Лидеры




Популярный контент
Показан контент с высокой репутацией 17.04.2020 в Сообщения
-
Работаем потихоньку. Конструкции для шахты лифта.
 14 баллов
14 баллов -
Из январских будней ) Заказчики попросили изготовить такой тренажер. Конструкция разборная, состоит из двух половин - напольные брусья и к ним турник. Для удобства изготовил двойные ступеньки из рифленого листового металла. Но главная фишка в том, что брусья регулируются по ширине, а также при желании их можно сложить, в таком виде они совсем не мешают. К сожалению, полностью в сборе тренажер не успел сфотографировать, только в черновом варианте есть фото.
10 баллов
-
Карантин.Есть время заняться тем, что в " Буднях" отнимает много времени. Вентиляционные решётки - сделал сетку, вырезал отверстия, приклепал.
7 баллов
-
@ВлаДон, День добрый, материал съемника скорее всего будет из стали 40х или 45, плюс термообработаный для более высокой прочности, из предложенных Вами сварочных материалов берите ок 68.82 , ок 92.45.Советую сделать радиусный переход(как на верхней части) она же галтель радиусом 5 мм от лап к основному корпусу съемника, в этом месте будут возникать наиболее высокие напряжения от этого и причина трещин. Если радиус будет мешать съеме деталей, тогда можно сделать его не наружним, а внутренним.6 баллов
-
Очередная гаражная поделка
5 баллов
-
От туда же,экспонат номер №3
4 балла
-
@Роман 1972
3 балла
-
Я сварил себе теплицу прошлой весной, 0.8 мм самозащитка, от DEKA, , D200 катушка. Потом еще и перила были. Потом на работу упер.Вполне приемлемо и без газа. Только брызжет жёстко. На DCEN работать надо.3 балла
-
@Сергей09, То что Вы привели хорошо для аустенитной нержавеющей стали aisi 304 и наших аналогов. Но никак не походят для сварки углеродистых сталей, а тем более если хим состав неизвестен. Съемники именно из них и делают. Правильные съемники еще и термообрабатывают для повышения мех свойств. Эсаб сварка разнородных сталей.pdf3 балла
-
Немного на сегодня, но то что есть))) в конце уже слесарь шалит)))
3 балла
-
3 балла
-
С утра сегодня занимался немного кузовщиной. Потом принесли корпус водяной помпы от VW. Мыши попрогрызали насквозь дыры в корпусе. С внутренней стороны еще как-то можно было почистить борфрезой, а с внешней — ужОс, люминь черный, местами не подлезть из-за конструкции... Думал не заварю, но все же получилось. Клиент остался доволен. В обед привезли треснувший поддончик. Вчера ребята праздновали первый понедельник рабочей недели и допраздновались до того, что у одного по дороге домой изъяли права за пьянку, а другой катнулся на мерине S класса и разбил поддончик. Хорошо, что только этим закончилось )))
3 балла
-
ну не каждую неделю, не каждый месяц, но вот вот и проскакивает такая тема. И это только на этом форуме. Есть и другие. А есть видео, где даже показывают, что у них получилось. Но не знающих это вводит в заблуждение. На канале доктора Дью, интерсно посмотреть, как он вправляет некоторым мозги. Смешно рассказывает и показывает, что очевидные вещи и сразу понятны. Но для особых толстокожих он воплощает в жизнь проект. Поэтому ответ: такой сухой, так как каждому объяснять уже многим надоело. Расписывать ВАХ и т.п. так же скучно. А были темы где даже в картинках было разложено. Может и есть, если поискать.2 балла
-
Никак не собрать.2 балла
-
@Сергей09, Все это до первой хорошей нагрузки.2 балла
-
Спасибо. Мои работают после ремонта. Всему есть свой предел. Как говорят: Надолго ль дураку стеклянный хер ?
2 балла
-
Я подобную шнягу 307-й варю.Как говорят колхозники- ходит нормально .
2 балла
-
@Ferio, Мне больше эта сцена по душе:2 балла
-
Тогда вводные данные нужны. Например, что вы ожидаете от аппарата. Может в итоге вам ни какой не поможет. А может вам посоветуют, то что с большим трудом но справилось. Из личного, если сеть просажена, то лучше найти генератор. Питать иллюзии, что аппарат на просаженной сети сможет нормально варить, я не могу, зная как и что работает (т.к. ремонтирую). Поэтому: самый ходовой в моей жизни это тройка. Двойка это редкость. Следовательно, если варить уголки 35, 40 и т.п. и чем жирнее тем сложнее, то однозначно троечкой, ток выходной 80А, на просаженной сети практически не реально получить. Либо аппарат будет в защиту уходить, либо перезапускаться. Просаженная сеть 150В, под нагрузкой, еще ниже будет. Это все надо учитывать. Если профиль, 20х40 60х40 и т.п., то можно и тоненькими электродами, но ... блин, как же это долго. Но если мало опыта, можно наляпать, следовательно шов отвалится потом. Т.е. качественного провара не получить. Опять же троечку беру и просто 60А ставлю, чтобы не прожигать ну и полярность меняю на клеммах, чтобы больше электрод плавился, а деталь холодной оставалась. В итоге, то что многие хотя, просто к сожалению не понимают, что это практически не возможно. Если речь идет о кузовщине ... Ну тогда может и можно варить. Но выжать из входных 150В пусть и стабильных, 80-100А на выходе ... еще то удовольствие. На бензогенераторе 3кВт стоит автомат 10,61А. Его выбивает на токе выше 80А. Я говорю про настоящие, а не китайские. Т.е. что выставил по дисплею, то и получил на выходе. Единственное, что успеваю сварить в пол электрода. По температуре, реле выбивает. Подождать с минуту и еще можно пол электрода. И это 220В на выходе генератора. Чем ниже входное, тем больше ток необходим для получения той же мощности на выходе, т.е. обеспечения 80А и напряжения на дуге. Чудес аппарат не делает. Он только преобразует то что получил и чем меньше ему дают, тем меньше он выдаст. Но для сохранения заданных величин он будет выходить на лезвие ножа, между сдохнуть и просто не заработать. Итого: для просаженной сети, с PFC в аппарате и аппарат сможет но ... устроит ли такой результат? Если я ошибаюсь, можете подправить, но мой опыт таков. Взять "гену" на день в работу (в аренду или у друга), проще, чем издеваться над электродами, аппаратом и самим собой.2 балла
-
@SergDemin, я не разбираюсь в начинке, варит да варит. Проблем не создаёт, я и рад.
2 балла
-
Дымлама) кто-нибудь уже написал производителю сварочных масок с просьбой расширить щиток? Очень надо. Роба уже пошла в 62+ р-р)))
2 балла
-
2 балла
-
Делюсь сокровищем , нашел в родительском фотоальбоме.
2 балла
-
2 балла
-
@Лепило, У некоторых электродов с основным покрытием графитовый кончик, первый раз они поджигаются легко.1 балл
-
А какая конкретно сталь, их там шесть, значительно отличающихся по св-вам. Если рассматривать степень раскисления - то еще больше вариантов. Для наиболее распространенной ст.3, значения и 70 Дж/см2 и 120 Дж/см2 будут значительно превосходить ударную вязкость свариваемого металла.1 балл
-
Нету у тебя чувства прекрасного! На фоне прочих тефалей, этот квадратишь, практишь, гут - просто прекрасен1 балл
-
На 500 надо ставить время разогрева электрода 0.20 с и на переменке поджигает отлично даже при малых значениях тока поджига . Меня больше бесят короткие замыкания в пульсе на постоянке при короткой дуге , но тоже излечимо , если ставить электрод не меньше 2.4 мм или не уходить в короткую дугу .1 балл
-
@Роман 1972, уже 1000 или даже мильон раз такое обсуждали. Аппарат с характеристикой ВАХ для ММА не подходит для МИГ, так же для ТИГ своя характеристика ВАХ. Посмотрите, чем они отличаются и поймете, почему ваша идея не получит положительного результата. Вы собрать соберете, искрить будет, может даже шов 5мм положите. Но настраивать и варить - сплошное удовольствие для извращенца. Не важно какой подающий, важно какой источник, с какой ВАХ. На инверторах ВАХ переключается, если такая возможность имеется и сделана производителем. Если трансформатор, то он выполнен именно под то что будет нужно.1 балл
-
Но бывало и 308-й варил,люто бешенно не по технологии,но тоже как не странно держит.)1 балл
-
Настали тяжелые времена смесь почти закончилась, а обменять, или заправиться негде, а нужно доваривать теплицу. Обзвонил ближайшие магазины, и везде "тухло". Поэтому стал смотреть в сторону порошковой проволоки, ее хотя бы можно через "все инструменты" заказать. Может кто-нибудь подскажет какой производитель получше. А то читаю отзывы, а они все противоположные, у одного все замечательно сваривает, у другого все плохо. Понятно, что зависит от рук и от оборудования, но все же. На 220 отдельной программы нет, все только в ручных настройках, почитал, для металла 2 мм. начинать нужно настраивать от параметров ~ 15.5V и 5 м/мин., для 1.5 мм все на единичку меньше. Вопрос, а что будет, если попробовать самозащитной проволокой варить в пульсе?1 балл
-
@Сергей09, День добрый, откуда такая само уверенность в назначении сварочных материалов?1 балл
-
Валерий, приветствую. Ну мы же взрослые люди, мало ли что могло отлететь при транспортировке, у меня один в один так Lorch X 350 пришёл (да и с Kemppi Master 3500 точно так же случилось, но был научен на Лорхе уже). Так там один из разъёмов на плате чуть отошёл, видно от тряски, я в прединфарктном состоянии звонить и посылать вот такое же видео. Мне в ответ привозите обратно за 700 км будем разбираться. Хорошо у меня товарищ Миша - гениальный электронщик, дай бог ему здоровья, говорит что чудес не бывает, не могу только перепрошить так как нет прошивки, давай гляну. И глянул и через 5 минут он заработал. P.S. Да и таких видео про любые "сверхкосмичесие бренды" можно найти вагон и маленькую тележку. Во, не успел ответить, а Виктор точно с таким же симптомом подтвердил.1 балл
-
А почему бы этой сторонней фирме не продавать самой как дилеру. Хочешь сток одна цена вторая с прошивкой. Видел какой-то интернет магазин так гроверсы продавал с прошивкой или без та что избовляла от набросал тока.1 балл
-
То есть мой ответ Вы за ответ не считаете !!!1 балл
-
Без проблем зажигается, и повторный поджиг тоже. Пико и фубаг, оба справляются.1 балл
-
А что я ем? Весной я ем окрошку- простую русскую еду
1 балл
-
" Не правильно ты, Дядя Фёдор..."
1 балл
-
1 балл
-
ужос, чуть ужин не проспал....... На ночь всё лёгенькое, /тройчатка, противовирусный препарат такой ну и витамин /.
1 балл
-
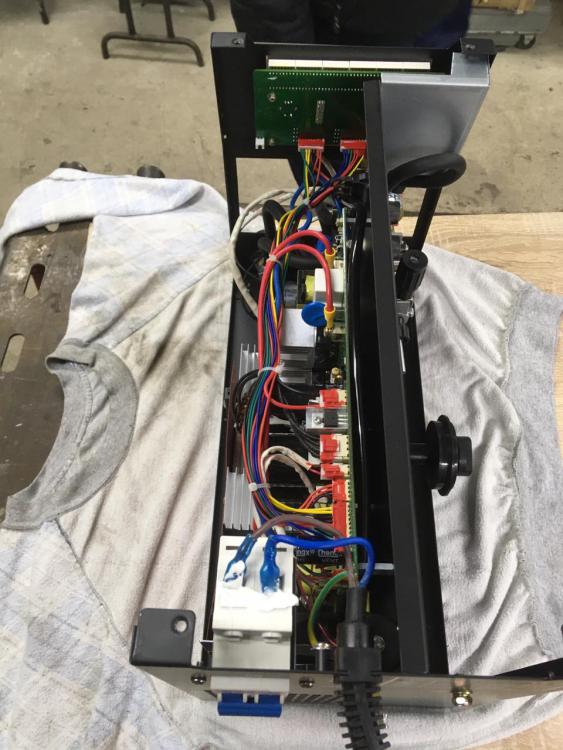
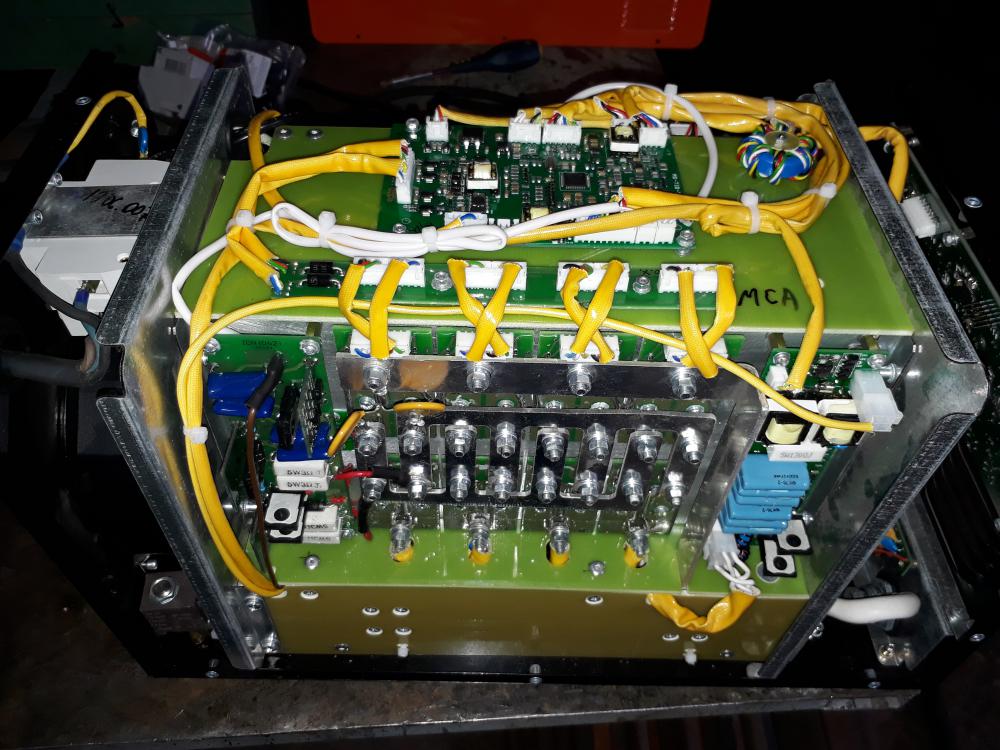
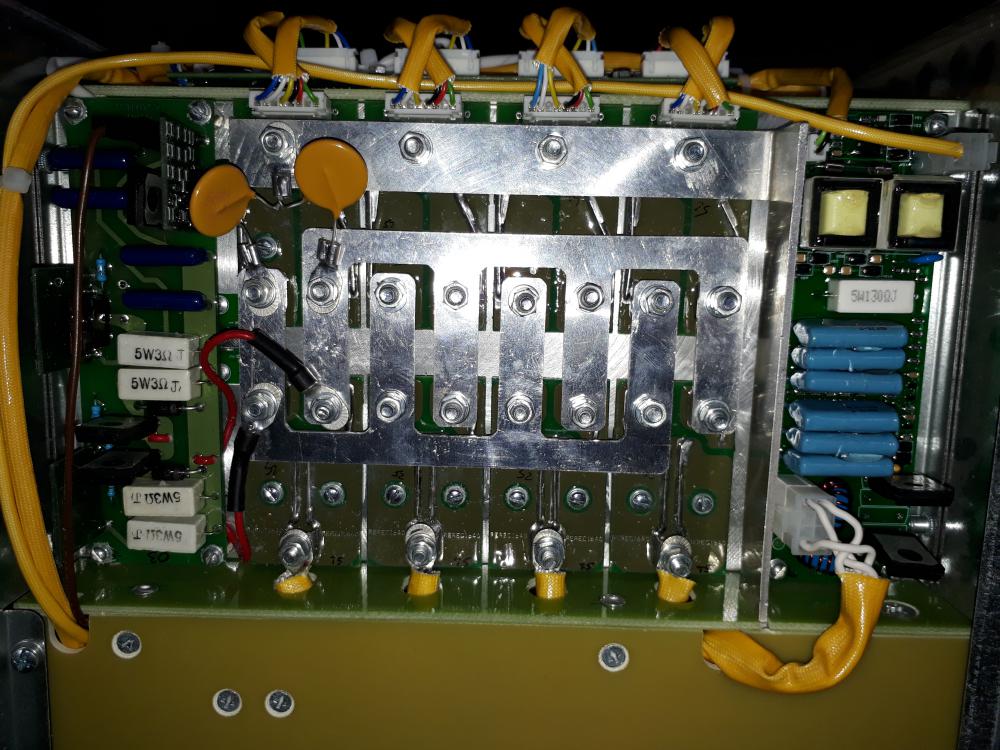
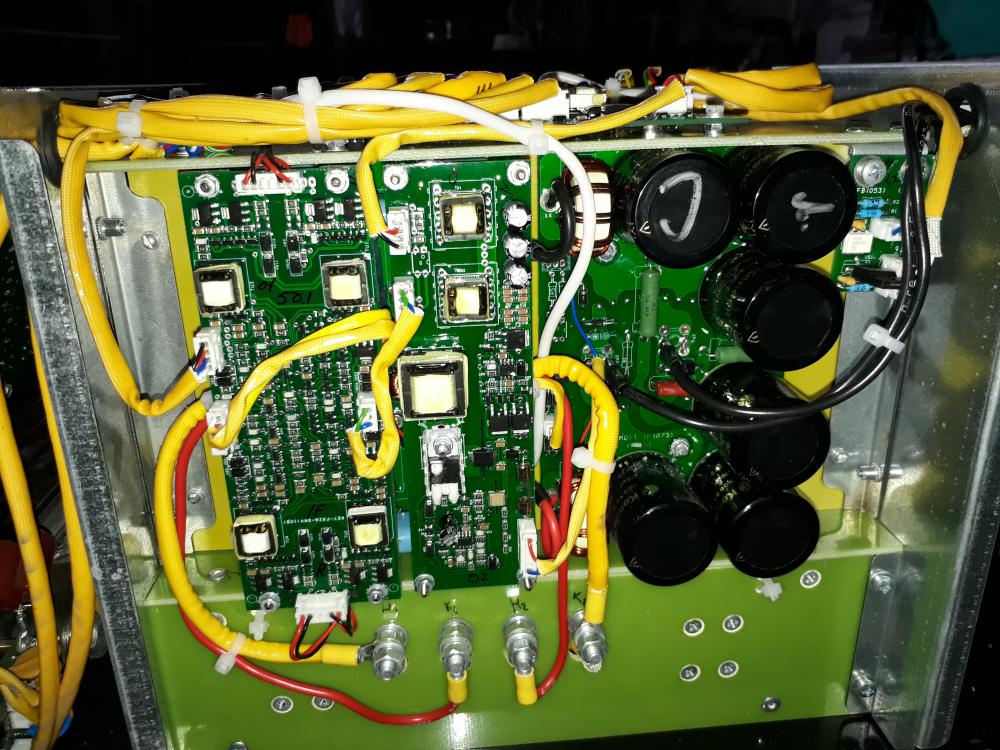
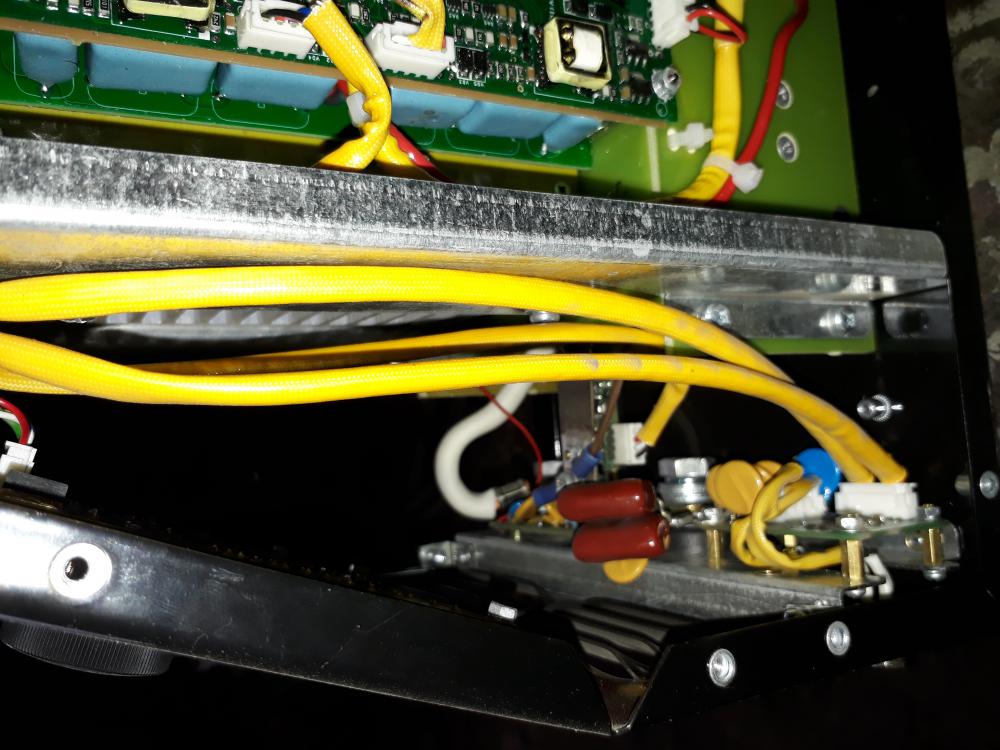
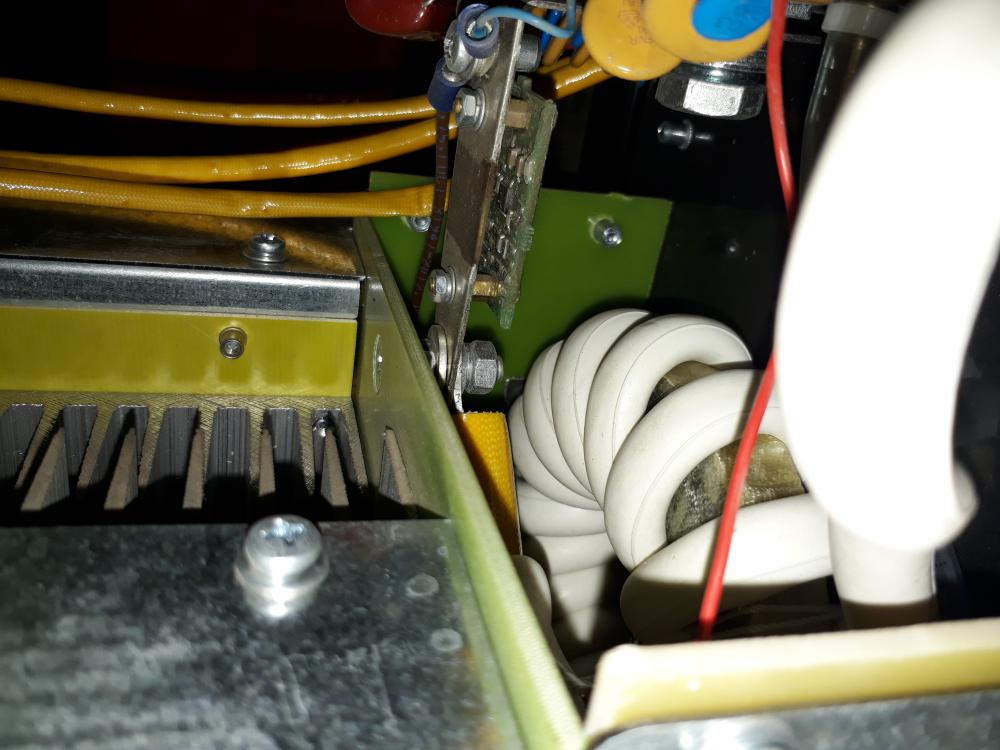
Вообщем, как посоветовал Георгий, увеличил время постгаза. Электрод стал чистенький, сбои по поджигу вроде как прекратились. Слегка разболталась на корпусе клемма-гнездо подключения горелки. Пришлось снять кожух и подтянуть гайку изнутри. Заодно пофотал агрегат без кожуха. Аппарат кстати сделан добротно. Все платы пролиты лаком.
1 балл
-
Вы взрослые люди и вполне сами можете себе выбирать учителей. Кому не нравятся уроки от Жени, проходите мимо, у него свой стиль и подход к обучению.1 балл
-
Да уж жизнь настала. Люди в намордниках, а животные без .1 балл
-
завтрак
1 балл
-
В одной отдаленной деревне решили установить вышку сотовой связи. Поставили. Буквально на следующий же день, всё население деревни начало подавать письменные жалобы в администрацию с просьбой убрать эту вышку, так как практически у всех жителей деревни участились случаи головных болей, бессонницы, приступы меланхолии и безосновательной грусти… Вызвали представителя оператора сети, который отвечал за данную вышку, в местную администрацию. Тот почитал жалобы и ответил: - Н да… Представляю, что начнётся, когда мы её ещё и включим…1 балл
-
в общем российских монет минимум,в основном тайские и норвежские. так же присутствуют :советские,вьетнамские,китайские,казахские .
1 балл
-
@FOMSS,нормальная маска1 балл
-
1 балл
-
Продам сварочные зажимы фирмы Gedore. Цена 1000 р. Телефон: 8950-647-12-72.
1 балл
-
Старая школа!1 балл