Лидеры




Популярный контент
Показан контент с высокой репутацией 22.07.2020 во всех областях
-
Домашние будни, года 4 ворота собирался сделать, вспоминал только когда хлысты металлопроката в сарай затаскивал 6 метровые, подшипники 201 упорные тоже вроде, направляющая профиль 40 на 20 пропилена по середине,длина 3м. и видео как все работает. https://youtu.be/mio0oPbzLxg
 13 баллов
13 баллов -
Скатался 12 июля на рыбалку, дороги нет, проклял всё, оборвал по минимуму - глушак. Думал, ходовку там оставлю, на эвакуаторе домой вернусь. Дальше - весь процесс.
12 баллов
-
" И тут Остапа понесло."
10 баллов
-
День добрый эта сталь AiSI 310 аналог нашей 20Х25Н20С2 откройте нормативный документ ОСТ 26.260.3-2001 "Сварка в химическом машиностроении" https://files.stroyinf.ru/Data2/1/4293847/4293847328.htm пункт 5 "Сварка коррозионно стойких сталей аустенитного и аустенитно - феритного класса" смотрите сталь 20х23н18 эта сталь наиболее близко по составу со сталью 20х25н29с2 .Сталь 20Х25Н20С относится к аустенитный сталям ,особенность таких стали при таком легировании это склонность к горячим трещинам,по этому ограничивайте погонную энергию ,сварка только ниточными швами,с выдержкой меж проходной температуры:сварку начинать при температуре шва не выше 100 град цельсия. Вот еще одна ссылка https://www.czcm-weld.ru/index.php?action=content&id=50 Об особенностях сварки данной стали можете почитать в книге Николаев "Сварка в машиностроении" том 2 стр 184 т.2.djvu5 баллов
-
@Buzz, амг3 3мм3 балла
-
Цены если сравнивать с Карабином-НН, на пару рублей разница, выбор больше и многие айрганеры знают этот магазин, у самого 3 единицы осталось 2 ппп и одна псп, в этом году маленько разоружился, но кит барнаульский для сборки лежит когда нибуть соберу.
3 балла
-
Сейчас заскочил за невесткой, сфоткал свой трудень
2 балла
-
Ну тут я не соглашусь. Либо его никто не отправлял, либо кто то кому то солгал. Все аппараты с прошивкой, что мы устанавливаем, и с теми кишками, что нужны этой прошивке, работают вполне адекватно и полностью удовлетворяют запросы сварных в режиме МИГ.2 балла
-
@Ievgen Prokop, Результаты работы, по возможности выложите для всеобщего обозрения. @Ievgen Prokop, Еще одно дополнение: если будите использовать в качестве сварки рдс, около шовную зону покройте меловым раствором. Это необходимо для того чтобы брызги попадающие на металл не вызывали термо-механического удара: самое безобидное при попадании брызг это начало коррозии, самый плохой расклад это концентрация напряжения с началом трещин.2 балла
-
2 балла
-
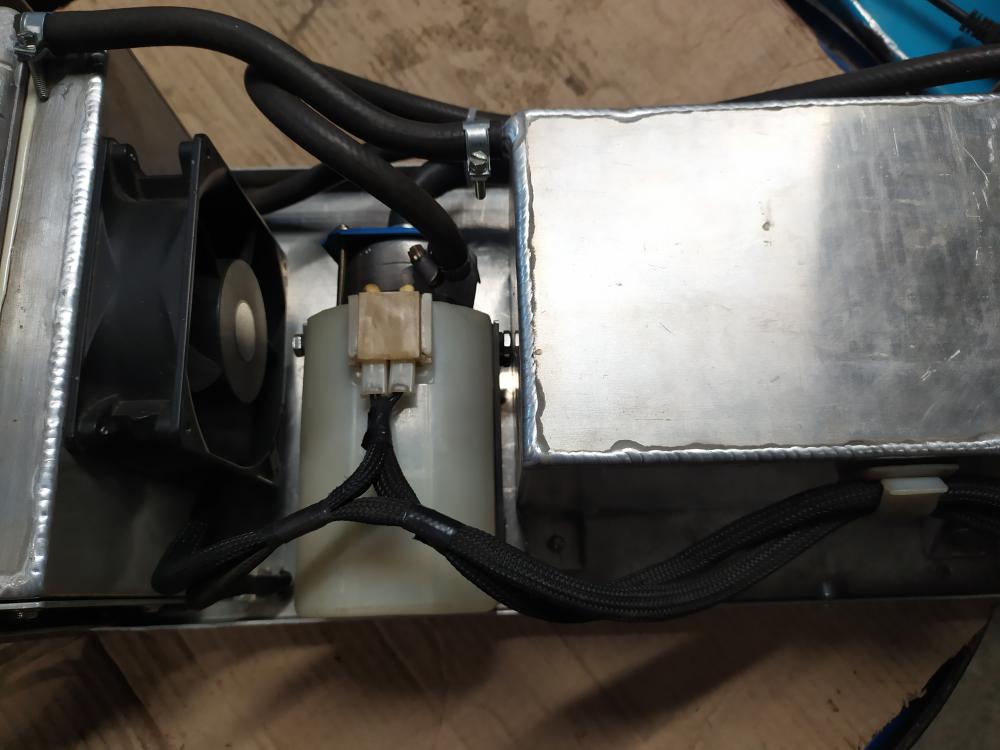
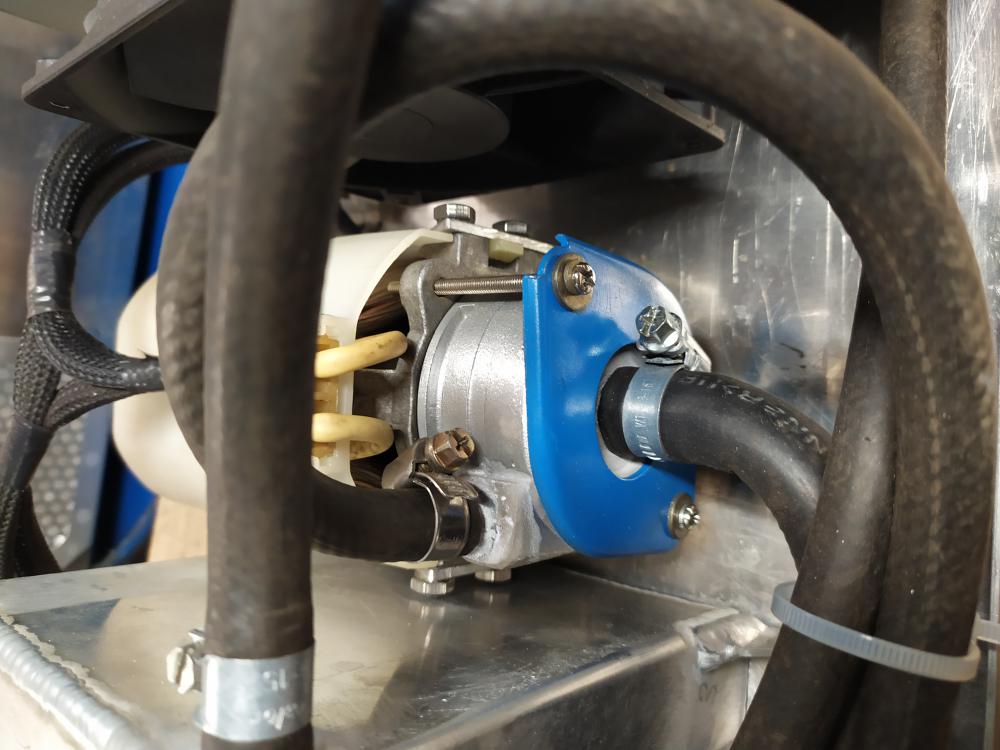
Наконец-то пришел мой блок охлаждения! Заказывал у Петра @круазик, за что ему огромное спасибо. Немного фоток Все сделано на совесть и аккуратно.
2 балла
-
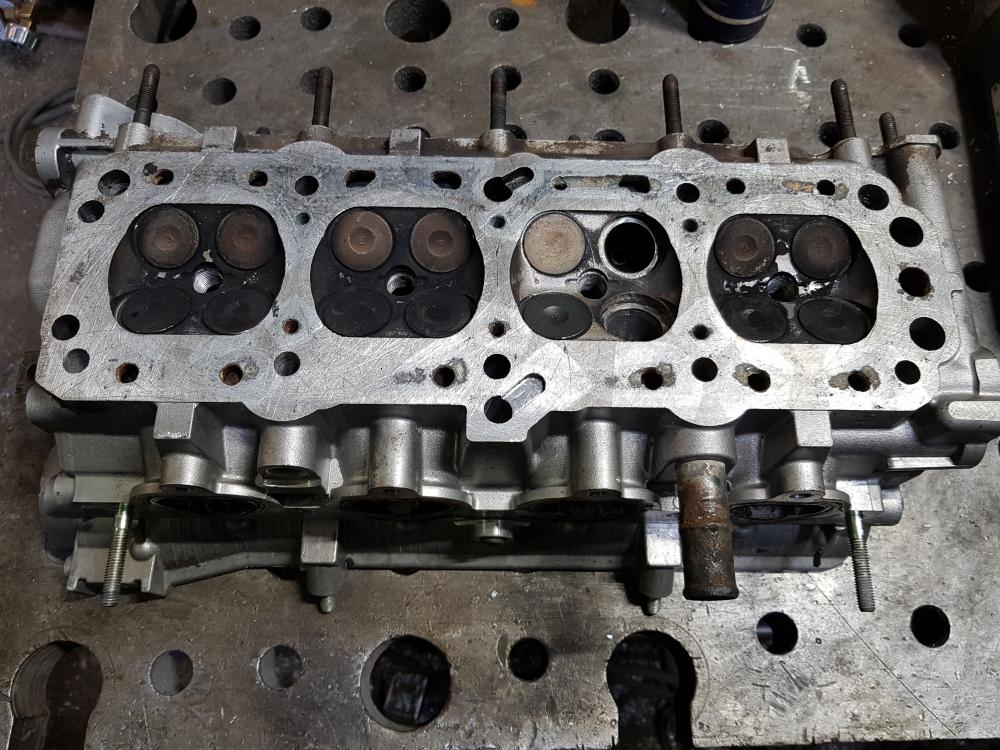
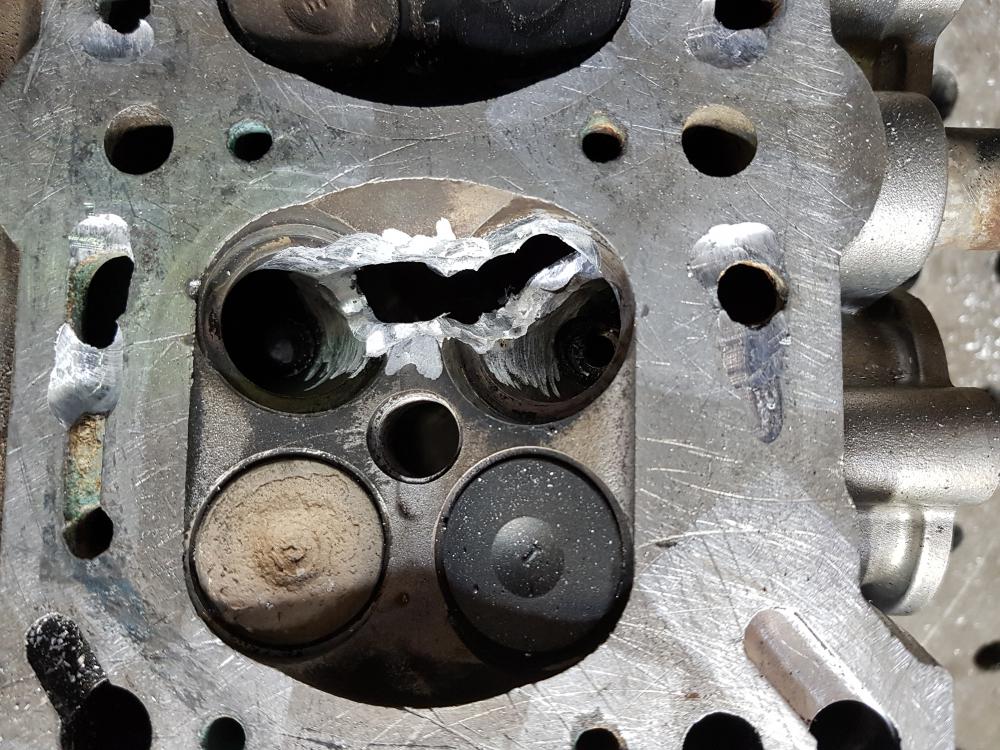
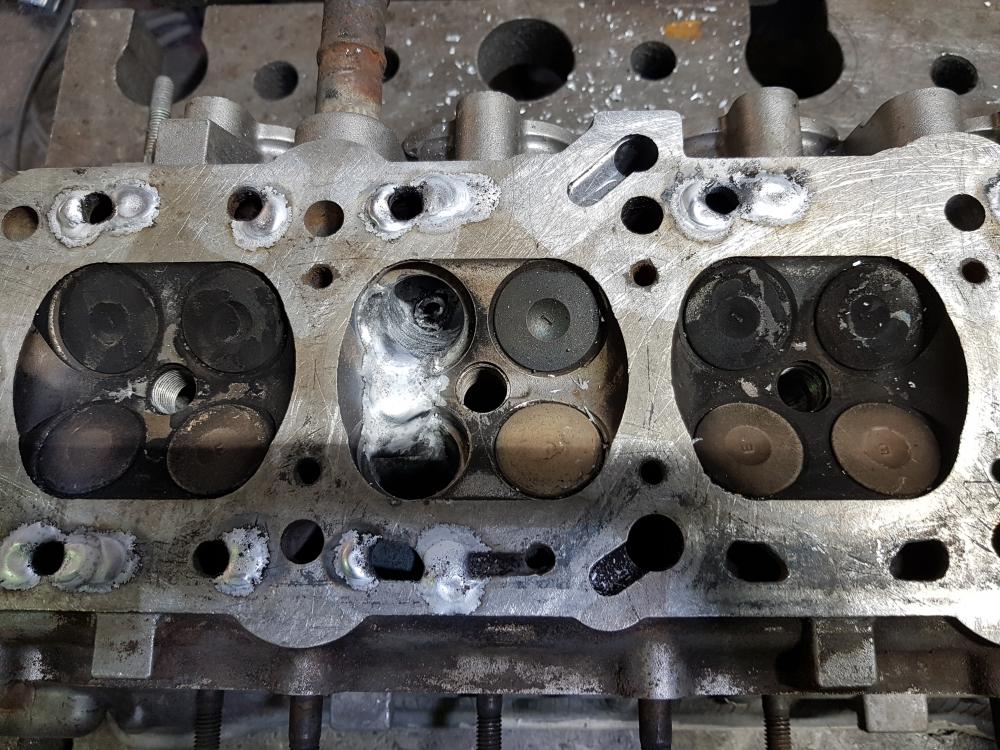
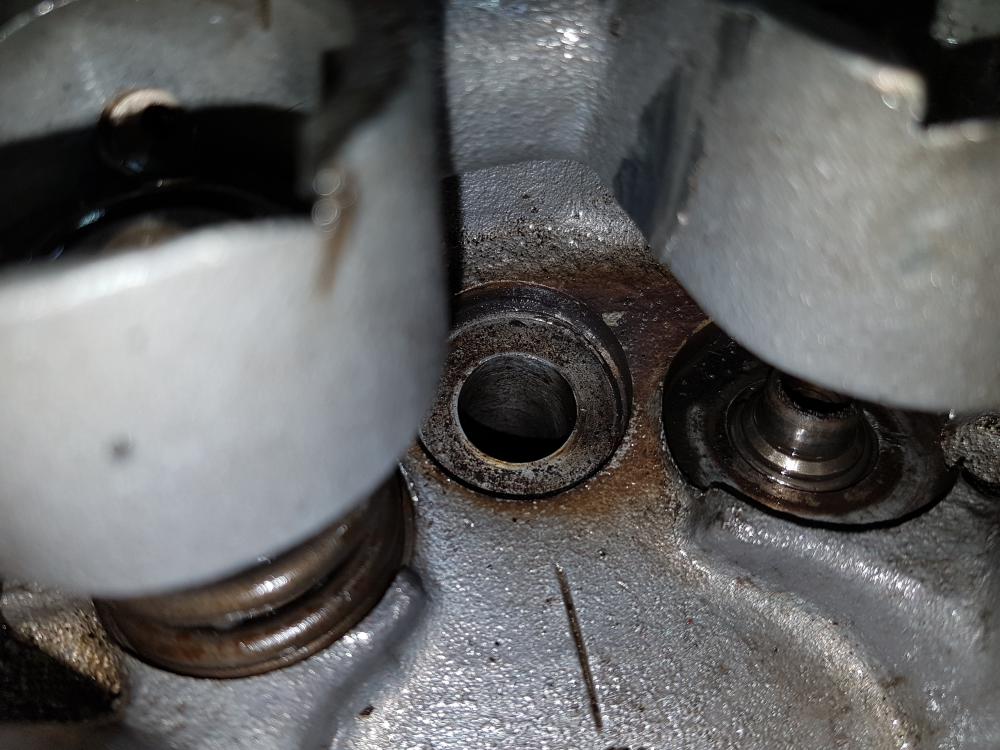
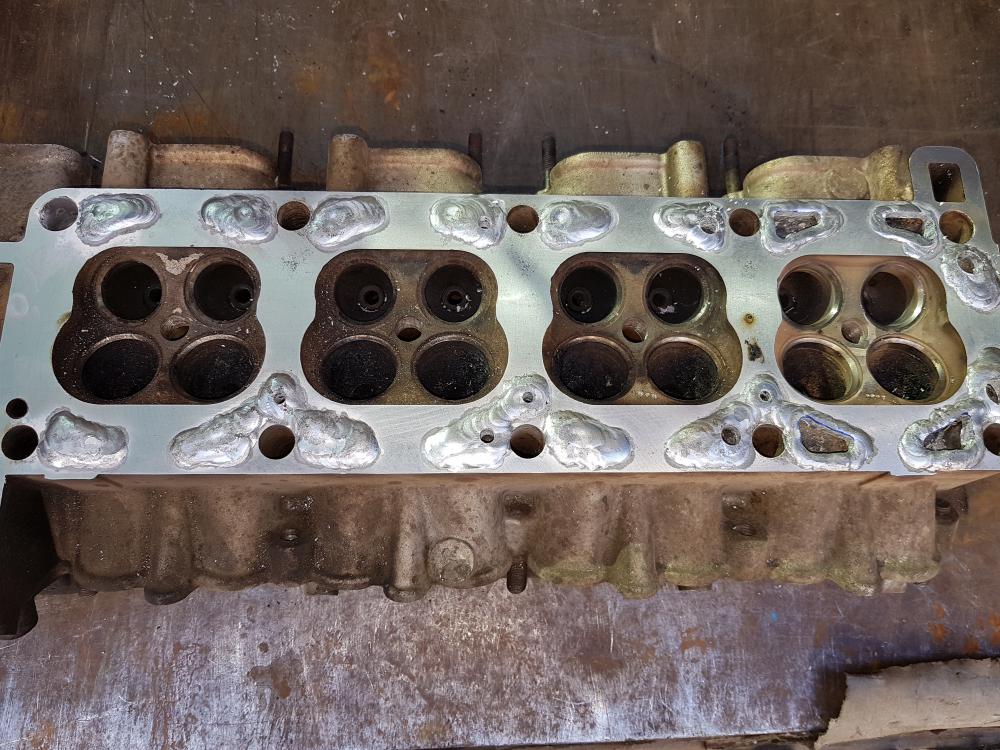
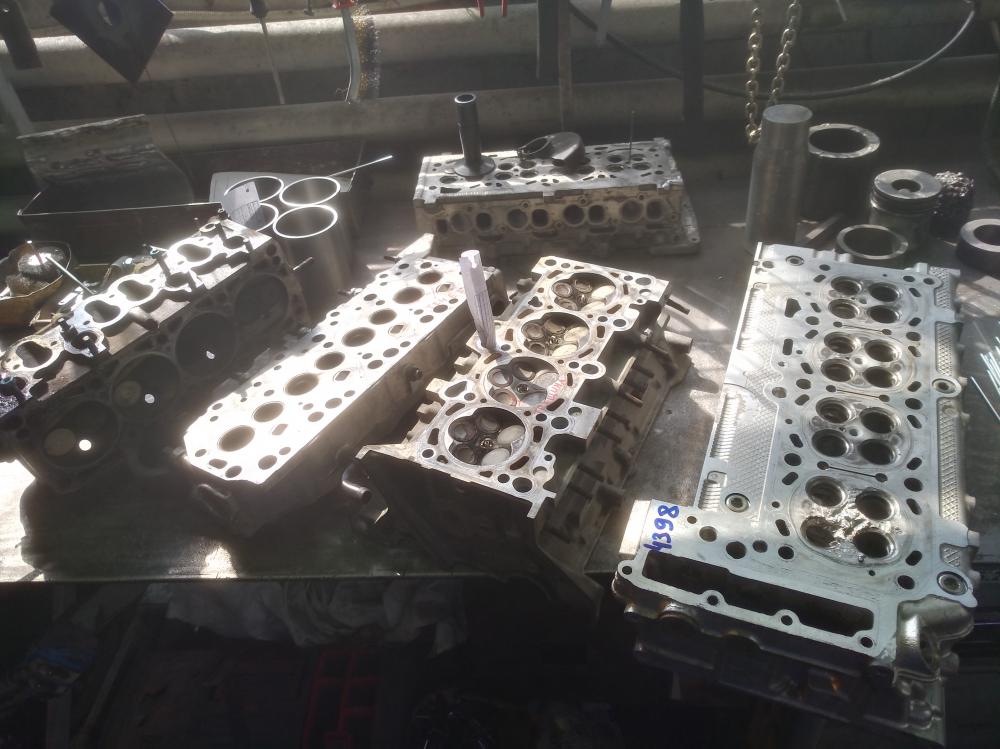
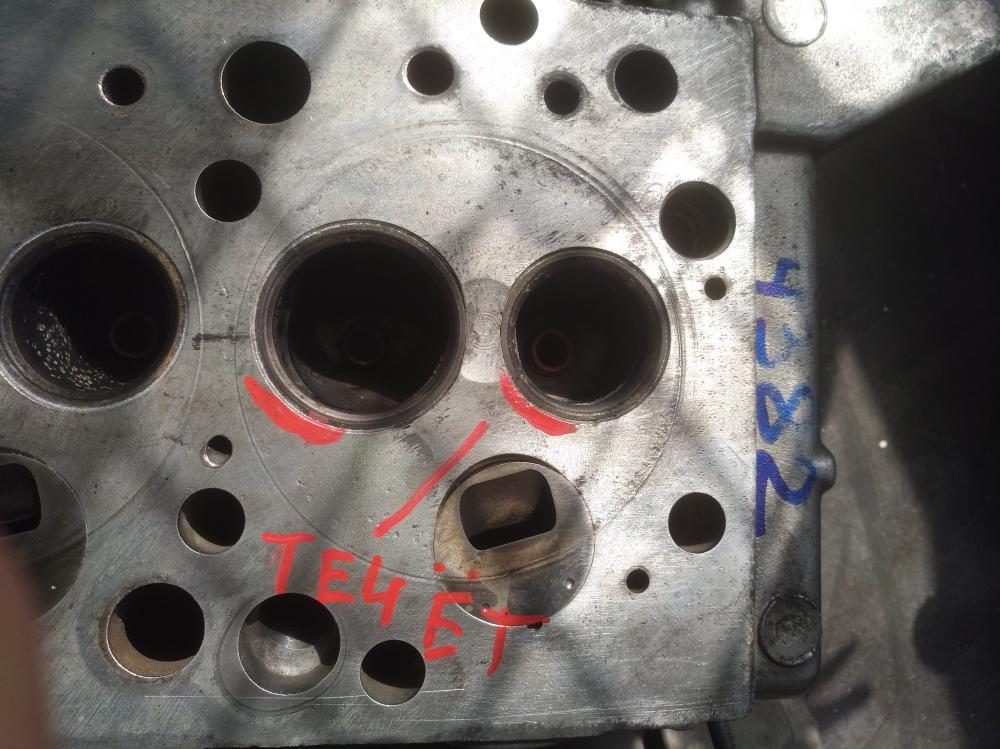
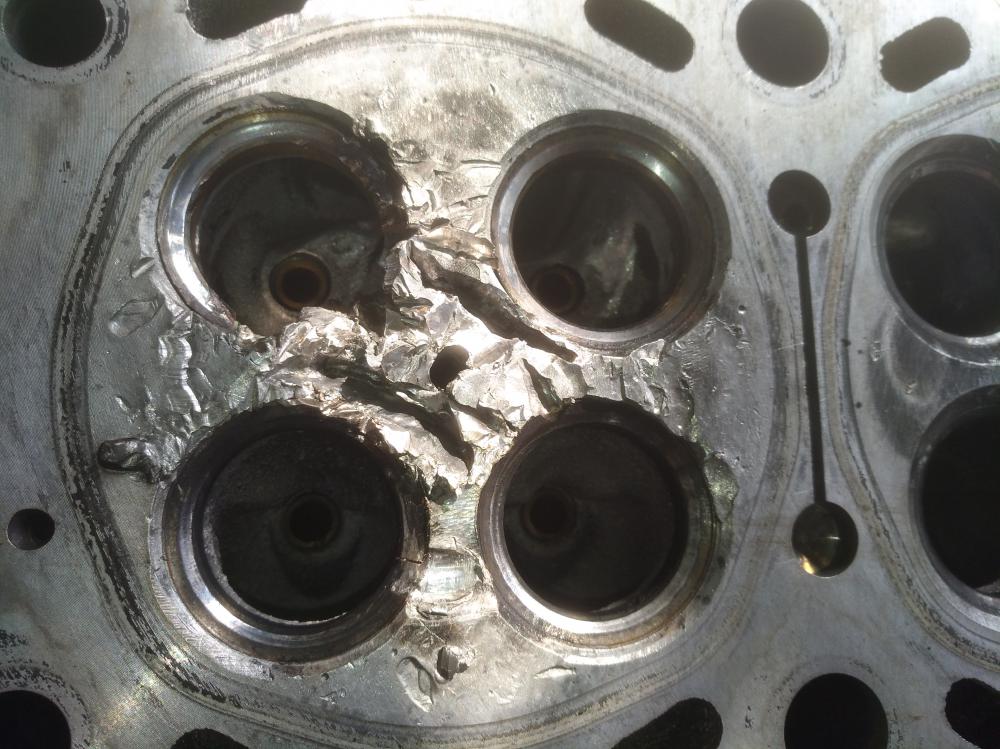
Начало Сварка деталей двигателя,трансмиссии и подвески, часть 1 ____________________________________________________________________ Принесли еще, все как обычно , у кадой головки , почти одни и теже болячки повторяются . Снизу , Портер , трещины под седлами Дальше , ауди-фольцваген , трещины между седлами и в свечное отверстие. И Ивеко , разбило цилиндр , все седла после сварки в этом цилиндре на замену. ..... Да и горелки какие то ненадежные стали делать со шлейфом ))
1 балл
-
@Фунтик, шоб ты курсы фотографов закончил, заклинаю!1 балл
-
Вопрос с подковыркой это юзал ли ты сие?1 балл
-
ИМХО - давно надо было оборвать.... -))1 балл
-
@ak3797322, видео спер в группу ВК1 балл
-
Наконец-то и я поучавствую)))1 балл
-
Именно по нержавейке не пробовал. По обычной стали диск пробовал. Количество резов не считал, но уже работает диск более полугода, пилит в основном профильную трубу и уголок, толщина стенок максимум 5-6 мм.1 балл
-
Это самый инертный пластик, поэтому его ставят в кислородные редуктора, его минус - недостаточная эластичность, деформируется и перестает уплотнять. Нет, но для тех кто не осведомлен чем отличается кислородный от аргонового или углекислотного, дал рекомендации как продлить жизнь клапану. Ну а дальше пошли размышления на тему мирового заговора империалистов, которые вместо того чтобы продвигать и удешевлять эффективные двухступенчатые системы, они продвигают кучи всяких расходометров/ротаметров, которые выпшикивают кучу лишнего газа, и которым от этих пшиков предлагают докупить "оптимизаторы", которые по сути являются вторыми ступенями, но нерегулируемыми, и которые в свою очередь искажают показания тех самых расходометров/ротаметров, для которых они и предлагаются. И в итоге получается системы в которых:у "регулятора расхода" - регулируемый редуктор после которого идут три "узких места" - дюза, "оптимизатор" и далее рукав с горелкой у регулятора с ротаметром - НЕрегулируемый редуктор, регулировочное "узкое место" в виде краника ротаметра, далее еще два "узких места" - "оптимизатор" и рукав с горелкой. И вся эта мутотень лечится:в первом случае - удалением расходной дюзы и переразметкой шкалы на втором манометре;во втором случае - заменой регулировочного винта на обычный регулируемый вручную, и опять же переразметкой шкалы на полностью открытом ротаметре. Каждое из "узких мест" ухудшает стабильность подачи газа при работе, что приводит к браку, повышению расхода газа просто для подстраховки.В общем это заведомо дефектные системы, которые рекламируют и которыми торгуют все подряд, народ ведется на рекламу и продолжает заниматься ерундой с подачи продаванов. Самыми главными продаванами редукторов были торговцы сжатыми газами (в Америках там), которые одобряли и продвигали... то что выгодно им (теория заговора ). А двухступенчатые системы - и дороже в призводстве, и недовостребованы спросом, и поэтому стоят "бешенных денег".1 балл
-
. Добрый вечер!.. забыл ,давно забыл., помню только его достали из Красноярского телевизионного ( военного ) завода еще застойных времен , ну и Пср 60 до кучи .П.С. все это ( и еще кое что ) мой авторитет подняло значительно -первый парень на селе . , так, по секрету, на даче ковыряюсь как жук в дерьме- шустрости уже нет- ни ума, ни фантазии .лестницу ,отопление..., как один знакомый говорил : Петя туда, Петя сюда, а Петя некуда .1 балл
-
Мне тоже, если что-то рисовать. Если просто глянуть-повертеть, где не установлена программа - в браузере как рабочий альтернативный вариант.1 балл
-
Немного "послебудней сварщика" - маме ворота делаю потихоньку.
1 балл
-
Можно использовать web версию скетчапа, ничего устанавливать не надо, работает прямо в браузере. https://app.sketchup.com/app?hl=ru
1 балл
-
http://pm1.narvii.com/6937/d75347d71a7611d995967fb45b1fb97052453e3cr1-1050-741v2_uhq.jpg1 балл
-
Вот как обещал файл порядовки данного котла. Устанавливаем программу Гугл Скейчап вер.8 и просматриваем, редактируем, крутим-вертим... Если кому нужно-есть проекты печей в этом формате. b100_01 левая труба.rar1 балл
-
Да его обратный валик не получить и все равно останется несплавление , тем паче Ал "избалован" соляркой . На свежеиспеченных деталях спец подготовка и фаску снимают с обратной стороны чтобы получить "обратный" И ЕСЛИ ОТВЕТСТВЕННОЕ ТО и поддув , да и то полосочка остается коя дает трещину со временем и во везде если есть доступ подваривают - переплавляют обратный или подрубка - зачистка сей полосочки. Вот не мое наварили и сверху заплатку , это я к чему вот примерно такой и будет обратный валик на избалованном солярой АЛ .
1 балл
-
@Точмаш 23, соглашусь, если проварить с двух сторон или насквозь с правильным обратным валиком, но потому и не рискую, что вряд ли смогу обеспечить правильный обратный валик. Да и встык на баках, мягко сказать онанизм еще тот. Кому изврат в удовольствие, наслаждайтесь! Мы как-то по старинке ляпухами задрищем! К месту и сегодняшний бак. Латку ставил давно, не помню уж когда. Трещина сразу за швом, точнее выше шва. по всему торцу латки. Ерзает бак под хомутом, прозевали и ослабло, так бы ходил, пока латка не сгнила.
1 балл
-
По прочности нахлесточное соединение уступает стыковому(полноценному) соединению.1 балл
-
Я тоже ваяю из интекулеров охлаждайки.
1 балл
-
Всё-как всегда. Люмень и чугуний. Свисток в газовом канале. Головка треснувшая. Ещё треснувшая. Головка погрызаная, наплавленная и отфрезерованная. Чугунный коллектор с двигателя катера. Мотор изначально был сухопутный. При переводе оного в водоплавающие-сделали орошение выпуска. В чугун впаяли медь. Неудачно впаяли. Пришлось переделывать. Сдул наляпанное строжкой, обточил бор-фрезой, облудил чугун ПАНЧем, припаял медь ПСром. Блок чугунный пробитый. Блок алюминиевый с похороненным обломком метчика. Выпилил и заплавил. Колокол сцепления чугунный треснувший. Заварил электродами NiCl. Выездные работы. Колокол сцепления алюминиевый. Блоки чугунные. Наварка постелей КВ.
1 балл
-
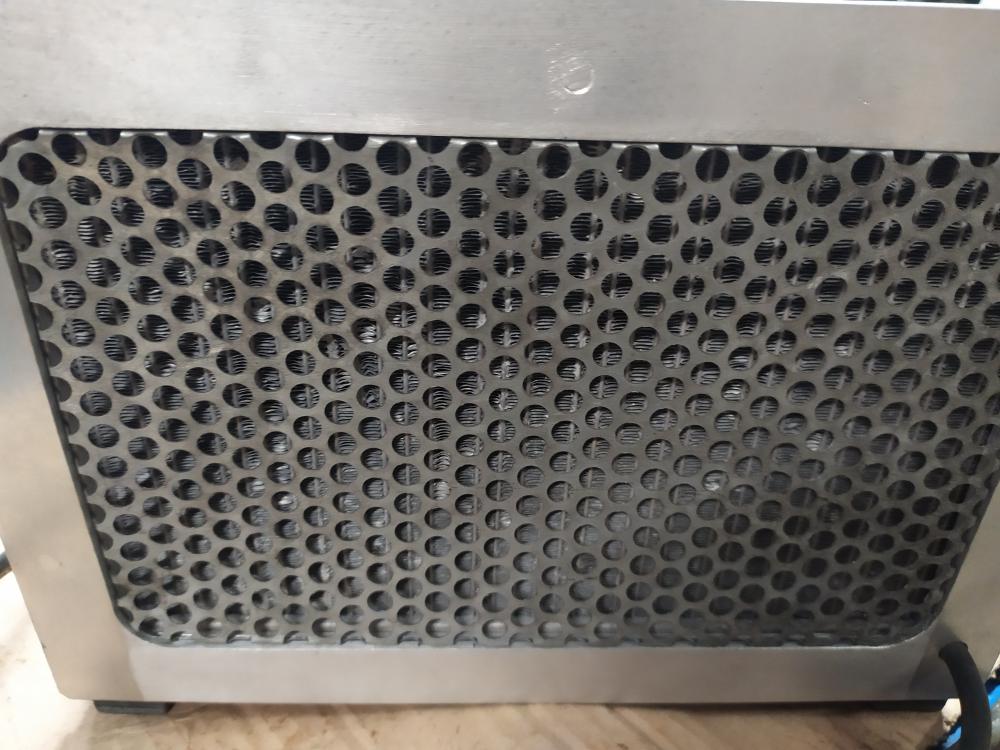
Сподобился сделать радиатор.
1 балл
-
Потому что шов рвет внутренними напряжениями. Если бы как все 99% здесь присутствующих варили латку внахлест, то шов бы не порвало и 5356 все заварилось прекрасно при соблюдении технологии. Ну и на счет меньших деформаций при сварке. Да, в определенных условиях при сварке встык деформаций будет меньше, но при этом внутренние напряжения на швах латки будут значительно больше. В этом и смысл сварки в нахлест, что часть сил, которая стремится разорвать шов от того, что металл вокруг натянулся как барабан - идет на изгиб этой самой плоскости, и уменьшается кратно. А уж как избежать деформаций при сварке внахлест - тут обсуждалось не раз. Не нужно придумывать ноу-хау, все давно придумано и исследовано, надо иногда интересоваться теорией.1 балл
-
@necaevsergej726, наверное я неправильно сделал, такую латку на огромный 40 кубовый бак поставил? Да вот ещё от них хочу жесткость к раме приварить, ой я пропал!!!!!
1 балл
-
... на дураках земля держится .1 балл
-
Неисчерпаема земля самородками.)1 балл
-
1 балл
-
Как и о любых аппаратах этой фирмы, отзывы фиг найдешь, есть только пара небольших обзоров на Ютюбе, и все. Аппарат имхо интересный, но дюже дорого получается. Стоил бы он до 100 тысяч, либо была бы модель WIN TIG DC 220M еще и AC за те же деньги, можно было бы подумать о покупке. А так ну его нафиг.1 балл
-
Если ты такой хороший сварщик, тогда почему ты до сих пор живешь в халупе и варишь китайцем?1 балл
-
Хотя бы тем, что это не китаец и производитель отвечает за качество своей продукции.1 балл
-
Ну да и кемпи плох и фрониус и лорх. Возьми 500 амперный сварог. Это походу твой аппарат.1 балл
-
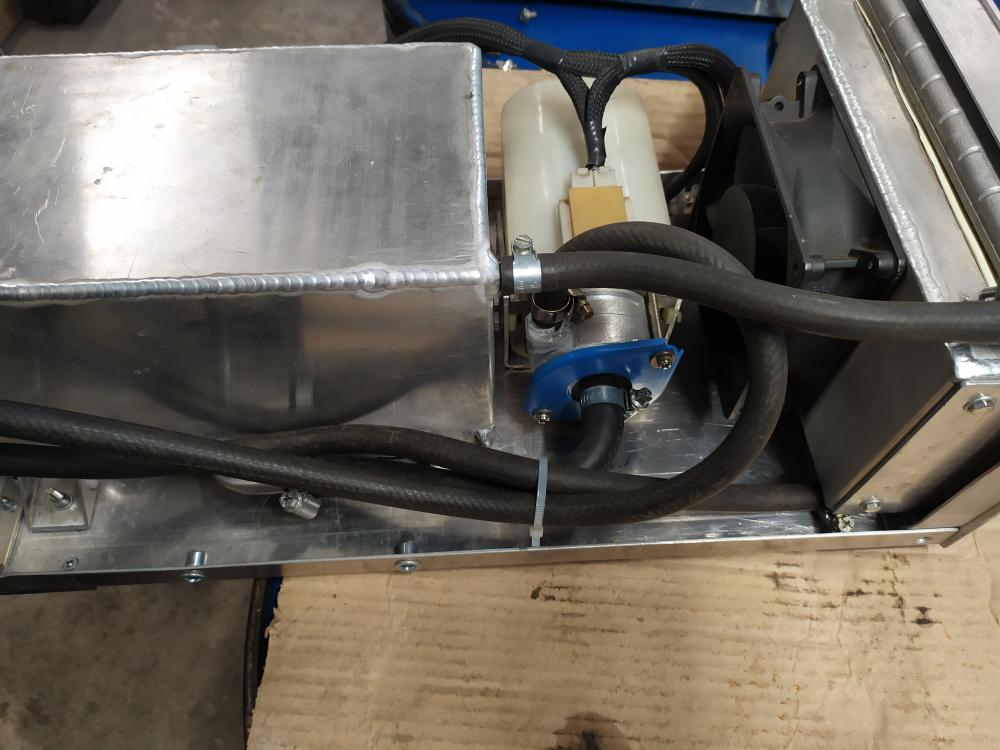
Приехали мои запчасти. Только вместо насоса 10 пришлось брать 15 а он гад че тоздоровый какой то. Собственно вопрос, надо ли делать байпас на сброс избытков? Радиатор взял сразу с вентеляторами. Правда они как то слабенько дуют. Как легкий ветерок. Будут и справляться или нет потом если что заменю
1 балл
-
Не,ну а шо?Подвески жи!)))Тяга с мафынки.Было тяжко старым Кемппи запаять,но запаял.Центровка путем личной ответствености,проволочек 1,2 и бумаги,шоб по втулкам масса не прошила.Мафынка стоит мою месячную ЗП...
1 балл
-
Коробка Гранта.Пробка конусная ,а дури много.Сварка несложная,если это "нормальный " сплав,Это АК12М2. Хочу сказать не о сложности сварки,а ценообразовании.При нормально сваривающихся сплавах ,тех же АК12, подобная работа займет минут 40(сварка,подгонка,нарезание резьбы) и она несложная ,естественно и цена на эту работу 800 -1000р.С этой же деталью пришлось провозиться два с половиной часа.Трещины разделаны,масло выжег,но сам сплав чрезвычайно грязный -сильная пористость,пенится..Как-то получается так,что вазовские детали варятся по-разному -одни хорошо,вторые никак.Сварку таких сплавов надо оценивать по времени.Зачистить поверхность и на пятно горелкой,а потом уже делать выводы о свариваемости и,следовательно,трудоемкости и цене.
1 балл
-
Не ,,,, и вот без газа я чето плохо усе представляю . Ну а вот по поводу выбора диаметра ПАНЧ проволоки и выше спрашивали . Мое предположение ,,,, малого диаметра 0.8 и 1мм проволочка дает более концентрированную дугу сопротив 1.2 мм и выше и это для чугуна не очень то есть вероятность отбела и закалки возрастает в разы . Но сие только мои предположения ,,, так как опыту сварки ПАНЧ полуавтоматом не какого и разве чо выше на видео - проба пера .1 балл
-
А я хочу сказать спасибо Алексею за совет приобрести именно этот аппарат (критерий был один - я хочу получать удовольствие от процесса сварки) и за помощь (и бонусы). Алексей, СПАСИБО. Меня, с моими хотелками устраивает полностью. Мне до него, чтобы я уперся в какие-либо границы его возможностей ещё расти и расти. Каркас тележки сварил, когда окончательно оформлю, - выложу. Сейчас посевная отвлекает1 балл
-
1 балл
-
Прочитал всю тему, и решил, что надо брать для аргона "двухкамерный". 1 - стабильная работа - новичку не придется следить еще и за редуктором и установкой расхода на нем. 2 - "экономия газа" - ну это на будущее. 3 - Самое главное - цена. В магазине "дорогущий" GCE eco saver стоил 11к. Это на пару тысяч больше чем за однокамерный GCE с ротаметром + к нему вторую ступень от Донмета/турок/самого GCE. Сейчас цена уже выше - около 15к. После покупки в коробке обнаружил паспорт на изделие от kayser ecomat 2000, удивился. А потом посмотрел на выбор этих самых экономайзеров и отзывы по ним. Что имеем: Есть двухступенчатые решения две камеры физически друг за другом. Их даже Красс когда-то делал. и вроде Донмет, Messer или Samson вроде тоже такие есть. Многие так делают сами, Собирают паровозик из редуктора под большое давление и потом ставят лягушки или другой вариант. Но иногда требуется доработка пружин и особая магия. Есть двухкамерные решения единым блоком. Посмотрев на них поближе я обнаружил следующее - Все что представлено на рынке и "широко" известно это одно и то же изделие. Elga (Gasiq) Optimator - фрезерованые крутилки и красивый корпус, есть вариаты с двумя ротаметрами и отдельные "выносные блоки" оптиматор (камера)+ротаметр. У Elga самая большая номенклатура решений и вариантов. Kayser Ecomat 2000 - один девайс аналогичен эльге - но ручка пластиковая, сам корпус не покрыт. Других решений у них не видел. GCE Eco Saver - тут вроде все ясно - это тот же кайзер. Но у GCE есть и отдельно экономайзеры в виде подключаемого элемента для однокамерных редукторов. И отдельные блоки ротаметров - теоретически можно построить девайс с двумя ротаметрами подключив второй аналогично эльге, а не городя огород с Т-образной разводкой. Linde/AGA Prosaver - хромированый вариант экоматаESAB Ecomat 2000 - кайзер/гце под именем есаба. Все буклеты на GCE-KAYSER-LINDE-ESAB - одинаковые. Стоит лого фирмы, а дальше одинаковый текст и картинки про экономию. У Эльги все моднее. Каталоги и прочее. Не могу утверждать, что ее оптиматор это тоже самое, но выглядит очень похоже. А по этим четырем уверен - это один и тот же прибор. Получается, что особо решений в одном корпусе и нет. Все из одного источника. Кроме советского двухкамерного аппарата как у @selco. Теперь про сам аппарат: Идет упакованный в картон с держателем. Все надежно закреплено. Манометр WIKA. Установлена белая прокладка. Все ставится без проблем и не травит - за час игрищ давление упало, но незначительно. Позже все проверю мыльным раствором. В комплекте нет ниппеля на шланг и гайки - докупал. Шланг 6мм 4м. Горелка вроде не пшикает. Срабатывает клапан в аппарате, и все, газ шипит дальше равномерно. Я боролся за то, чтоб аппарат запустить больше, так что времени на тесты пшикает-не пшикает не было. Надо будет тест с ротаметром провести - так как не помню выбивал он конус до верха при открытии или нет, но вроде стабилизировался быстро. По отзывам с англоязычных сайтов - удалось откопать только эльгу - те, кто купил жалеют только о том, что "не купил сразу", "у ротаметров градуировка до 30л/м а хотелось бы покрупнее, но и так см п.1" (вроде есть трубки на 15л/м) , говорят, что дает очень существенную экономию газа при длительной эксплуатации. Своей покупкой я доволен. Даже если он мне 10% газа сэкономит, а не 50%, как в рекламе, то пока буду учиться он мне отобьет пару баллонов. А это, если заправляться в Линде - очень значительная экономия. А если не в линде - все равно экономия на покатушках и таскании баллонов. Ну и опять цена - по сравнению с предложениями ESAB/ELGA/KAYSER цена была очень значительно ниже. Сейчас все еще ниже, но уже не так значительно. Надеюсь эта информация будет полезна. Позже добавлю фото. Если есть вопросы - задавайте. А как разберусь в гараже сделаю трубопровод покороче. Это для любого редуктора уменьшит пшики, так как газу будет негде накапливаться. И параллельно хотел узнать - Какой шланг использовать лучше? так как на входе в аппарат стоит тонкий для 4мм трубки, и у зарубежных коллег видел, что советуют использовать шланги для пневматики - они очень плотные, и не "надуваются". Плюс хотел быстросъемами оснастить подключение баллона и горелки тут возьму Walter Praezision (или как-то так. опять @selco. виноват)1 балл
























































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)