Лидеры




Популярный контент
Показан контент с высокой репутацией 25.03.2021 в Сообщения
-
@VVB, День добрый если деталь нагруженная,то только изготовление новой,Судя по фото проще сделать новую чем лечит калеку.9 баллов
-
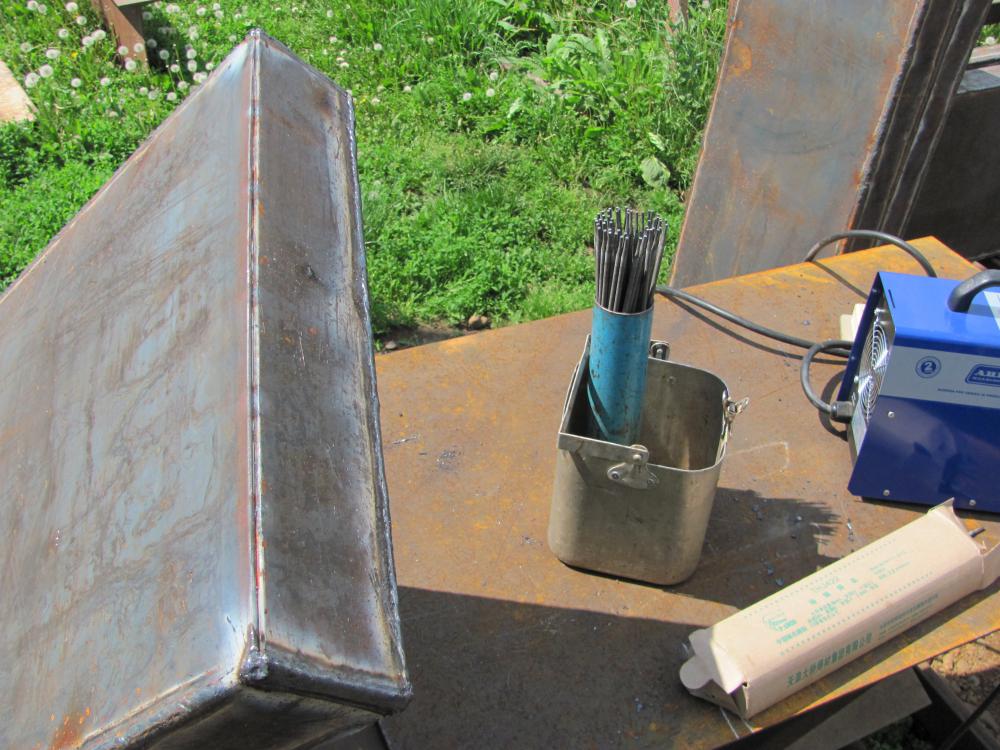
Кроме прочей работы, сегодня пришлось заваривать дырочку, образовавшуюся на раме 814-го 8-и тонника, в следствии заклинивания заднего амортизатора... Обварил, включительно с трещинами с обеих сторон + с внутренней стороны на прихватках приварил по всей площади усилительную пластину.
 8 баллов
8 баллов -
Взяли и обгадили аппарат. Серьезный поклеп на производителя. А если действительно человеческий фактор, если у сварщика например опыта не хватает, так сплошь и рядом, а виноват аппарат. Мой Неон нормально работает, плюс ко всему стоит у меня в неотапливаемом и без вентиляции гараже, где и мороз, и влага, всё вперемешку, где зимой после оттепелей всё покрывается толстым слоем инея, включаю его - работает. У меня поначалу был косяк - плохой поджиг (в теме описано) и электрод с серым налётом. Георгий посоветовал увеличить постгаз - увеличил, электрод стал чистым и поджиг нормальным стал. Но я аппарат не винил, считал, что опыта недостаточно у меня, так и вышло. Нужно вообще найти у себя в городе прожженого аргонщика, дать ему свой аппарат на тест, а потом и делать заключения. П.С. Лично у меня к Неону теплые чувства. Ничуть не жалею, что купил его и именно его.4 балла
-
Наращивание звеньев гусянки Cat. Косой разрез болгаркой, запрессовка втулок и пальцев на горячую 15 МПа, заварка разрезов и пальцев п/а 210А.
3 балла
-
@Vanguard, сварочное направление здесь устроено по принципу "А на хрена нам что-то новое, если работает старое?!?" И тут можно углубиться в такие дебри, что в конце концов скатимся к тому, что во всём Байден виноват, старый маразматик)))) Поэтому я тут работаю тем, что есть))) Хотя, уже три дня замечаю, что интерес к новому п/а растёт и со стороны организации, и со стороны сотрудников. Что, где, почём? "А можно попробовать поварить?" Когда начал тест ММА, то почувствовал себя Дэвидом Блэйном))) Основной коллектив - люди в возрасте, с консервативными взглядами, поэтому им тяжело ломать свои стереотипы. Сварка в СО2, постоянно.3 балла
-
Поработал немного ,в праздничный выходной.
3 балла
-
Как сказал бы Василий Алибабаевич-Вот, теперь две штуки стало... .Екатерина -осваивает нелёгкую компетенцию сварщика покрытым электродом( надо для реализации личного проекта!) Анна- штудирует основы ТИГ-сварки...
3 балла
-
Что то темы нету про аврору SKYWAEY 350. Немного побаловался на крышке кулисы от МАНа, гадасть еще та, вся в окисах плюс пропитана маслом, отмачивал в химии сутки не помогло. @Константин Краев, если тут неуместен ролик создайте новую тему https://youtu.be/YWDxoVFmLVE2 балла
-
2 балла
-
Поддержу, с покупки всё нормально, уже как год работаю на разных металлах, в основном алюминий, ни разу не подвёл, хавает всё, герцовки иногда не хватает, а так для гаражных работ аппарат более чем.2 балла
-
@aleksein, у вас с аппаратами какие-то проблемы странные, чесслово. Насчёт Хелви -- сразу скажу -- да, я дурак. Но мне показалось что либо ему полярность сменили, либо забыли синергию переключить с 0,8 на единицу. А навеяло мне эту мысль вот этим: похоже на неправильную полярность вместе с недостатком напруги в розетке.Вот ресанте хватило, а форсажу нет. Я на стройках таких случаев наелся по самое горло -- ходили аппаратами менялись, причём если аппарату не хватает напруги, то в первую очередь снижаешь ток, и часто бывает что после этого варит нормально, а вот ближе к максимуму -- как вы описали -- трещит пердит и липнет. И я звоню Виктору @Hlorofos, и консультируюсь. А вам тем более такие заявления делать рановато.То есть если Виктор жахнет аппарат об стену, то никто в его правоте не усомнится, а вот вы пока ещё не настолько в этой кухне разбираетесь.2 балла
-
Но как же он выставлял шовчики с 0.8 проволочкой и говорит отлично ,,,,, вот я думаю он с 1.00мм проволочкой такой же результат покажет . Ну а чо продает это уж его дело , может не взлюбил или еще чо , вот видите у вас приставка SPOT крякнула сразу даже не начав работать и вот думаю сервису вы на нее не сыщите ,,,,. тут уж как повезет .2 балла
-
Пульс в ММА не панацея от кривых рук... этот классное средство для решения определённого круга задач при понимании физики процесса сварки покрытым электродом ...2 балла
-
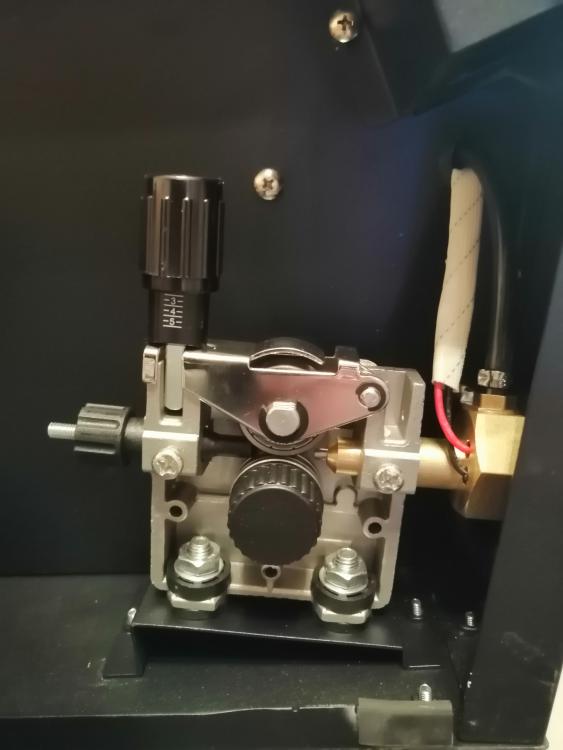
Я такой использую. Хорошая вещь. Более дорогая версия отличается точеным корпусом от литого, а также штуцерами для установки в разрез шланга. В случае необходимости- можно регулировать. Под колпачком законтрагаеный винт. По сути- пропановый редуктор с другими штуцерами. Точность хорошая, мне понравился.
2 балла
-
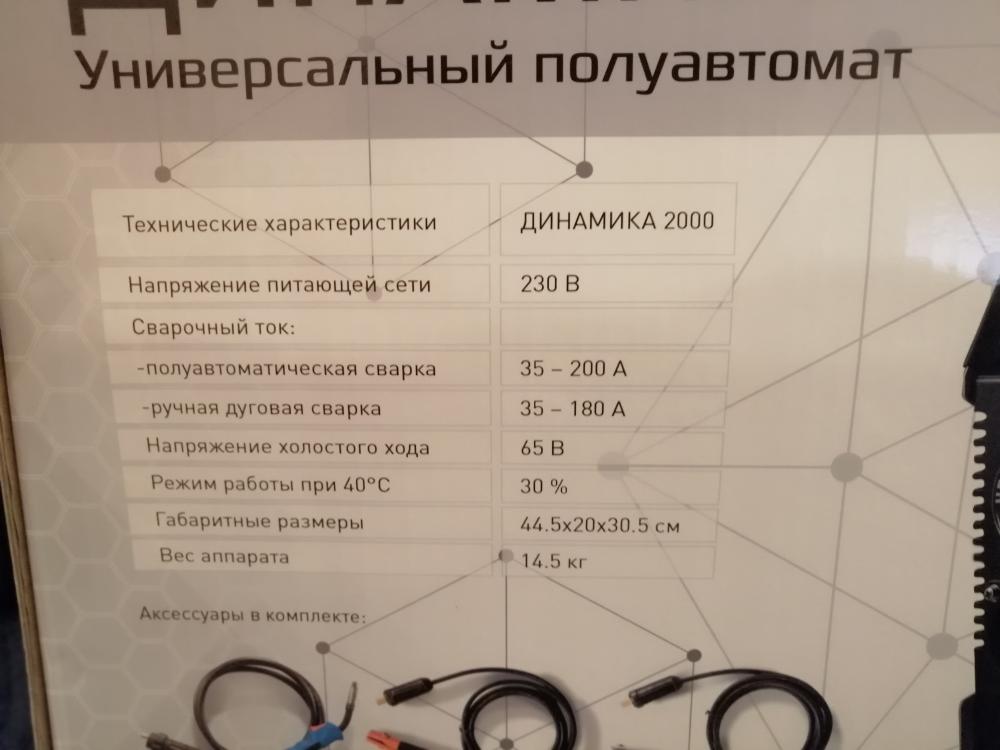
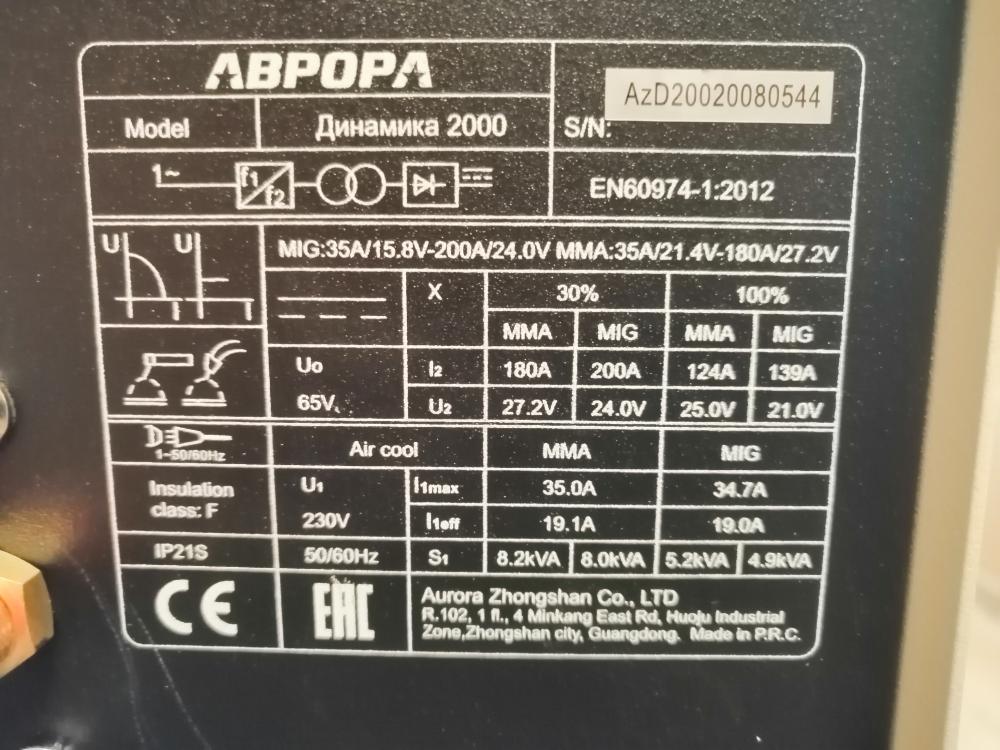
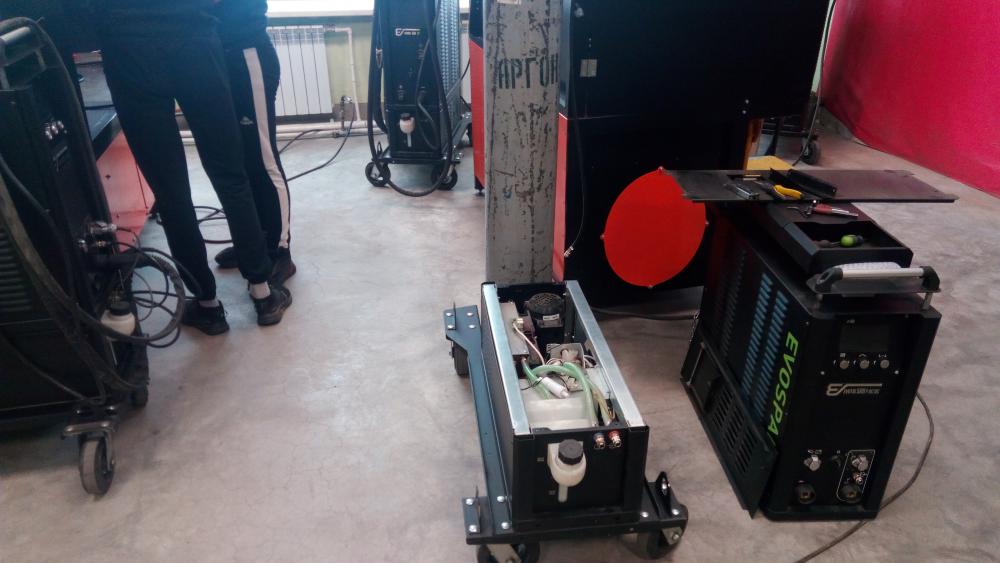
Всем привет. Я снова (внезапно, если честно) стал обзорщиком - тестировщиком Евротек-а / Авроры. Как выяснилось, мой обзор почти семилетней давности на Оверман-180 Константина Краева вполне устроил, поэтому мне и прилетело данное предложение. Не стал выпендриваться и решил взяться. Тем паче, что на текущем месте работы п/а такой, что "туши свет", как говорится (см. тему "Фото с работы"). В общем сработала ВС, можно сказать) Поэтому начинаю (начинаем) тест-драйв новинки от Авроры. Которая, к слову сказать, предполагается как альтернатива-конкурент-коллега линейке Оверман. Как многие знают, Оверман - надёжная неубиваемая (?) машина без лишних изысков, но вот даже на них цены ползут вверх, медленно, но неуклонно. Я не следил особо последнее время, недавно глянул - розничная цена подбирается 40000 руб...Поэтому (как понимаю) Аврора решила предложить простое решение - п/а с аналоговым управлением. Ниша у него, как и у Овермана, та же самая. Думаю, не надо особо распинаться на форуме, все поймут для чего аппарат и где его использовать. Но я постараюсь сделать максимально подробный и объективный обзор, а если кому что интересно - пишите, спрашивайте. Как всегда в моей теме всевозможный флуд только приветствуется, поэтому не стесняйтесь)))
1 балл
-
Одуреть.... зачем так жестоко???? Там же ничего сложного....1 балл
-
@tig, Что даст эпоксидная смола? ...и ЦАМ ли это?1 балл
-
Ну "рядовые" тоже разные бывают и может кому и нужно тем паче и металлы тоже разные сваривают даже "рядовые" . Да все и у многих есть даже китай и тот понял что нужная "весчь" , ну а кто не хочет переплачивать , тут каждый сам себе "рядовой" и т.д.1 балл
-
Подключение в байонет кабеля с электродержателем, щелчок клавиши смены режимов и невозмутимое зажигание штучного покрытого электрода.
1 балл
-
дугой коснуться лучше чем купаросои. Деталь проще выточить чем исправить.1 балл
-
Рада,что Вам понравилось!1 балл
-
Добавлю: Есть такой сварщик Владимир Белов, живет в 50км от меня, в Сызрани.У него на Ютюбе канал Владимир Белов. Он пятый год этим аппаратом (Неон) варит-изготавливает аллюминиевые лодки. Аппарат говорит работает каждый день, нагружает его по полной. Гараж у него также не отапливается. Неоном доволен. Чуть более года назад глядя на него и я Неон купил. У кого есть вопросы и сомнения по Неону, позадавайте ему, на его канале.1 балл
-
Хм.. 6-ть форсажей, уже 7-ой год самому первому. В моём регионе вообще никаких проблем с их сервисом. Они конечно не идеальны, но можно чинить не отправляя в Москву. А хельви? А меркель? Список длинный, про кого ещё, можно задать такой же вопрос.1 балл
-
А вот и Джонни нержавейка. 308-ая, 1,5 мм. РАДС в конторе нет, совсем. Почему - вопрос тривиальный, если кому интересно, расскажу))) Да, это не погонные метры швов. Но возьмусь утверждать, что такой режим работы аппарата - тоже тест-драйв. Прогон аппаратной и программной частей в режиме "трик-трак" на протяжении 7,5 часов + холостой ход 9 часов (вообще не выключал). Снова напрашивается сравнение с "Дельтой". Резюме - no comments, пусть и в чистой СО2. (Примечание - смеси (пока) нет, поэтому с начала темы и далее - сварка в углекислоте) Индуктивность сразу в "+" на max и подобрать нужный режим смог, интенсивно меняя напряжение. Порядка двухсот стежков "отлетели" комфортно, особо сильного разбрызгивания не наблюдалось. Первый настойчивый "ЪУЪ" : нужна кнопка холостой протяжки. И чтобы она располагалась в отсеке для проволоки.
1 балл
-
@Фунтик, Андрей спасибо !!!1 балл
-
gyrza , Miners , Мужики спасибо!!! copich Игорь , С Днем Рождения!!!! Во мы ладно в один месяц , день за днем идем . ЗДОРОВЬЯ!!!!1 балл
-
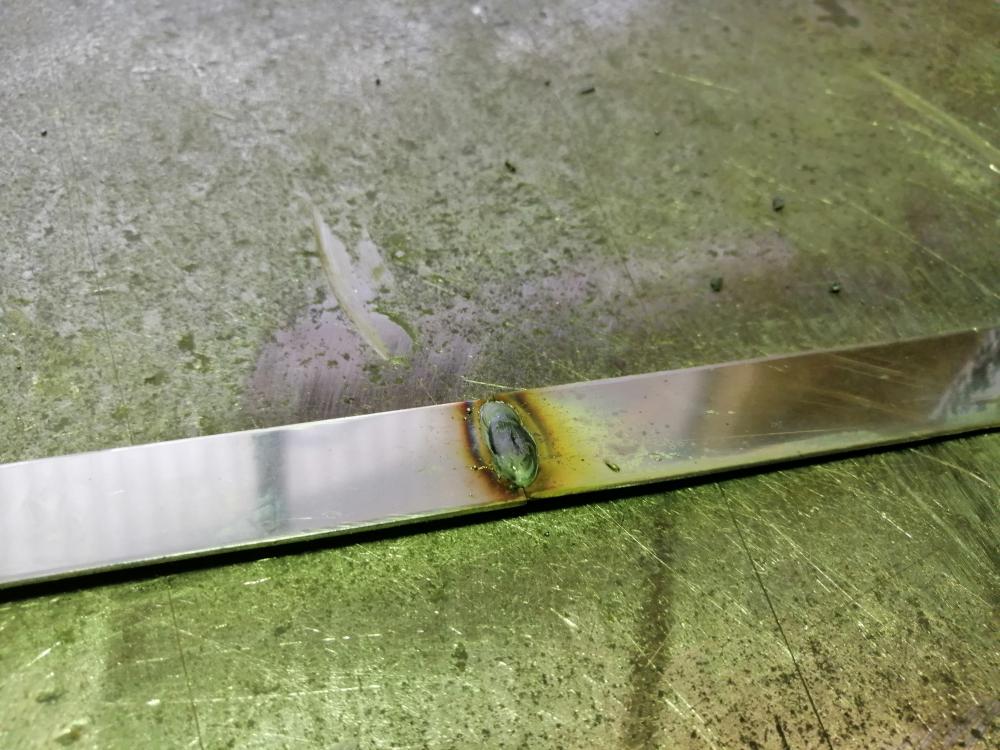
Потому что ты перегреваешь основной метал и с ним смешивается цинк, что категорически недопустимо. И дорога не в один конец, всё лечится, было бы желание и терпение.1 балл
-
Мои поздравления, желаю всего самого наилучшего, с днём рождения!1 балл
-
Зашел в коем то веке в раздел тут на форуме , "сварка чугуна" , Я не могу на это смотреть . Это как ? как так можно ( не удивлюсь конечно если ответит он все работает . Но понимать то должен что это халтура , работа на "отвяжись" . Полуавтоматом . обычной проволокой . Я все конечно понимаю и понимаю что там нет напряжения шва как такогого при сварке ибо тянуть нечему , к основному масиву блока приваривается маленький фрагмент он и тянется швом к блоку . Как при нагрузке будет держать эта сварка , отслаиваться будет как шпаклевка ? А вот в сборе ( я конечно понимаю что мол клиент попросил , разбирать неохота и так сойдет . Но малейшая стружка , брызги сварки от полуавтомата , там постели кален вала , вкладыши , им хана . Тут варишь блоки в разборе , и потом все проверяешь , далее моторист в мойке перед сборкой все вымывает , что бы не соринки . Я даже еще на канал не заходил там почитать комментарии , боюсь что много последователей одобряющих там. И порой думаю , чем я занимаюсь и нафига , может так сойдет ? Коль уж клиент готов платить за такое ?1 балл
-
А давай так, рема купишь на 350 амп., тетриксов от 230-го до 300-го, Фениксов , пару штук. и что?1 балл
-
Мужчина это случайно выживший мальчик)1 балл
-
Возможно, однако там и сварки много, просто у нас это пилотное действо и многое не задействовано, в частности не было сварки элементов 141 процессом, была унылая кислота и разношёрстные полуавтоматики, опять же МР-3С, не к ночи будь упомянут.... Да и народу много, всем в Сварочных технологиях не пободаться, места нет..... А в производстве м/k и конкуренция поменьше... А нам- всё в плюс, так как под эту движуху идёт финансирование и других программ тоже..1 балл
-
, присадку плавить надо а не перешагивать да и скорость держать и чем она выше тем качественней шов да и сварщик о своей компетенции скоростью заявляет . Это чо за конкурс ?1 балл
-
@kulik_anna, здравствуйте. Один совет, который осознал (узнал) спустя пару лет, совет о том как построить обучающий процесс, заранее предупреждаю, требует времени, которого зачастую ни на производстве ни в учебке попросту не хватает. Суть способа научиться не торопиться и научиться действительно видеть, что происходит с металлом, ни РДС ни ПА этого вам не позволят, РАДС самое то. Для уверенного соблюдения геометрии рекомендую следующее. Берем пластину s5-6 (ни толще, ни тоньше, ст3,20 сп,пс, нержавейку не надо). Отчерчиваем (прорезаем ушм на глубину 1 мм ,диском 1,2мм) на этой пластине ТРИ параллельные прямые (0-5-10мм), далее самое сложное-ток снижаем ниже номинального на 25%. Ванночка должна образовываться не в течении 2-3 секунд, а в течении 4-4,5 секунд. Я этот метод назвал "эстонское кино". Метод подходит не всем, он помогает перестать торопиться и реально увидеть как проявляется (видится глазами) расплав, присадочного и основного материала. Левая и правая линии (1 и 3 линия) это края шва-центр (2, средняя линия) это упор для сварочного прутка (его диаметр это отдельный разговор, на первых порах не стоит брать очень толстый, начинать желательно с 1,6-2мм не более (НЕ использовать плетенку из ПА проволоки, строго присадочный пруток). В этот центральный "желобок" упираем присадок, который в дальнейшем будет постоянно подаваться в ванну, не вынимая из оной во избежания образования шариков на конце присадки, вводить присадок строго после образования ванночки, примерный угол подачи 45гр. по отношению к пластине, если вы научитесь постоянно удерживать пруток в ванночке то вероятность образования шариков на конце прутка будет равна нулю, поверхностное натяжение не даст. Поймите, скорость придет сама собой, сейчас важна геометрия и ваше зрение, если вы научитесь не торопиться и видеть "замедленно", то все это потом будет вам подвластно и на высокой скорости (что снизит перегрев зтв и изделия в целом). Поджиг, начинаем следить за ванночкой, сначала она очень маленькая 2-3мм, потом пятнышко увеличится до тех самых 5-6мм (мы попросту перегрели заготовку), начинаем двигаться от края к краю (от отчерченных линий, присадок пока не подаем, шаг (вперед) между колебаниями влево-вправо не более 1-1,5мм, повторяю, не более 1-1,5 мм вперед за цикл "влево-вправо". Работать придется в перчатках с толстым раструбом из кожи, защищающим запястье, хорошо если есть подкладка из кремниезёмистого волокна (под подачу присадки). Сама пластина и зтв будут перегреты очень сильно, наплевать, мы варим не ксс, все это в замедленной "съемке" позволит вам сделать самое главное-научиться не торопиться. Скорость придет сама, вам важна геометрия. Сплавление, обратный валик, высота усиления\катета, все это ерунда-добивайтесь эстетики\геометрии. После того как ванна стала стабильной, окунаем в нее пруток и более его из ванны не вынимаем от слова совсем. Теперь задача передвигая дугу\ванну от края к краю, научится "перешагивать" через пруток, запомните, пруток всегда снижает температуру ванночки если его подавать "сбрасывая" капли (то есть если пруток вводится в ванну прерывисто, а не постоянно),если же подача постоянная, то снижение температуры ванночки-меньше\не столь заметно. Итак, стык, идем от края к краю, "перешагиваем" через пруток таким образом-заходим на него, никуда (пруток) не перемещаем, он находится в упертом положении в середине стыка (2я очерченная ушм линия), образуется некоторый избыток присадочного материала, ЧУТЬ догреваем (притормаживаем) и тащим капельку\ванночку к другому краю-отчерченной линии, и так от края к краю. Повторюсь, задача у вас научиться видеть как растекается присадок от края до края стыка. При сварке тавра\горизонта, пруток важно научиться удерживать на верхней грани сварочного стыка. не надо им елозить, ванночка сама за счет поверхностного натяжения утащит за собой расплавленный присадочный материал, и подреза не будет (сверху). Способ не мой, его мне показала девочка, за что ей земной поклон, уделала меня как сопливого на сварке нержи на сдаче тестов. Парни так не умеют, мне повезло найти такого "наставника" Повторяю, задача просто увидеть края сварочного стыка, НЕ ТОРОПЯСЬ, и научиться "перешагивать" через присадочный пруток. ПС, я полтора года "бежал впереди паровоза" на завышенном токе и не мог понять почему стыки серые или коричневые, оказалось я торопился. чуть снизил ток, повысил защиту и теперь я счастлив. Далее придет осознание подбора тока и диаметра присадочного прутка. Вам повезло, что вы попали к Сергею Николаевичу, у вас есть возможность задавать вопросы и практиковаться "здесь и сейчас" Потом когда вы поймете (увидите) как происходит сплавление, можно будет перейти на более высокие токи и нержавейку, но с осознанием которое вы приобрели ранее. ПС, не знаю, поможет ли это вам, но девочка которая меня этому учила, считала ванночку чем-то одухотворенным и говорила что она живая, я этим столь глубоко не проникся, но вам может пригодится. Мне помог метроном в телефоне и наушники. Пис.1 балл
-
В общем, все таблетки подъедены, марки тоже наклеены....Начинаем... Доводим до ума детали и оборудование, сверлим, заменяем... Огромное спасибо всем партнёрам- монстрам оборонпрома:Авитеку, КМП, Лепсе, стремительно набирающему обороты ТПК "ХАНХИ"( торговые марки Русская Дымка, Вейн), предприятиям "Кузовспецсервис",Промсварка, ТД"Стройбат",Сварогу и Авроре за оказанную поддержку. Отдельная благодарность компании ТопВелд за обеспечение сварочными материалами. Ну и фоторяд. Следите за новостями.. .. Танк собирал как образец наш сотрудник, который со сваркой пока очень на Вы.... Так что-не кидайтесь тапками...
1 балл
-
А ты не замечал разве? Как только женщина лезет в мужскую профессию, так обычно добивается лучших результатов. Отец у меня в таксопарке работал. На такси, водителем. У них было несколько женщин на тысячу машин (это около трёх тысяч водителей) и с ними не было проблем. В 1989 году я поступил в ПТУ на сварщика, и узнал, что с в нашей группе девчонок уже не будет -- с этого года чисто мужская профессия. А вот курсом раньше учились две, и на третьем курсе в этом году их училось тоже несколько. Я своими глазами видел как минобраз в 89 году решил что не женское это дело. Но... Мастер производственного обучения у нашей группы была Татьяна Гавриловна. То есть варить меня научила женщина.1 балл
-
Таких бы курсантов, да побольше... как говорил товарищ Саахов-"Спортсменка, комсомолка и просто красавица..." и успевает на уровне.... и голова с руками дружит...
1 балл
-
есть сравнительное фото? Видео? Все могут бла бла... Но в ММА варить пульсом... ММА используется где надо в трудных местах подлезть. Обычно чуть больше ставишь, чем положено, чтоб "наверняка" . А пульс надо еще подобрать и на образцах опробовать + все покрывается шлаком, который и так не стабильно ведет себя, так еще дуга будет этому способствовать. Электроды надо изначально зачетные использовать, чтобы ни разу не сырые были и т.п. и конечно с качественной обмазкой. Без фото и видео, сложно сказать в чем преимущества. А чашуйку делать и самому можно и ни чего в этом сложного нет.1 балл
-
пока меня не было на связи, чуть чуть помог решить не большое доброе дело писала девушка с Омска просила сделать ребенку брусья ходунки , так как очень нужны они были стоимость новых от 33,000 рубчаковых и до 66,000 цена доходила ,писала просила мол 100% предоплату сделаю только посчитай сколько выйдет с доставкой, даже визуально по фото далеко не такая цена выходила за какую продавали спец магазины,в итоге подсчитав хозяйка (мама ребенка удивилась) какая разница но время уже почти не было да и отправка до ТК ( транспортной компании ) 150 км езды на такси в итоге быстро подумав нашел сварщика в омске (коллегу девушку ) http://websvarka.ru/talk/user/15771-elmira/ Эльмиру объяснив и рассказав всю ситуацию что очень нужно помочь ребенку,она согласилась взяться за работу ,в итоге брусья сделали цена вышла около 6,000 рубчаковых ,и решилось все быстро и все довольны вот фото то что нужно было сделать и то что сделала Эльмира мужики верно поймите меня хотел поделится с вами и сказать спасибо сообществу и группам в соц сетях за то что сварные едины и могут помочь хоть и бывает расстояние между нами всем добра
1 балл
-
"не судите пианиста он играет как умеет" http://www.youtube.com/watch?v=VTYKX3N9DJg
1 балл
-
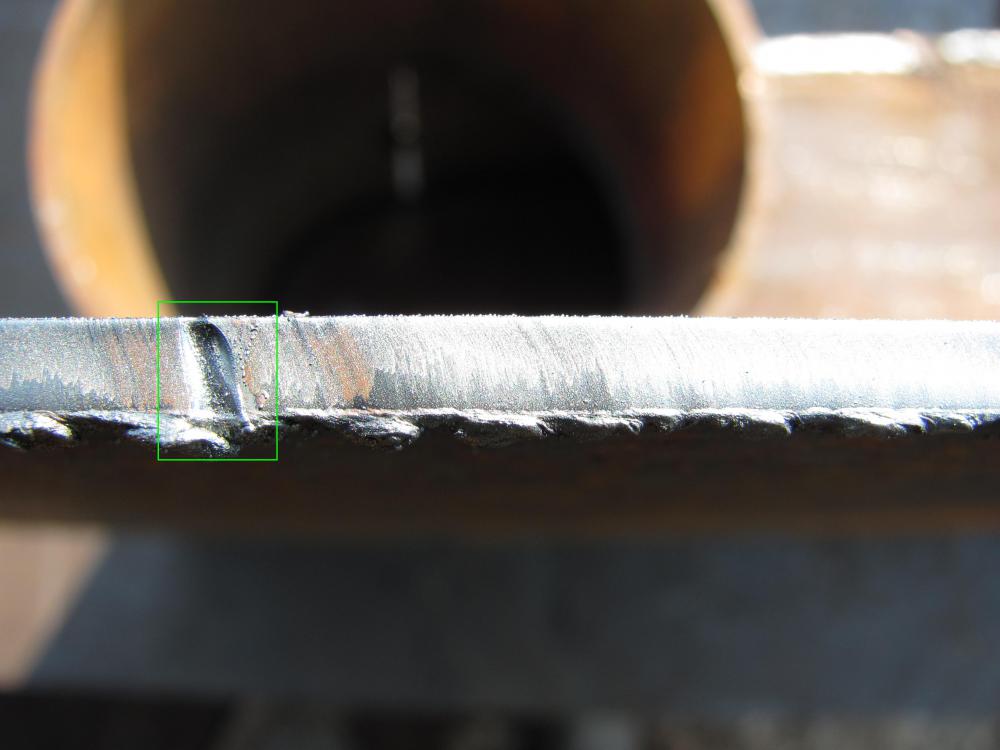
Пробовал аппарат на минимальных токах, электроды лосиноостровские, 2 мм, МР-3С (прошли ранее отбор из имеющихся в продаже как более-менее, во всяком случае лучше аналогичных Кратона), поджиг нового электрода на холодную нормальный, повторный - если в отрыв, тоже. А вот если длинная пауза, то надо ломать обмазку до стержня. На фото, как это было (завершение обрамления сетки 3х1,5 метра из 5 мм арматуры профтрубой 15х15 стенка 1,5 мм): п.с. при 32 в тени маска Кемппи на солнце перестаёт скрипеть, и четырёх метровый шнур у 125 УШМ Хитачи становится как настоящий резиновый, т.е. не как проволока.
1 балл
-
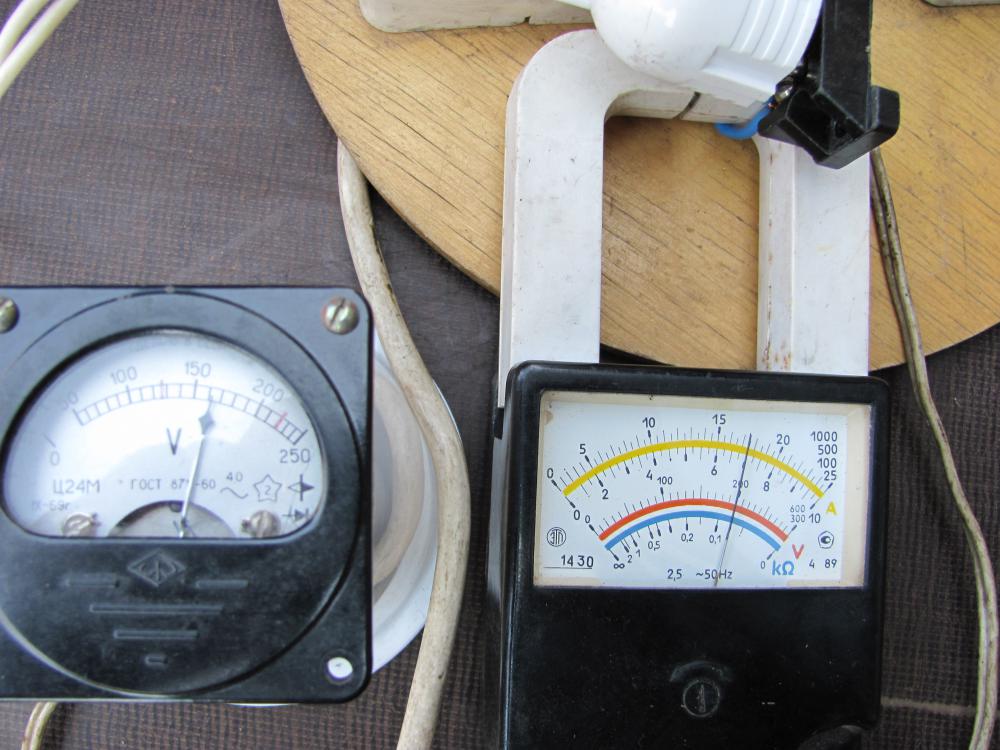
Сегодня сделал тест работы Авроры и Блувелда на удлинителях, чтобы уронить напряжение питания аппарата. Отбегая назад сразу скажу, что нагружать 1,5 мм2 провод током свыше 20 А я категорически не собирался (исходя из максимально допустимой длительной нагрузки на это сечение 18 А), поэтому крутилки аппаратов поставил на 130А. Соединить пришлось 75 м на 1,5 мм2, 20 м на 1,5 мм2, 22 м на 2,5 мм2 и 6 м на 2,5 мм2 - набралось 123 метра. Примерное напряжение сети без нагрузки, розетку отвинтил от фанеры, чтобы захватить клещами провод Напряжение на выходе Авроры без нагрузки было в этот раз не 16 Вольт, а 48 (загадка у неё этот холостой ход) Оценить напряжение на нагрузке не дала защита прибора Ц4353 - её выбивало при/после возбуждении/я дуги даже на диапазоне 600 Вольт Полагаю, что это проделки "подпитки" дуги высоковольтными импульсами, заявленными производителем. Здесь Аврора везла даже при такой просадке сети, только ток падал до 90 А (верить на слово, сфотать 90 А не успел, а потом напряжение вышло из провала - не один я на линии, другие люди тоже подключаются - отключаются) Блувелд (показания Ц4153 по второй с верха шкале надо умножать на 5, т.к. выбран диапазон 150 В, и напряжение (во всех случаях) измерялось на электроде, а не на клемме инвертора) Фотографировал я, а варить привлёк рыбака-охотника, который раньше ни когда не варил, вот что у него получилось: В продолжении обобщу.
1 балл
-
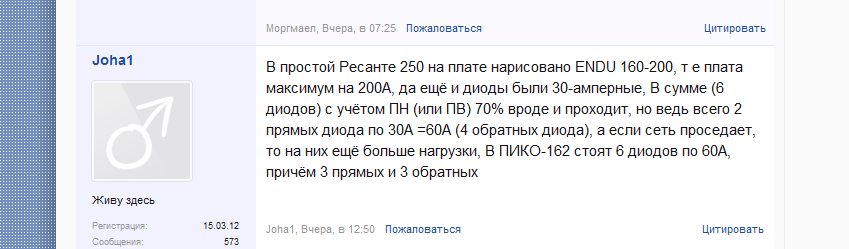
@Isperyanc, извините, что ещё немного засорю вашу тему. , вы ведь знаете этого человека, он хорошо разбирается в электроники и даже напечатал по плате схему на Ресанту, и она у него вторая, правда, он её уже немного усовершенствовал. Вот, что он мне ответил. Ну и скрин.
1 балл
-
Они просто разные: Аврора очень достойно и напористо держит дугу, только она должна быть короткой. Повторный поджиг при маленькой паузе устойчивый, на сварке сверху вниз даже показалось, что она получше Блувелда шла - уверенней продиралась сквозь шлак, а Блувелд как бы блуждал по нему. Но этот режим на 50А нештатный для электродов. Блувелдом варить снизу вверх на токе 80А было легче. Блувелд на тройке МР-3 держит дугу начиная с двух ампер - для Авроры же вообще минимальный ток начинается от 50А, при показаниях табло 31А. Аврора значительно лучше Блувелда подойдёт для случая описанного здесь http://websvarka.ru/talk/index.php?showtopic=1809&page=3&do=findComment&comment=91288 . А вот собирать ей на прихватки - морока, по сравнению с Блувелдом, который зажигает электроды очень легко. Если будут мокрые ноги и сырые рукавицы, то опять выигрывает Аврора. Оба аппарата при смене тройки на четвёрку сохраняли стабильность по току, но проверял не на всех диапазонах. Ещё добавлю, чтобы научиться варить, по моему мнению, больше подходит Аврора, ибо она просто не даст сформироваться неправильным навыкам. Впереди проверка на длинном удлинителе, после постараюсь обобщить, и конкретно по обозначенным пунктам http://websvarka.ru/talk/index.php?showtopic=4059&page=4&do=findComment&comment=89111 и в пожеланиях приложенных к инвертору. Но не завтра.1 балл
-
То - то, да сё, вчера доделал и отдал, потом гости и интернет в дауне - поэтому пишу сегодня. Другим никаким сварочником не касался, всё сделал инвертором AuroraPRO INTER 160: на последнем фото капельник* для отвода воды из каменки, для случая когда её "зальют", чтоб отвести воду наружу и не по стенке печи. *капельник получился из обрезка укорачиваемой резьбы, после его приплющивания Погода испортилась, снег с ветром, попробовать инвертор и основными электродами и на длинном удлинителе и в сравнении с 228 Блувелдом отложу на позже.
1 балл
-
Универсальность тупик, когда этим инструментом ничего сделать хорошо не получается.1 балл
-
@Леха Сварщик, мастерам, как-то, сподручней работать специализированным инструментом. Возьмём, к примеру,перфораторы. Перфоратором, способным пробурить отверстие на 55 мм, можно изловчиться и пробурить отверстие на 8 мм... Но, надо ли? Для того есть куда менее габаритный инструмент. Вот так же и со сварочниками. 160-амперники-для монтажа и мелкой сборки. Аппараты, способные долго и счастливо работать на токах в 160-220 А, находятся в несколько иных массогабаритном и ценовом диапазонах. Вдобавок, питаются тремя фазами. Подытожу. Универсальность-это компромисс.1 балл
-
Перед раскроем и далее когда убрал плазму, то оказалось, что я забыл вырезать перегородку между водой и камнями. Подходящий обрезок окромил болгаркой сборка типа так будет Во время сборки был случай когда электрод прилип, я подождал и он стал красным, как здесь привожу по этому случаю цитату из паспорта инвертора: @Константин Краев, спросите пожалуйста у производителя - почему такая реакция аппаратов на залипон? Уже второй день думаю об этом чуде, может есть скрытый смысл - типа электрод сырой подсушить? п.с. Электрод перестаёт повторно зажигаться, когда отрыв чуть дольше чем секунда - потом надо сломать обмазку - это как бы напрягает, но привыкнуть можно. Ещё дуга гаснет, если она не короткая. До понедельника, если форс-мажора не будет.
1 балл
-
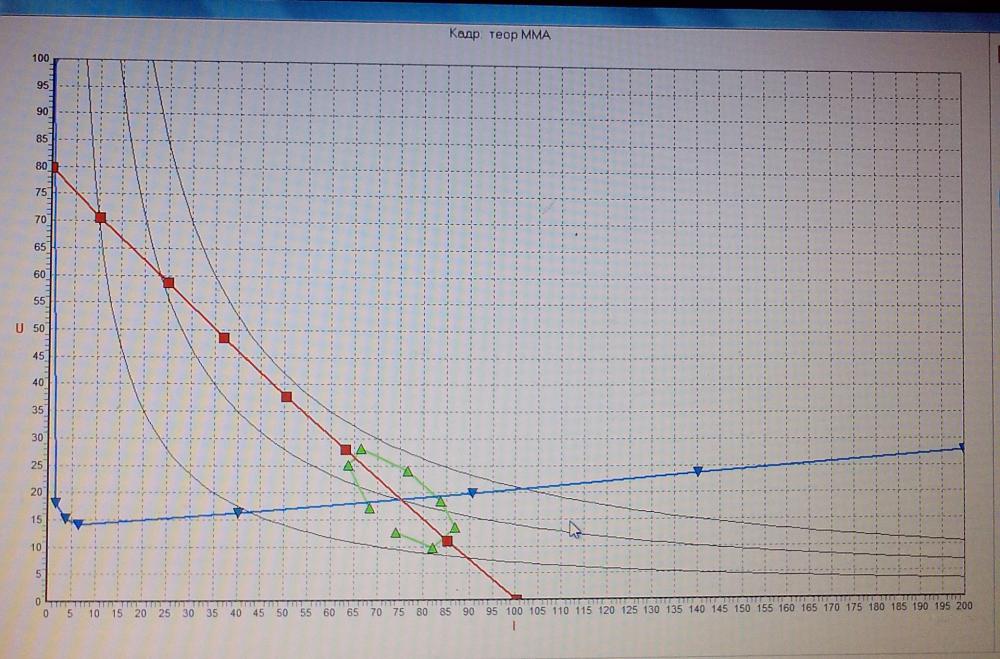
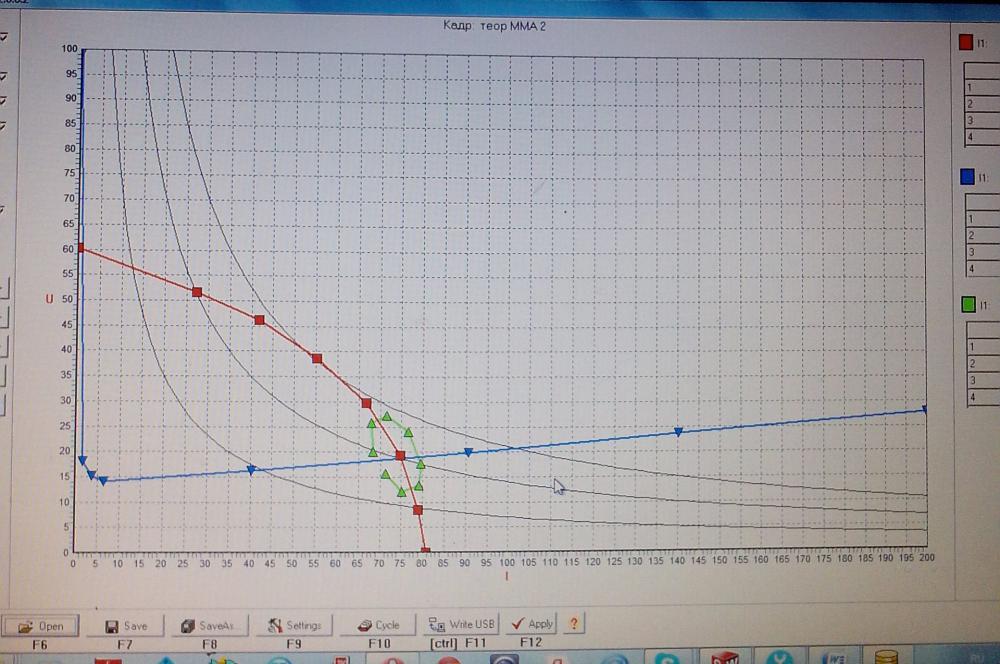
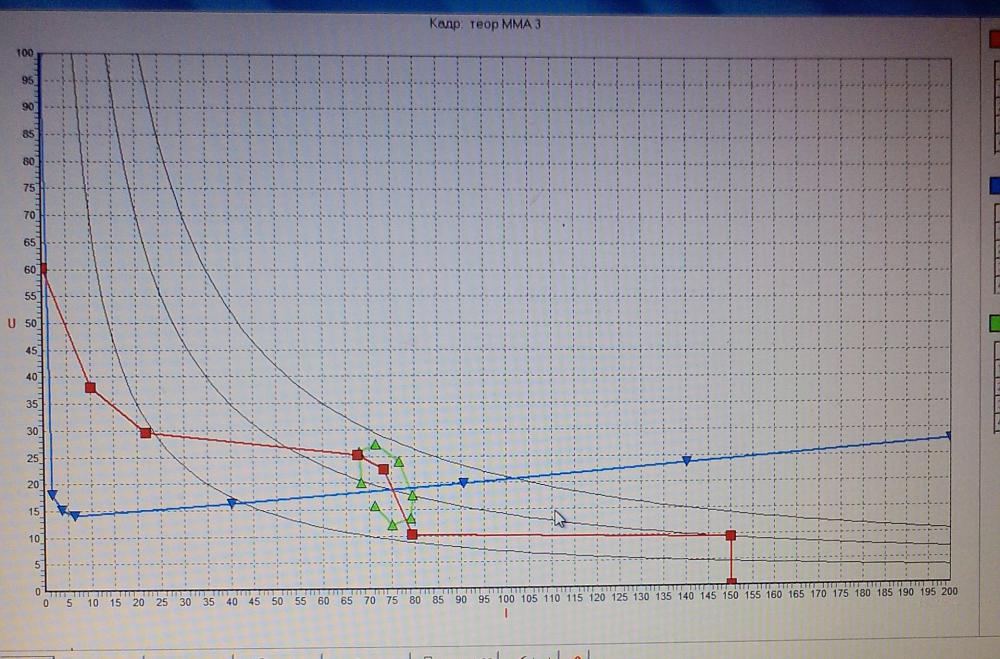
6. Прошу прощения за получившуюся длинную паузу, но, чтобы довести тему до конца, продолжу о самом интересном - взаимосвязи формы ВАХ источника и удобстве и качестве работы сварщика. Напомню виды ВАХ для ММА на примере которых удобно проиллюстрировать суть дела: Первая картинка описывает «классику жанра» поведение источника с регулировкой тока с помощью балласта, вторая «старого доброго» тиристорного или простого «без затей» инверторного источника, третья - современного профессионального инвертора. Напомню, синяя кривая – это ВАХ дуги данная нам природой повлиять на нее можно только одним способом - удалять электрод от детали - дуга будет длиннее напряжение дуги возрастет – кривая, сохранив форму, пойдет выше, либо приближать электрод к детали – соответственно напряжение дуги понизится и синяя кривая будет идти ниже. Красная кривая – ВАХ источника , а зеленый овал – типовая область пересечения ВАХ дуги и источника при нормальном режиме сварки при постоянной или мало меняющейся длинне и, соответственно, напряжении дуги (синяя кривая при этом синхронно приподнимается или опускается). Три гиперболических кривых – это подсказки кривые равной мощности, условно Р1, Р2, Р3 (на представленном графике 0,6 кВт, 1,3 кВт и 2 кВт соответственно (произведение тока на напряжние в любой точке этих кривых величина постоянная). Суть происходящего при сварке ММА: Для получения ровного шва при ВАХ источника первого или второго типа необходимо строго выдержывать постоянную длину дуги. Увеличение длинны приводит к повышению мощности выделяемой дугой и более интенсивному плавлению электрода и разбрызгиванию, снижение длинны приводит к снижению мощности выделяемой дугой, остыванию ванны и увеличению риска «залипания» электрода. Для более тонкого управления сваркой во многих случаях необходимо совершать сложные точно выверенные манипуляции электродом, чем с успехом пользуются высококлассные сварщики, но все равно возможности управления сваркой существенно ограничены. Источники способные реализовывать более сложные комбинированные ВАХ (например как на третьем рисунке кстати не самую мудреную из возможных) предоставляют большую свободу и удобства в работе, позволяя избегать грубых ошибок новичкам и быть виртуозным инструментом в руках Мастера. Работает такая система источник-дуга-сварщик следующим образом. В нормальной длинне дуги (зеленый овал) все как обычно. При сближении электрода с деталью сверх допустимого (напряжение дуги идет в низ) ток сварки, а соответственно мощность существенно повышаются, ванна остается горячей, а электрод плавиться быстрее, в результате (при достаточном запасе источника по току) спровоцировать залипание электрода практически не возможно, даже если с силой давить на электрод. При увеличении длинны (напряжения) дуги сверх заданного уровня, ток и мощность дуги быстро падают но остаются достаточными для ее поддержания без обрыва, при этом ванна охлаждается и появляется возможность ее эффективно контролировать.
1 балл
-
Руслан 2100. Здравствуй. Будучи в твоей ситуации я заказал у местного кулибина "самовар" переменного тока. Если у вас есть знакомые умеющие перематывать трансформатор - вперёд. Поучавствуйте в процессе (как это работает?), многое узнаете интересного.. если мучают падения напряжения в сети - создайте аппарат с двумя "первичками" на 230V и 180V. Также можно собрать диодный мост как дополнение к аппарату (для работы на постоянном токе) 4 диода по 100-130 рублей примерно. А по мне лучше начинать с газовой сварки, я начинал с горелкой в руках (поведение металла дойдёт до вас быстрее). У меня в хозяйстве : Ацетиленовая сварка+пропан для резки, самовар 230-180V, Выпрямитель ВД 303,балластный реостат 6-300А с контактором, полуавтомат самодельный питающийся от ВД 306,Аргоновая горелка воздушного охлаждения, аргоновая горелка жидкостного охлаждения. Шас мучу блок конденсаторов для сварки Алюминия.... И всё это хозяйство выросло из такой же потребности как у вас. Будте осторожны в своих желаниях. Сварка ЗАСАСЫВАЕТ!! А за 5 тысяч вы преобретёте себе разочарование в магазине... Сам сегодня стоял у прилавка и гипнотизировал наплечного "немца" за 32000р продавцы отговорили (побереги деньги говорят..) Инверторы оч прихотливы, даже профессионалы жгут аппараты за 30000р. Вот вам мой расклад, Удачи, берегите глаза1 балл