Лидеры


.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)

Популярный контент
Показан контент с высокой репутацией 14.01.2021 во всех областях
-
покупая обувь хоть за мильон, не получаешь брызгалку для чистки обуви. Почему? Потому, что каждый должен знать и уметь. Либо должны быть специально обученные люди, которые за этим следят или делают. Хорошая проволока в меньшей степени делает осыпание омеднения. Нержавейка и люминька идет более чистая. Я имел дело с алюминием в Германии. И там проволока, одно загляденье. Сами листы чистые, хоть лижи его. Другое дело, что идет тенденция к удешевлению. Следовательно надо и мероприятия осуществлять по предотвращению возможных проблем. Ибо мы живем и работаем не в Германии. @saper24, после лирического вступления, теперь вопрос к вам, так кто должен делать и знать, флагманы? Может они и туалетную бумажку должны положить в коробку с оборудованием, чтобы за вас обеспокоится вашим комфортом и варежки сварщика с обогревателем? Что еще должны сделать производители флагманов? @saper24, почему кто-то что-то должен? Нравится берите, не нравится не берите. Вас ни кто ни к чему не принуждает. А сделать себе любимому жизнь легче за счет простых действий, мне кажется логичным.6 баллов
-
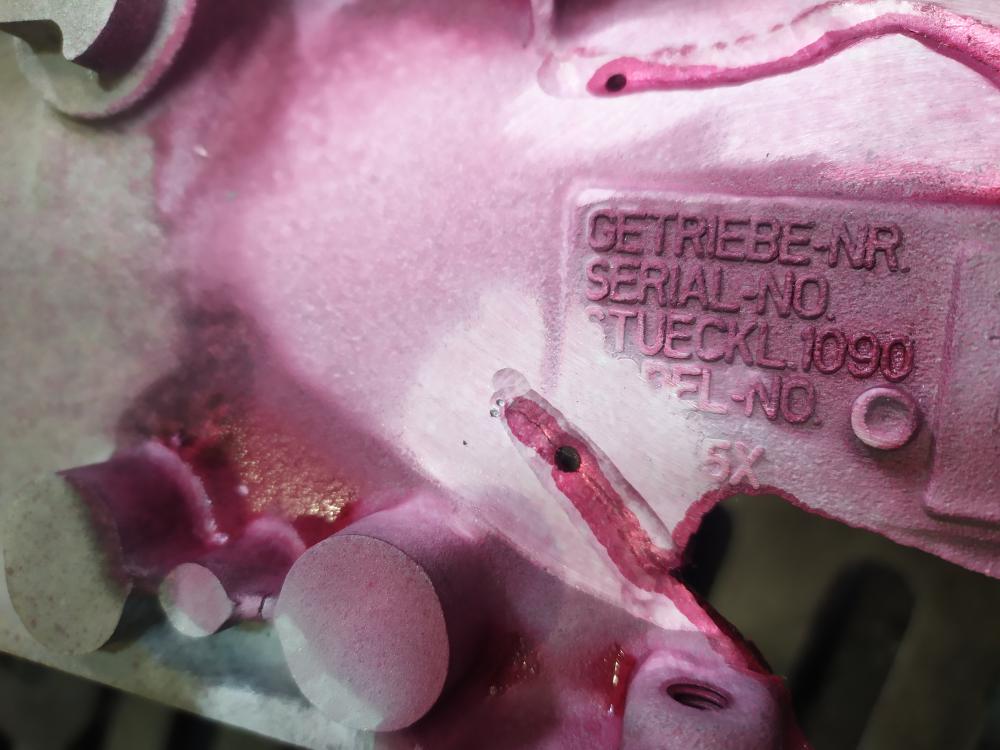
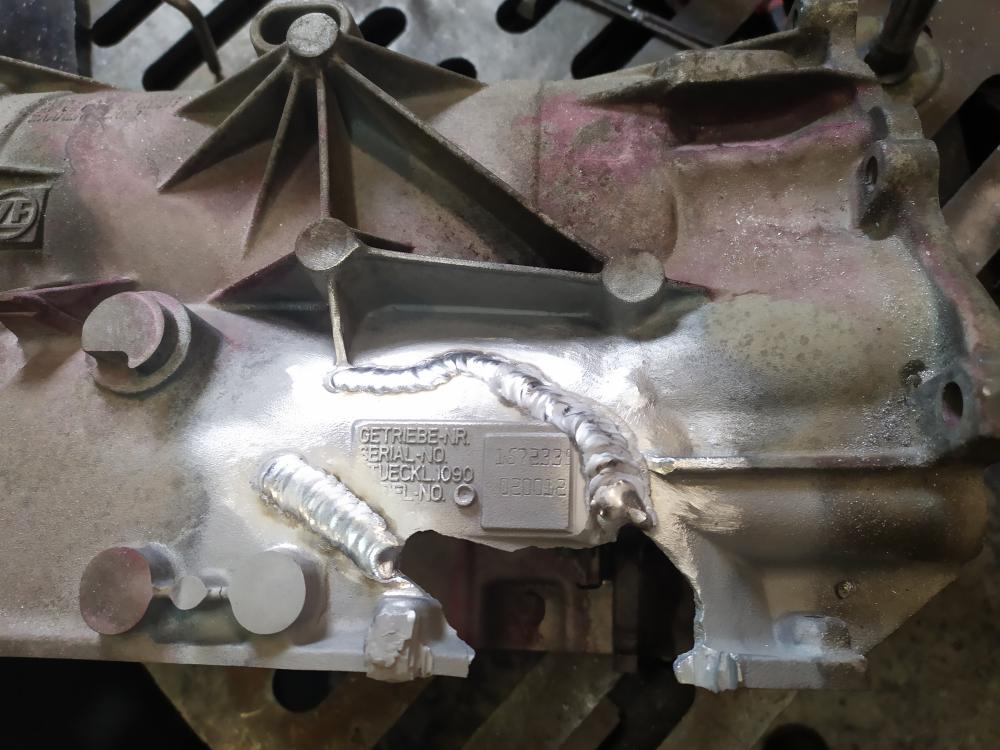
Корпус АКПП. Казусов,как таковых нет,но очень интересная работа. Фоток много,но по другому не нашёлся,как передать последовательность и сам процесс.
 5 баллов
5 баллов -
Да вам дали дельный совет с резиночкой а вы минус ,,,,,. знаете мне этот минус вообще не о чем . Похоже вы так не чему и не научитесь так и будет у вас ролики не мазал , длина дуги не регулируется и вообще Хелви не исправен . Усе больше не одного совета , и похоже вы просто .......................а не буду.5 баллов
-
Ну ну , и ты мастак пустые сообщения стряпать . кабы да не кабы ???? ,,,,, надфили рулят оказывается и можно ролик надфилем во как, а я дурак заморачивался с заводом ,,,,. ну и вам точно за пыжом в охотничий сель маг да и калибр побольше берите .5 баллов
-
вот вы наш "разборчивый " , расскажите теперь мне почему под сталь и алюминий применяют разные профилем канавки ......., а впрочем вы наверное и не знаете и я сам расскажу. Так вот V канавка для стальной проволоки и она меньше скользит в таком профиле и посему стабильнее подача особо если два ролика , но можно применять и U канавку особо когда 4 ролика и это даже лучше от стружки-пыли ,,,. U канавка под Ал и нерж проволоку так как проволока мягче и канал под них тефлон и нельзя на проволоке иметь дефекты в виде царапин и смятия так как усе вопьется в тефлон коей просто придется выбросить через некое время и примерно он не отслужит и половины положенного . И от сюда чем точнее изготовлены ролики тем меньше "стружки" они будут точить с проволоки , но при любом раскладе "стружка- пыль будет даже при супер чистой импортной проволоке так как подающие - это узел трения и не куды от этого не избавиться . Ну и "пыжи" и прочее это уже изобретение сварщиков , но эти сами пыжи должны стоять не до роликов , а после них на входе горелки и собирать наточенное роликами особо не качественными , ну а качественные с адекватным натягом проволоки почти не точат . Зы вот я на своих не когда не ставил "фильтров" а проволоку пользую разную в том числе и китай ,,, и это говорит о качестве подающего и роликов и практически нет на моих стружки, да и четыре ролика делают свое дело . Вот кстати на Меркле ролики под 0.6мм проволоку делали на инструментальном производстве и подошли к сему весьма серьезно , качество выше чем у немецких но и последние тоже не лыком шиты . Кстати у Хелви тоже качественные ролики , да и видно на фото все нет стружки-пыли , хотя он и кушал китайскую и корейскую проволочку. Вот что правее два это наши российские ЗЫ ну и еще добавлю на входе проволоки от катушки в подающей у многих стоит латунная втулочка или пружинка от канала, а проволока с катушки при сварке делает и поперечные колебания разматывая витки , так вот эта латунная втулочка наточит больше чем ролики и по сему не поленитесь отрезаем кусманчик тефлон канала и вставляем в эту "злую" втулку ,,,, и это так просто не ленитесь и избавитесь от многих проблем и даже пыжей и некоторым они кажутся дорогими так вот и не надо будет тратиться .
5 баллов
-
Поддон Форд.Принесли в навозе с маслом и с наляпанной латкой сверху из рифлёного алюминия. Было сказано,что моем,но за оплату. Сливное переместил. Новую муфту в другое место определил. Сплав - " только матюки"...., сам поддон притянул струбцинами к шлифованной плите.
4 балла
-
@copich,вы же сами писали,что производитель вам прислал стандарты,соответственно эти стандарты должны подходить к Российским,это первое.Второе:меня всегда корежит от тех,кто заявляет,что такой то сварщик ничего сварить не может,это относится не только к вам.По каким критериям вы судите?Ну есть удостоверение сварщика и что?Вы хотя бы знаете,что сварщик,который варит корабли не сможет сварить трубопровод транснефти?И наоборот сварщик трубопроводов транснефти не сможет сразу варить корабли,вы как бэ хотя бы вникайте в суть ваших заявлений.Вы можете заварить пластины в нижнем положении,с полным проваром и соответвующие госту,но они не пройдут где нибудь в авиастроении или танкостроении,потому что там свои стандарты.Я вообще радуюсь,что кто то покупает аппарат и начинает варить себе сам заборы на даче,криво косо,но он сам пытается,тем самым все больше и больше проникаясь в суть самой сварки,пускай не получается сначала,пускай он не будет великим спецом,но ему это и не надо,ему важно доказать себе и окружающим,что он смог.Вы же пытаетесь все время увидеть в чем то подвох,где подвоха то и нет,люди пишут,люди интересуются,людям интересно,ну так и дайте им правдивую информацию.А вы даже супер пупер спецов (чисто мое мнение) пытаетесь в чем то уличить,выдайте швы как у них тогда на своем аппарате и вопросы отпадут,нет,нужно писать 100500 страниц тарабарщины,что бы скрыть главное.Вы вообще сами аттестованы наксом или итальянскими специалистами по сварке,что бы разглагольствовать про аттестации своих аппаратов и какие катушки к ним должны прилагаться?Есть у вас соответсвующий Российской Федерации документ,который регламентирует ваши знания и умения в сварке?4 балла
-
Георгий , ошибается и ты знаешь сколь производителей катушек под проволоку , вот я тоже не знаю но думаю очень много особо в китае да и в европе хватает и у нас тоже . Так вот кто из производителей катушек будет спрашивать точные стандарты тем паче они все частные и знаю у меня зять работает в Электростали конечно не катушки но пластмассовые ящики любые кто что закажет , а вот потом на складах мучаться так как один не встает на другой , ну это примерно так раньше было по гост а сейчас можно и по ту , а хотите гост платите побольше от ту и то не известно будет ли это настоящий гост . Да че говорить вот придумали для D300 проволочный каркас и не кого из нас не спросили "а подойдет ли он на ваш ПА" ,,,, а зачем идите прикупите адаптер и все дела ,,,,, так же и тут . Или вот могущего ЕСАБ изобретение , вот вам туба с отличной и чистой проволокой , ну а чо перекручивается мы в курсе, но тогда вам придется к тубе прикупить "прибамбас" ,,,,, а вот почему им сразу в тубу не положить одноразовый прибамбас . http://websvarka.ru/talk/topic/14061-provoloka-vyletaia-iz-gorelki-delaet-vrascheniia-k/ ЗЫ кстати советская катушка на 200мм довольно здорово отличается от еврокатушки , там совсем другой держатель под катушку был с полноценным тормозом-фрикционом и она по ширине меньше , вот если не выкинул то сфоткаю завтра да и держатель с фрикционом где то лежит .4 балла
-
Ролики сколько их видел,приходят в консервационной смазке,дюже липкой.Ее нужно удалять бензином.Ну это к слову,мало- ли...4 балла
-
Игорь, общение в никуда потому что есть такая категория людей (у меня родной брат такой, ему все должны начинай от родни и кончая президентом) а так же есть люди которые из детства принесли во взрослую жизнь "почему" (например - туалетная бумага не похожа на газетную, почему?) и т.д.4 балла
-
5754, Амг 3 Боковина 4мм, подложка под поддон 8 мм. Сам корпус жесткий до дури,даже шарошка не забивалась. Валерий,искал\выглядвал не нашёл.Но при зачистке и округлении шарошка не забивалась(летели большие хлопья), всё звенело. Я уже писал,что жесткий алюминий.3 балла
-
вот тут ошибка. НАКС не катушку аттестовывает, а проволоку. Она должна соответствовать нормам, т.е. хим состав. По крайней мере я так думаю. Сам с проволокой и аттестацией ее не связан. Катушка делается по стандарту. Стандарт это то что написано на бумажке, что НАКС и проверяет. Соответствует или нет. Есть ГОСТ есть ТУ и если бумага соответствующая есть, а изделие соответствует этой бумаге, то все - все хорошо, бумажка о проверке получена В противном случае мы с вами бы колбасу кушали, а не бумажку завернутую в другую бумажку и политую идентично натуральными ароматизаторами. Все и всему соответсвует. и на это получена бумажка. И в казну уплачены денюжки. Все довольны. Кроме нас, что мы и за это оплатили. Давайте ближе к нашим делам. Есть сварщик, есть удостоверение с разрядом. А он и сварить то ни чего не может. Обучение проходил? Бумажку получил? За-то кричит, что он сварщик и требует денег, только ни чего варить не умеет, его даже на сварку забора не поставишь.3 балла
-
Неужели тяжело подложить под катушку резиновое кольцо от сифона как раз подходит, А на проволоку одеть диск ватный и зажать скрепкой для бумаги и все. И ничего не надо расписывать. Толстые катушки тонкие , поставьте и вопрос закрыт.3 балла
-
отвечу за Валерия. Хотя я его прекрасно понимаю, из одной бочки в другую черпаем воды и потом обратно, а смысла ни какого. @n00b, лирическое отступление. Что-то в лирику меня в новом году понесло... Я ремонтирую много разного бренда и как раз с обратной резьбой мне попадается не часто. И я дурак, все догадаться ни как не мог, за чем такой изврат как обратное направление резьбы. Так же, вопрос по гайке и возможному люфту задавался производителю, где он прислал стандарт на катушки. И если все по стандарту, то все фиксируется как положено. А меньший размер катушки - "Тиграм в клетках мяса не докладывают". За-то дешевле Ну так вот, ближе к Хелви, сколько раз сам варил, сколько ездил по заводам, ни от одного не слышал, что гайка откручивается. Часто она даже подзакусывается, и ее вроде бы крутанул и легко, а откручивается с небольшим щелчком. Особенно заметно, когда меняешь проволоку и одна рука держит катушку, а другой пытаешься открутить. Переходим к словам сказанными человеком с огромным опытом в сварке. Если катушка болтается, имеет некоторый люфт, то она ни чего не откручивает и не закручивает. Она люфтит и в некоторых случаях может давать вибрацию на проволоку, что приведет к не стабильной подачи и последующей пульсации дуги (выше-ниже). И люди потом мучаются, разбираясь с подающим механизмом и затягивая его на самое максимальное. Особенно это характерно проявляется на алюминии. Если приклеить резиновое колечко или приложить просто, чтобы катушка была однозначно зафиксирована, то мы себя защищаем от возможной проблемы при сварке. Вот и все. И ни кто ни кого не хотел задеть и самолюбие потревожить. Обмен опытом и не более того. И т.к. у всех возникают абсолютно разные моменты, вопросы, сложности, то предлагают абсолютно разные методы решения и то на что стоит обратить внимание. И чем удивительнее предложение тем больше удивления когда это пробуешь и оно помогает. Но был затронут момент по катушке, поэтому было сделано предложение, что можно проверить и сделать. Не вижу ни чего обидного в том, чтобы намотать на ус. А воспользоваться или остаться при своем мнении и ни чего не делать, дело и выбор каждого. @n00b, Андрей, Знаете как обидно когда общаешься с производителем и каждый раз приходится описывать, что три фазы есть, напряжение по фазам такое-то и так далее и тому подобное и что газ не забыл подключить. А это надо по причине того, что самое простое можно забыть и "лежит" перед глазами, а не видишь. Особенно когда куча звонков, еще клиенты над душой стоят и на голову сверху приплевывают, за то что на них не обращаешь внимания, а они такие важные и важнее любого другого вынуждены ждать. Вы отнеситесь с пониманием и вас будет легче понять. И то что вас просили сделать, сберегло бы деньги как минимум. Проблема на данный момент не решена, не найдена причина. А аппарат скатался и получается, что в пустую. Может не мое дело, но мне почему-то обидно за потраченные вами деньги. Хотя наверное должно быть - тьфу как у многих сервисов к нам отношение. Привыкли что ли?! Или хотим быть такими, обиженными, что нас не любят и не понимают... Ладно. Вы не серчайте. Все советы только для добра сказаны.3 балла
-
Катушка вообще то вращается на пластиковом основании катушкодержателя и на нем имеется пластик штифт чтобы катушка не вращалась относительно катушкодержателя . Ну и вот катушки имеют разную ширину и некоторые как бы болтаются 2-3мм не подтягиваясь гайкой , решение вырезаем из 5мм резины кольцо-подкладку и все как в лучших домах Лондона не чего не болтается да и отворачиваться не будет
3 балла
-
я реально встречал.... да и довольно часто, когда в подающем много металлической пыли и желтого налета от омедненки. Если брать качественную омедненку, то она довольно дорогая и не так сыпется. Можно даже встретить, когда медь в руке осыпается. Как и оцинковку при прокатке отслаивается. И если кто-то не видел, не означает, что этого нет. Поэтому, установленный войлок на входе в подающий очень много собирает грязи. Для примера, клиент использует плазменную сварку для алюминия. У него на входе стоит войлок. Без войлока и на смену не хватало канала. А с войлоком, в конце смены только продул и на следующий день дальше можно работать. Этому клиенту на ПНР из Австрии был прислан остаток 300мм катушки. Эта проволока неделю без войлока работала. И дальше могла бы работать, если не кончилась бы. Я знаю, что некоторые заводы берут полированную проволоку вместо омедненки. Именно опять же по причине осыпания меди и забивания канала. И тут, ролики особо ну ни как не помогают. Другое дело, что ролики могут изнашиваться и быть не правильной формы. Но в данном случае, это уже совершенно другое и к теме обсуждения не относится. На выходе из подающего, к сожалению не имеется места для установки какого либо очистного сооружения, проволока после роликов практически сразу попадает либо в металлический канал (латунную трубочку) либо в тефлоновый канал если алюминька заряжена. Но и для схема грязи до подающего, уже довольно большое дело. Конечно все это ощутимо когда пустые катушки как гильзы из автомата вылетают. А когда одну катушку год другой гоняешь, то там чего не устанавливай, особой разницы не почувствуешь.3 балла
-
какая именно гайка? Крепления катушки или регулировка тормозного механизма? Впервые слышу, что это может доставлять неудобства. 1. гайка крепления катушки, если катушка стандартная, а не абы какая, то гайка катушку должна будет прижать к держателю катушки. На катушке выемка под штырек держателя. Т.е. катушка впринципе не может вращаться на держателе, если конечно катушка 300мм. Если катушка 200мм, то нужно использовать проставку или например пустую катушку. Даже если катушка имеет не совсем стандартный размер, то небольшое шатание катушки ни как не способно раскрутить гайку. Даже если катушка в свободном положении, болтается полностью, я ни разу не сталкивался с таким, что гайка может хоть как-то раскрутиться. 2. гайка (винт) тормозного механизма (в зависимости от источника), имеет выступ который вставляется в специальную проточку вала. Это предотвращает вращение и не позволяет откручиваться гайке (винт). милости просим. правила для соблюдения придуманы, т.е. для порядка. Не нужно нарушать, не будет проблем. Особенно правила техники безопасности3 балла
-
кто это сказал? Это ваши слова. Это для вас жизненно необходимая вещь. Я показал факт загрязнения. Клиент жалуется на отсутствие качества, за что уплочены деньги. Ролики доукомплектовывались, т.е. это не производителя ошибка. Оба ролика имеют грязь в канавке на которой производили сварку. Грязь получается была внешним образом занесена. Как это попало туда, теперь не выяснить. Но предотвратить проблему можно было бы, если бы сделать простое телодвижение. Я встречал, когда клиент сам смазал ролики смазкой типа солидол... Ну так в чем проблема? Человек @aleksein, предложил возможное решение для будущего уйти от возможных проблем. Я подтвердил, что это работает. я вам ответил, выше смотрите, сообщение: 1097. кто как хочет тот так и эксплуатирует. Это право того, кто купил. Кто-то кувалдой разбивает, кто-то перепродает. У каждого свое видение процесса эксплуатации и дальнейшей судьбы. Поэтому ответ на вопрос будет по прежнему: не имеет смысла, не возможно для всех и все предвидеть. Стоимость качественного оборудования учитывает именно оборудование. А дополнительные плюшки могут быть, а могут и не быть. И если все пользуются качественным, а в России пользуются китайским барахлом, ни как не накладывает обязательств на продавца, снабжать моющими средствами для клиента. Это не является необходимым при работе на качественном оборудовании.3 балла
-
Где то 60 мм Заход- загиб , где то 15мм Угол в угол можно но пришлось бы сверху бака несколько уголков - усилителей приварить и в принципе чехи и на сие согласны были и им главное доехать до своей Европы, но не красиво и решил загиб на радиусе да и так понадежнее . Вот чо удивило, чехи на таком чермете приперли в Россию и у нас наверное такого уже не сыщешь , да еще на бордюр или бетонный отбойник напоролись баком да и поддон распороли и если интерес есть фото ,,,,,, вот я им и отписал на память "не забывай Россию".
3 балла
-
Сегодня, как говорится, исполнял) пожалуй, самое необычное положение, из тех, что были, но шов было видно, без зеркала, хотя кое где и одним глазом.
3 балла
-
Вот сейчас искал видео и так и не нашел , и там бухта не крутиться , а была на конусе трубочка гнутая ну наверное почти под 90 градусов вот она и крутилась освобождая проволоку от перекрута и потом уже в шланг к подающему . Вот нашел но тут прямо из тубы в подающий ,,,,, и поищу еще может и отыщу . Вот нашел , но уже чуток новее но принцип тот же и само устройство с 5.00мин .3 балла
-
.у меня после катушки стоит войлок.от стелек.в цеху у меня пыльно.пыль проникает в аппараты.в катушку.и даже в котёл китурами.на котле стоит фильтр.раз в неделю будь добр продуть.адфло тоже раз в неделю продуваю.а вот войлок как раз делает своё дело.собирает ту пыль которая в воздухе и оседает на катушку.и эта пыль не попадает в канал.с заменой катушки всегда меняю войлок на новый.не поверите.после 15 кг катушки на войлоке столько гомна.аж жуть.так что ставить это нужно только в пыльных цехах.2 балла
-
давно уже занимаюсь диагностикой авто,смею вас уверить что 92 бензин для бентли вполне сьедобен. Это не норма -это наша действительность . и 76 лили раньше, просто небыло другого , а машины были ... Вот в соседней ветке обсуждается -почему скручивается проволока на выходе из горелки....Сходите почитайте и вопросы -Почему ? отпадут.... Вы гарантийные требования почитайте к полуавтомату. Там четко и отдельным пунктом писано,не совать в аппарат грязную проволоку, не поливать водой и не бить кувалдой (как Хлорофос) ... А уж если нет финансов на качественную проволоку , так берем прозерватив,т.е. пыж. Фетр работает лучше,но проблемнее найти. e name='selco' timestamp='1610634602' post='444778'] ЗЫ ну и еще добавлю на входе проволоки от катушки в подающей у многих стоит латунная втулочка или пружинка от канала, а проволока с катушки при сварке делает и поперечные колебания разматывая витки , так вот эта латунная втулочка наточит больше чем ролики и по сему не поленитесь отрезаем кусманчик тефлон канала и вставляем в эту "злую" втулку ,,,, и это так просто не ленитесь и избавитесь от многих проблем и даже пыжей и некоторым они кажутся дорогими так вот и не надо будет тратиться . [quotМне этот вариант не понравился.... Тефлон жесткий и проволока сходит не ровно.. Я хочу поставить кусочек латунной спирали от комплекта канала... она должна нежнее отследить неровности намотки . Я уже говорил, что на Хелви стоит нехороший катушкодержатель....то,что недотягивается катушка и приходится ставить прокладку-это понятно и просто, но он болтается сам на оси... Селко... покачайте установленную катушку рукой.. это хорошо видно... А вот на фото ниже держатель , не болтается ... Я на Циклон такой ставил и никак не соберусь заказать еще два-на Хелви и на Крамера (там вообще дерьмо стоит)
2 балла
-
Тигом.ПА нету. ТИГ в ремонте предпочтительней.. ПА всеж для чистого изделия. По моему... А в жизни все можно. Народ как то электродами латают алюминь).Но это уже порно)2 балла
-
разные мании у людей бывают. У меня достаточно редкий случай - нержавейкомания. Все, что можно сделать из нержи, из её родемой и надлежит делать. Вот, ручки для смесителей в ванну, например. Поскольку дома уже и делать почти нечего, на очереди бойлерок литров на 300 из того же материала. Хороший человек надумал бойлер поменять, ну не из мечты больше сотки отдавать за эмалированную бочку. Можно в сорокович уложится, ну край - 45. Горелку уже слепил, из того, что в гараже валялись. На бочку материал на подходе. Это так, развлечение для отвлечения от домашнего ремонта. Задолбался я уже малость.
2 балла
-
Андрей, к сожалению, не могу однозначно ни чего утверждать. Ролики не вычищал. Даже с прижимом игрался, чтобы понять, могло это как-то повлиять или не могло. Как вам и отписался, что после распаковки (конечно постоял, нагрелся... хотя и вверх ногами принесли его коробка в черном стрейче и не понятно, где верх, где низ), был включен аппарат. Установлена проволока и без изменения параметров сварки, была произведена тестовая сварка. Все. Потом по меню полазил, посмотрел параметры, ролики покрутил в руках, повертел прижим, опять тестовая сварка. Сделал фото, видео и вам выслал. С боку его стоит ТР220. Все тоже самое было установлено, перекинута эта же проволока, горелка, кабель массы и газ, пробный тест. Параметры сварки (ток, напряжение) подтверждаются на экране с ТР220XL. Поэтому вас и попросил, пока аппарат у меня, прислать какие режимы использовали, может что-то зафиксировано еще (как дополнительное), чтобы проверить и воссоздать возможные причины проявления проблемы. Когда аппарат у клиента и если в нем уверенность (в аппарате), то рассматривание ситуации и решение проблем строится из алгоритма, что причина внешняя, а не в аппарате. Поэтому клиенту предлагается произвести некоторые действия, которые смогут отбросить предположения и локализовать проблему. Если решение не возможно найти по причине не возможности произвести те или иные действия и клиент полностью уверен, что дело в аппарате, то остается только одно - направить в сервис для диагностики. Был один раз, что клиент имел проблему с ТР220 и произведя диагностику, удаленно, он делал замеры тестером, была выявлена проблема и клиентом устранена. Из личного опыта общения с различным оборудованием, в инверторной технике плавающий дефект не частая проблема, а даже очень и очень редкая. И выловить проявление дефекта является проблематичным без привлечения пользователя. Т.к. только при каких-то обстоятельствах, может что-то проявиться. Оборудование промышленного типа, оно проверено в различных условиях и в климатической камере. Поэтому стечение обстоятельств которое может привести к проблеме довольно экзотическое. И если проблема есть, ее нужно найти, если такое возможно. В итоге: лично к вам как к пользователю данного оборудования, ни каких претензий нет. Вы сделали, что смогли и направили в сервис оборудование. Я занимаюсь вашим аппаратом, поэтому мне нужно его максимально проверить. А в роликах была проблема (грязь) или не в роликах, я не знаю. Я указал, к чему у меня возникли вопросы. Ролики грязные, канал грязный и т.п. могут являться причиной возникновения проблемы. Когда вы сравнивали китайский аппарат и ТР220XL, вы использовали одну и туже сварочную горелку? Проволока была одна и та же? По газу, я помню, вы писали, что баллон у вас один и газ вы использовали этот же. Остается: сам аппарат, сварочная горелка, газовый редуктор, газовый шланг, газовый тракт (клапан шланги) самого аппарата. На данный момент я использую ваш аппарат со своей горелкой. Шланг мой. Значит газовый тракт и сам аппарат не могли доставить вам проблемы. Или я не прав? Именно поэтому, что нет пока уверенности (т.к. проблема не локализована) сегодня - завтра еще погоняют ваш аппарат на предмет возникновения проблемы. Я не могу утверждать за всех. Но Хелви не лишает пользователей гарантии на оборудование, произведенного компанией Хелви, за использование не качественных горелок, проволоки, расходки и прочего, что в свою очередь не причинило вреда оборудованию. Даже использование кривого питающего напряжения, не лишит вас гарантии, если нет последствий и оборудование отработает ваше издевательство даже за пределами регламентированных параметров. если вы будете приобретать продукцию компании Хелви, вы можете получить любую интересующую вас информацию в рамках приобретаемого. И при необходимости заключить договор с внесением жизненно важных пунктов. Но если у вас нет интереса к приобретению продукции Хелви, что вы не раз утверждали, все ваши посылы оцениваются как ФЛУД и согласно вас нужно забанить, т.к. уже выше в теме вам было разъяснено. @saper24, спасибо вам, что вы проявили интерес к оборудованию компании Хелви. Мы очень ценим вашу заинтересованность и за ваше беспокойство о реальных и потенциальных пользователях. В свою очередь, хочу вам донести информацию, что оборудование прошло все необходимые проверки и аттестацию НАКС на соответствие всем стандартам России. В дополнительных доработках или в применении дополнительных приспособлениях оборудование Хелви не нуждается. Ваша обеспокоенность является абсолютно беспочвенной. Вы можете сами в этом убедится, если купите продукцию Хелви. С ув. Игорь.2 балла
-
@saper24, сколько раз видел в живую у многих сварщиков и только одни положительные отзывы. Еще за бугром продаются специальные диски и к ним даже какая-то смазка, для пропитки войлочного диска. Так что это действительно работает и избавляет от неприятностей. идея хорошая, но ... Сравнение будет не совсем адекватное. Вы не сможете произвести абсолютно идентичные условия. Но попробовать стоит. Так же, если продумать методику, то нужно бы и проверить динамику отслеживания аппаратом колебаний горелки и отработка аппаратом с изменением параметров к стабильному процессу сварки.2 балла
-
Немного на собиралось
2 балла
-
уже все придумали походу, и даже запатентовали хотя нет, она все равно выйдет крученой. Крутить надо всю бухту.2 балла
-
С 2005 года на Циклоне стоит пыж,на Хелви сразу поставил... и на 3-х других полуавтоматах тоже стоят,ролики чистые и ни разу небыло проблем с каналами..... А тогда про обмедненку у нас и не слыхали, простая ржавейка была , мэйд ин Мухосранск и К*...2 балла
-
2 балла
-
2 балла
-
Георгий , ты же сам совсем не далеко а тут на форуме грызешься с наксом и чо ты теперь тут сам пишешь про накс,,, и они аттестуют что хошь если им это интересно .Георгий , чо скрыть то про катушку и там проблема и выеденного яйца не стоит , я вот озвучил как под любую катушку и нужно буквально 10мин вырезать резиновое кольцо , а вот даже предложили от сильфона и тоже верно и три копейки стоит . Вот и выходит что ты тут тарабащину разводишь ,,,, и зачем тебе это надо у тебя нет Хелви но почему то ты к нему не равнодушен ,,,. почему?????1 балл
-
умножить на 1700р =8500р нормально, вот так по фото и оценивай работу...1 балл
-
значит клиент "жирный" .... а сколько времени ушло на сварку и подготовку?1 балл
-
Первый раз взял 11р. Второй раз запросил 9р. И думал что мало)1 балл
-
Да??? Вот это поворот. А я думал меня в магазине кинули. Смотрю на левом комплекте канавки U образные. Но я не растерялся, треугольным надфилем переточил. Ну ладно, хорошо что разобрались. У меня полукруглый надфиль есть, переточу обратно.
1 балл
-
если материал не как губка маслянистая то 2000р это минимум - если надо все г отчистить, расфрезеровать отверстия то рубля три тогда а вообще наплавлять там похоже много возможно и в два раза ценник надо.1 балл
-
2500. Четыре наплавки по 500р и четыре резьбы просверлить 100р одно отверстие и 100р нарезать одну резьбу, получается можно еще озвучить скидку в 300р.1 балл
-
Максим , может надо было прихватки по всей длине проставить побыстрее и на повышенном токе + ПАНЧу пожирнее в точки добавить . А вообще может такой чугун противный и обычно коллектора не особо "щелкают" . Вот смотрю на 12й фотке уже усе нормально и проковка имеется и тут чо ПАНЧ или ЛБ ? Ну и побольше фантазии и вот уже показывал но покажу еще раз , дальнобойщики и перед новым годом а им до Урала катить , коллектор на две части развалился в общем в Грузовом сняли на разборе не нашли да и кто будет искать перед НГ , ну и ко мне дальнобойщик и говорит сделай что нибудь и главное чтобы до дому добраться а там уже отыщем замену . В общем сделал да и он летом заезжал в Грузовой с тем же коллектором и слесаря сказали да в запасе у него лежит замена но пока не требуется . коллектор старый и горелый да еше и пополам , но вот скобочки-нерж из присадка, и тут же ПАНЧ и CuSi3 все смешалось , но главное цель достигнута и не только до Урала .
1 балл
-
1 балл
-
Сварка корпуса подшипника для отвала Caterpillar, подготовка газорезка скос кромок. Разметка, установка прихватки Первый проход и последующие сколько не считал ток 240-210 А, проволока 1,2 мм.
1 балл
-
@n00b, получил аппарат. Подключил. Что изначально не понятно: на роликах, в канавках, какая-то грязюка. Она и на выходе из направляющей проволоки есть, типа пластилина, рыжая. Но не ржавчина, тянется. И даже со всеми этими коврижками, на тех параметрах, с чем аппарат приехал, все варит. Чтобы плювался, в стандартных настройках, я горелку опускаю косаясь защитным соплом в деталь и так веду, т.е. очень и очень близко, тогда есть подбрызгивание. И чтобы от брызг уйти, я крутанул до -25 проволоки. В стандартном режиме, когда сопло в зазоре около 10 мм, достаточно при нулевых значениях работать, ну если наверняка -5 - -6 вообще за глаза. Т.е. проблем с аппаратом я совершенно ни каких не вижу. Все штатно. Горелка МВ25, лежит отдыхает, пованивает от перегрева. Завтра подкину 350А горелку, посмотрю на ней. Но не думаю, что будет другой результат. Черняга от клиента осталась, что конкретно за материал не знаю. Толщина 5мм. Проволока обычная омедненка (какая-то китайская), толщина 1.0. Даже наконечник похуже поставил, чтобы наверняка начал брызгать и не вышло. Наконечник как положено 1.0. Газ, качественный 80\20 от ЛИНДЭ газ. Горелка штатная 25-я. Канал стальной. Газа 14 л\мин по ротаметру поплавковому. Ссылка на видео и фото: https://cloud.mail.ru/public/MKep/ay6s5f6XG ДА, для особо замороченных, я не смотрел другие настройки. Старт поджога совершенно сейчас не волнует. Насчет старта, я ДВА ДНЯ в алюминии гонял ТР220 и режимами прихваток. Ни каких подстрелов, утыканий нет. Если копоти на материале нет, то дуга моментально загорается, отстрелов ни разу не было. А вот на копоти и при относительно большом шарике на кончике проволоки, может произойти утыкание, просто без дуги. Протер тряпкой и повторно все загорается и не отстреливает. Проволока 0.8. газ аргон. Проволоки 1.0 алюминиевой у меня нет. Только под эксперименты покупать 1.0 или 1.2 не имеет смысла. Да и авто радиатор я мучил. При этом он уже хорошенько жизнью побитый. ТИГ вообще не хочет с этим алюминием работать по причине его пайки. Припой просто ужасно себя ведет в ТИГ дуге. П\А значительно упрощает процесс лечения. Для дальнейшего общения по ТР220XL прошу в личку, на почту в ватсап. Посмотрим, что еще можно проверить и в каких режимах погонять. По результату можно будет скинуть фото видео, если будет интересно.1 балл
-
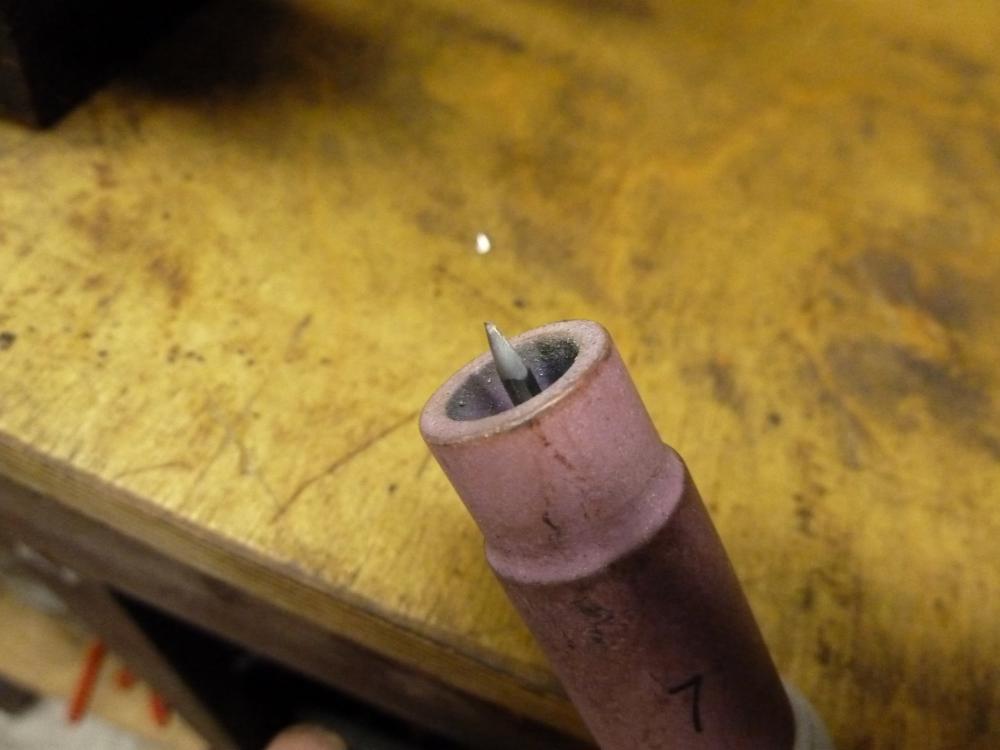
Дмитрий , должен и вот сейчас только "слепил из того что было" , то есть где мыльница поймала "правильный фокус" , вот я так вижу свой электрод . Может вы не совсем под правильным углом свое наблюдаете и по сему может поменять как нить угол обзора или что нить еще ,,,, если конечно ореол мешает ,,,,, но и без кончика вольфрама тонкое типа бритва к 5мм или даже пивная банка или сота радиатора точно не получиться .1 балл
-
Вот через стеклышко , но камера мыльница и посему не все ловит как положено но вот поймала на 8.10мин и я вот так через маску вижу и даже 5А дугу , камера сего не передаст . Электрод WZ8 3.6мм 5ампер , WZ8 1.6мм Диаметр электрода подбирается исходя из максимально применимого к нему тока , ну и второй критерий не менее важный , аппараты все разные и некоторые способны зажигать даже малоамперную дугу на толстом электроде , многие другие такой возможности не имеют и приходиться подбирать вольфрам исходя из этого . Вот тут множество причин , от марки вольфрама и самый стойкий к АС току WZ8 и производителя и чего греха таить бывает не качественный вольфрам с включениями которые и дают розочку . Второе , сварку то есть поджиг дуги надо начинать без наброса тока и даже лучше что бы с малых токов поднимался например 0.5-0.7сек до рабочего-основного тока и будете иметь хороший шарик так как электрод плавно прогреется и образует шарик , с набросом тока в начале выше рабочего . электрод холодный и получается -взрыв и мы имеем разрыв в виде розочки . Ну и наконец , пред газ 0.7-1сек и пост газ до полного остывания электрода и после сварки он должен блестеть ну может чуток иметь синеву и то выше "шарика" . Ну и вот смотрите на моем Селко в меню есть функция "постоянное округление" то есть выбирается диаметр электрода и на сим аппарате от 0.1мм до 5мм с шагом в 0.1мм и во втором меню включаем функцию "округление" и аппарат усе сделает сам , но сию функцию дай бог раза три включал и все таки мои приемы "округления" надежнее . --------------------------------------------------------------------------------------------------------------------------------------------------- Да а как же , меньше тепловложение + точность и узость дуги делают свое дело . на словах так уж трудно объяснить и надо пробовать. В общем от 200гц и до 15000гц , можно считать высокочастотной дугой .
1 балл
-
1 балл
-
Музыка и исполнение- мои друзья. Слова- мои. https://youtu.be/8xaJofkQtxQ1 балл
-
1 балл
-
Песня моего детства,мы её во дворе под гитару брынькали,а потом товарищ переехал в Питер на пмж и через какое-то время группа Чиж исполнила её, совпадение наверное. Но лично мне она напоминает то беззаботное время.1 балл