Лидеры



.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)
Популярный контент
Показан контент с высокой репутацией 06.09.2020 во всех областях
-
Медленно-медленно продвигаясь в построении. На самом деле давно была идея собрать нечто простенькое, так, для куража на окраинах да на байкфестивалях куда бывает выезжаю с байкерами. Так чтоб смог любой прокатить этот транспорт. Да детишек покатать. Для этого и выбрал вариатор скутера. Ну и сына привлечь заодно к постройке. Привлечь к конструированию и труду. Собирать начал с начала лета. Искал ось. Выдумывал ступицы. Вилку химичил. Из скутеровской выстроил то что есть; вместо штатных пробок вварил в нерж трубу болванки и проточил у токарей. Получил удлинённые заглушки. Траверсу верхнюю сам заколхозил. Лист 10мм,и полоса 4х40 в обрамлении. Ну и соответственно сварка (п/а) , ушм, дрель. Да, стакан оси вилки зафиксировал на верхней траверсе для усиления угла наклона вилки. Потому как угол это ближе к 50ти градусам примерно. Во все три точки крепления верхней травесы вварены гайки М12. По большей части сварка была аргонодуговая, так проще мне было. Да и надёжней думаю. Задний маятник долго думал... Трайк?... Трицыкл?... И попались на глаза полотенцесушители!) Из них и родился задний маятник. Стенка там есть 2мм,есть 3мм.Их мне накидали гору...текут.! Но думаю в моей конструкции не сломается.)) И да: многое сделал на глаз; времени в обрез поэтому ускоренно всё.
 6 баллов
6 баллов -
Доделываю по мере открытия второго дыхания. Примерил болтик, вроде все подходит. Занялся креплением резинки из подножного материала. Огарки ОК 46.00, очищенные они же и подходящие шайбочки. После примерки оказалось что одной резинки 30мм шириной мало. Надо в двойне продевать. Благо крепление позволяет. Все не давали покою глазницы. Хотелось как то выделить. Голову сломал. Решил пройтись окантовкой из отбитого электрода. В итоге вот, вариант под покраску. О такое себе защитное средство от ЗМ. От сглазу колючего, ковида падучего, снарядов, картечи, ненужной встречи, дождя, излучения, плохого лечения, от камер , радаров и почти задаром Это сегодня немного успел. Почистил, обезжирил и покрасил. Сперва разобрал. Всего пять элементов. Импровизированное покрасочное место. Пользуюсь теплом последнего осеннего солнышка. Красил из баллончика, черной матовой. Осталось выделить рога и зубы. Обещали мне автомалярного скотча без следов который. Буду колдовать. Маляр с меня, как с банана пуля.
5 баллов
-
Я понимаю,что тебе страшно за эту сварку браться и ответственность велика да и мыслишка где-то бродит -вдруг не получиться,как выглядеть буду,ведь репутация многого стоит,да?Главное,чтобы у тебя руки не тряслись от напряжения). А так,тебе ничего не мешает наплавить буферный слой пнанч ,проковать с торца,ну а потом уже латку вваривать,но под рукой должна быть горелка-чаще грей латку,снимая напряжение.4 балла
-
Ещё несколько деталей, ну и дошла очередь до логотипной части Убрал с логотипа цвета побежалости и он стал сливаться с полированной поверхностью). Вот думаю, ещё раз пройтись по логотипу или не стоит, боюсь запороть, а деталь уже сварена. В общем время на подумать ещё есть) И срезал с рукава часть брони, ибо бороться с этим удавом уже полнадоело, детали мелкие, швы маленькие, прицеливаться нужно тщательнее. Стало намного лучше (и чо я раньше до этого не додумался)
4 балла
-
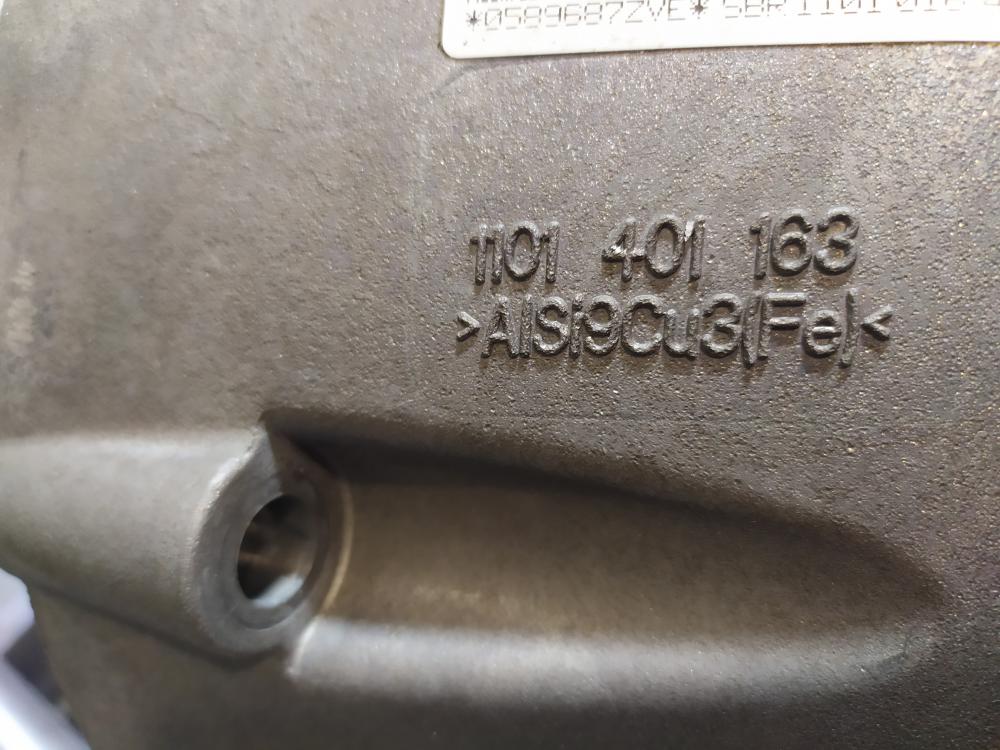
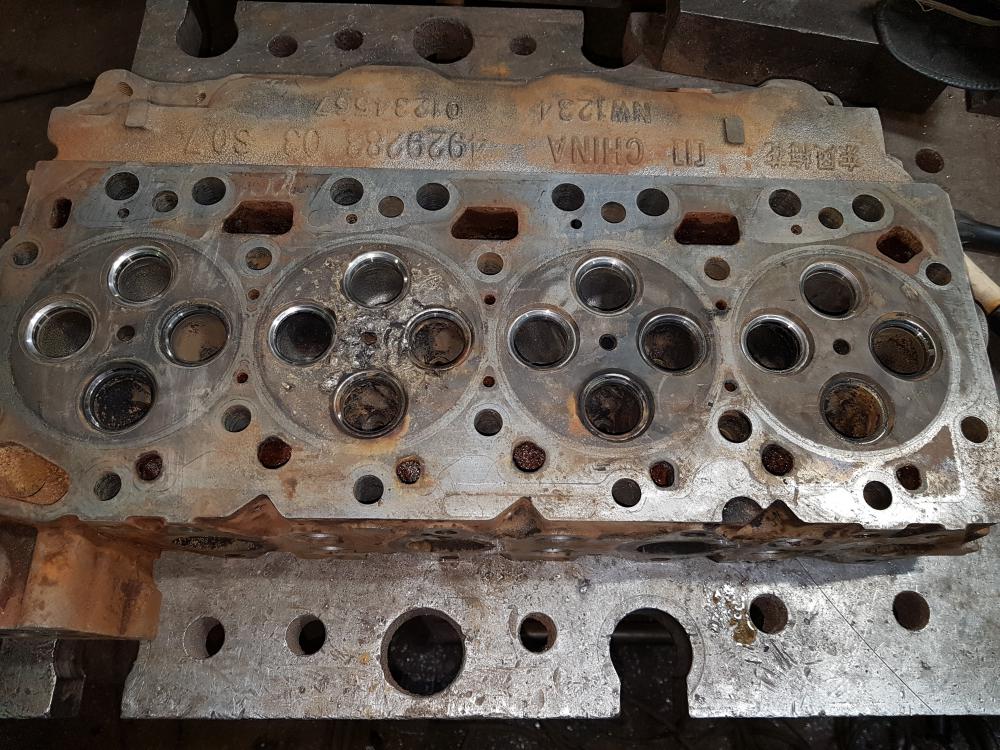
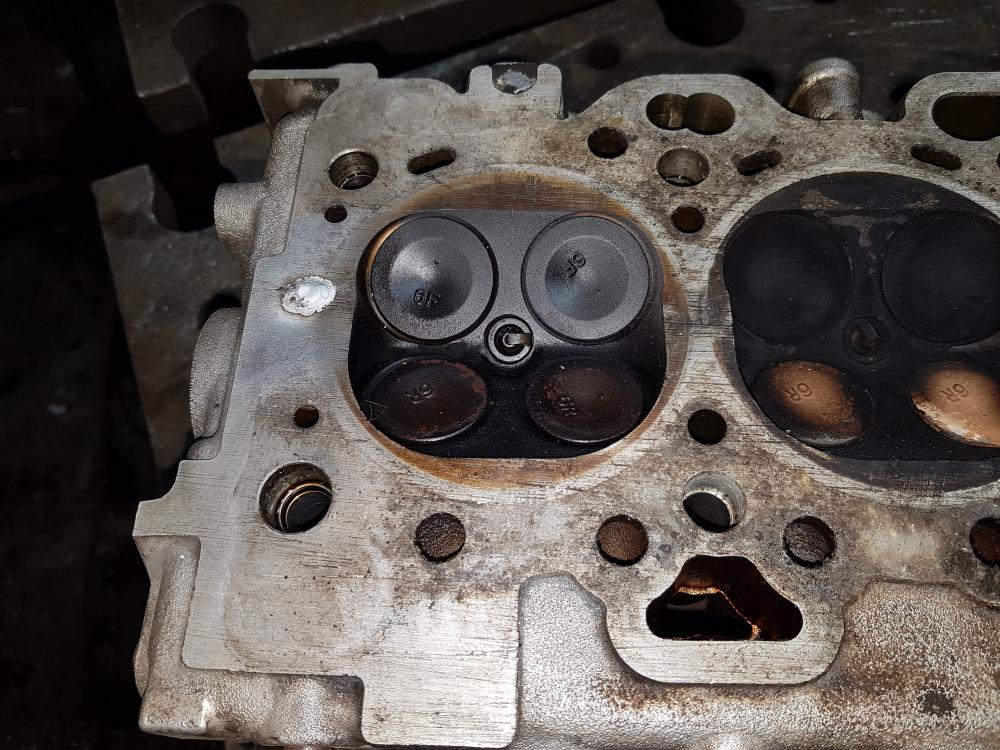
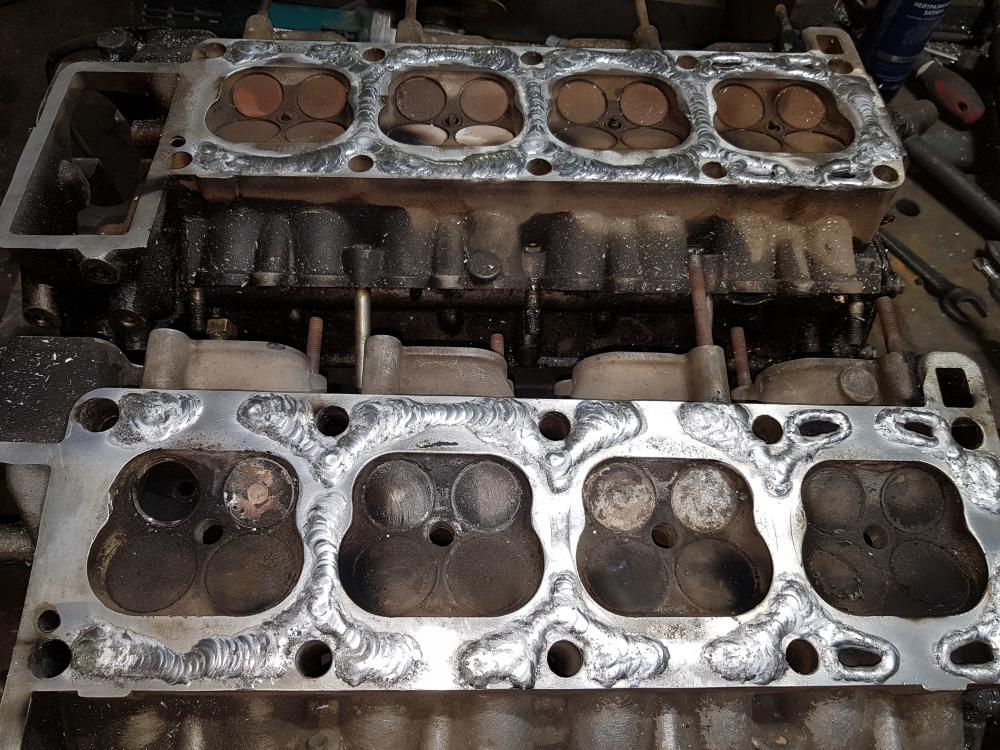
Отлита головка из нормального силумина.А что касается вашего поста,то скажу следующее:сейчас вы находитесь на сварочном форуме и перед любым сварщиком поставлен один вопрос:можно или нельзя восстановить деталь сваркой.Это вопрос поставлен именно так - можно или нельзя.Если бы речь шла о целесообразности такого ремонта и о его способах,то последовал бы другой ответ.Но вникать в проблематику каждой железяки,поступившей на сварку,не будет никто ...сил не хватит и времени,да и желания. Вы уж как -нибудь определяйтесь сами -что вы хотите сделать с данной деталью.4 балла
-
Сергей 1930по составу Cu Si3Mn1.3 балла
-
Вот и до дорожно-строительной техники добрался.
3 балла
-
Внешне разные. По цвету мнжкт блестит и магнитится.3 балла
-
@Zercul, Real TIG - шлак полнейший за эти деньги. А который ПРО вы выложили варит только на постоянке, поэтому дешевле. Если брать PRO , то только AC/DC. Вместо REAL TIG посмотрите лучше аппараты КЕДР в те же деньги, а если добавить немного, то лучше - НЕОН.3 балла
-
Попробую и я себя в конкурсе. Впервой.
2 балла
-
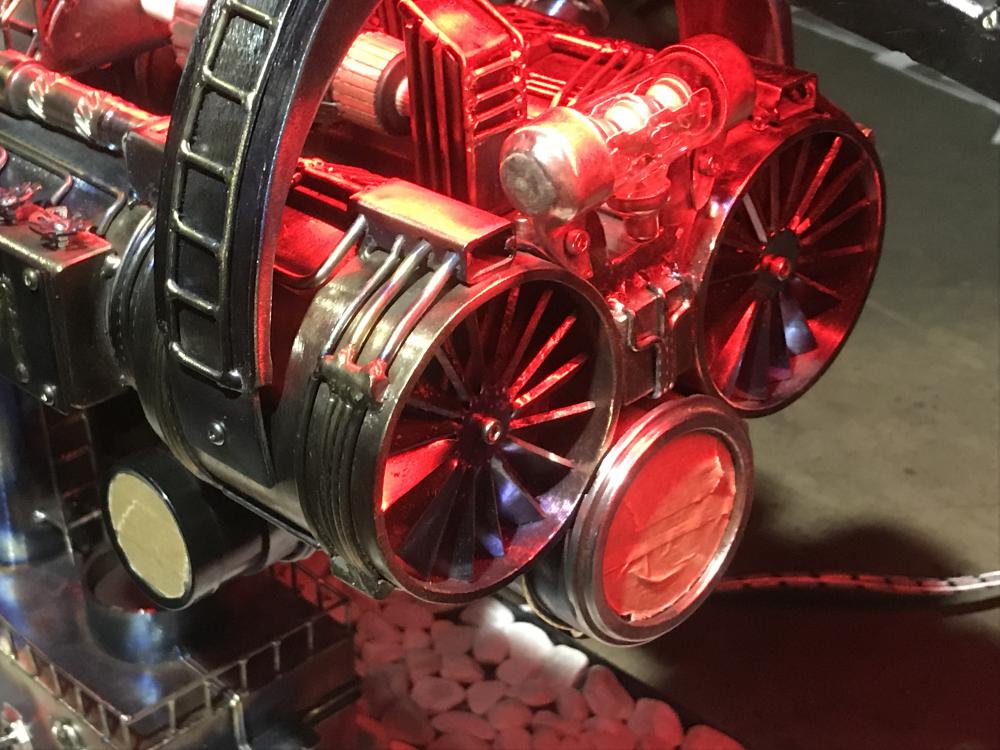
Кит конечно не рыба.Но всё же. Что то смотрю народ не очень активно решил в конкурсе участвовать. А вот у меня как обычно времени свободного вагон. Да и человек забравший предыдущую рыбу захотел продолжение рыбной темы. А тут как раз и конкурс. Работа будет выставляться в художественной номинации. К сроку думаю успею. И того что нужно доделать осталось вклеить глаза и по фотографировать красиво.Вот что собственно что пока получается.Правда после нанесения фактуры на нижнюю часть её повело немного. Пришлось стягивать шпильками.Но всё вроде получилось. Потом переходим к изготовлению двигателей.Основная надпись ЗМ будет на моторе. Хвост сделал из четырёх кусков(для уменьшения расхода металла). Основание под рыбу сделал размером 60 на 30. Декорирую основание камушками. Так уже делал ранее. На приклеивании камушков истратил упаковку стержней для термо пистолета(10шт). После окончательной сборки всех деталей перехожу к электрической часть.Задумка была сразу. В хребет и голову приклеить ленту светодиодную.Которая будет подсвечивать мотор и камни на подставке.Ну вот собственно пока всё. Осталось глаза доклеить на клей эпоксидный двухкомпонентный. Мой который есть от старости вроде умер. Ну и окончательно сфотографировать.
2 балла
-
@Zuper001, не понял вашей задумки, ну да ладно... Ручной плазмой прямые резы делать - медленно и не технологично. Кроме того нужен определенный навык, чтобы получилось что-то достойное. Вообще резать узкие полосы на плазме, даже ЧПУ - сомнительная затея, получите набор ятаганов, который потом еще зачищать и рихтовать. Я бы на вашем месте смотрел в сторону лазерной резки, на 2 мм там цена метра реза будет либо такая же либо даже дешевле (ну по крайней мере у нас в регионе, откуда вы - не знаю и как дела у вас обстоят). На крайний случай - гильотина. Все равно рихтовать, но хоть зачищать не надо как после плазмы. Кроме того, одним из определяющих факторов в качестве реза плазмы является плазмотрон, т.е. сама горелка, а в бюджетной плазме это будет чахлая горелочка, на которой вам надо будет еще пару кг расходки, потому как на уставшей расходке рез будет как бык... ну вы поняли.2 балла
-
Так точно . http://websvarka.ru/talk/topic/12185-svarka-chuguna-tig-om/?p=432911 Хотя до этого варил похожий блок и панч стелился здорово. И похожая ситуёвина была с блоком Лаброджини,от трактора. Панч не идёт, МЖКТ тоже. Справился стержнем от электрода 92.78 от есаб, там тоже до фига меди А зря!2 балла
-
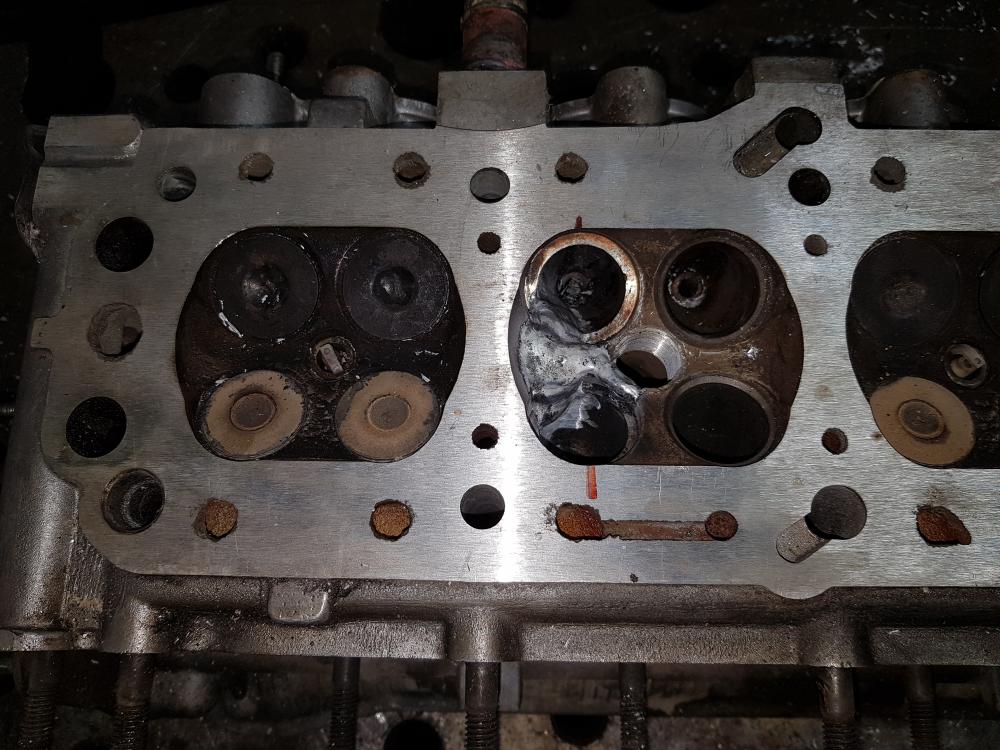
Сергей,привет. А почему не варить новым,светлым "александровским" Панч-ем ? Он ещё пластичней,чем первые экземпляры. Судя по свечению дуги в него бахнули меди и после зачистки он иной раз по цвету не отличается от базы. Про латку - самое то! Отжигать. Но не делать из толстого материала. Как я понимаю,то будешь "на холодную" варить. Так что пока не тронешь материалом и дугой,то фиг поймёшь,что в самом деле пойдёт. У меня недавно блок был,так ни панч,ни мжкт не принял. А вот прутком Дратек пошло ,как в детский сад.2 балла
-
Лучше не трогай.2 балла
-
Возможно вы и правы как для отдельного вида работы, но ситуация такая, что почти ежедневно приходится заниматься различными видами сварочных работ, разных по объему, материалам, толщинам и назначением, поэтому и приходится содержать несколько сварочников (для разного рода работ), рукавов, баллонов с газами.... А теперь постараюсь обосновать свои мысли6 На первой фотографии видно переделанную капилярную трубку (???), правда на фото она расположена под 90 градусов вдоль продольной оси. Трубка имеет 4,75мм по наружному диаметру и по сему, даже легко приплюснутая входит в отверстие апаратного евроразъема. Вставив ее еще можно чуть приплющить со стороны роликов ( с внешней стороны) без негативных последствий. Она имеет толщину стенок = 0,9мм и соотвественно диаметр прохода для проволоки = 2,95 мм. Трубку имею новую, без задиров и довольно относительно мягкую. Внутреннего прохода достаточно для любой проволоки и без относительного излишества.... На 2 фото плохо видно, но окончание трубки сформировал чуть радиусной формы. Имею два рукава с тефлоновыми боуденами сугубо для работы с алюм. сплавами. У обоих боуден обрезан практически заподлицо с гайкой рукава (которая прижимает цангу боудена, и имеет внутреннее проходное отверстие около 5мм(???). Также имею в наличии обломанный машынный метчик, диаметром около 5мм и заточенным на остро для использования в качестве чертилки. Им, вставив в торец прижимной гайки рукава, я формирую входное отверстие тефлонового канала в форме лейки, т.е. чуть расширяю на ходе и прижимая к капилярной трубке (радиусному окончанию) получается почти беззазорное их соединение, при этом практически почти без перепадов диаметров. Длину трубки рассчитывал так, что при закручивании большой прижимной гайки рукава оставалось "свободным" около 0,25 —0,5 витка резьбы. Т.Е при полном дотягивании гайки рукава, он протолкнет капилярную трубку до полного упора ее в протяжные ролики. Этим самым добиваюсь наименшего зазора между роликами и рукавом...НО ...при необходимости банально за несколько секунд можно перекрутить совсем другой рукав ( под сварку стали...) и заменив прижимной ролик(и) и катушку проволоки, продолжать работу с той же самой капилярной трубкой. Вот, как бы коротко, своими словами. Не знаю или понятно объяснил...... но я старался. Может кому пригодится. Забыл сказать, что капилярную трубку не фиксирую в определенном положении и она имеет чуть продольного хода в одну и другую сторону (2 -3 )мм ???? но при этом не выпадает и есть возможность ее без больших усилий достать.
2 балла
-
@Точмаш 23, Согласен и чугун требует особого "отношения" к себе , но Сергей krech "битый ВОЛК" и он нам "урок" даст и я всегда удивлялся его работам по блокам ,,,,,, смотришь и в тоже время думаешь /это как он туды залез горелкой да если еще Ал сплав и ТИР315 без всяких "балансов -шмансов" и частот переменки , впрочем он сейчас Сварог работает но вспоминает ТИР315 ,,,,,,, вот так и кхо говорит что СССР не умел делать "шедевры " .2 балла
-
Поддержу и это так . Виктор , ну если не будешь свыше 200А в ТИГ ну а ПА убьет "мягкую женщину " и 150А и посему только тиг и до 200А если конечно хотите "мягкую женщину" иметь , остальное превратит их в дряхлую и жесткую старуху и по сему я придерживаюсь этих правил и для других работ берем нечто что не жалко , в прочем сейчас усе дорого и хорошеее и то что раньше было не жалко.
2 балла
-
Бр.КМц 3-1 полуавтоматом будет давать поперечные трещины на длине шва 70-80 мм без подогрева и без проковки.Продольных трещин не будет,тем более по центру.Панч может не устраивать на тонких стенках -все -таки надо учитывать проковку -силу удара.2 балла
-
В память о подвиге маляров - штукатуров.2 балла
-
Про буквы знает. Я ему на этапе изготовления двигателя показывал.. У него свой сервис(правда не большой).С продукцией ЗМ знаком хорошо. А про деньги это отдельный вопрос. Это будет для него сюрприз.А точнее подарок. Просто у него уже практически моя персональная выставка.Да и машину у него теперь чиню.Это опять же про вопрос вложения не только труда но и денег. Как то так. Если организаторы решат что работа не подходит под правила конкурса то пусть так и будет.2 балла
-
В час по чайной ложке, но двигаюсь) Всё прямо параллельно, никаких завитушек, но мне нравится ловить размеры в допусках пределов 1 мм., соблюдать углы и плоскости, геометрия в приоритете)
2 балла
-
@saper24, Фильмы ужасов много потеряли...2 балла
-
@Victor Kotyara,это ваша конкурсная работа?Не видно надписи ЗМ.1 балл
-
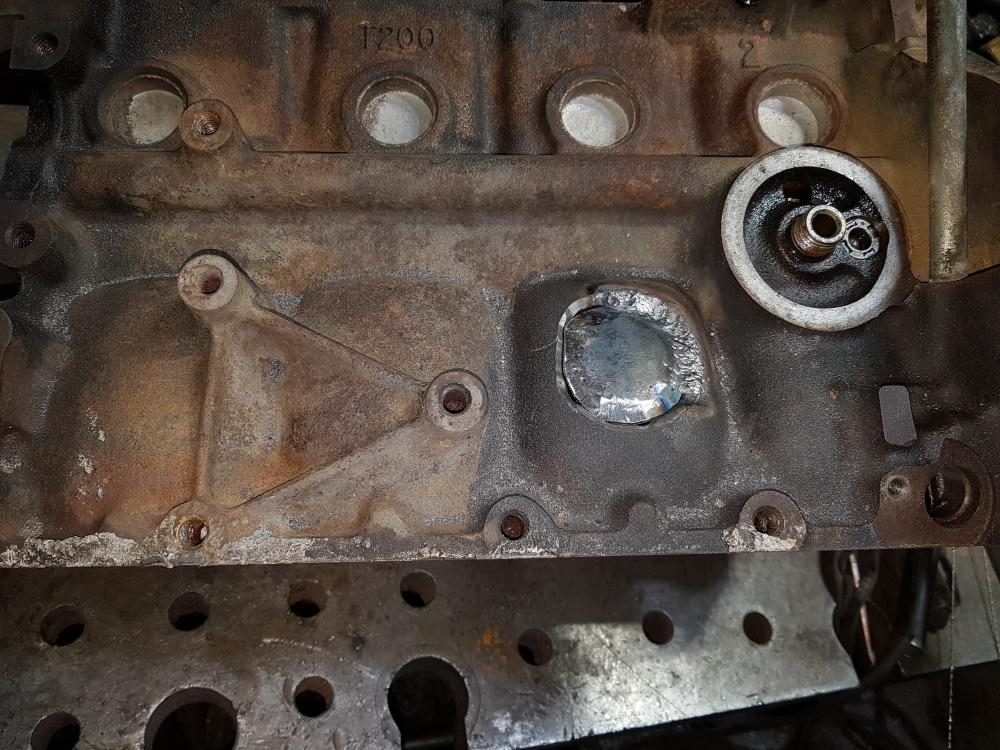
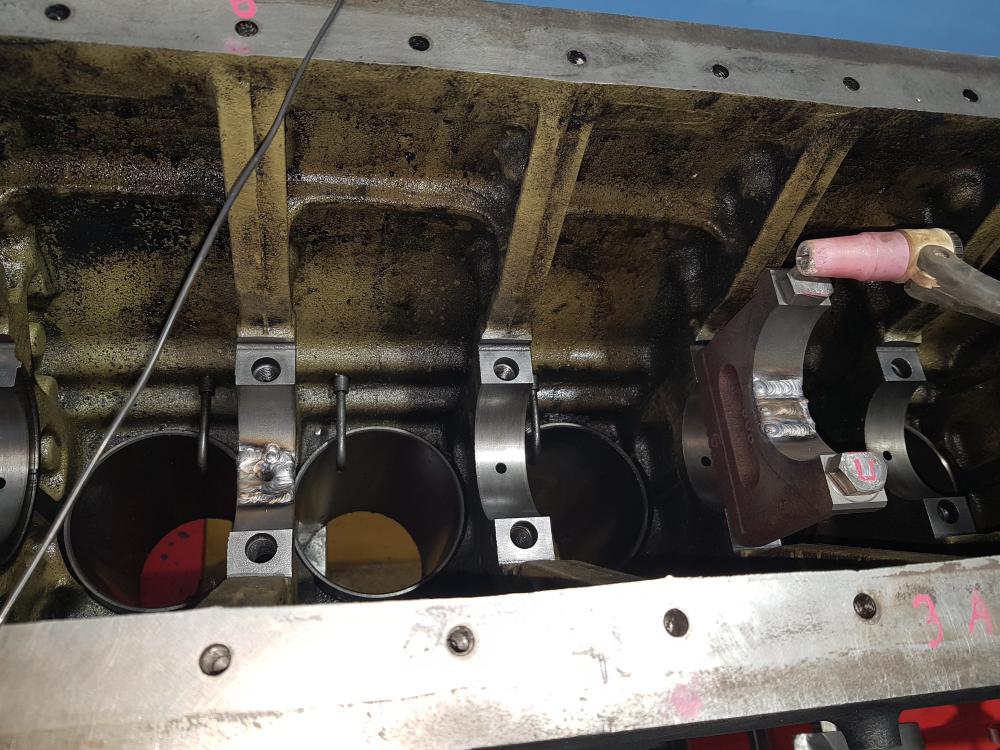
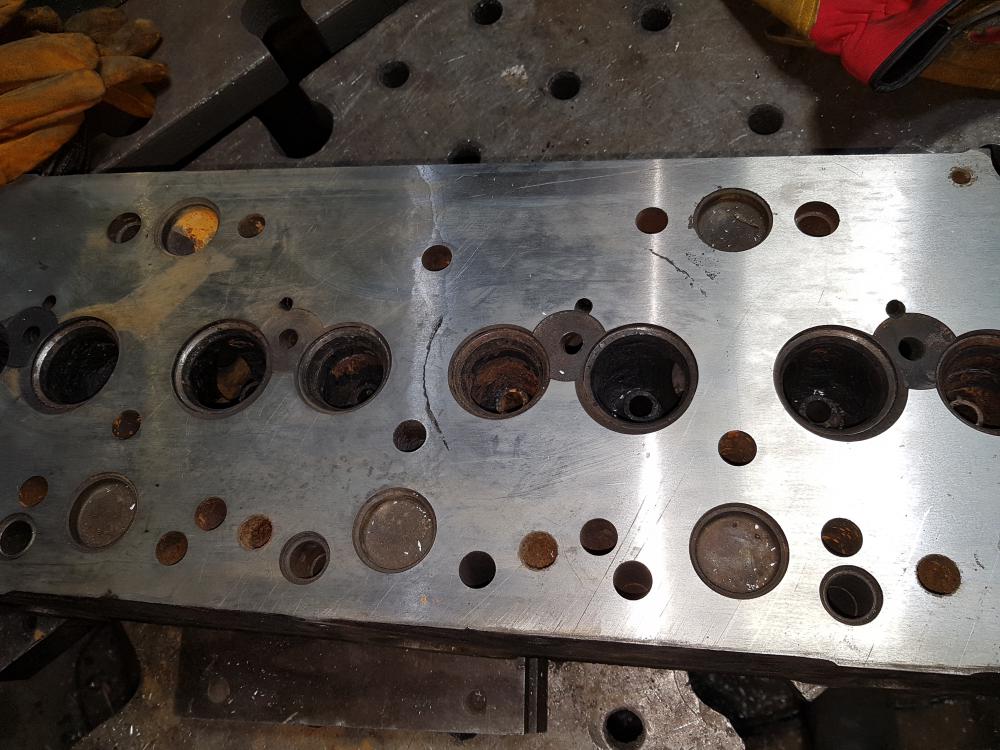
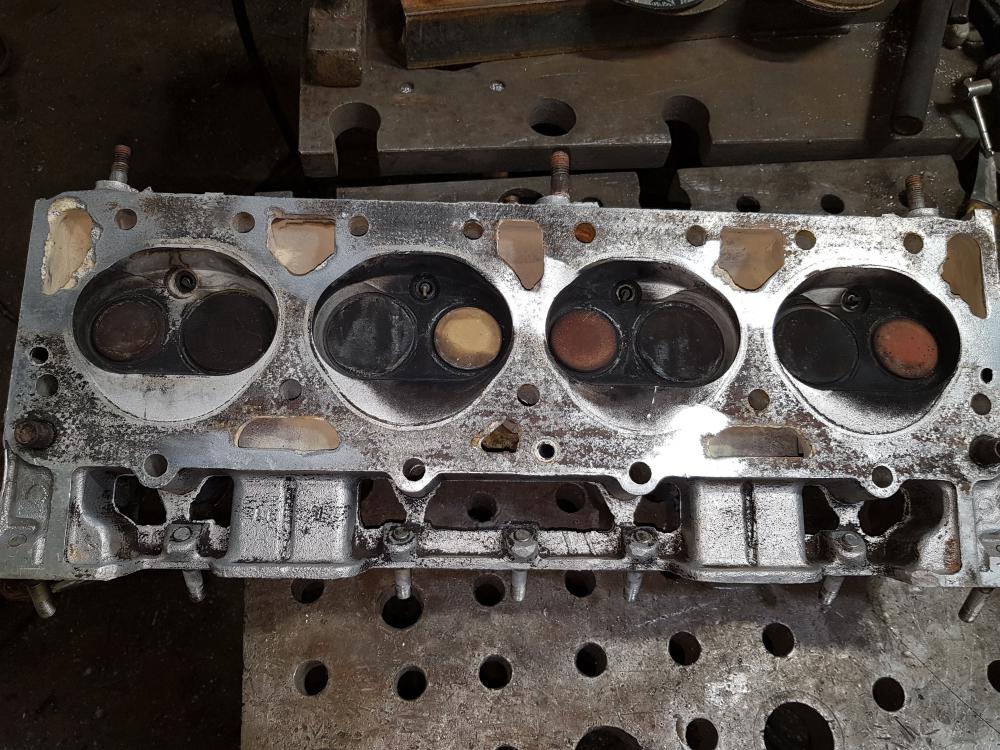
Каждая деталь , ее поломка , разная , одинаковых не бывает ( ну похожие бывают) и блоки разные .(литье). По любому думаю . Или прогоняю в голове то что уже обдуманно на других блоках . Вот тут к примеру на одном из блоков , где насверлены отверстия с резьбой , на чем держалась предыдущая "заплатка" , где я дыру подравнял под заплату , если с заплаткой все выйдет хорошо . ( Была сначала мысль вырезать все до отверстий и сделать большую заплату ) . То отверстия просто заглушу болтами на герметик , срежу заподлицо болгаркой , или закручу изнутри до половины а снаружи заварю .1 балл
-
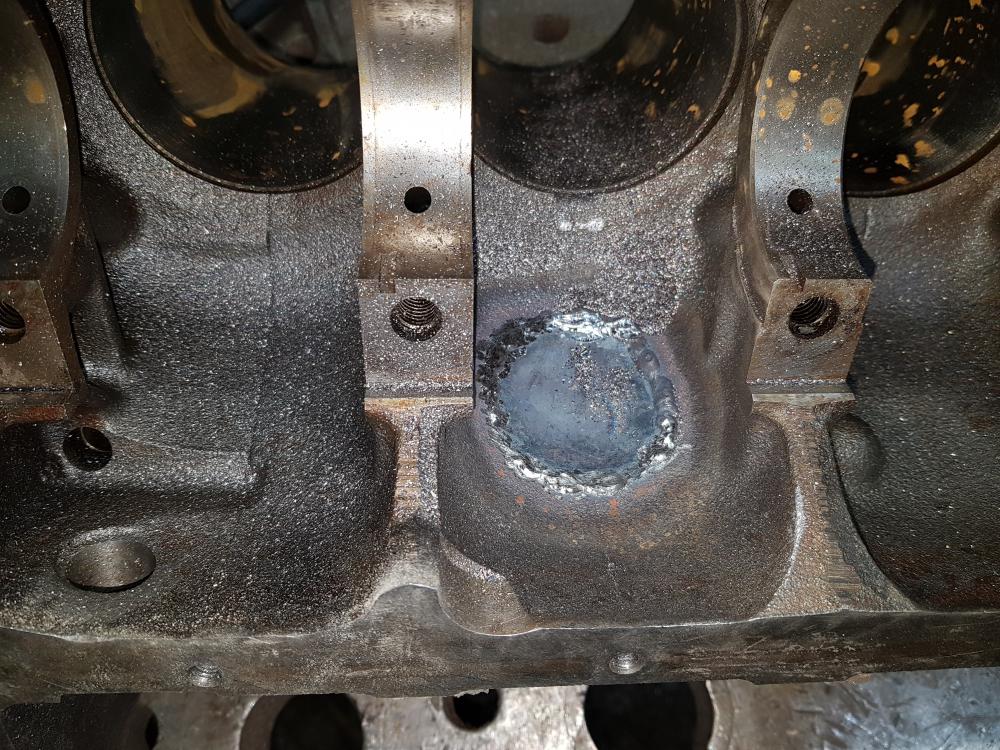
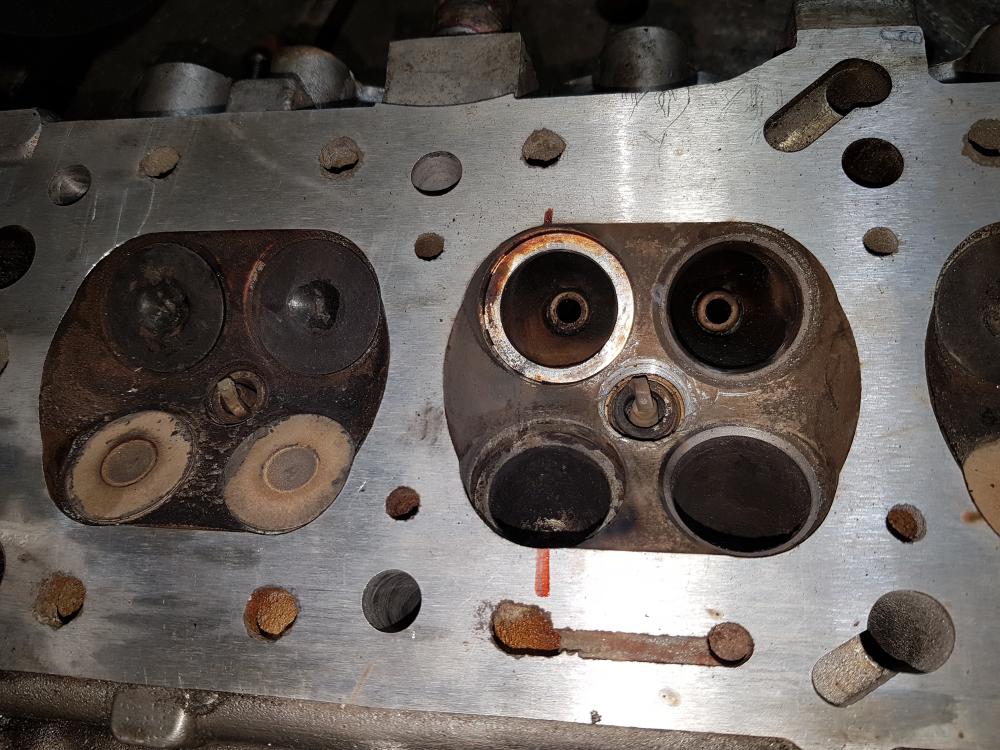
У меня на второй фотке тут , справа в нижнем углу я пробовал на мясистой части как льется этот чугун и потом панча чуть наложил . Но в месте сварке заплаты чугун очень тонкий и изнутри весь в коррозии . Просто как натянутая струна . от малейшей потяжки-напряжении треснуть может.1 балл
-
Щас еще по мимо МНЖКТ И CuCi3 сравниваю с есаб 1930 . Позже посмотрю составы и различее вроде нужно и текучесть и какая ни какая прочность . МНЖКТ и CuCi3 у меня прутки есть теперь бы их отличить для сравнения но они впрочем схоже хим составом . А вот есаб 1930 придется покупать1 балл
-
Согласен ,,,, с армии пришел и купил Иж ПС мать деньгу сберегла что я заработал на заводе с 16лет . Так вот по тем временам довольно форсированный движок ПС требовал бензина 95 которого не сыскать , 92й и то с перебоями летом и свечек "холодных" в комплекте была итальянка и исправно справлялась, но выскочила отработала свое , замена нашей 23 й , и результат 2 поршня на замену ,,,,, вот туты я и пожалел что не купил ЯВУ на чем и мать настаивала . Но через некоторое время ДОСААФ и мотокросс и водомоторники под боком и с "холодными " и даже супер холодными свечами проблемы отпали , ДОСААФ исправно снабжал всем своих подопечных .
1 балл
-
Виктор , вот все же если довольно толстый слой или шов из сих сплавов и в том числе и CuSi3 то трещины не избежны прямо по центру шва и чугун выходит сильнее рвет шов как "Тузик" грелку и это из личных наблюдений и хорошо что трещина глазу заметна но бывает и микро трещина и под лупой не разглядишь . ну и мои "извращения" по сему поводу , сперва ПАнч делаем и если не устраивает вид и есть сомнения то облицовка МНЖКТ или CuSi3 но "осторожно" и небольшим слоем и лучше в несколько проходов если чо не устраивает ,,,,,, иначе наткнемся на те же "грабли" .1 балл
-
Давайте по отвечаю на неудобные вопросы. 1. Это давняя мечта. Увидел похожую в интернете почти год назад. Решил повторить в моём стиле. А рутина для меня это танки .Такие работы как рыбы это очень интересное время препровождение.Мне это очень нравиться. Переделать надпись на несъёмную делов на 1 час с покраской.Что и будет сделано.1 балл
-
Он видимо имел в виду использование тефлонового боудена + латунный направляющий канал в рукоятке полуавтомата.1 балл
-
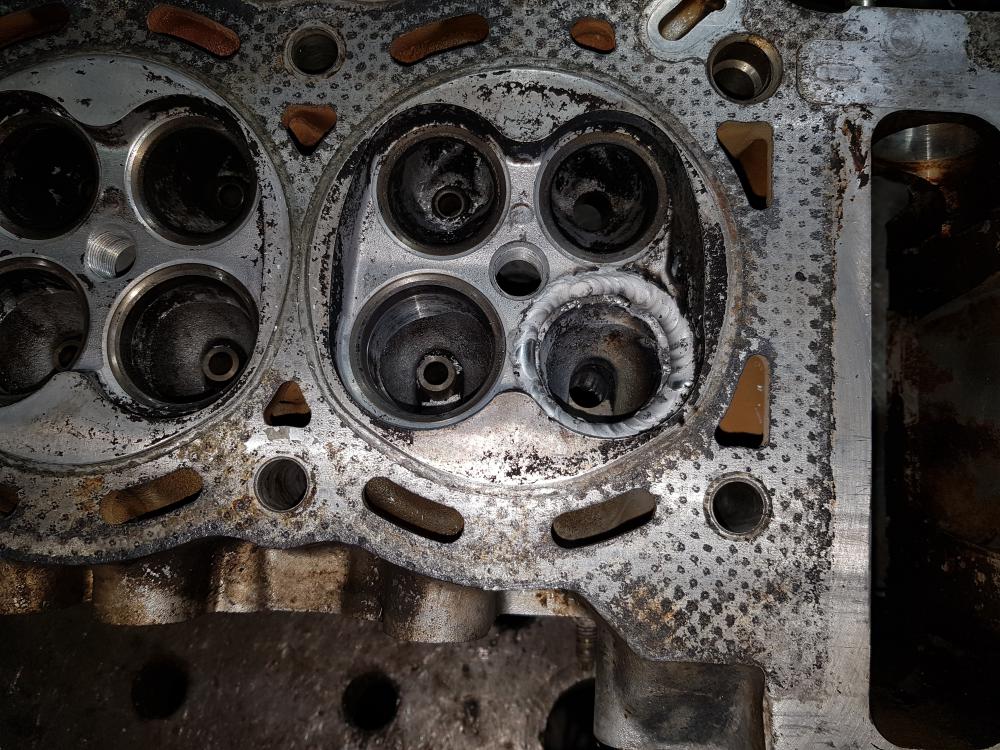
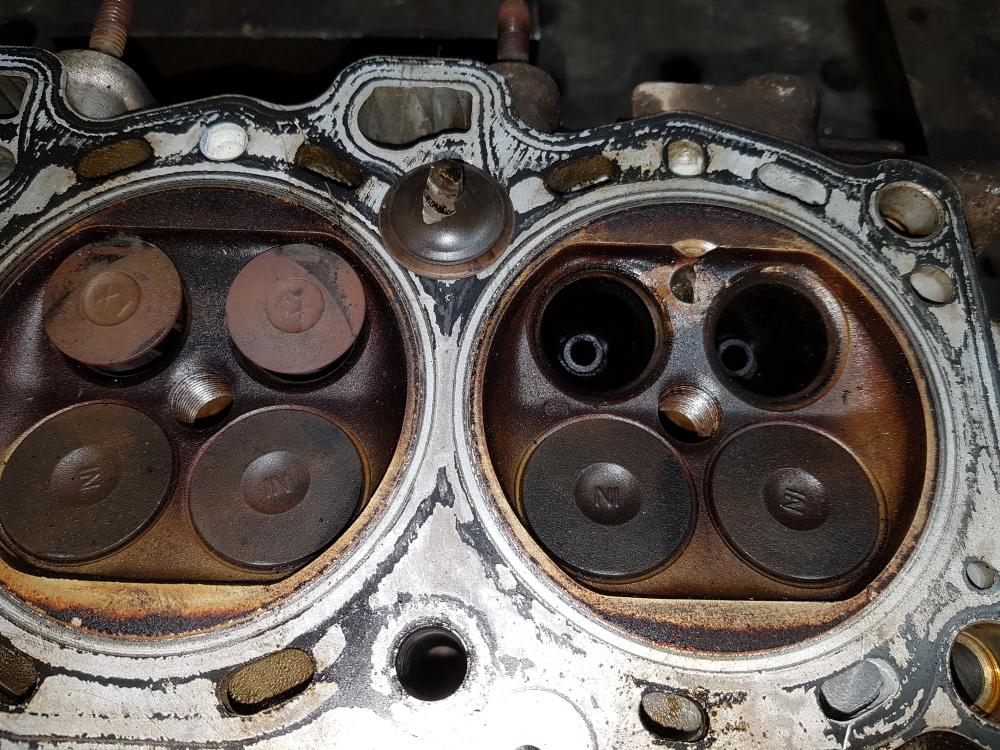
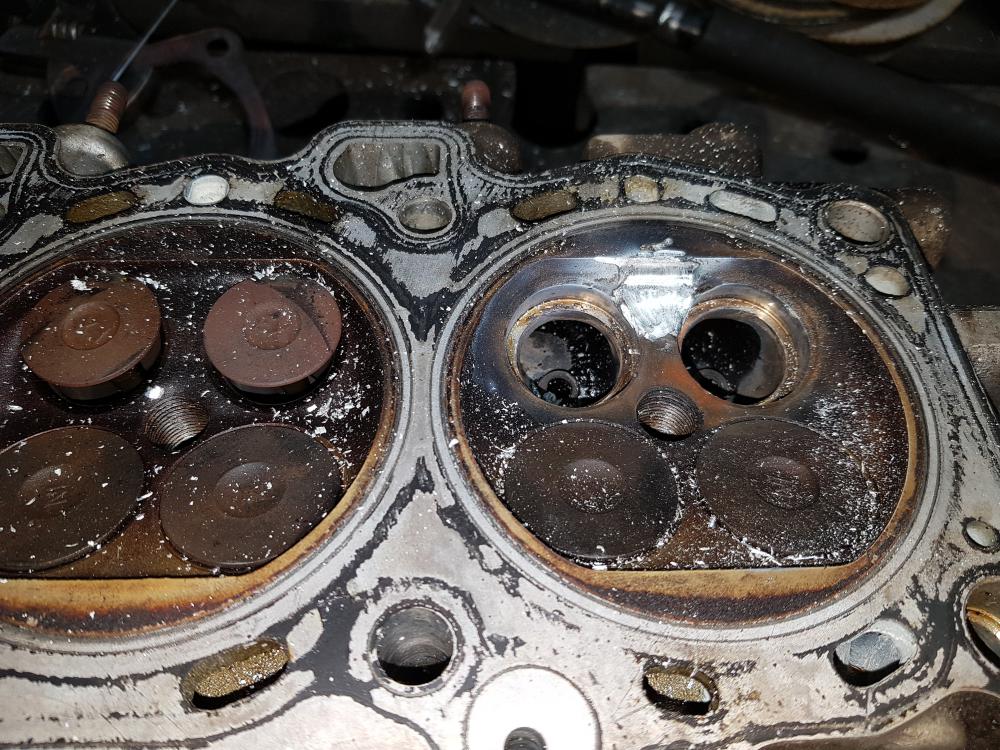
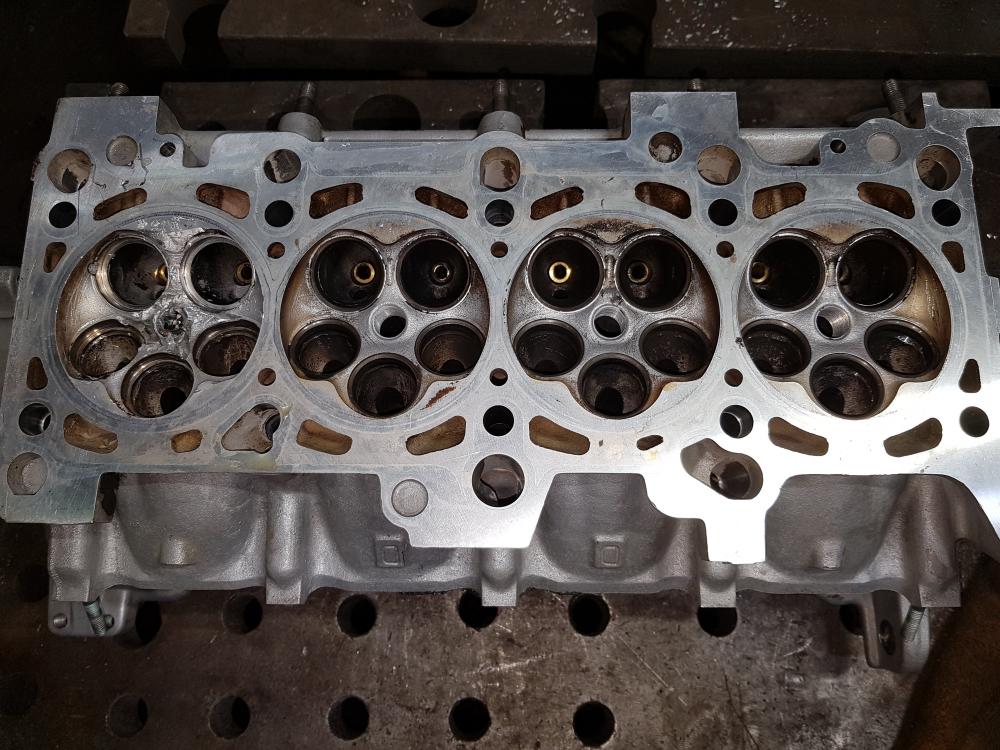
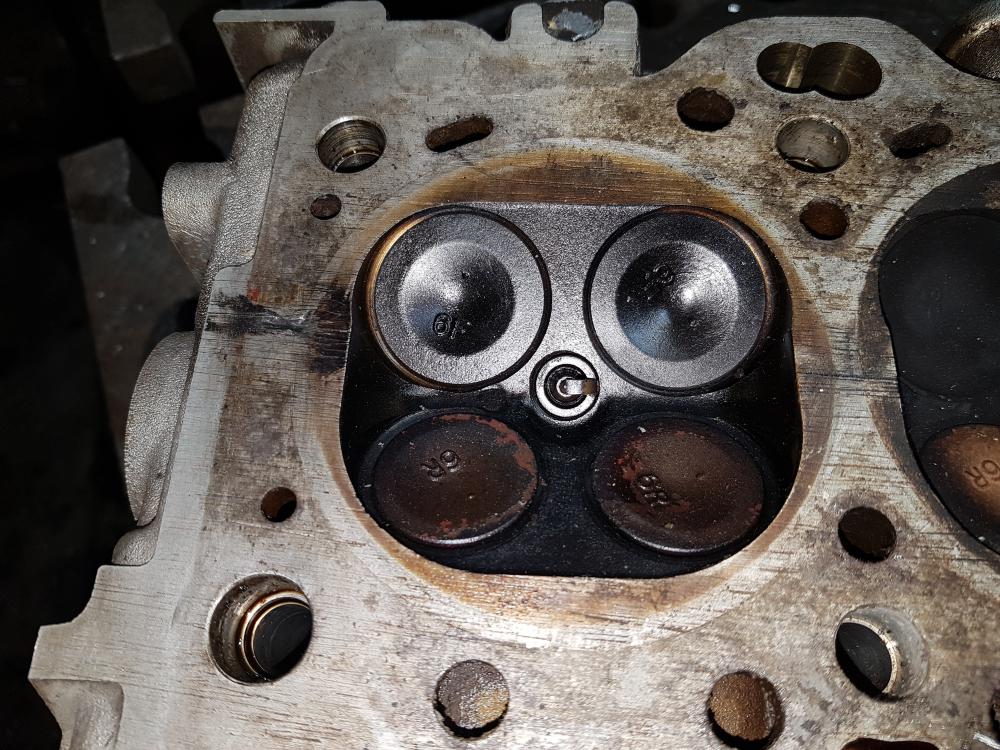
У меня есть пара-тройка знакомых ребят,которые занимаются ремонтом скутеров и периодически приходится варить разный моторный алюминий.У этой головки есть один нюанс:диаметр резьбовой части свечи 9,8мм шаг 1.Сверлим ф8,5 мм и нарезаем резьбу 10 шаг 1,то есть мы получили стандартную полнопрофильную метрическую резьбы 10/1.При вкручивании свечи ощущается некоторое прослабление.Срок службы этой резьбы определяется числом закручивай/ выкручиваний свечи.Зачем это сделано?Такое ощущение,что умышленно просчитывается срок службы головки...может быть,я и не прав.1 балл
-
Тут и спорить нечего. Лучшего ремонта как у Точмаш 23 — нет . Пружины или резьбовые вставки предназначены более для серийного производства (они из разных металлов и маркируются соответственно в разные цвета) и в основном мелких диаметров резьб. Там существуют проблемы в механическом нарезании часто большого количества резьб мелкого диаметра в литьевых ал. корпусах. Футорки — придумали как альтернативу доступного ремонта почти в любом гараже, где рядом присутствует мех. мастерская, которая сможет выполнить данную работу. Как правило они изготавливаются из бронзовых сплавов и их применение не требует больших средств и навыков. При наличии квалификации и навыков выполнения работы, заварка и нарезание новой резьбы, по моему мнению — наилучшее решение проблемы.1 балл
-
Токи не знаю,работаю педалькой. Вспомогательный регулятор на педали выкрутил до упора,сундук 315ампер. Изначально попросил у заказчика посадочные размеры и организовал втулку и стянул уши шпилькой. В первую очередь вырезал и варил то место,которое висело,а потом уже возле "посадочных ушей".
1 балл
-
 ... человечик с магистралей рассказывал : поставили установку К-700 для стыковки\сварки\зачистки ( все в одном флаконе ) труб магистрали , все показали, обучили спецы от Патона., только они уехали , установку под откос и дальше по старинке-вилочкой.Еще они создали и обкатали у себя установку для стыковки\сварки\зачистки рельсов метрополитена , в Союзе внедрялась со скрипом , буржуи брали с лету. П.С. это и еще много чего рассказывал ( Патоновский ) преподаватель ( 1987 г.) Представляю как Патону было обидно и больно ...1 балл
... человечик с магистралей рассказывал : поставили установку К-700 для стыковки\сварки\зачистки ( все в одном флаконе ) труб магистрали , все показали, обучили спецы от Патона., только они уехали , установку под откос и дальше по старинке-вилочкой.Еще они создали и обкатали у себя установку для стыковки\сварки\зачистки рельсов метрополитена , в Союзе внедрялась со скрипом , буржуи брали с лету. П.С. это и еще много чего рассказывал ( Патоновский ) преподаватель ( 1987 г.) Представляю как Патону было обидно и больно ...1 балл -
 Однако классическая электросварка с помощью углеродного электрода (изобретённая, кстати, уроженцем Херсонской губернии Российской империи Николаем Бенардосом) была достаточно сложным и трудоёмким процессом. В идеале он нуждался в автоматизации, однако углеродная дуга была крайне нестабильной и требовала постоянного внимания высококвалифицированного специалиста-сварщика. Одна ошибка – и в шве возникают дефекты, сильно снижающие его прочность. Выход нашли в применении другой технологии: так называемой сварки под флюсом, открытой Николаем Славяновым. Идея заключалась в том, что само пространство, в котором горит дуговой разряд и происходит сварка (сварочную камеру), изолируют от окружающей среды слоем флюса – вещества, препятствующего выходу паров металла наружу, а также попаданию внутрь воздуха и других "посторонних" веществ. В результате процесс сварки становится более устойчивым и управляемым. Открывается возможность его автоматизации, что могло позволить колоссально увеличить производительность сварочных аппаратов. Именно этой проблемой занимался основанный отцом Бориса Патона Институт сварки в Киеве. Именно на этом поприще молодому инженеру предстояло сделать свои первые шаги. Доводить до ума технологию приходилось в буквальном смысле в военных условиях: впервые автоматическая сварка по технологии Евгения Патона была применена в промышленных масштабах в Нижнем Тагиле, куда Институт электросварки эвакуировали с началом войны. Сварочные установки Евгения Патона стали настоящим прорывом: во-первых, производительность труда существенно возрастала, во-вторых, снижались требования к квалификации сварщиков, что было немаловажно в условиях войны, когда на военных заводах нередко приходилось работать даже детям. Примечательно, что в нацистской Германии технологию автоматизированной сварки освоить так и не смогли. Именно поэтому – среди прочего – так и не удалось наладить действительно массовое производство своих грозных "Тигров" и "Пантер": изучение "взятых в плен" после битвы на Курской дуге немецких танков показало, что все швы на них были сделаны вручную. Однако у автоматизированной сварки патоновским методом был недостаток: получаемые в результате швы оказывались крайне хрупкими. Как известно, сталь представляет собой сплав железа с другими веществами, в первую очередь с углеродом. Чем больше в стали углерода, тем она твёрже, но и хрупче. Чем меньше – чем сталь более мягкая и вязкая. Для качественной танковой брони необходимо вполне конкретное содержание в стали углерода, чтобы снаряды не могли её ни прогнуть, ни разбить. Однако в сварочном шве углерода было куда больше, чем надо. В итоге шов трескался даже от сравнительно незначительных повреждений. Решение этой проблемы стало одним из первых больших изобретений Бориса Патона и его коллег. И оно было просто, как и всё гениальное: в щель между свариваемыми пластинами вставляли проволоку из стали с пониженным (относительно брони) содержанием углерода. В результате в парах металла в сварочной камере, а значит, и в готовом шве, углерода оказывается ровно столько, сколько нужно. Вторая мировая и Великая Отечественная война во многом были не только битвой солдат, но и битвой научных умов. И в этом смысле Борис и Евгений Патоны внесли в победу нашего народа в той войне огромный вклад. Евгений Патон и его сын сыграли одну из ключевых ролей в Великой Победе Евгений Патон и его сын сыграли одну из ключевых ролей в Великой Победе "Русская сварка" Автоматическая сварка под флюсом стала прорывной технологией для своего времени. Однако она не совсем годилась для ряда задач – например, сварки металлических деталей большой толщины, используемых в строительстве и других подобных работах. Проблему в Институте сварки решили с помощью разработки принципиально новой технологии: электрошлаковой сварки. Работает это так. В зазор между двумя свариваемыми деталями помещают слой флюса, через который пропускают электрический ток. Под его действием флюс (шлак) плавится, формируя так называемую шлаковую ванну. Расплавленный шлак нагревает, а затем плавит прилегающие поверхности. В шлаковой ванне образуется смесь расплавленного металла и шлака. Состав шлака-флюса специально подбирается таким образом, чтобы расплав был легче расплава металла и шлак всплыл вверх, приходя в соприкосновение со следующим слоем металла. Оставшийся под шлаковой ванной металл по мере подъёма шлаковой ванны остывает и твердеет. Так как этот процесс идёт более медленно, чем при классической электродной сварке, шов получается более однородным и прочным. Кроме того, как уже говорилось выше, за один проход можно сваривать детали почти любой толщины (до полутора метров). К сожалению (как, надеюсь, ясно из предыдущего описания) такой способ подходит лишь для вертикальных швов. На международной выставке в Брюсселе в 1958 году этот вид сварки был отмечен большой золотой медалью "Гран-при" и получил неофициальное название "Русская сварка". Данный метод нашёл широкое применение по всему миру: в США с его помощью построены многие знаменитые небоскрёбы, а в СССР она использовалась при строительстве мостов – первым в этом роде стал знаменитый мост Патона в Киеве, одновременно ставший и первым цельносварным мостом в мире. Мост Патона в Киеве. Фото: ua.igotoworld.com Сварка на орбите После смерти Евгения Патона в 1953 году, Институт сварки, названный в честь своего основателя, возглавил Борис Патон. Среди прочих задач, которые пришлось решать учреждению под его руководством, была разработка систем сварки в космическом пространстве, где обычные методы соединения металлических изделий не работали из-за вакуума, отсутствия силы тяжести и резких колебаниях температур. Loading... Проблему решили путём применения технологии электронно-лучевой обработки металла, разработанную в Московском энергетическом институте в 1958-м. Идея заключается в том, что металл нагревают, облучая мощным фокусированным пучком электронов до температуры его плавления и испарения. В результате получаются очень тонкие, как их ещё называют, кинжальные швы с глубоким проплавлением металла. В атмосфере Земли такая сварка невозможна: молекулы воздуха поглотят электроны и нарушат электронный пучок. Космический вакуум, являющийся проблемой для обычных методов сварки на орбите, открывает возможность применения этой технологии. В октябре 1969 во время космического полёта корабля "Союз-6" впервые сварили металлические детали с помощью разработанного Институтом Патона аппарата "Вулкан". А в 1984 году космонавтами Светланой Савицкой и Владимиром Джанибековым была проведена первая в истории операция по сварке в космическом пространстве. В ней использовался сварочный аппарат УРИ, также разработанный институтом Патона. Космические сварщики Светлана Савицкая и Владимир Джанибеков Космические сварщики Светлана Савицкая и Владимир Джанибеков Хирургическая сварка Одним из последних изобретений Патона - к сожалению, не слишком известных сегодня - является электросварка мягких тканей при хирургических операциях. При любой такой операции ткани требуется разрезать, а затем соединить снова, чтобы они могли срастись. Обычно для этого используют сторонние материалы, такие как нитки или скобки, но это не всегда удобно. Организм не лучшим образом реагирует на чужеродные предметы, создаются риски нарушения кровоснабжения (нити и скобки передавливают или смещают мелкие кровеносные сосуды), нити становятся каналами миграции болезнетворных микроорганизмов, могут возникать аллергические реакции, спайки и т.п. Все это приводит к образованию, в частности, послеоперационных швов – не слишком эстетичных, а иногда и мешающих нормальному функционированию прооперированного органа. Поиск способов бесшовного сшивания тканей на протяжении многих лет является одним из важных направлений медицинской науки. И Борис Патон предложил оригинальный и весьма перспективный способ решения этой проблемы. В основу положен эффект так называемой биполярной коагуляции. Если через сжатые между собой края разрезанной ткани пропустить электрический ток высокой частоты, то ткани, по которым он течёт, начинают нагреваться. Белки, из которых состоит эта ткань, представляют собой сложным образом сплетённые молекулярные клубки, и в этих условиях они начинают раскручиваться – денатурировать. Если затем внешнее воздействие убрать, то процесс поворачивается вспять – происходит ренатурация. В результате распустившиеся, а затем снова "скрутившиеся" белковые клубки перепутываются друг с другом, соединяясь в одно целое. Таким образом, соединение тканей происходит без внесения в них посторонних предметов. Технология проста: с двух концов сшиваемого участка закрепляют электроды, после чего по нему пропускают электрический ток. Когда сварка тканей закончится, электроды переносят на следующий участок. В 1992-1993 годах эксперименты на животных (крысах, кроликах и свиньях) показали принципиальную эффективность данного способа сращения тканей. В 2000 году электросварка тканей была применена при операции на желудке в Центральном клиническом госпитале СБУ. Впоследствии экспериментальные операции были проведены для сварки желчного пузыря, желчных протоков, толстой и тонкой кишки, маточных труб, матки, брюшины, кожи, подкожной клетчатки. В настоящее время технология хирургической электросварки активно применяется в Украине, России и Белоруссии: всего проведено более 80 тысяч различных операций с её применением. Выражали заинтересованность в ней и западные специалисты, например в США и Израиле. Однако там пока шире применяется несколько иной метод – лазерная сварка с использованием присадочного белка, по мнению отечественных учёных, несколько менее эффективная и более сложная. После Патона Смерть Бориса Патона с новой актуальностью ставит перед Украиной уже давно назревший вопрос: сумеет ли наша страна сохранить и умножить научные достижения в сфере, где мы по праву до сих пор можем считать себя одними из мировых лидеров? По состоянию на 2020 год в Институте Патона работали 634 сотрудника, более половины из которых были старше 60 лет. За последние 15 лет финансирование института сократилось почти вдвое (с 56 до 33 миллионов гривен в год). При этом около 80% этих средств уходят на зарплату, ещё 10,5% — на оплату коммунальных услуг. На приобретение материалов и оборудования, а также на другие затраты, связанные с проведением научно-исследовательских работ, остаётся менее 5%. Чтобы выживать, институт вынужден активно сдавать помещения в аренду коммерческим структурам. Раньше у института были собственные производственные мощности, которые – в теории – могли бы приносить предприятию неплохой доход. К примеру, акционерное общество "Опытный завод сварочного оборудования Института электросварки им. Е. О. Патона" довольно успешно реализует свою продукцию на рынке, получая около 5 миллионов дохода ежегодно. Правда, предприятие находится преимущественно в частных руках: около 40% акций через офшорные компании принадлежат сыну председателя правления завода Анатолию Степахно, ещё около 15% - дочери экс-депутата Киевсовета Александра Лойфенфельда — Инне Лойфенфельд. Еще 24,4% акций завода принадлежит НАН Украины. Институт Патона переживает не лучшие времена. Фото: 2gis.ua Институт Патона переживает не лучшие времена. Фото: 2gis.ua Из-за недостатка денежных средств Институт Патона переведён на четырёхдневку – и всё это на фоне непрекращающихся разговоров правителей страны о необходимости развития высокотехнологичных производств и отраслей. После смерти бессменного руководителя, являвшегося самым авторитетным учёным страны, вопрос о дальнейшем развитии или хотя бы выживании научного направления, в котором наша страна все еще является мировым лидером, становится чрезвычайно остро. Вот ушел ещё один человек-легенда, который разрабатывал и внедрял со своим коллективом те процессы и технологии которые мы с вами ежедневно используем в своем труде, и которые повсеместно используются в промышленности и медицине. Вечная память!1 балл
Однако классическая электросварка с помощью углеродного электрода (изобретённая, кстати, уроженцем Херсонской губернии Российской империи Николаем Бенардосом) была достаточно сложным и трудоёмким процессом. В идеале он нуждался в автоматизации, однако углеродная дуга была крайне нестабильной и требовала постоянного внимания высококвалифицированного специалиста-сварщика. Одна ошибка – и в шве возникают дефекты, сильно снижающие его прочность. Выход нашли в применении другой технологии: так называемой сварки под флюсом, открытой Николаем Славяновым. Идея заключалась в том, что само пространство, в котором горит дуговой разряд и происходит сварка (сварочную камеру), изолируют от окружающей среды слоем флюса – вещества, препятствующего выходу паров металла наружу, а также попаданию внутрь воздуха и других "посторонних" веществ. В результате процесс сварки становится более устойчивым и управляемым. Открывается возможность его автоматизации, что могло позволить колоссально увеличить производительность сварочных аппаратов. Именно этой проблемой занимался основанный отцом Бориса Патона Институт сварки в Киеве. Именно на этом поприще молодому инженеру предстояло сделать свои первые шаги. Доводить до ума технологию приходилось в буквальном смысле в военных условиях: впервые автоматическая сварка по технологии Евгения Патона была применена в промышленных масштабах в Нижнем Тагиле, куда Институт электросварки эвакуировали с началом войны. Сварочные установки Евгения Патона стали настоящим прорывом: во-первых, производительность труда существенно возрастала, во-вторых, снижались требования к квалификации сварщиков, что было немаловажно в условиях войны, когда на военных заводах нередко приходилось работать даже детям. Примечательно, что в нацистской Германии технологию автоматизированной сварки освоить так и не смогли. Именно поэтому – среди прочего – так и не удалось наладить действительно массовое производство своих грозных "Тигров" и "Пантер": изучение "взятых в плен" после битвы на Курской дуге немецких танков показало, что все швы на них были сделаны вручную. Однако у автоматизированной сварки патоновским методом был недостаток: получаемые в результате швы оказывались крайне хрупкими. Как известно, сталь представляет собой сплав железа с другими веществами, в первую очередь с углеродом. Чем больше в стали углерода, тем она твёрже, но и хрупче. Чем меньше – чем сталь более мягкая и вязкая. Для качественной танковой брони необходимо вполне конкретное содержание в стали углерода, чтобы снаряды не могли её ни прогнуть, ни разбить. Однако в сварочном шве углерода было куда больше, чем надо. В итоге шов трескался даже от сравнительно незначительных повреждений. Решение этой проблемы стало одним из первых больших изобретений Бориса Патона и его коллег. И оно было просто, как и всё гениальное: в щель между свариваемыми пластинами вставляли проволоку из стали с пониженным (относительно брони) содержанием углерода. В результате в парах металла в сварочной камере, а значит, и в готовом шве, углерода оказывается ровно столько, сколько нужно. Вторая мировая и Великая Отечественная война во многом были не только битвой солдат, но и битвой научных умов. И в этом смысле Борис и Евгений Патоны внесли в победу нашего народа в той войне огромный вклад. Евгений Патон и его сын сыграли одну из ключевых ролей в Великой Победе Евгений Патон и его сын сыграли одну из ключевых ролей в Великой Победе "Русская сварка" Автоматическая сварка под флюсом стала прорывной технологией для своего времени. Однако она не совсем годилась для ряда задач – например, сварки металлических деталей большой толщины, используемых в строительстве и других подобных работах. Проблему в Институте сварки решили с помощью разработки принципиально новой технологии: электрошлаковой сварки. Работает это так. В зазор между двумя свариваемыми деталями помещают слой флюса, через который пропускают электрический ток. Под его действием флюс (шлак) плавится, формируя так называемую шлаковую ванну. Расплавленный шлак нагревает, а затем плавит прилегающие поверхности. В шлаковой ванне образуется смесь расплавленного металла и шлака. Состав шлака-флюса специально подбирается таким образом, чтобы расплав был легче расплава металла и шлак всплыл вверх, приходя в соприкосновение со следующим слоем металла. Оставшийся под шлаковой ванной металл по мере подъёма шлаковой ванны остывает и твердеет. Так как этот процесс идёт более медленно, чем при классической электродной сварке, шов получается более однородным и прочным. Кроме того, как уже говорилось выше, за один проход можно сваривать детали почти любой толщины (до полутора метров). К сожалению (как, надеюсь, ясно из предыдущего описания) такой способ подходит лишь для вертикальных швов. На международной выставке в Брюсселе в 1958 году этот вид сварки был отмечен большой золотой медалью "Гран-при" и получил неофициальное название "Русская сварка". Данный метод нашёл широкое применение по всему миру: в США с его помощью построены многие знаменитые небоскрёбы, а в СССР она использовалась при строительстве мостов – первым в этом роде стал знаменитый мост Патона в Киеве, одновременно ставший и первым цельносварным мостом в мире. Мост Патона в Киеве. Фото: ua.igotoworld.com Сварка на орбите После смерти Евгения Патона в 1953 году, Институт сварки, названный в честь своего основателя, возглавил Борис Патон. Среди прочих задач, которые пришлось решать учреждению под его руководством, была разработка систем сварки в космическом пространстве, где обычные методы соединения металлических изделий не работали из-за вакуума, отсутствия силы тяжести и резких колебаниях температур. Loading... Проблему решили путём применения технологии электронно-лучевой обработки металла, разработанную в Московском энергетическом институте в 1958-м. Идея заключается в том, что металл нагревают, облучая мощным фокусированным пучком электронов до температуры его плавления и испарения. В результате получаются очень тонкие, как их ещё называют, кинжальные швы с глубоким проплавлением металла. В атмосфере Земли такая сварка невозможна: молекулы воздуха поглотят электроны и нарушат электронный пучок. Космический вакуум, являющийся проблемой для обычных методов сварки на орбите, открывает возможность применения этой технологии. В октябре 1969 во время космического полёта корабля "Союз-6" впервые сварили металлические детали с помощью разработанного Институтом Патона аппарата "Вулкан". А в 1984 году космонавтами Светланой Савицкой и Владимиром Джанибековым была проведена первая в истории операция по сварке в космическом пространстве. В ней использовался сварочный аппарат УРИ, также разработанный институтом Патона. Космические сварщики Светлана Савицкая и Владимир Джанибеков Космические сварщики Светлана Савицкая и Владимир Джанибеков Хирургическая сварка Одним из последних изобретений Патона - к сожалению, не слишком известных сегодня - является электросварка мягких тканей при хирургических операциях. При любой такой операции ткани требуется разрезать, а затем соединить снова, чтобы они могли срастись. Обычно для этого используют сторонние материалы, такие как нитки или скобки, но это не всегда удобно. Организм не лучшим образом реагирует на чужеродные предметы, создаются риски нарушения кровоснабжения (нити и скобки передавливают или смещают мелкие кровеносные сосуды), нити становятся каналами миграции болезнетворных микроорганизмов, могут возникать аллергические реакции, спайки и т.п. Все это приводит к образованию, в частности, послеоперационных швов – не слишком эстетичных, а иногда и мешающих нормальному функционированию прооперированного органа. Поиск способов бесшовного сшивания тканей на протяжении многих лет является одним из важных направлений медицинской науки. И Борис Патон предложил оригинальный и весьма перспективный способ решения этой проблемы. В основу положен эффект так называемой биполярной коагуляции. Если через сжатые между собой края разрезанной ткани пропустить электрический ток высокой частоты, то ткани, по которым он течёт, начинают нагреваться. Белки, из которых состоит эта ткань, представляют собой сложным образом сплетённые молекулярные клубки, и в этих условиях они начинают раскручиваться – денатурировать. Если затем внешнее воздействие убрать, то процесс поворачивается вспять – происходит ренатурация. В результате распустившиеся, а затем снова "скрутившиеся" белковые клубки перепутываются друг с другом, соединяясь в одно целое. Таким образом, соединение тканей происходит без внесения в них посторонних предметов. Технология проста: с двух концов сшиваемого участка закрепляют электроды, после чего по нему пропускают электрический ток. Когда сварка тканей закончится, электроды переносят на следующий участок. В 1992-1993 годах эксперименты на животных (крысах, кроликах и свиньях) показали принципиальную эффективность данного способа сращения тканей. В 2000 году электросварка тканей была применена при операции на желудке в Центральном клиническом госпитале СБУ. Впоследствии экспериментальные операции были проведены для сварки желчного пузыря, желчных протоков, толстой и тонкой кишки, маточных труб, матки, брюшины, кожи, подкожной клетчатки. В настоящее время технология хирургической электросварки активно применяется в Украине, России и Белоруссии: всего проведено более 80 тысяч различных операций с её применением. Выражали заинтересованность в ней и западные специалисты, например в США и Израиле. Однако там пока шире применяется несколько иной метод – лазерная сварка с использованием присадочного белка, по мнению отечественных учёных, несколько менее эффективная и более сложная. После Патона Смерть Бориса Патона с новой актуальностью ставит перед Украиной уже давно назревший вопрос: сумеет ли наша страна сохранить и умножить научные достижения в сфере, где мы по праву до сих пор можем считать себя одними из мировых лидеров? По состоянию на 2020 год в Институте Патона работали 634 сотрудника, более половины из которых были старше 60 лет. За последние 15 лет финансирование института сократилось почти вдвое (с 56 до 33 миллионов гривен в год). При этом около 80% этих средств уходят на зарплату, ещё 10,5% — на оплату коммунальных услуг. На приобретение материалов и оборудования, а также на другие затраты, связанные с проведением научно-исследовательских работ, остаётся менее 5%. Чтобы выживать, институт вынужден активно сдавать помещения в аренду коммерческим структурам. Раньше у института были собственные производственные мощности, которые – в теории – могли бы приносить предприятию неплохой доход. К примеру, акционерное общество "Опытный завод сварочного оборудования Института электросварки им. Е. О. Патона" довольно успешно реализует свою продукцию на рынке, получая около 5 миллионов дохода ежегодно. Правда, предприятие находится преимущественно в частных руках: около 40% акций через офшорные компании принадлежат сыну председателя правления завода Анатолию Степахно, ещё около 15% - дочери экс-депутата Киевсовета Александра Лойфенфельда — Инне Лойфенфельд. Еще 24,4% акций завода принадлежит НАН Украины. Институт Патона переживает не лучшие времена. Фото: 2gis.ua Институт Патона переживает не лучшие времена. Фото: 2gis.ua Из-за недостатка денежных средств Институт Патона переведён на четырёхдневку – и всё это на фоне непрекращающихся разговоров правителей страны о необходимости развития высокотехнологичных производств и отраслей. После смерти бессменного руководителя, являвшегося самым авторитетным учёным страны, вопрос о дальнейшем развитии или хотя бы выживании научного направления, в котором наша страна все еще является мировым лидером, становится чрезвычайно остро. Вот ушел ещё один человек-легенда, который разрабатывал и внедрял со своим коллективом те процессы и технологии которые мы с вами ежедневно используем в своем труде, и которые повсеместно используются в промышленности и медицине. Вечная память!1 балл -
 @Luckystorm, тоже видел его интервью "Культуре", необычный был Человек, увлечённый. Земля ему пухом.1 балл
@Luckystorm, тоже видел его интервью "Культуре", необычный был Человек, увлечённый. Земля ему пухом.1 балл -
 Борис Евгеньевич, сварщики никогда не забудут ваши труды и ваш вклад в победу. Вы сделали очень много для этого мира. Мы обязательно продолжим ваше дело и разработаем ещё много технологий по сварке новых материалов. Месяц назад пересматривал его лекцию на канале культура, умнейший человек. Особенно поразила установка института Патона для сварки магистральных труб изнутри. Земля пухом!1 балл
Борис Евгеньевич, сварщики никогда не забудут ваши труды и ваш вклад в победу. Вы сделали очень много для этого мира. Мы обязательно продолжим ваше дело и разработаем ещё много технологий по сварке новых материалов. Месяц назад пересматривал его лекцию на канале культура, умнейший человек. Особенно поразила установка института Патона для сварки магистральных труб изнутри. Земля пухом!1 балл -
Пусть небольшой, но всё-таки двигатель. Обломали болта, пытались сверлить, расковыряли, но внутри осталось ещё 2-3 мм болта. Срезал и наварил новое ухо. Пусть небольшой, но всё-таки двигатель. Обломали болта, пытались сверлить, расковыряли, но внутри осталось ещё 2-3 мм болта. Срезал и наварил новое ухо.
1 балл
-
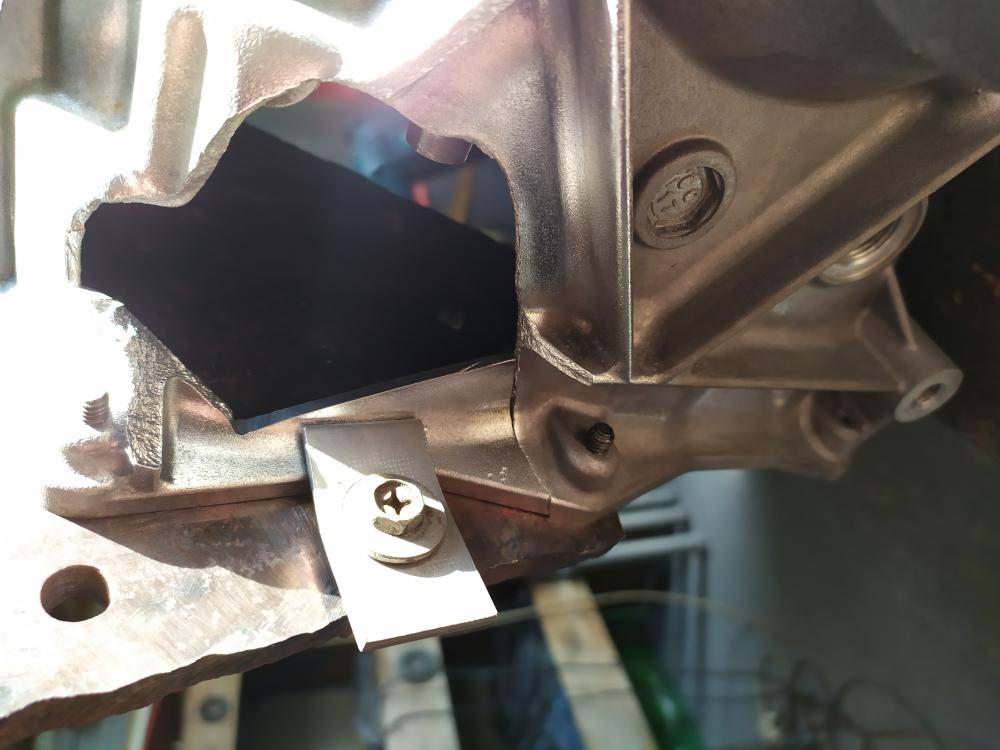
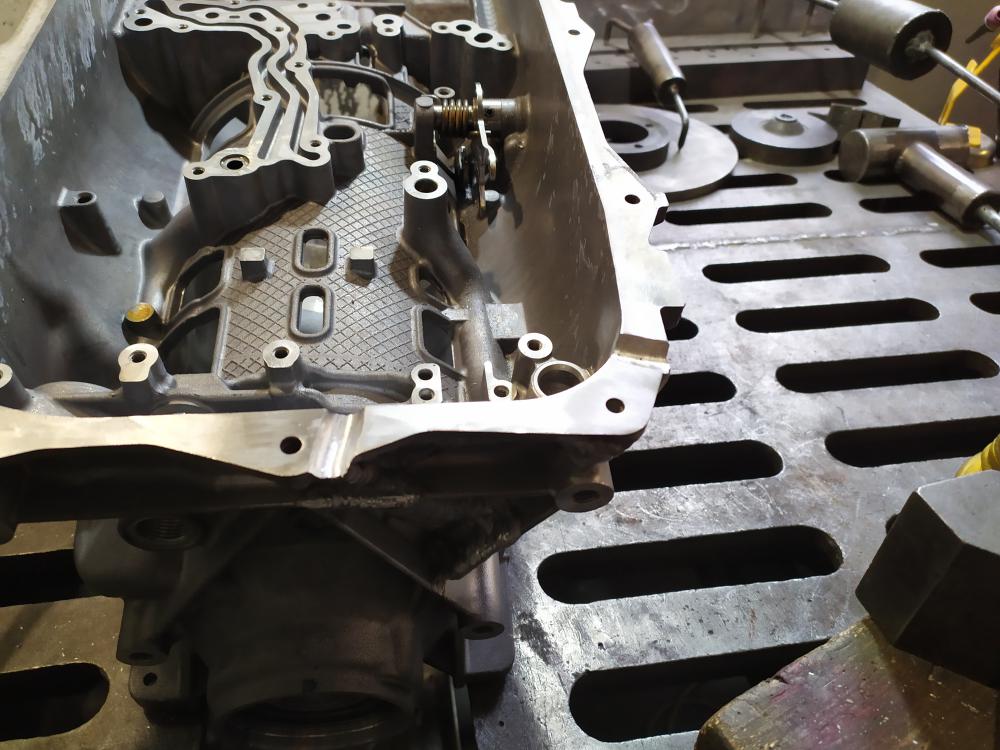
Обломали кусок корпуса АКП. Организовал площадку,чтоб зафиксировать оторванный кусок, разделил его на две части.Сначала приварил по плоскости,потом вкладыш. Сплав ужас!Хотя с таким клеймом варил другое терпимо. А этот на грани...так и хочет закипеть, педалька в помощь.
1 балл
-
Принесут глушитель,вот и делаешь по образу и подобию новый.Без "полостной хирургии" не сделать внутренности. Добавляем выходной патрубок ( размеры клиент дал ), и получаю новый глушитель.
1 балл
-
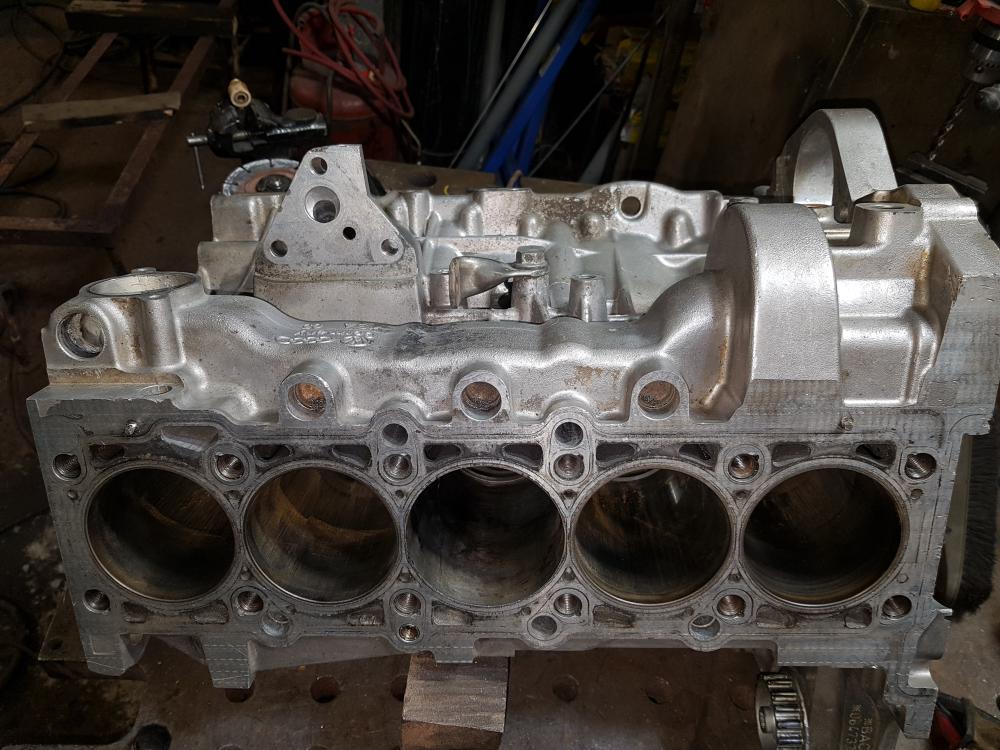
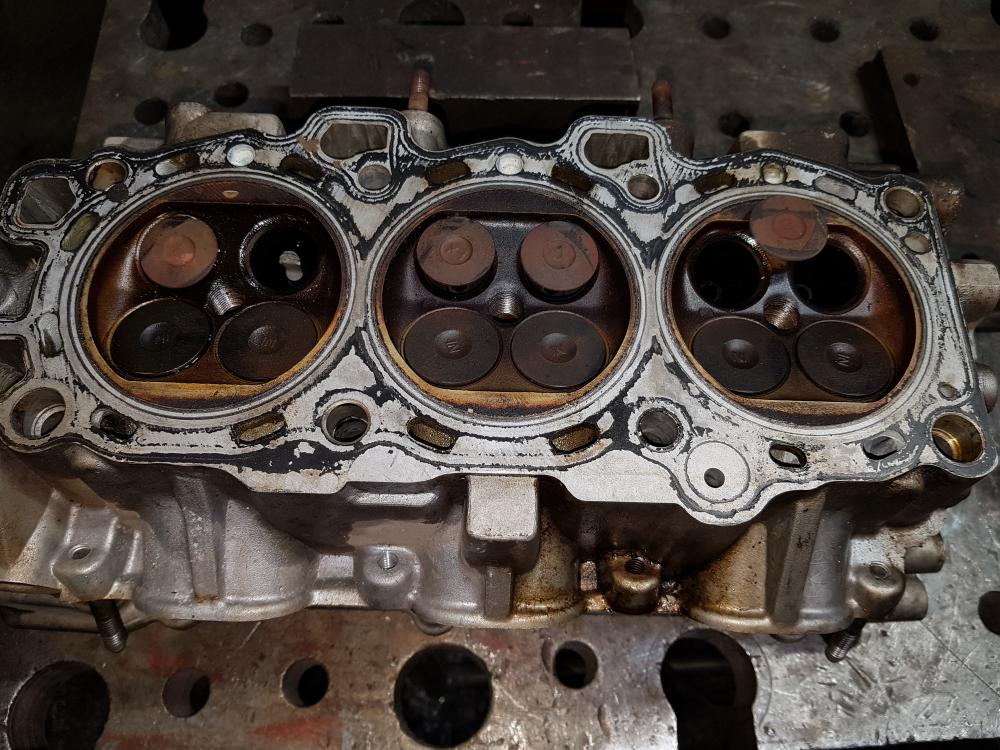
Головок у нас уже было, подкину блоков с "дружескими руками.... Чугунный блок с Шевроле Лачетти. Алюминиевый блок Фольксваген Туарег. Чугунную гильзу уже удалили (по частям). Всё-как всегда: разделка бор-фрезами, подогрев в массе до 200 град. и сварка, затем-"релаксация" под слоем теплоизоляции. Напоследок-подровнял обратный валик в водяном канале, насколько смог подлезть. Работа, ставшая столь же "поточной" как и восстановление поеденных палёным антифризом алюминиевых головок-наплавка коренных постелей КамАЗоблоков.
1 балл
-
Головки побитые. Алюминий. Движок Тойота 1FZ. Прослабленное седло болталось в посадочном гнезде. Наварил под проточку под новый размер. Здесь и далее-последствия обрыва клапанов. Материал головок-алюминий и чугун. Головки прогоревшие. Алюминий и чугун. Головки треснувшие. Алюминий. Головки поеденные. На шлифовку-становись!!!
1 балл
-
дорогой блогер-юморист, не могли бы вы свои досужие домыслы оставлять при себе? ваша ангажированность ну прямо через край (конечно могу ошибаться)... уже порядком надоела.... сколько там вы мне писали постов, ну хоть бы раз по что-то существу... прямо не знаю что с вами делать... чтобы как-то успокоить ваше воспаленное воображение и избавить себя от ваших комментариев, я пишу вам последний раз о-че-нь ме-д-лен-но... что бы вы успели прочитать и понять, а не как обычно что-то придумывая. ...я не жаловался на сам аппарат и предполагал что любая вещь может сломаться, и что выбор мой склонился в сторону именно этого аппарата по причине наличия сервиса в городе и в случае поломки его отремонтируют быстрей. вот и все, вроде не двусмысленно написано? ну и уже, как говорится "контрольный выстрел" - сам аппарат мне очень нравиться, а как горит дуга на постоянке...ММММ - прямо чувствуешь себя повелителем огня)) ...и я уже скучаю по нему, по "моей прелести"!! ... ... за сим откланиваюсь и прошу вас больше мне не отвечать. спасибо.1 балл
-
2020 рабочий начался в воскресенье, да еще напрочь прогнившим кронштейном Ленд Ровер и за чо он столько стоит 5 лет и ............................ Итак, коррозия уходит вглубь и ТИГ будет мучение, а заказчик просил сегодня. Машина висит на подъемнике и ждет кронштейн в течении 2 часов и потом сервис на отдых отправится, как никак-воскресенье . Решение-ПА и конечно подчистили все, как положено. Но всю коррозию не вычистить и быстрее будет новый изготовить . Поставили. Параметры сварки на ПА прихватили с обратной стороны проварили вот что выдает аппарат от выставленного + 8А (светодиод HOLD) и это нормально усе зависит от коррекции и длины дуги да и от самого металла и он не фонтан и по сему дуга длиннее чем на хорошем сплаве. Ну и добивание "дичи" и поездит ,,, даны рекомендации намазать сие "гудроном " а то до весны не протянет сгниет напрочь .
1 балл
-
Вчера похожее делал, правда к ам ДАФ. Люминь подуставшая. Зачистил, наростил, просверлил дырку ...
1 балл
-
Вот плюс поставил и случайно но пусть будет. Далее скажу по Русски мне НАКС не о чем и по ходу там такие как ВЫ заседают . Да и простят меня модераторы и я сегодня в "хорошем" настроении и скажу вам так по Русски -- пошли бы вы куды нить и я поставил вас в игнор, так как похоже вы кроме наксА и не знаете да и не умеете не чего .1 балл