Лидеры




Популярный контент
Показан контент с высокой репутацией 09.02.2021 в Сообщения
-
Для машины, ночующей во дворе частного дома и нигде более-самый оптимальный вариант предпускового подогрева-электрокотёл с принудительной циркуляцией (встроенным насосом). И весьма бюджетно и эффективно и бесшумно. Автономный подогреватель (Бинар, Вебасто, Эбершпехер и прочие)-дороже на порядок, как минимум. Отечественный Бинар тянет на тридцать круб с гаком. Про "иностранцев"-скромно умолчу. К тому же, "самовары" очень требовательны к здоровью аккумулятора. Чтобы не получить неприятный "нежданчик"-очень неплохо иметь в наличии дублирующий аккумулятор. Что опять-таки, требует финансовых вложений.10 баллов
-
Карантинная работа лета 2020. Приехал скай на переварку банки. Разные диаметры по сечению, пришлось изгаляться. Старая и новая банки. Сужаю Отпилил поворотный фланец, прикинул по месту. Фланец готов, прихватил конечные удлинители. Мои корявые швы на кронштейнах. И на обварке поворотного фланца. Ну и резонатор с переходниками. К сожалению, конечный вариант уехал, сфотать я уже не успел.
 7 баллов
7 баллов -
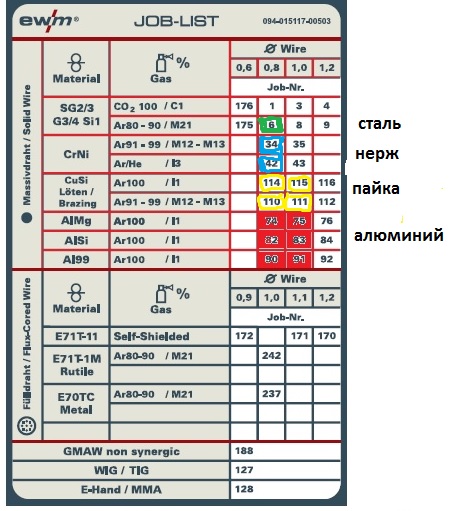
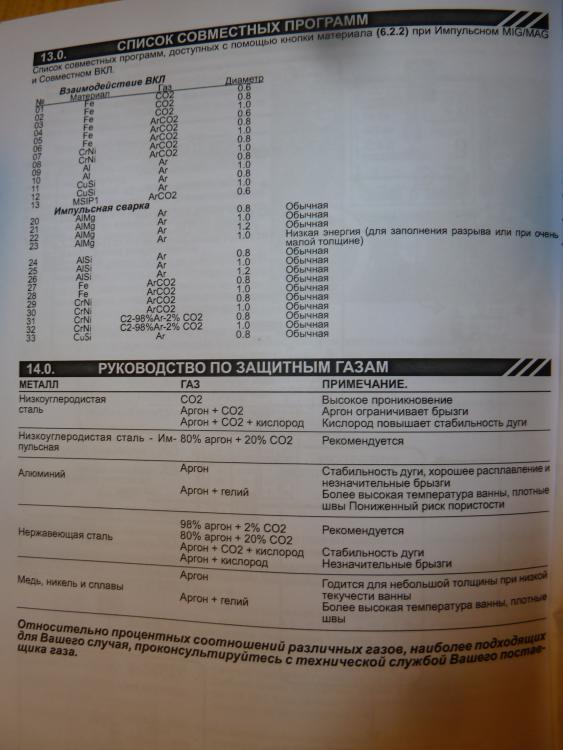
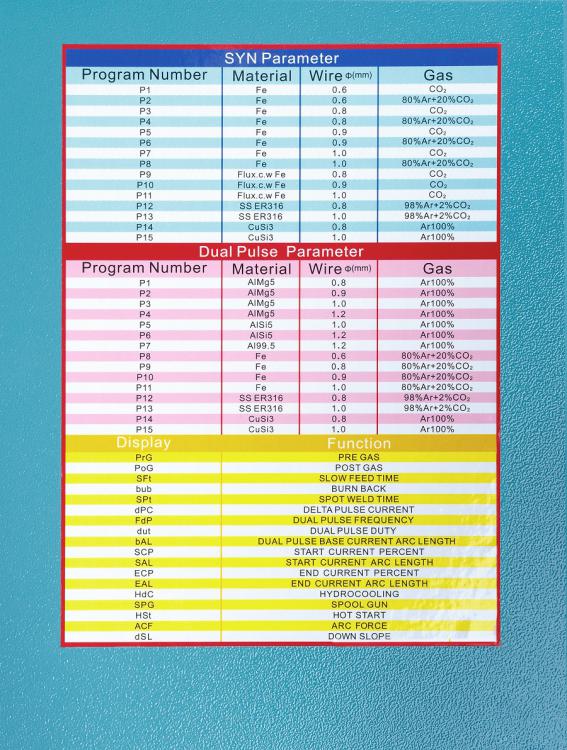
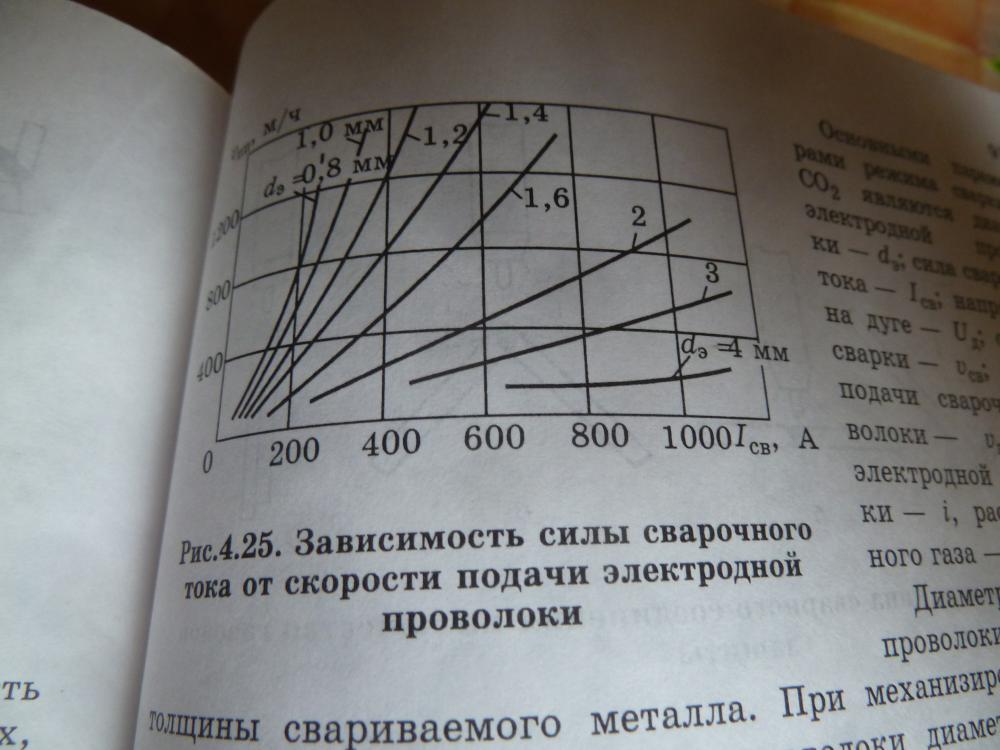
Создание равнопрочностного соединения по всей толщине сплавляемых металлов. - Это истина. Непровар- это несплавление, наличие внешних и внутренних дефектов( поры, подрезы, наплывы и тд). Дефектоскопист обычно ни слова не говорит при проверке соединения про глубину проплавления и ЗТВ, на изменение зерна -это делается на готовых изделиях в редких случаях (например на трубах большой толщины на пароперегреве, где закалочные структуры в околошевной зоне нежелательны и где должна проходить нормализация металла после сварки (медленное остывание, подогрев до и после, укутывание), его больше интересует чистота металлошва без дефектов. В технологии четко прописаны параметры сварочного тока при заполнении разделки в любом положении. И естественно дан небольшой "+ и -" параметров- это и есть норма, влияющая на проплавление. При сварке образцов в лаборатории вы должны четко знать все параметры тока для сварки того или иного металла определенной толщины. На синергетике это хорошо видно как величины прицеплены одна к другой, но допускаемый небольшой + и - в настройках не осуждается. Но если вы считаете себя суперсварщиком и выставляете допустим 200А для сварки металла 1,5 мм толщиной , то нет никакой гарантии на то, что не будет дефектов шва ,выгорания элементов и зона термического влияния останется в пределах нормы. Такого уникума видел всего один раз в жизни- Сергей Жигачев- собрат по горелке, уверенность граничащая с наглостью во владении сваркой. На него даже в лаборатории махнули рукой- переучивать бесполезно, к качеству ведь нет притензий. Технология сварочных процессов и задаваемых параметров написана не на коленке- это многолетний опыт теории и практики. Увеличили сварочный ток- расширили ЗТВ со всеми вытекающими, увеличили колличество брызг, газовых включений. Занизили- появятся несплавления, наплывы, скрытые полости. И весь ваш "провар-непровар" сведется к одному- к соблюдению технологии и параметров сварочных процессов. Таблицы вам в помощь.6 баллов
-
Сегодня , звонят и говорят бак подварить . Поехал посмотреть Мерс древний и под лентами сопливится бак еще не снимали , а от сюды вывод скорее как короед поеден бак под лентами и заплатки потребуются , мыть на мойку не хотят и я им одно они другое . В общем сказал у нас мороз и мыть мне его не где в такой мороз , углекислота замерзнет она летом то в +25 при заполнении подмерзает , ребятки ехайте так и не сильно уж у вас течет да и им до Казани не так уж и далеко ,,, вот тут согласились наконец то , они что думают так просто все тыкнул ляктродом и готово . ЗЫ да морозы до конца недели , а мне внуков возить-встречать со школы и тоже время , да и мой дизелек уж 350.000тыс.км отмерил и в минус 30 заводиться не хочет , но выходим из положения . закутали-запеленали и на 8 часов хватает , снаружи -30 , под капотом после 8 часов -5 , ну и при такой он как молодой с пол пинка начинает рычать .
5 баллов
-
в данный момент на подработке в моск области 1500 час, что слесарь, что сварщик. На мой взгляд конечно как то не очень, но пока так2 балла
-
Практически ни чем. Управление только цифровое, а не а налоговое.2 балла
-
@AKeeper, тор2 балла
-
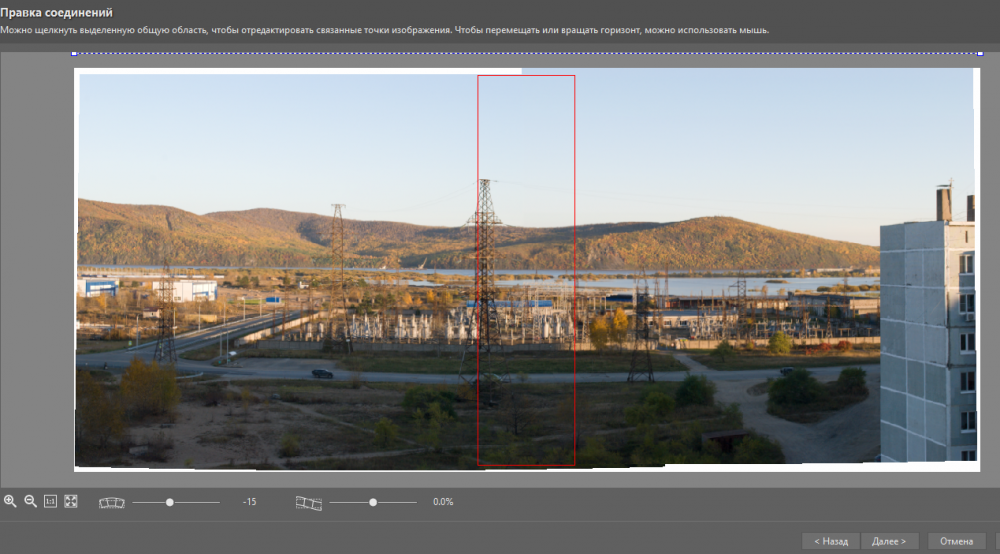
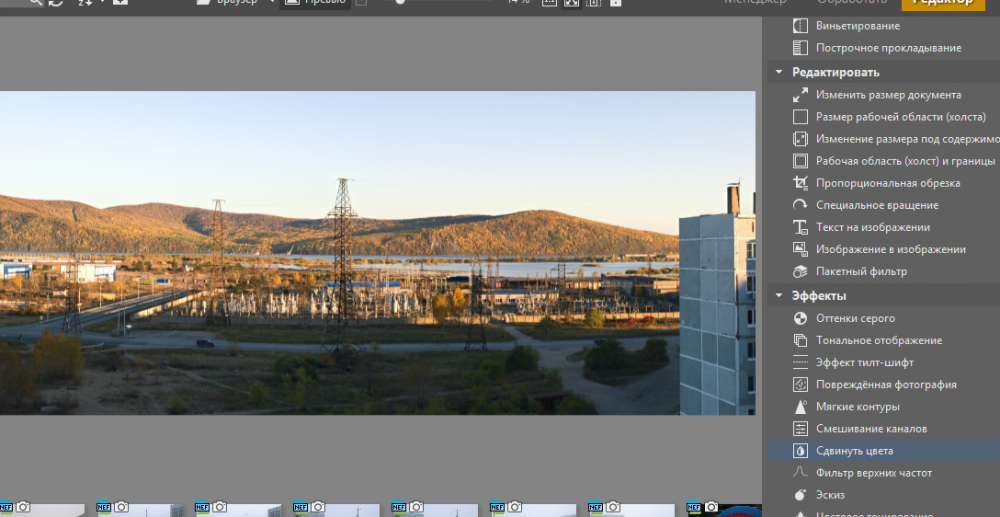
Лучшие результаты получаются после работы с перфоратором. Редактор у меня на ноуте. Снимаешь с рук 2-4 шота, стараешься выдержать линию горизонта по сетке а после, работа в Zoner Photo Studio:
2 балла
-
@saper24,Глаз- алмаз,...- отвес.Если серьезно,то я постоянно просто наблюдаю,как образцы пилят,шлифуют и ломают.У меня нет на работе проволоки 0,8 ,сварить и сделать шлифы я не смогу.Так,шо можешь мне верить,можешь не верить,я в любом случае не супер спец и не истина в последней инстанции.2 балла
-
@selco, День добрый! Вам поставить электроподогрев или бинар 5s и о проблеме забудете.2 балла
-
@Шурпет, пусть мне на слово поверит. А если серьезно, не мешай ему прочувствовать эту кухню своим кошельком. Почему это мы должны шишки сами набивать, а упоротому ослу подсказывать? Можешь скопировать этот пост и показать ему. На примере моего коллеги, давным давно, когда не было интернетов, человек столкнулся с проблемой, когда ТИГом люминь стало невозможно варить, толщина большая, коробления и т.д. Он искал другой способ, ездил по производителям и продавцам св.оборудования, пока наконец не добрался до EWM, там и решил он свою головоломку, купив пару Фениксов. Получил, что хотел, но времени и денег, потраченных на поиски извел не мало. А тут в лоб говорят как надо, а оно упирается, не послать бы тебе его на, умника???2 балла
-
Как нарочно наделать дефектов по ВИК в нужных местах, нужных размеров ? Надо сделать одиночную пору, скопление пор, подрез нужной длины, наплыв, зашлаковку и трещину(самое интересное). По геометрии и чешуйчатости понятно, как действовать, а вот по остальному не очень, ладно подрез ещё можно по заказу наваять, зашлаковку тоже, а вот остальное - хз. А нужно. Материал пластины 6 мм черные. По трещине такие мысли - попробовать вплавить в чернину амг, выкопать канаву и вплавить туда. Потом остудить и перекрыть сталью от краев мелким током. А потом пройтись повторно на большом токе без присадки и может это место порвет. Главное чтобы всей "химии" не было видно, это должно выглядеть, как просто сварка с трещиной. Пора по заказу вообще непонятно. Вымочить электрод - так по заказу один хрен поры гнать не будет. Или тигом перегреть чтобы вскипело? Так тоже не совсем то получится... Короче нужны советы.1 балл
-
Хочу подметить что набирать катет 10мм за один раз крайне нежелательно и для этого не обязательно иметь табличные режимы под рукой1 балл
-
О! Меня виноватым делают))) Смуту вношу. Видать как в государстве раскольники.... В турму пора. Ставьте диод. В любом случае уже ничего не испортить. Потому как стаб должен был бы убавить напругу. За редким схемным исключением. А так как его нет, то напруга максимальна. Если диод, должно всё заработать.1 балл
-
@Goodwin 359,Я не об этом,шо вы как малые дети,тоньше надо,тоньше https://biz.ligazakon.net/ru/news/187641_muzhchina-obozval-mera-no-vyigral-sud-ukazav-chto-imel-v-vidu-frantsuzskogo-pisatelya-iva-gandona1 балл
-
Добрый день! Кто на форуме из Уфы, сможет помочь ? Надо аппарат глянуть! А то продавец пугливый - желает только по месту продать...1 балл
-
я вам уже ответил, а Алексей смуту вводит. Наиболее популярный, 1N4148, Черная полоса к краю ближе, это и есть обозначение полосочки на плате. Так и припаивайте. Проводок вам не поможет. Вы не знаете ток. А если и поможет, то нужно с волос. Есть два выхода из ситуации: - найти схему или у кого такой же аппарат и поставить то что там стояло. На стабилитроне обычно цифры. Но может и без них. По корпусу может быть отличия, а может и не быть. - срисовать схему, приблизительно понять в какой цепи он стоит. Тогда можно приблизительно понять, что же там стояло. Но если поставите диод ... не думается мне что там стабилитрон и не думается мне, что что-то сгорит. Еще вариант, вы можете подробнее изучить схему, т.е. плату. Если на ней найдете стабилитрон, то возможно поймете, как они (китайцы) их обозначают. Возможно, что вы стабилитрона просто не найдете. Значит это диод.1 балл
-
Фигня, граждане ещё скрафтят. Так что эти персонажи без маны не останутся.1 балл
-
На панорамке выше, шесть вертикальных кадров. Сетки в видоискателе моей зеркалки не предусмотренно, но и без неё нормально. Софтину уже не помню, в разное время разными сшивал, это довольно давно было.1 балл
-
Чот в не оттуда заходите. 200 ампер для проволоки 0,8 много или мало? Выгорает там, или нет? Может посмотрим сначала паспорт на проволоку? Может ей втупую нельзя 200 ампер? 0,8 используется редко, и струйный у неё ниже 200 ампер. В районе 170 начинает струить уже. Хватит. Зависит от напряжения. Однофазник не в состоянии вывалить нужное напряжение на 1,2 мм при 200 амперах. И даже на "моём" трёхфазном хелви 1,2 мм уходит в струю не далеко от 200 ампер. Может 210 или около того -- оно там пляшет всё время -- не уследишь.1 балл
-
А также моглось то, что особо и не хочется - а надо С Праздником!1 балл
-
Да все правильно. Желательно оставлять хотя бы 1 атм. чтобы воздух и влага не попали в баллон до следующей перезаправки.1 балл
-
@supoplex, чтоб все хотелось и моглось !1 балл
-
@kulik_anna, Лиха беда - начало. Все получится.1 балл
-
@Schlosser, Опять же, речь изначально шла абстрактно, мной было сказано, что 0.8мм проволоки и 200А аппарата, легко хватает для ремонта рам грузовиков и т.д. Известный нам гражданин усомнился. Мягко говоря. Я не утверждал, что прочный корпус АПЛ надо варить 0.8-ой проволокой. По поводу глубины проплавления, в случае таврового соединения без разделки толщин 20, 30, 40 и т.д., моё мнение, что это не решающий фактор, для достижения прочности. Катет будет решать. Еще раз верну всех к исходным вводным - 200А. Их хватит для струи с 0.8-ой проволокой, но не хватит для струи 1.2. Мой опыт показывает, что струя на 0.8 проплавит глубже, чем ВКЗ на 1.2. Я тоже не истина в последней инстанции Если у кого-то есть опыт подобного сравнения, с удовольствием ознакомлюсь.1 балл
-
Александр , ссылочку кинь , впрочем не надо и думаю найду в ютуб ,,, это просто для интересу и не боле. Ну тут думаю истина , вот и на ЕВМ 180 почти нет программ под 1 и 1.2мм только ПО две на сталь , а импульс вообще только 0.8 под сталь . Ну и у Хелви нет да и у китайца (только вот не помню какого но точно 200А) тоже , так что производители поддерживают истину выведенную очень давно .
1 балл
-
Каждый видит, что хочет увидеть. Какой максимальной толщины раму приходилось встречать? @Schlosser, Антон, речь не шла, что будет правильно заварить без фаски и одним проходом, один гражданин уверял, что сие не возможно вообще, максимум что получится - "наблевать поверху". В данном случае, просто демонстрация, что при нормальной разделке, за несколько проходов, всё запросто получится.1 балл
-
@Георгий 11,Потому,что глубина проникновения в основной металл мала,ванна слишком долго находится в жидком состоянии,из нее выгорают полезные ништяки,да это и по чешуе видно и т.д.Смысл в том,что с виду шов вроде и нормуль,а мех.свойства его плохие.1 балл
-
@Георгий 11, А фаску то все таки сделали и как же без нее с 08й впрочем и 1мм и даже 1.2мм потребовало бы того же. Ну ну и вами руководит одно , главное поперек ,,,,, впрочем почему и не сварить и повторюсь ноу проблем . Но вот все таки о выборе диаметра проволочки , вот смотрите и упоминал сие процесс очень жаркий и мощный Deep и что вышло усе потекло и посему видео убрано , но фотки еще валяются . и насколько помню 450А и проволочка 1.2мм ,,,,, но вот бы если они взяли 1.6мм то думаю намного все "культурнее" получилось. https://www.merkle-russia.ru/info/1902/1 балл
-
Ну и чего удивительного то , вот бы еще распилить образец и посмотреть в профиль . @Георгий 11, Но по большому счету , все таки надо придерживаться правил которые не сегодня определены для каждого диаметра проволоки и все очень даже хорошо изучено и опробовано до нас много много лет тому назад . Вот 0.8 до 200А дотягивает с хвостиком и не больше и по сему можно и 40мм сварить но с разделкой и многопроходной . 1ММ до 400А чуток не дотягивает , вот она самая универсальная для наших потребностей в любом смысле . ЗЫ вот и выходит что для 200А аппаратика самая востребованная 08 проволочка и прав Игорь как не крути .
1 балл
-
@copich,что бы не быть голословным,коллега,по моей просьбе,произвел сварку металла 20 мм. проволокой 0,8 мм.Выкладываю фото,есть видео,если необходимо,то могу и его выложить.
1 балл
-
пока баллоны не заканчивается, после посещения этих заведений сразу калькулятор включается...1 балл
-
@selco,Валера, цены не реальные, за 25р сверлить отверстие? я лучше клиенту заплачу что бы его не сверлить... не конечно если лист 1мм и отверстия 5мм то да, так что по факту этого прайса, если его придерживаться, клиент отремонтирует свое гнилье за 10т.р. а ты будешь изгибаться с болгаркой два дня и потом пол дня варить 1м шва....1 балл
-
Как же Вы тогда проверяли? Ведь выше же Вы писали, что всё проверили тестером? И как тогда по такому описанию помогать?1 балл
-
Да согласен , но не хочется тратиться на сие . Машина конечно хороша и не когда меня не подводила , но вот пора ее поменять , хочу Ниву-шеви (а что мне еще надо и на мой век хватит вполне) и уже ездил приценялся в ЛАДА- Сервис в Электростали , в общем за мою дают 250кр и скорее на зап части отправят , но это уж их "дела" . Но раньше весны вряд ли "выгорит" у мня сие и скорее ближе к маю.1 балл
-
@круазик, день добрый,я так думаю что-то с подходящим содержанием хрома и никеля.1 балл
-
@ЛехаКолыма, состав металла ножниц неизвестен. Нержавейка, магнитится, довольно твердая- надфиль только слегка цепляет, на пределе. В качестве присадки использовал ювелирную пружину для замков. Также нержавейка, также магнитная, высокая твердость. Состав тоже неизвестен (все никак не отдам на анализ). Использую ее уже давно для схожих работ. Диаметр 0,2мм. Варил такого плана аппаратом- http://magistr.su/ustroystvo-mikrodugovoy-svarki-magi-5.html , только прошлого поколения. Глубокая разделка кромок- излом очень неровный во всех трех плоскостях, поэтому вскрыл широко, где-то в толщину спички) Корень варился своим телом с двух сторон. Далее заполнялось присадкой.1 балл
-
Ну как сказать. Пили значительно меньше. Водка по талонам и проблема купить. Нам тогда и талонов положено не было. В 91 году мне было 20 лет. Даже в 93 году водку продавали по талонам. Ну и женится можно было. Пару ящиков водки и немного шампанского давали под ЗАГС . Нынче растраивает, когда вечером идёшь с мастерской через магазин, а молодёжь тащит двухлитрухи пива на вечер. На работе у меня в подчинении алкоголики есть, но боремся по мере сил. Работы повышенной опасности(электричество и высота) не шутка. Есть отец и сын - хорошие люди. Интеллигентные и беда с водкой. И заявление без даты писали. Ничего не помогает. Последний шанс кодировка. Дальше за борт. Старый уже закодировался. Пока три месяца держится. С малым сложнее. Упёртый как баран. Ну и этого сломаем . Да у нас пару дней назад тоже был сутки дождь. Погоду крутит туда сюда. В 18 с копейками зашёл в мастерскую был дождь. Через три часа вышел уже подмёрзло всё. Заколебался заглушки не вентиляцию снимать и ставить. Но нынешнее похолодание это походу надолго. На пару недель. Потеплеет до -10 . Дальше -30. Сегодня сбегал на базарчег и купил шапку и шейную трубу на флисе. На ушанку каску не натянешь. А машину мыть действительно плохая примета. Я это водителям говорю. Не мойте машину в конце рабочего дня, иначе поедем работать и в говны нырять .1 балл
-
@Дядя Костя, какая от вас здесь польза? Лясы точили и без вас успешно.1 балл
-
@Дядя Костя 6-го разряда, можно Вас попросить снять видео, где вы варите своими руками и говорите своим лицом? Обычно золотые руки и сверх мозг несовместимы, хотелось бы это опровергнуть на вашем примере. Доктора и кандидаты в общем и целом, языками чесать специалисты, а работу делает Вася сварщик, с любовью и чутьем, к которому ГОСТы и всякую вафлю в последствие и привязывают. Вот только скромничать не надо, укажите молодежи путь, куда идти после "шараги", где на работу возьмут юнца, где научат Гостам наксам, где зарплату можно заработать, что бы жену и двух детей прокормить? Где можно просыпаясь по утрам, не переживать за этот и следующий день, где не задержут и не обманут по зарплате, где сварщик станет, при желании доктором наук???? Оченнно интересно!!!1 балл
-
@Дядя Костя,а с чего это вдруг они являются обязательными?1 балл
-
Котел вроде турецкого пр-ва, задняя секция. Треснул из-за перепада температуры вроде но точно не знаю. Для начала проверил не много в стороне что за структура материала плотный или рыхлый как губка, как видно 2-е, чего я и ожидал. Разделка. Подогрев резаком, рукой не дотронешся. Сварка ток не большой 90-70А Проковка, охлаждение возле печки часа 4. Котел наш с работы, как бы уже был приговорен для чермета, поэтому особо не заморачивался.
1 балл
-
Ни в коем случае -- может провалиться режим поджига. Никогда не мерял. Можно, но не стоит. Лучше фиксировать кисть другой рукой, опереть её куда-нибудь, вобщем по максимуму заневолить руку в которой горелка. Полуавтомат никак не реагирует на изменение расстояния от горелки до ванны в пределах нескольких миллиметров. Такова физика его работы. Правильно. Можно ещё полирнуть это дело настройкой индуктивности. Нет. Качество металла, который будет наплавлен, зависит от металла прежде всего. Самый качественный будет наплавлен в аргоновой смеси с углекислотой, и зачастую не в режиме ЗЗЗЗЗЗЗЗ, а в режиме ссссссссс, так что.... Мнение может быть о произведении искусства. А мы имеем дело с точными науками, и тут не может быть никаких мнений.1 балл
-
Более дипломированный чем Я?У вас есть что-то посерьёзнее моего диплома ПТУ?1 балл
-
Поступили ножнички хирургические. Размер- немногим крупнее маникюрных. Было: Стало: Для масштаба:
1 балл
-
г.Бронницы московская область.89152201441 niis2008 поставте в список плиз.1 балл
-
Смею возразить. В последнее время приметил тенденцию приоритета клиентов именно к качеству выполненной работы. Примеры — буквально пятница - суббота. Звонят из одной знакомой фирмы, торгующей в том числе и сварочными материалами и спрашивают смогу ли я аккуратно приварить кокой-то кронштейн к трубе ?? Отвечаю. что думаю, что смогу, но только надо знать или видеть что именно варить. Оказывается, довольно серьёзное предприятие ищет кто в городе может такое сделать. Я говорю, что неужели они не имеют своего сварщика ? Оказывается сварщиков разогнали уже давно, по объявлениях обращались, но грамотно и аккуратно сварить ни кто не смог. Вот они и обратились в фирму торгующую сварочными материалами в надежде, что те подскажут нормального сварщика. В субботу попросил знакомый дальнобойщик отремонтировать поломанную систему передвижения автомобильной сидушки. В виду отсутствия транспорта он попросил своего друга и тот с половины дороги встретил и подбросил меня на работу. Работа не сложная. Треснула трубка механизма фиксатора салазок сидения. Вот подготавливаю я места под сварку + решил немного усовершенствовать .... и тут слышу разговор моего знакомого со своим другом. Друг знакомого спрашивает его неужели надо было человека звать из дома, чтоб выполнить такую простую работу ? На что, мой знакомый отвечает, что мол эту работу мог бы выполнить любой, но Саша (это я) всегда выполняет любую работу, будто бы делает ее каждый день. Скажу чесно. приятно было услышать лестный отзыв в свою сторону. В итоге, за работу мне заплатили в трое больше озвученной суммы. Скажу чесно, что по собственному опыту увидел что люди готовы заплатить и больше, но за качественную работу, хотя, не спорю, попадают и такие, что готовы на любое, лишь бы дешевле. Цены на работу колеблются больше по регионам и доступности приобретения сварочных материалов и всего необходимого для сварки.1 балл
-
На форуме иногда задают вопросы -можно ли восстановить наплавкой сломанные зубья шестерен? В принципе можно,но с какой точностью,каким наплавочным материалом и какой твердостью наплавки.Надо развеять иллюзию,что восстановить работоспособность шестерни очень просто,т.е.,что для этого нужен всего лишь сварочный аппарат,необходимый наплавочный материал и некоторый навык в работе,но это не так.С начала надо ознакомиться с технологией изготовления зубчатых колес.На фотографиях приведены основные типы станков для серийного изготовления цилиндрических прямозубых и косозубых шестерен -Зубофрезерный,зубодолбежный,зубозакругловочный,долбежный. Также зубчатое колесо можно изготовить на фрезерном станке с набором модульных фрез.Итак,нужно иметь минимум-токарный станок,фрезерный с делительной головкой и модульными фрезами,возможность термической обработки заготовки. Технология изготовления зубчатых колес.Большое значения для реализации свойств зубчатого зацепления имеет технологияего изготовления. Наиболее простой является технология изготовления зубъевметодом деления. Эта технология может быть осуществлена на универсальномфрезерном станке инструментом в виде дисковой или пальцевой фрезы(рис.4.18, а иб). По этой технологии в заготовке фреза последовательно прорезает одну впадинузуба за другой. При этом получается пониженная точность зацепления по шагу и попрофилю зуба. Ошибки в профиле зуба появляются из-за того, что технологияпредусматривает изготовление зубчатых колес с разными , но близкими , числамизубьев одной фрезой.Рис.4.18Несравненно более совершенным является метод обкатки. Эта технологияосуществляется на специальных зубодолбежных или зубофрезерных станках либоинструментом в виде рейки или долбяка (рис.4.18,в), либо инструментом,называемым червячной фрезой.(рис.4.18,г).В этой технологии инструмент наряду сдвижением резания обкатывается вокруг заготовки при этом зацепление получаетсязначительно более точным.
1 балл
-
Отпишусь с разрешения автора в этой теме. Приобрел и опробовал в деле Energy mig200. Сам любитель и взял горелку ПА в руки первый раз. Китайская 0.8 мм и СО2 (металл 5 мм и профиль 1.5 мм) РДС ОК46 питерские 3мм Учусь, подбираю режимы. Интересно он варит РДС, мягко как то, по сравнению с инвент. Интерскол 180, с шипением. Аппарат огонь!!! Запаса по току для домашнего использования с головой.
1 балл
-
Чуднее клипа я пока не видел. https://youtu.be/u1ZB_rGFyeU1 балл