курсе. Только вот вопрос: а есть повышающие коэффициенты к сметным расценкам на аттестацию по промбезопасности или электробезопасности?1 балл
-
Тоже довольно быстро свернет, Вы не учитываете огромный радиус ролика на который наматываете трубу. Даже простым арифметическим расчетом можете это проверить. Например мясорубка 500Нм при квадрате 1", это радиус 12,5мм, вы вешаете на него диск 200мм и в результате получаете 500Нм/(100/12,5)= 500/8=62,5Нм это максимальное усилие которое можно допускать при использовании данной мясорубки с роликом Ф200 , Что является игрушечным усилием для стали Ст3 у которой усилие пластической деформации 400Нм... В общем с таким радиусом вы просто превышаете предел прочности деталей редуктора практически на порядок, поэтому немного поработает и развалится, а может и сразу развалится так как термопрофиль закалки новых деталей полюбому с потолка взят... Причем первое что бросается в глаза как зона разваливания - срежет квадрат с вала, так как галтелей нет. . Штука у вас получилась клёвая, но только для маленьких диаметров труб, больше Ф25 я бы её грузить не стал. . PS: Так-же учитывайте, что мясорубка инструмент работа которого рассчитывается производителем на очень редкое применение. Это инструмент "последнего шанса" который в основном валяется без дела в багажнике и очень очень редко используется водителем. И применяется он только для того, чтобы стронуть и затянуть гайку на колесе. Обратите внимание- стронуть и затянуть, а не открутить и закрутить. А уж тем более он не рассчитан на то, что его будут крутить 100500 оборотов под нагрузкой превышающей расчетную в 10раз. А у Дальнобоев которые часто меняют колеса, так-же часто меняется и мясорубка в бардачке, так как срок службы этого устройства исчисляется несколькими сотнями применений... Я к тому, что этот инструмент просто не рассчитан на ежедневное использования и в режиме трубогиба он просто не может служить долго ввиду дохлости своей конструкции с завода.1 балл
-
Интересный дизайн спецовки.
1 балл
-
1 балл
-
Гидроцилиндры.Гильзы. Ст.E355 +SR (St 52 BK+S) E410 +SR (St E460 BK+S) Ближайший аналог 17ГС http://www.yandex.ru/clck/jsredir?bu=m09q4m&from=www.yandex.ru%3Byandsearch%3Bweb%3B%3B&text=&etext=6756.S-IK4MqiGnuCM8lbSV053F83LaqSuSufgpnmcvxq6eMTtM_fcEIqJ_ZnKW2vJ_38.06af94e72c097e6e66014d0a58ca739f1991a9b8&uuid=&state=PEtFfuTeVD5kpHnK9lio9T6U0-imFY5IshtIYWJN7W-V64A9Yd8Kv0Z24ifFdcTDFC7b7AdNg6h7X3FjPZatqrQz77SdVUhBr23JPe9TYqR3bEjbf0VnpCurI--UlVtxGqP6LgO_FS8,&&cst=AiuY0DBWFJ4EhnbxqmjDhXG9hVNT8vPgWZnO1ysJGHLhuFoj2oQ4OiuQ7umcL1aqKKs-e3eGke0h7Za45U21dIWvOVW4XzqrbR-GPyNSSN4JbsHRY4F0V7khKt0GSmc3f5mLu2gAgG9xyIcv-y9Ih4JBWwyxKDnQzGWuXuwAe8dGDzG8EEp46K2iW__gEcS6tSF08c9R809YRjqN3NEKTUQamcoZkXWgsAuvqGKgd3qVuBW_a8QmdaAkMoEKyYHeZamChgXwPovV_B4K-kwlJsoS7OyuXMA0d2g4I32_ajwFXI38Ye6bxYjT1Uv5OVV9af8oC7oGinFxrappUu3VT4wYS-HDHW7dLGRFNgvWu4Xic5X6swjZFyaMEGU7Rolwt4sFedvGx_WjLilZxKV1BItZZBEafxfbMl0Lr42VfU7XRlPWsvH-rqFnXerplR4t66D8kooyyYhLkPRsktMxXdSBxe13w9Zz1oyg62r96-_zRatLC3leqMw-_tEDXw--zTCIF9D07kHYwBII2qMWdWu77rDrILn-5RS8JJi_6CV8PrVeasjHTlX2Vngwc9NpuuYjTkdDS5J-l86yH2eEfqCpopGvO93P5jo2rRLqAs4EXLn_rB4AHlXnynlVemEpbkTD7MnQPkdMYO5XQoU7MxyRrB0wtsubO6fqFUnASIvszYazChQ7Z7Gx8fPGsRw1ceKn4rjvc--BuM39tcnHIpBgECzG6dWg7tyrAiIgFRNWh_XkRwshPdxTqyeVMAPRY7sfr4XaXeksz09gYRRelPRmLHJMPnGLlNXrZJjDs_hoDR-Bjt2HB7riPjhGc4xYEOnE0pEtFgUBRrynEBwaDgO2cYRhw6Tjg6NU_TweXvJMynBt-BflYZpaGXv6NaxmTXwvf2EztTM,&data=UlNrNmk5WktYejY4cHFySjRXSWhXTndpTEh2SHJYVXFmOG5MRmZSVkktUXZ0dHZpS0NnTVo3ZjRZZFJWYTJvZktaZW1KNVFxNG1kMkxoOFcybmJNdEpORjNCeWJ1ajNMdGJKVEJjSkxPalpoX0VZY1JBWGNCcjJPdWJpY3dWX1pQU2Y5ZFlwTjVzbyw,&sign=09fad012fb613207b35ff89cbf9076a1&keyno=0&b64e=2&ref=orjY4mGPRjlSKyJlbRuxUiMagqD7IEChNIhECNn1bzrt8V7yOb-7jPCOaj5A1X5OlDIuc6qseoXCJDQYvoceA_1H5zYCWV2Ph8urSMtScp8,&l10n=ru&rp=1&cts=1570694280686%40%40events%3D%5B%7B%22event%22%3A%22click%22%2C%22id%22%3A%22m09q4m%22%2C%22cts%22%3A1570694280686%2C%22fast%22%3A%7B%22organic%22%3A1%7D%2C%22service%22%3A%22web%22%2C%22event-id%22%3A%22k1ketjhqf6%22%7D%5D&mc=3.573525662575415&hdtime=652885.275 https://emk24.ru/wiki/en_steels/s460n_1_8901_670325/ Шток гидроцилиндра Шток хромированный для производства гидроцилиндров поставляется из следующих марок сталей: St52, Ck45, 20MnV6, ст35, ст45, ст40Х, ст30ХГСА, допуска — f7(f8), Ramax до 0,2мкм, твердость до 320HB. Основные импортные производители штоков: Италия, Австрия, Германия, Венгрия и др. страны. https://www.hydrott.ru/shtok_gidrocilindra/1 балл