Лидеры




Популярный контент
Показан контент с высокой репутацией 18.06.2020 во всех областях
-
Операция "Ы...ы" прошла успешно и завтра пилот с г Железнодорожного прибудет за новоиспеченным . Добавили стеклоткани СССРовской , мягенькая хоть рубашонки шей кстати есть рулон и на всех не хватит но могу поделиться чутком на "рубашонку" примерка прихватки НУ и усе гоните "деньги"
 11 баллов
11 баллов -
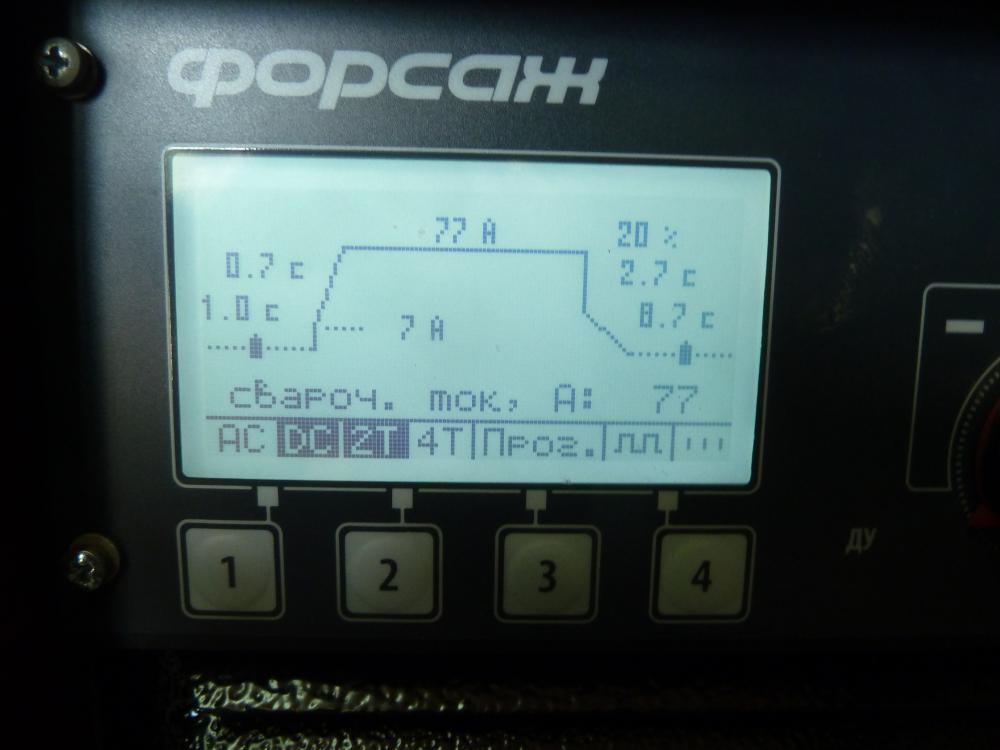
Сегодня пришла 200 аргонка с изменением формы выходного тока и памятью. Организованна на базе старой, проверенной временем WSME 200 AC-DC Puls Tig. На выходе теперь треугольник. трапеция, синусоида, квадрат и постоянка.
6 баллов
-
Теперь 30 сек.5 баллов
-
Не менее важна предобработка поверхности раствором С2Н5ОН, его же необходимо ввести в организм для храбрости и как анальгетик.Главное -не переборщить с дозировкой, а то сварка может и не состояться5 баллов
-
Может кому будет интересно, расскажу о своем Lohre:) На мой непрофессиональный взгляд это пожалуй один из лучших, компактных сварочных аппаратов с честной синергетикой! Синергетика настраивается кувалдой. Программы под все мыслимые виды электродов. В любой программе огромное количество настроек! Настройки электрода, вылета, электрода и прочее прочее Отдельно отмечу длинну дуги (напряжение) и индуктивность, подбирая эти параметры можно добиться хорошего провара толстого металла с огромных расходом электрического тока, не наваривая огромные швы. Те кто варит все возможные вещи меня поймут. Пульс, для всех металлов. Режим спотера для прихваток и сварки точками, это очень удобно! Честные 500 Ампер! Диаметр электрода до 20 мм. В общем тут есть просто ВСЕ! Да... это не комбайн! Никаких полуавтоматов и урезанного тига! Но здесь они просто будут неуместны и только добавят вес. Сравнивать с китайцами не уместно, просто вещи с разных миров ) Не дешев как и весь качественный инструмент. Хотя из аналогов дешевле только пластмассовый Кемпи и у того характеристики ниже. Для полного ВАУ эффекта надо брать сразу два пузыря водки, таже парламент или две конфетки. Пока варю только чернь, для пульса и цветмета пока не докупил електроды. Ну все! Можете кидать помидоры!4 балла
-
Ну понеслась... А это как? без кожуха? У меня обычно в пузо и подпузие летят. А нога... могла просто на неё упасть... 230-ой шлёпки не защита. Да и у мясных электродов видно сроки выходили, надо ж было на чём то испробовать.4 балла
-
Да, обратный валик отличный, пор, несплавлений, раковин нету.4 балла
-
http://websvarka.ru/talk/topic/11770-budni-svarschika-s-illiustratciiami/?p=427995 чО то глушители просто "полетели" и теперь не мотокросс а от "летающей тарелки " и вот каркасник от нее тоже был у меня но давно . Ну и ну в общем сей глушитель с летающей от ДВС 50куб а весит примерно раза в 2,5 больше чем мотокроссовый от ДВС объемом в 500куб ,,, парадокс . И это еще не усе и вот трубочка отвалилась и ДВС заглох и хорошо что пилот опытный не один раз падал . Бум чинить и конструкция "стремная" надо подумать как , внутри труба сетка и к ней перегородка приварена и к перегородке виновница - трубочка .
4 балла
-
Ну да, ну да... А начальный капитал как заработан был? А сейчас можно и самоварами развлекаться. Завод этот чёртов всё здоровье отбирает. Вроде как и не таскаю мешки, но прихожу домой и хочется только спать. Я посоветую заниматься всем! Надо осваивать ВСЕ разновидности сварки. Вот менее года тому пришёл ко мне на участок сварщик - молодой и мелкий. Варил только электродом. Но - научиться желание было.Сейчас варит свободно всем - и ТИГ, и ПА, и нержавейку, и медь, и сормайт наплавляет, и резец латунью припаять может. На замечания и поучения реагирует адекватно и все услышанное применяет в работе. И, как я думаю, далее по жизни, если с завода уйдет, не пропадёт и дело своё найдёт.3 балла
-
Постоянно пытаюсь плюнуть, и сделать без "нулей"/заложить погрешность, но какая-то чертовщина влезает со своим перфекционизмом и губит весь здравый смысл. @Lohus, да, именно так и есть.3 балла
-
@welderman,это я так понимаю как бы поддув изнутри получается?Что бы обратный валик был защищен?3 балла
-
УЗК, рентген, всё норм?3 балла
-
Чудо, о чудо! Порезал ногу болгаркой и что вы думаете? Заварил рану Lohrom, электрод двойка, по мясу. Теперь нога как новая.3 балла
-
Частоту тока, выдаваемого этим аппаратом, определить можно запросто. Записывайте. Берете лом диаметром не менее 30мм и изгибаете его в форме камертона. Прикрепляете его вместо держателя электродов и начинаете варить (лучше куском арматуры). Частота колебаний ваших рук будет в точности соответствовать частоте тока аппарата3 балла
-
Жека привет . Что он нарушит в двигателе так это одно потеря мощи вот и все как в двухтактном так и четырех тактном ДВС . двухтактник масла от сего жрать больше не будет и там смесь и даже пусть мешается автоматом и есть таковы ну там сего не произойдет . четырехтактник тем паче жрать не будет и глушитель тут вообще с боку припеку . Ну и согласен про настройку выхлоп системы и на дорожных это нечто среднее , а вот спорт и гонки там настраивается и даже под трассу и в большинстве экспериментально так как расчеты могут не совсем корректны быть, то есть совершенно новая выхлопная система и у водомоторников вообще в ходе гонки удлиняется или укорачивается труба и это делает гонщик , например на прямой укорачивает а в повороте удлиняет трубу ,,,,, но и от сего не одного мотора не вышло из строя а там более форсированные моторы и вот вижу у друга четырехтактный ДВС . ЗЫ тем паче задняя часть и она прямоточная или еще какая отвечает за звучание ДВС но не как не за масло съеденное им и т.д. т.п. Вот смотри и четко видно тросик на выхлопной системе и гонщик ногой а кто и рукой у всех по разному в ходе изменяет характеристику выхлоп системы , позволяя ДВС быть более тяговитым в поворотах или наоборот на прямых выходить на максимальные обороты и при этом ДВС даже очень хорошо себя чувствует и даже благодарен гонщику .
2 балла
-
И у меня случается.2 балла
-
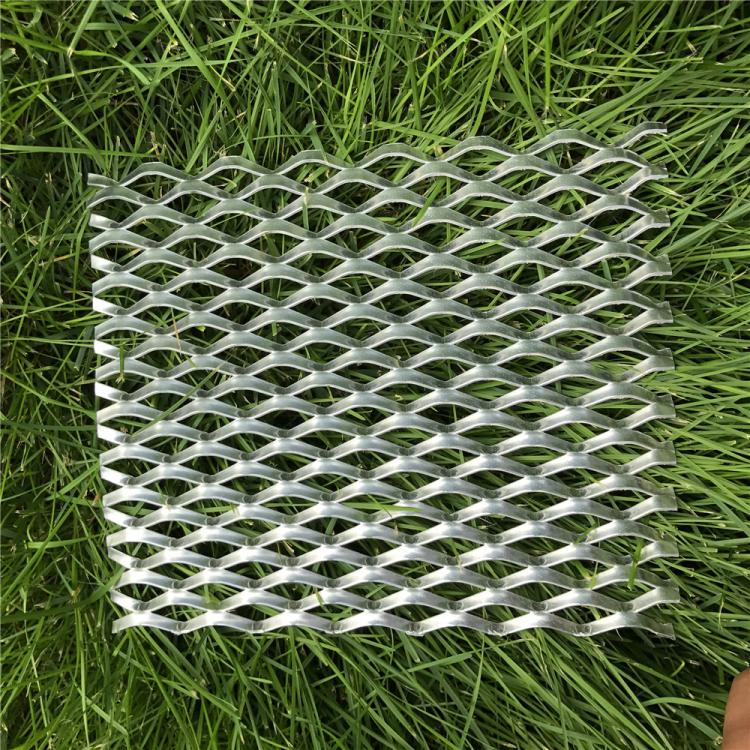
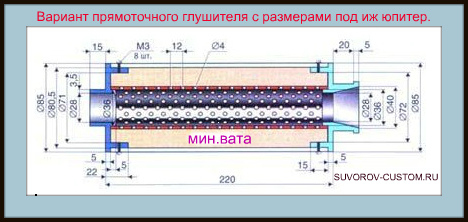
Да все просто и понадобиться нерж 1мм и мин вата + желательно вот такую сеточку , в общем из сеточки варганите трубу диаметром схожую с вашими патрубками и с нерж листа "баночки " длина и форма по мото и как вам лучше нравиться ну и обворачиваем трубу сеточку минватой а еще лучше стеклотканью в два слоя и на нее еще сеточку (такая конструкция лучше поглощает звук и есть пустоты кои пропускаю звук в себя ) и еще пару слоев стеклоткани и все зависит что бы усе зашло плотненько в "баночку " ну и завариваем или на заклепки как на кроссовых мото . Есть еще вариант и если нет сеточки и стеклоткани набить стружкой нерж но длинной или еще лучше "мочалки для мойки посуды из нерж) , но труба внутренняя должна быть однозначно с отверстиями и прямоток то есть диаметр как на мото трубы основные , в общем "фантазий" море . https://www.drive2.com/b/460300098681701135/
2 балла
-
Воу воу, дядь Ген, ты что забыл, я ж с твоей секты отсебятников.2 балла
-
Сей чудо-аппарат может такое сотворить? S-2,5мм.У нас же- Чем больше шов, тем полнее кошелёк.Зачем делать 3 бака, когда с таким катетом те же деньги получишь.
2 балла
-
Мужики, ну вы зажгли). Вот же профессионалы, так профессионалы))2 балла
-
@Сергей09,я про время.2 балла
-
У нас так один на ёлку удачно нанизался: https://pikabu-ru.turbopages.org/turbo/s/pikabu.ru/story/kak_zhivet_muzhik_kotoryiy_letom_poymal_plechom_sosnu_6178388 И видео в сети про это есть.2 балла
-
@Vanguard,для начала вик должно пройти,вика не видно.2 балла
-
Нам мой взгляд усиление великовато, надо попинать разработчиков, пусть софт подправят...2 балла
-
Я уже молчу, как к компанию, когда на севере работал, приезжали ребята с наксовскими аттестациями, которые даже не знали, как полярность на аппарате поменять, LB-52U в отрыв чпокали допускные образцы.... @Ferio,как Вы думаете, это была провокация против белого и пушистого накса , или всё-таки система где-то имеет слабое звено? Ещё про аттестацию оборудования и технологий.... там вообще атас что тогда творилось, ... в общем, в нашем регионе каждая приличная , уважающая себя контора имела собственные, "400 сравнительно честных способов " кинуть накс на деньги. Можно многое было бы рассказать ,но как говорил великий комбинатор-" Я не херувим, но я чту Уголовный кодекс....." нельзя делать то, что может нанести вред людям, заказчику, гнать брак. который нашем случае опасен...а кинуть жуликов-паразитов из накса-это не грех... а оптимизация расходов....2 балла
-
... обходной путь на МКС .2 балла
-
@BUTCHER,коллега,еще раз извиняюсь,что лезу со своей китайчатиной в вашу тему,но по типу соединения и виду шва там как минимум 25047Гц,а то и больше на 1-2Гц.2 балла
-
Вот сегодня в пульсе 2500 гц стыки сваривал на нем.2 балла
-
@Kondor416, Волею счастливого случая и прочих счастливых обстоятельств сам имею счастье и возможность работать на таком, правда цвет другой, но могу подписаться под каждым Вашим словом об уникальности данной моделии при его помощи выполнять уникальнийшие и тончайшие работы
2 балла
-
Что бы использовать потенциал такого оборудования на 100%, обязательно нужен соответствующий стол. Например "Сигизмунд", понимаю что не дёшево, но оно того стоит. Хорошая вещь и стоит хорошо.
2 балла
-
Отмечу уникальную возможность сварки этим аппаратом 32ой арматуры прямо 10ой арматурой.2 балла
-
@Kondor416,подскажите,а сверху ящик-это подавалка для электродов?У меня есть комплектный тубус под один электрод с подогревателем,для вашего аппарата,отдельно в продаже не найти,могу уступить,за небольшое вознаграждение.
2 балла
-
Вспомнилось как меня в молодости один товарищ учил -прежде чем что то заказывать в столовой,нужно мельком заглянуть на кухню в окошко,и если у поварихи руки большие то можно заказывать котлеты (они типа у неё большие получаются) а если маленькие то гуляш.2 балла
-
Очень странное место для сварочных работ... И это: И соседи по контейнеру вас вскоре погонят (на рынке это ещё и распугивание их потенциальных клиентов). Даже в гаражном кооперативе постоянно болгарящий и дымящий сосед может раздражать, кто-то ходит в гараж чтоб отдохнуть, помедитировать. Одно дело на рынке припаять что-нибудь, заточить, отремонтировать инструмент какой, а сварка... никогда такого не видел (даже на авторынке, где для TIGа, приносящих детали в ремонт, потенциально больше). С полуавтоматом на рынке в контейнере вообще не вариант на мой взгляд. Про минипроизводственные рынки, где один пилит, другой точит, третий сваркой занимается, я пока не слышал. "Мини"производственное гаражное объединение тут видел Заказы принимать на рынке вполне реально, а исполнять лучше в промзоне или по-месту.2 балла
-
Опять работа с алюминием.
2 балла
-
Мотортестер-это компьютерный осцилограф заточеный на диагностику автомобилей.У меня был Диамаг-2 С вкрученным датчиком давления в цилиндр-покажет всю картину работы цилиндра: углы открытия и закрытия клапанов и их состояние, состояние впуска и выпуска, компрессию...1 балл
-
КАК? Как вы б-ь умудряетесь себя калечить? Наверно в рожу себе искрами пилим?1 балл
-
А нет ни у кого чертежа патрубков в глушители вот от такого драндулета?
1 балл
-
Ваши доводы более правде подобные .1 балл
-
О, как я вас понимаю, действительно, нищебродам всяким с китайчатиной нас с Вами не понять,если инструмент стоит меньше 200000 то и смотреть на него не стоит.1 балл
-
Ящик сверху это переключатель пульса, рычаги быстро делаешь туда сюда и любой режим выдаёт.И да, этот тубус очень нужен,в комплекте он не шел, раскрывает 50 % возможностей аппарата, за 50000 отдадите? я понимаю что дешевле прошу, но поиздержался на покупке аппарата.1 балл
-
Так это не заслуга китайцев, много раз говорилось они делают ровно на столько сколько за это заплачено, это больше заслуга тех, кто через пол года захотел больше шапок из той же шкурки и китайцы им в этом не отказывают.1 балл
-
1 балл
-
@supoplex, ноль это теоретическая величина точности, практически недостижимая. Можно предположить, что 1мм. для двери/забора достаточная точность. Но три неточные детали вместе могут дать тройную неточность. Надо стараться делать точно, неточно само получится1 балл
-
, только еще минус10 лет , горел план на военном заводе,меня забрал с училища ( по наводке ) сам начальник производственной части , платили 25 р в день , плюс пайка без платно , по желанию добавка ( это инициатива девчат поваров ) , ну и гостиница при части\заводе ( без платно ).П.С. наши мастаки были в ауте.Штурм закончился и все встало на на свои места., в перспективе предлагали остаться с освобождением от армии , но я же комсомолец-нам нужны были трудности, они нас ( трудности ) только подзадоривали .1 балл
-
Вот и ужин подоспел. Усиленно доедаем прошлогоднюю картошку . Делаем драники.1 балл
-
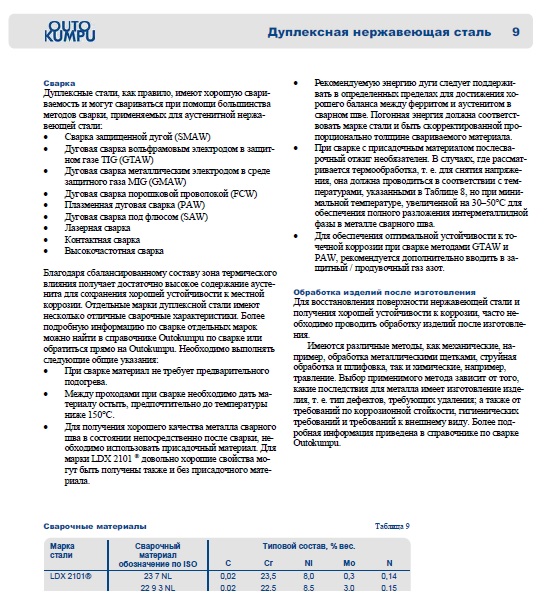
Виктор ,,. если не против и чуток дополню "брошюрками" кои тоже из инета то давно у меня в компе и может кому нужнее и попользуются . Сегодняшний инет на запрос может выдать черти что и сиди разбирай не одну страницу , а тут готовое скачал и пользуйся . Duplex-stainless-steel-Datasheet.pdf Fofanov_D._Austenitno_ferritnye_stali_dupleks.pdf Stainless_steel_welding_-_MMA_TIG_MIG_-_www.Smart2Tech.ru.pdf Poster Heat Tints-Stainless Steel A3-WEB-P_RU.pdf Металлургия сварки и свариваемость нержавеющих сталей Д.С. Липпольд Д.Д. Котеки.text.pdf МКК корозия.pdf
1 балл
-
С алюминиевой жилой как на переменном ,так и на постоянном токе.Разбрызгивания нет.Алюмель и алюник пригодны для сварки.С хромель хуже обстоят дела.1 балл
-
1 балл
-
1 балл