Лидеры




Популярный контент
Показан контент с высокой репутацией 03.10.2020 во всех областях
-
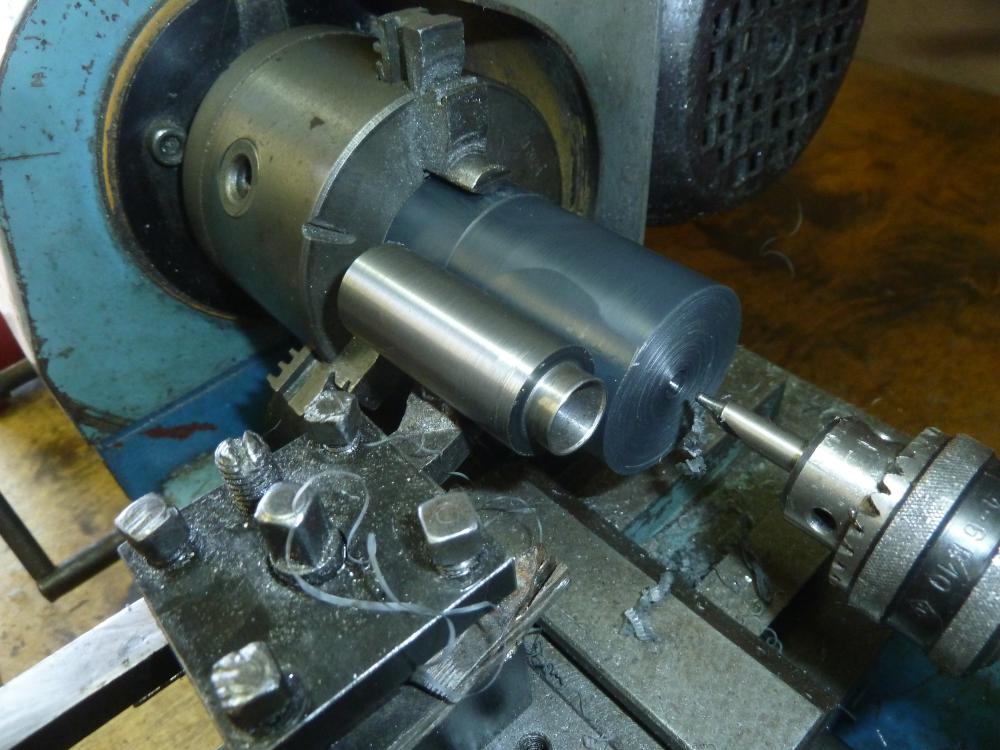
http://websvarka.ru/talk/topic/11770-budni-svarschika-s-illiustratciiami/?p=434601 В общем и родного не надо , охренели 10000р за "железяку" Бум делать сами , восстанавливать изношенное. Достали кусочек капролона графито-наполненного, вот из него и сварганим втулочки , ось проточили родную но решение еще не принято к ее установке и может и скорее так и будет склонюсь к штоку амортизатора Ф20мм и только просверлить под болт отверстие . Ролик от ВАЗ один в один и купим новый , так как подшипник залит в ролике и его не поменять на новый и посему весь ролик . В обще втулочки сегодня не доделал , "отвлекали" и осталась в патроне откручивать не будем и усе за одну установку сделаем . ОТвлекалИ , бачек советский- паяный ( вот представьте не на всех предприятиях была сварка ТИГ и только на избранных , вот и паяли) и со слов хозяина солили грибы в нем лет тридцать , вот вам и советская нерж не одного "жучка" . В общем сейчас бак пойдет на чердак в качестве "расширительного" для отопления и приварили " сосок " . Ну и глушитель не известно с чего и вроде Ниссан , поправили И себя не обделили и окошечко к зиме облагородили И погода красотищА нОВЫЙ питомец и ищем хозяев новых , ну а пока пришла ночью вислоухая и попросила "помощи " МяУ -мяУУУУ " нУ И ПОКА санг еНГ катает с буртик-роликом но торц ремня жрет потихому ...... на НЕделю хватит а там поставим отремонтированное .
 9 баллов
9 баллов -
Субота и не кто не мешал и не спеша довели втулочку до совершенства и спрятали в коробочку чтобы не растерять . Ролик завтра купим , а вот ремень на следующей недели прибудет , но не страшно подождемсь
6 баллов
-
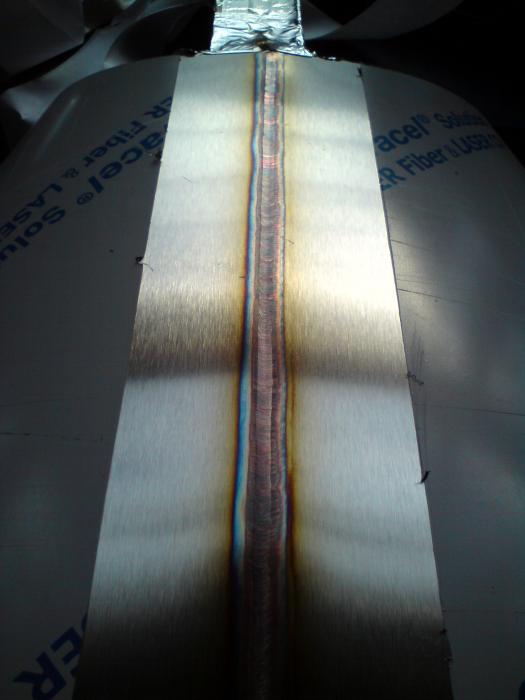
Нержавейка выступ для последующей проточки под подшипники
6 баллов
-
Вот такую основу для лестницы забацал знакомому за выходной (из бесплатного металла)
5 баллов
-
Спасибо!!
5 баллов
-
Дали задание - сделать памятный подарок на ДР... Имеем неликвидный шнек с экструдера, стальную плюху от динамика как основание, старые плоскогубцы, плафон от лампы, ржавые цепи и еще кое что по мелочи... В процессе работы идеи приходят по хожу, вообще нет плана - что и как, только общий размытый силуэт. Результат лично меня порадовал, кайфанул от работы, но это самое стремное в такой работе. Когда есть какие-то сомнения, что-то не нравится, то и к критике относишься проще. А вот когда доволен работой и кто-то начинает говорить, что ему не нравится или даже просто не испытывает того же восторга как и ты - идет жесткий диссонанс Будет еще пластинка с гравировкой висеть на цепях.
4 балла
-
3 балла
-
Получил и я свой приз. Спасибо всем, организаторам, администрации форума, всем кто поддерживал! И на байке катнул в них)) Всем добра!
3 балла
-
Форумчане привет всем, спасибо организаторам, спасибо за вашу оценку моих трудов,маска дошла уже опробовал ее в деле на самом деле картинка иная более приятнее и живее корпус компактный , жаль что грамоты нет хотелось бы повесить для истории , 3м спасибо !!!
3 балла
-
Летняя работа: починить внутреннюю часть порога (с усилителями и закладными гайками крепления подножки) на квадратной Делике и сварить хитромудрую трубку системы охлаждения. Мне выложили как надо Я заварил Усилители с закладными сделал с профтрубы 60х40х2 Куча мелкой работы. Образец и заготовка с 1,0 листа. Очередная прикидка самодельной ремвставки. Заварено, открашено 3 в 1. Сделал реально за копейки, клиент доволен.
3 балла
-
Привет! Давно не писал Заказали ребята в гаражном обществе собрать дробилку для бетона, кирпича и керамзитного блока. Мусора вдоль дорог валяется со стройки много, ну а эта штука позволит в гаражах дороги отсыпать. В общем нашел я методичку для рассчета щековых дробилок, выбрал исполнение (со сложным качанием щеки, она проще в изготовлении) рассчитал мощность и параметры эксцентрика. В первом рассчете немного ошибся с углом наклона регулировочной пластины, потом нашел ошибку и все исправил. По материалам себестоимость изготовления получилась 25000 руб приблизительно. Двигатель: 1,5 кВт 750 оборотов. Металла там почти на 12000 руб. Подшипниковые узлы стоят UCF208 (наружние) UCF210 (внутренние) Вал ребята сделали на заказ (свой токарник пока не восстановил) В общем смотрите что из этого получилось. Если какие то вопросы есть под видео детальное описание. Так же прилагаю методику рассчета и эскиз самой сложной детали (вала) новой версии дробилки с эксцентриком в 10мм (материал правильный - Сталь45) Видео: Из недостатков: - вес больше 100 кг, в одного не подвигаешь. - сетку для разделения фракции не ставил. Расчет щековых дробилок.pdf Вал _эксцентрик.PDF2 балла
-
Приветствую. Это снимали точно не у нас. Возможно дилеры, возможно что-то из старого.2 балла
-
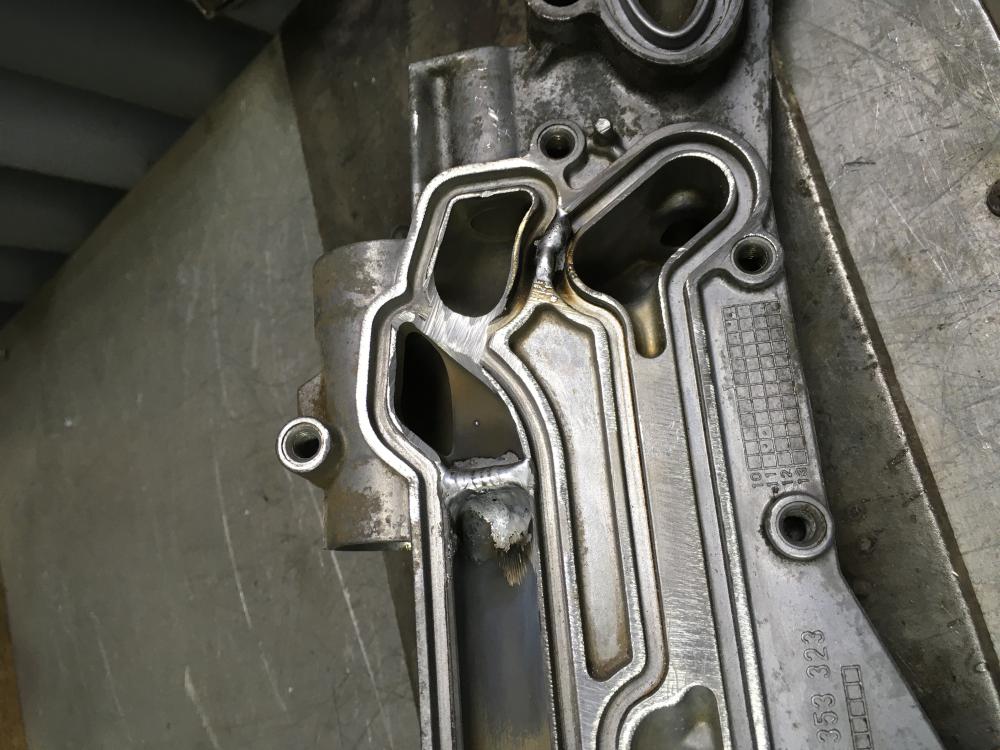
Сталь 45 вот так выглядит горячая трещина на корне. Мучался долго разделка трещины подогрев пропаном и добавка присадки в корень спасли положение
2 балла
-
Перчатки получил. Спасибо организаторам конкурса за приз.
2 балла
-
@copich,такое ощущение,что вы ни разу не варили поддоны,какое раскрытие трещины?Края изначально находятся и засверливаются,затем разделка трещины,в ней грязь внутри и нужно ее убрать.2 балла
-
ps. из ВК Вебсварка
2 балла
-
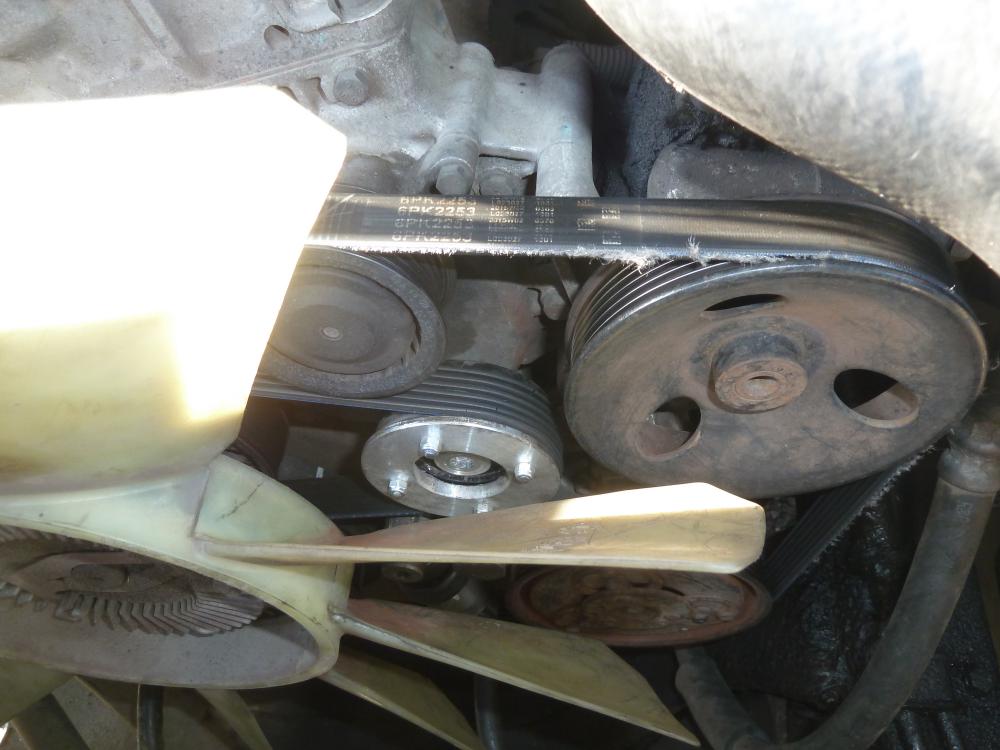
http://websvarka.ru/talk/topic/11819-uchebnyj-tcentrviatskij-elektromashinostroitel/?p=434577 В общем отработал свое натяжной механизм , втулочка и палец износились и перекос , ремень сползает с ролика и как назло выходные а ездить надо . Отыскал три старых и два моих один не мой и выходит натяжной механизм в среднем где то 120 -130тыс км ходит , в общем отыскал более менее живые втулочки перепрессовал собрал , новый ремень Аргентина , не,,,,,, сползает и надо что то удумать , удумал и собрал но что то ремень Аргентина не внушает доверия , снял поставил старый коей 150тыс км отпахал . Временное решение и завтра закажем усе новое и родное , не какой Аргентины и Китая . https://www.youtube.com/watch?v=3NxENUcu1Oo&t=5s
2 балла
-
... ...
2 балла
-
Закончил сварную цепь в золоте) Диаметр проволоки 0,56мм. Ни одной пайки, только сварка, только хардкор)
2 балла
-
Есть 2 способа на приме: 1. Горелка в правой руке в кулаке, если листовое железо перед лицом или емкость, соответственно есть и опора, горелка у живота по центру туловища, руку для опоры можно прислонить к металлу и подавать проволоку не вертикально относительно стыка(ошибка), а не много под углом градусов эдак 30-45 для того, что бы было видно место соединения 2 листов. Лучше конечно же ее не подавать, а подобрав колибр под толщину металла, уходить от пере плавления пальцами по мере исчезновения прутка в св.ванне, как Вы уже правильно поняли эту тему. Таким именно образом гарантируется идеальная высота валика. Этот способ используется у большинства коллегии и не всегда выходят ровные и идеальные стыки, хотя и качественные по ренгену. Объясню почему. Наши глаза находятся при сварке в таком положении в горизонтальном положении, относительно вертикально расположенного перед нами вертикального стыка, что не может являться предельной точностью ширины границ св.шва. И еще в таком положении не совсем удобна опора руки и особенно колебательные движения. 2. Не забываем, что при сварке вертикальных стыков на подъем нерж. металл очень капризен и более поддатлив на перегрев, что производит частые расплывания и увеличение ширины шва. Соединение должно быть чистым перед сваркой, прихвачено если с присадкой, то обязательно чистой не обожженной присадкой, выпуклость перед стартом таких прихваток должна быть выровнена и самое важное не забываем о скорости, которая должна увеличиваться по мере нагрева листов. Положение тела: Если правша, встаете к стыку от лица с лева, кладете руку(муражки пробирают)с горелкой с лева от стыка на металл(опора)такая опора гораздо удобнее первого варианта и нет скованности движений, не много изгибаете тело в правую сторону и голову и смотрите на стык уже равноценно, вертикально, как есть стык(теперь вы с ним на ровне) В этом весь изюм!!!Далее проволоку в руке Вы сможете подавать как с права от стыка, приложив руку на металл(опора), так и слева(ближе к себе, как удобно кому) и так же, как и в 1 варианте 30-45 градусов от вертикала кромок, дабы видно было место соединения. Таким образом Вы сможете со измерить границы ширины шва более корректно, чем в 1 примере. При сварке стоит более уделить внимания одной границе за соединением(то есть с лева шов фиксировать глазом), держа допустим от разделки кромок ширину глазомером в 3 мм. и что бы линия была как по линейке, тогда и правая сторона шва просто ляжет. Ванну держите одного размера, как я еще бывает называю, яйца катаю, катите яичко одного размера, поддерживая его размер конечно же скоростью. Такой способ заставляет пружинить тело в изгибе и устает шея, но как известно " Исскуство требует жертв"1 балл
-
Кому с утра-кому с вечера-кому суббота-выходной, кому-работа... место, куда можно слиться по-тихому под благовидным предлогом....Дима у вечерников-арХонщеГГов зачёт по теории принимал, Игорь, как бывший офицер, в силу военного менталитета, разрабатывал тактику и стратегию практических занятий с теми же арХонщеГГами, я с курсантом из Ярославля мучали процесс 136...неплохо для человека, взявшемуся за МИГ неделю назад... ВСт3, 16 мм, С17 по 14771-76, справа -налево-нижнее, горизонтальное и вертикальное положение, корень-сплошная, 08Г2С, остальное-порошковая от Хёндэ,в СО2...ЭвоМИГ500ТР... Через неделю-у второго курса ОТиСП-практикум по OAW-достали со склада комплект, будем настраивать...
1 балл
-
Александр, добрый день, это Ваше видео? Или они ещё сами делают видео режимов?1 балл
-
На ютубе канал есть неплохой, сварочная лаборатория, может по другому тему обозвать, чтоб путаницы небыло? Просто предложение. Нет так нет.1 балл
-
Интересно девки пляшут: Клей у нас сваркой называют, а Ведёте себя как повара и советы такие же. И это на поддоне? На жирном режиме? Вот тигом ещё можно эту порнуху потихоньку, с промежуточной очисткой выжечь и сварить, но п/автоматом, да ещё в жирном режиме, можно только получить фрагмент пористого чёрного "говна", который перекрыть можно только заплатой или удалением. На малом же токе п/автомат только насерет поверх масла. Не давай дурных советов пожалуйста.1 балл
-
О, сколько нам открытий чудныхГотовят просвещенья дух,И опыт, сын ошибок трудных,И гений, парадоксов друг,…А магниевой проволоки надо бы прикупить у МАГ в Барахолке ...метров десять.1 балл
-
Не знаю чем отличаются , но скажу следующие соображения и они точны ,,,,,. чем больше в диаметре диафрагма тем точнее-мягче и правильнее работают редуктора и оптимизаторы , ну а остальное усе от "лукавого" .1 балл
-
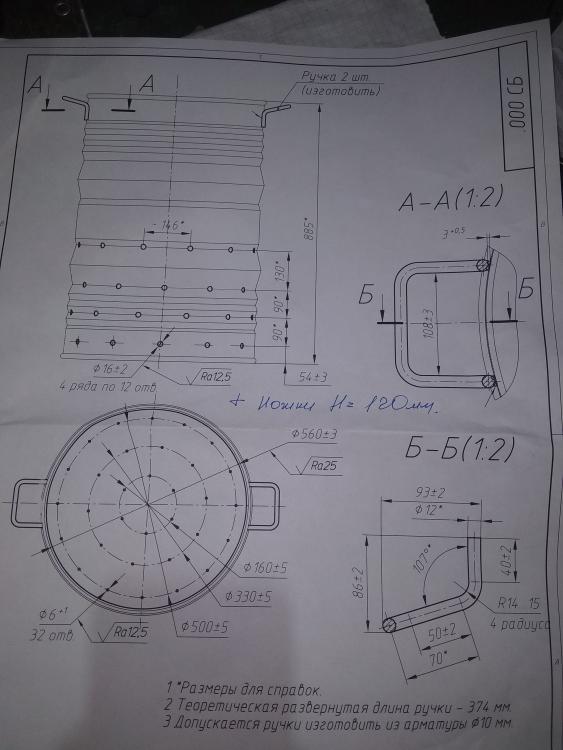
@Schlosser, ручки переделать-высоко . поржаааал)1 балл
-
Осень. Скоро холода. Мыши с окрестных полей потянутся к нам в цех. Греться. В одну прекрасную зиму они пожрали электронику в источнике для плазмореза, и теперь мы решили нанять охранника.
1 балл
-
Сфоткал в микроскоп.1 балл
-
Один мой знакомый, вписывая свои данные в серьёзную анкету указал: место рождения - Ленинград, место жительства - Санкт-Петербург. Барышня лет 25и спрашивает: - Какова причина переезда? Коллега слегка оторопел. Что тут сказать? Подумал и ответил: - Государственный переворот. Барышня смотрит на него ещё строже, с профессиональным прищуром и уточняет: - Беженец, что-ли?1 балл
-
1 балл
-
Судя по фото речь идёт всё-таки о подкрановой балке, а не пути, так что формально здесь нужно смотреть в строительные нормы, а не крановые. На вскидку предлагаю обратиться к РД 34.15.132-96, там подобная балка прорисована с подробным разъяснением сварки. @ЛехаКолыма, Судя по выбору варианта стыковки, предполагаю, что на предприятии скорее всего нет конструктора, так что расчитывать "комбенированный сварочный стык" некому, да и незачем, на мой взгляд. @Arroks, Сама по себе установка накладок вредна для балки работающих со знакопеременнными нагрузками, тем более, учитывая, что речь идёт о заводском изготовлении. Достаточно просто разнести стыковые швы (не размещая их в одном сечении) и выполнить их качественно.1 балл
-
@welderman, ну хорошо-хорошо, пусть будет коэффициент заполнения, это я по старой привычке, только швы от этого светлее не становятся1 балл
-
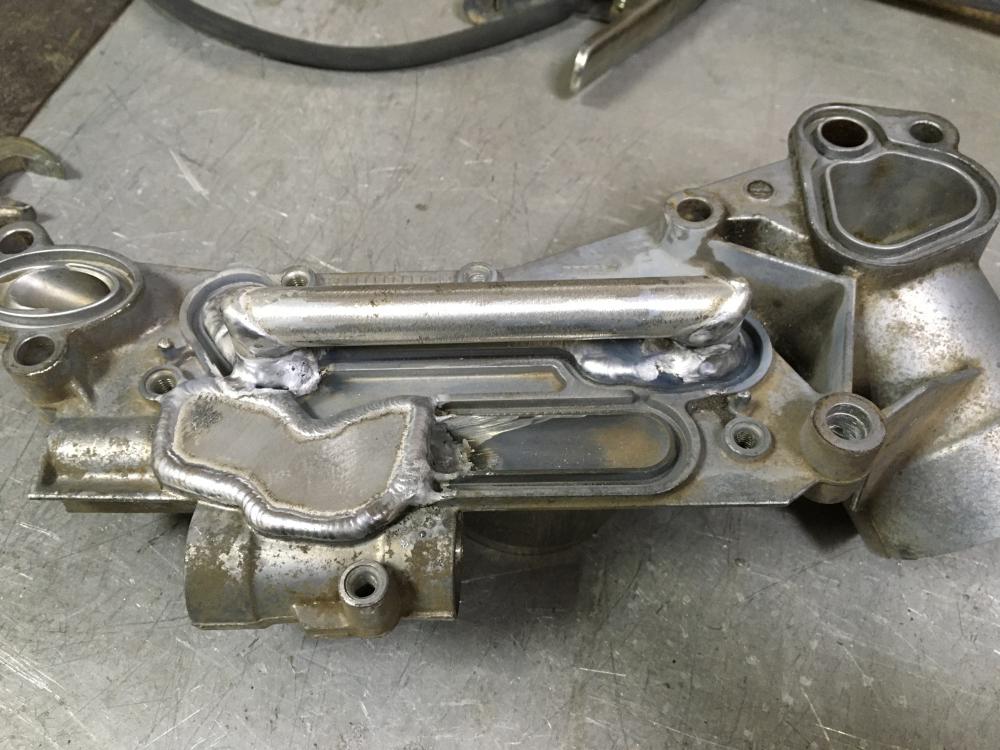
Теплообменник Опель.
1 балл
-
1 балл
-
Друг попросил сделать калитку. Каркас ворот откатных тоже я делал и монтировал. В общем хотел сначала сделать простенькую, но что-то пошло не так и с результате вышло вот такое В окрашеном и обшитом виде эта калитка есть у меня в инстаграме, из телефона стер случайно.
1 балл
-
Вот смотри, если бы я не показывал других мощных обучающих роликов, которые приносят подписчикам огромную пользу в обучении, которые подтверждают мои труды по работе разъяснения и видео репортажей своими фотографиями и благодарностями в личку, то Ваш вопрос был бы уместным, так как этот ролик можно было бы расценить, как неким трепом, но здесь просто зрелище и оно этого заслуживает. Так же добавлю и то, что на этом замечательном сайте многим помог стать на ступеньку выше даром. Все эти люди видят в этом ролике не треп, а красоту и подарок. Стесняться не надо, говорите прямо. Идея в зрелище и думаю выложив его, этого заслуживаю.1 балл
-
1 балл
-
Дособрал сегодня перилца.
1 балл
-
Всем привет. Кто сказал, что вольфрам не резиновый?1 балл
-
НАКС-РАЗРЯДЫ У СВАРЩИКОВ ОТМЕНЯЮТСЯ, ПРИХОДЯТ УРОВНИ!!!1 балл
-
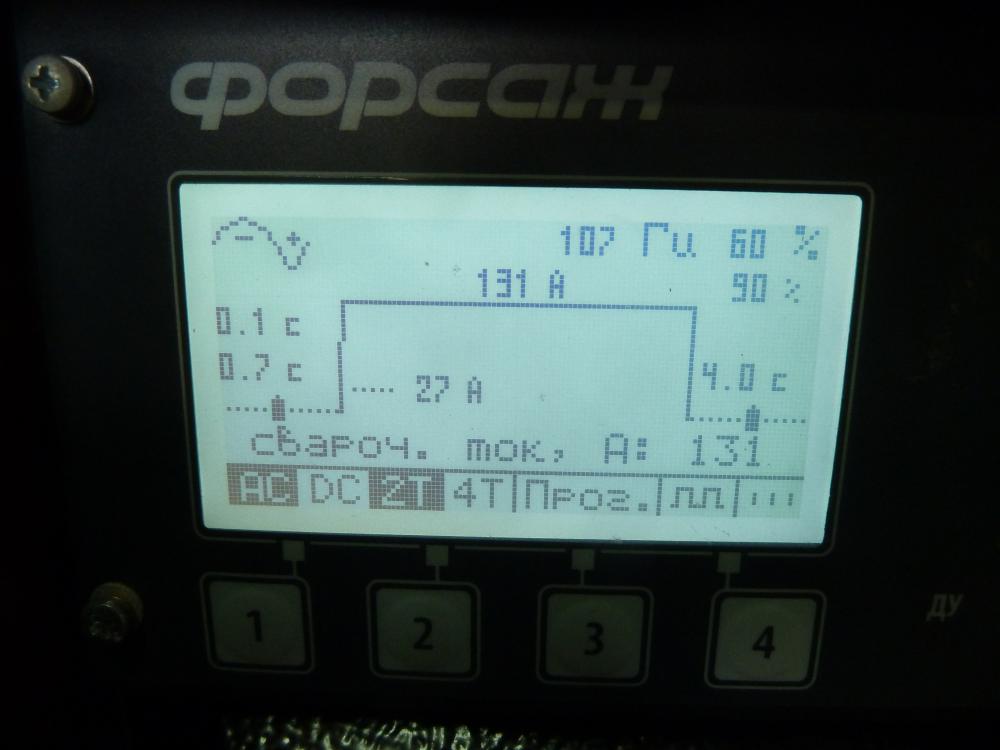
Процесс сварки опоры на машине от начала до конца 4 мм толщина, газ на выходе евро сопла №12 - 25 литров в минуту, поддув под сталью 10 литров в минуту, импульс 260 А. фундаментальный, 340 А. короткий скоро стрел на вспышку, игла загнута с выносом вперед.1 балл
-
Всем привет. Вот такие комментарии выходят порой на канале ) Почитайте, полезно будет. Про препода думаю догадаетесь от второго лица. Комментарий открыт по ссылкеСергей Белов За столом махать хорошо,а залезь в агрегат ,где не то что махать ,а руку еле просунешь,да в 28-й позе камасутры согнувшись, попробуй заварите трубочки своим способом 6,10 мм диаметром,и толщиной стенки 1 мм. TIG MIG Евгений Лысенко Это не каждому дано быть пронырливым, так что умываю руки, Вы профессионал, снимаю шляпу и признаю, что в такой ситуации как у Вас, я нуб. Так что простите меня если что не так снял и сказал. Думаю Вам нужно снимать такие видео и будет фурор. Пользователь Сергей Белов оставил комментарий: "TIG MIG Евгений Лысенко Вы зря иронизируете,у меня стаж 35 лет на аргоне,в какой области извините не скажу." Пользователь Сергей Белов оставил комментарий: "TIG MIG Евгений Лысенко Вы зря иронизируете,у меня стаж аргоновой сварки не один десяток лет.Просто есть области производств,где этот способ опирание на сопло и пляски просто по физическим возможно..."3 часTIG MIG Евгений Лысенко Странно все это. Вот буквально 2 дня уже хожу на лекцию и практику на учебу,. Учат, как с нержавейкой в 1 мм работать с поддувом, декоративные швы показывают, работать с поддувом в обязательном порядке заставляют. У препода спрашивали про стаж, сказал, что сам учится всю жизнь и стаж не имеет для него значения. Говорит, что кто думает, что он что нибудь знает, то тот ещё ничего не знает, как ему следовало бы знать и поэтому учусь вместе с вами. Мы офигели от его знаний и красоты на изделиях декоративных швов. Показывал, как ставить быстрые прихватки , вольфрам правильно точить и много другого. Спрашивали, что прошел, где работал, улыбался скромно и отвечал, ЖБИ в основном прошел, арматуру под заливку. Сергей Белов @TIG MIG Евгений Лысенко Подув да обязателен,по крайней мере у нас с этим строго. А ваш препод научился красиво рисовать швы,а самое главное он видимо не знает,что главное не только красота,а что там внутри.У меня сварка 100% под рентген идёт,0.5 мм межслойный непровар или вольфрам это уже дефект.А Вам лайк только за то что учите как присадку правильно подавать,а не как газосварщики в некоторых роликах.Я своим первым делом это показываю,приходят с электродной сварки,рука на весу,вцепятся железно в горелку присадку 3 раза сунет и всё,а дальше и не знает что делать.Два месяца собирания железа в кучу,и всё ребята поливают под рентген только так,но правда не все могут привыкнуть варить в разных позах .TIG MIG Евгений Лысенко @Сергей Белов у него швы были светло голубые снаружи, а белые внутри тонкой ниточкой, провар 100 процентов. Правда не светили швы под рентген, один Бог только знает, прошли бы они или нет. Ещё говорил про 0.4 мм трубочки, (они их иголками называют) и ниже когда приходится работать на ЖБИ, вольфрам 1 мм , заводская заточка должна быть полированная на каждый стык новый вольфрам и берется вольфрам тот исключительно пинцетом. Про орбит какой то речь шла, так и не понял, не стал пере спрашивать. А за то, что подаю присадку правильно, спасибо, где то год назад научили подавать. Он к нам уже второй раз приезжает.Сергей Белов @TIG MIG Евгений Лысенко ЖБИ - насколько я знаю железо -бетонные -изделия.))На практике в училище в 197.. лохматом году отправляли на завод как раз по выпуску плит для домов,варил закладные которыми плиты потом соединяются,варили электродами. Долго переживал,чтобы дома те не развалились.)) То что он вам рассказывал,это вообще жесть.Пинцетом то зачем,чтобы отпечатки пальцев не остались,вольфрам до красна нагревается там всё сгорает.Тонкостенные трубки варим автоматической импульсной сваркой и трубки алюминиевые тоже в основном автоматом,ставишь автомат возле стыка настраиваешь,головка сопло с вольфрамом вращается вокруг шва.Моё дело выставить скорость,ток и нажать кнопку,оборот прошёл выключаешь и всё.Шов как по линейке ровный ,чешуйка к чешуйке ,есть такие и с подачей проволоки.TIG MIG Евгений Лысенко @Сергей Белов "Пинцетом то зачем" Я ему позвонил спросил, так он ответил: "Жир и кожа, которая может остаться на наконечнике иглы при установке ее в цангу может вызвать гуляние дуги и не стабильность на высоко точной сварке. Правилами технологии брать руками вольфрам запрещено" Вот только в какой области работает он, извинился, сказал, что не может сказать. Пользователь Сергей Белов оставил комментарий: "TIG MIG Евгений Лысенко Понятно .Извините за нескромный вопрос.И какова стоимость лекций этого профессора?"11 минут назад TIG MIG Евгений Лысенко Человек мне не знакомый и перезванивать спрашивать о стоимости его лекций и практике совесть не позволяет. Если извинился и сказал, что не скажет в какой области работает, то думаю за лаве тем более не скажет.Свернуть ОТВЕТИТЬ То Серега работает в 28 позе комы с утра в монедей то работает у стола на орбиталке, скорость выставил кнопку нажал и все , это его дело. Так же обратите внимание, какая корона у него в целых 35 лет . Если предположить, что варит с 20 лет, то ему уже 55 и варить 1 мм, тем более 0.5 в позе комы с утра 28 й думаю уже не те годы , однако амбиции его фантазерства и установки короны на голову себе не 100 процентный контроль проходят под рентген, а 100 процентный псдеш так же за арматуру прошу заметить, что переживал, когда сваривал, что бы дома не развалились, скорее всего шлак от металла не отличал в далекие 19..лохматые годы1 балл
-
Мой любимый шов , сам разработал, кучу способов перепробовал, лучше не нашел. Косяки некачественной сборки хорошо скрывает, проще варить и быстрее. Так же смотрится ровнее. На трубах конечно же такой не положишь, на листовом особо тоже, а вот на круговых сборках и угловых соединениях в самый раз.
1 балл
-
8 лет на трубах и вот снова емкости, правда ведра, в сравнении с прошлым, вот вспоминаю былые молодые годы. Не так как в прошлом, да и зрение уже не так остро, но все же в 40, пока еще без очков глядеть в спичечную головку часами уже тяжелее. Нижнее фото, шов называю рыбья чешуя, мой любимый. Забыл емкость сфоткать, сегодня на нее такой положил шов, минимальный нагрев при таком шве, прямолинейность и красота. На конуса делал камеру из скотча и задувал аргоном, верхние фото, сварку проводил снаружи, 1,5 мм. 1 выстрелом 2 зайцев
1 балл
-
Прошу прошения за освещение, подсветил как смог, прожектор 1 на всех, забрали-экономия руководства
1 балл
-
Стыковать вплотную всегда проще, куда сложнее это делать с зазором. В зазоре есть огромный плюс со всех сторон куба, как уже выше писал, что металл тянется при нагреве и становится как барабан. Если провели стыковку вплотную, даже черный метал с играет и получится пузырь во внутрь или наружу. Лично сам когда собираю куб, прихватываю с зазором, это сложно, да, но в этом и есть уход От деформации. При нагреве металл становится мягким и тянется и нам нужно место куда ему тянуться, это наши зазоры. Поверьте мне, его натягивает, как барабан, как струну. Выполнять сварку лучше всего сверху вниз, дабы избежать перегрева. Если нет возможности сверху вниз, участками и давать возможность остывать. Как то про столы писал в теме и снова нержавейка, там фото есть и объяснение, как заварить лист нерЖ.листа к уголкам, как обрезать его правильно перед прихватыванием, то есть чуть меньше коркаса стола по краям мм. На 3 со всех сторон. Тоже работает система натяжения. Деформацией можно управлять-но только одним методом, путем натяжения!!!1 балл
-
На работе все смотрю хожу швы, кто то на варил. 7 толщина трубы, а замер ширины шва сделал 9-10 мм. Ну как то хлипковато, как я называю. Пошли и у меня такие стыки в работу. Сделал облицовку и вот 15 мм ширина шва. Задался вопрос мне, Почему такой шов широкий. Говорю по 2 мм не сторону звезд максималка на кромку. Спрашиваю, есть технологическая карта. Стали разбираться, 7 мм толщина трубы 12-15 мм ширина шва, Ну ни как не 9. Оглядели сколько наварено швов и промолчали. В молчании своем осознали, что это брак1 балл
-
Поделюсь неким опытом про сварку нерж. 6 мм. листового металла, бункер 80 кв.метров. Работа по сварке была запланирована на 2 недели, потолки, угловые швы, вертикалы прошел до пола за 20 часов рабочего времени. Полуавтомат-Сила!!! Меня заряжает этот аппарат, скорость сварки, проплавление и мощь. Даже когда рука казалось бы не держит, но завораживает само действие сварки и не вольно хватаешь не задумываясь держак в левую и просто прешь. Меня возили на колесных лесах ребята с низу даже не прерывая сварку, скажу Вам это адреналин . Прервав сварку нельзя смотреть открыто на шов, слюда защиты стреляет, отлетая в лицо и глаза. Вертикалы, где зазоры пришлось вложить сначала с верху вниз процесс сварки, дать остыть и далее на подъем. До меня пробовали местные и электродами и радс, все это долго и проблематично. Все же бункер под воду и прожарить надо как следует. Чистые потолки самое наверное сложное, но если правильно установить руку и положение ее, воспользовавшись потолком, как упором для нее, то шов выходит очень ровный и хорошо про плавленный, главное не прозевать, соблюдать скорость сварки обязательно, что бы не родилась сопля. Сначала стоя работал, не удобно, потом придумал лечь на доску на лесах лицом к потолку и лежа просто отдыхал. Затрат физических гораздо меньше и швы ровнее. Жаль фото нет, мой телефон сломался тогда , но думаю все понятно.
1 балл
-
При сварке бабочкой силу ампеража сможете регулировать размером дуги, при увеличении размера между изделием и вольфрамом, как известно ампераж уменьшается, добавлю то, что многие варят с достаточно приличным расстоянием от 4 мм. от изделия вольфрам с высокими показателями ампеража. Расстояние в 4 мм кстати служит для, как бы сказать такого распылительного нежного эфекта на металл(но боится более ветра), по этому стыки и выглядят как бы литые, словно слились с трубой. Ещё вопрос,на краях надолго ли задерживать дугу? (задержек быть не должно) раскрепостить руку Заточку делаю с усилением. Это вообще одна из важнейших деталей тема, в рассматриваемых вопросах. Не сразу остро на конце, сходясь на нет, а под точка на конце, как еще называю, усиление заточки, такой скажу Вам хватает на более времени, чем остальных, так как есть запас и твердость, горелость долгого использования можно убрать пассатижами слегка шоркая по ней, что всегда в кармане. По такой заточке многие и узнавали меня, находя, что тут работал я. Лучшего варианта при моем фанатическом отношении к сварке просто не нашел.
1 балл