Лидеры




Популярный контент
Показан контент с высокой репутацией 09.03.2020 во всех областях
-
Сварил, вернее переварил за каким то криворуким сантиметров 15 крыла Ауди А6 и склеил поломанный в ДТП кронштейн
 13 баллов
13 баллов -
сегодня - блины.. классика)) на молоке с кефиром и водой.. если есть шприц , чашка, можно разнообразить их внешний вид:
10 баллов
-
http://websvarka.ru/talk/topic/11770-budni-svarschika-s-illiustratciiami/?p=418086 Исправили педаль как на новой и к полику не стремиться . ----------------------------------------------------------------------------------------------------------------------- Рыжий , наремонтился и вырубился и рядом свою корову любимую ЗЫ , вот капиталисты жадничают и стальную трубочку всю бы в клеевую термоусадку и была бы как новая , не кусочек только ..... https://kvt.su/production/gluetube/
9 баллов
-
Все верно , но "гуляющая" это приходящее и обычно дело у новичков и через некое время научиться дугой управлять то есть крутить горелкой туды - сюды , но пока все наоборот то есть зажглась дуга и руку молодого сварщика "заклинило" он ей и пошевелить не могет и повторюсь это усе "временно". Первый критерий и ошибка начинающих "гуляющий дуги " это ее длина и при 3-4мм она будет "плясать" ну и не справиться с ней новичку и по сему при прихватках длина дуги 1-2мм , дышим ровно рука свободна и не напряжена и сразу будет другой "компот".6 баллов
-
Можно начать так . Греем-расплавляем с одной стороны стыка. Появилась первое оплавление - перескакиваем на вторую сторону- греем плавим. Опять перескакиваем обратно. Тыкаем присадкой в расплав и помогаем дугой. Чистый тайминг. Будете дугу тыкать посередине оплавите(раздвините) кромки и навалите алюминия кучу черную.6 баллов
-
Ну, чтобы не брала ни одна хвороба (а то вирусы там всякие).граждане, варите самогон)))
4 балла
-
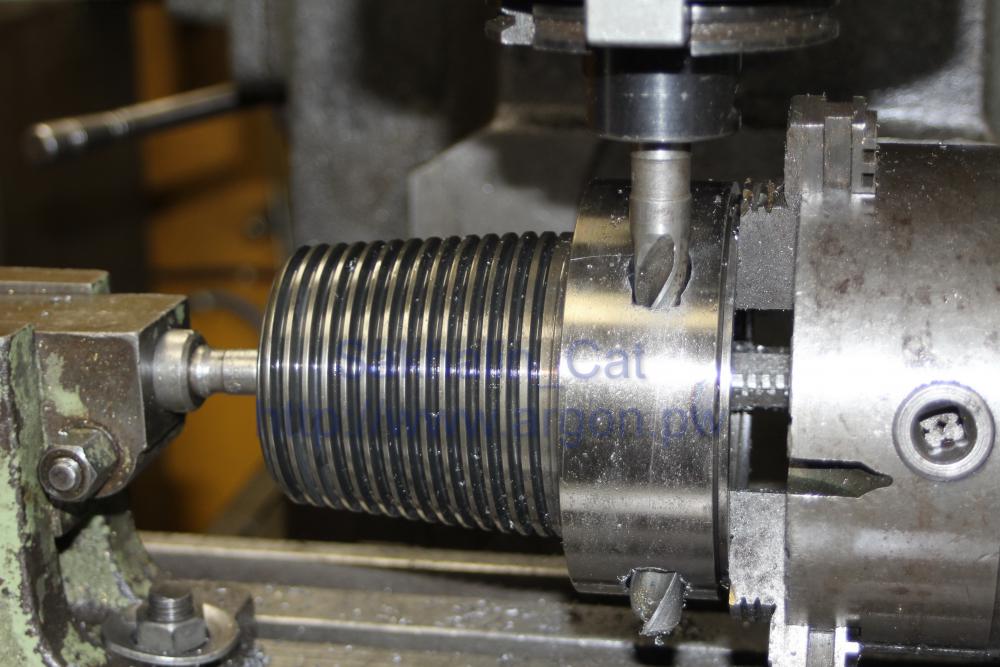
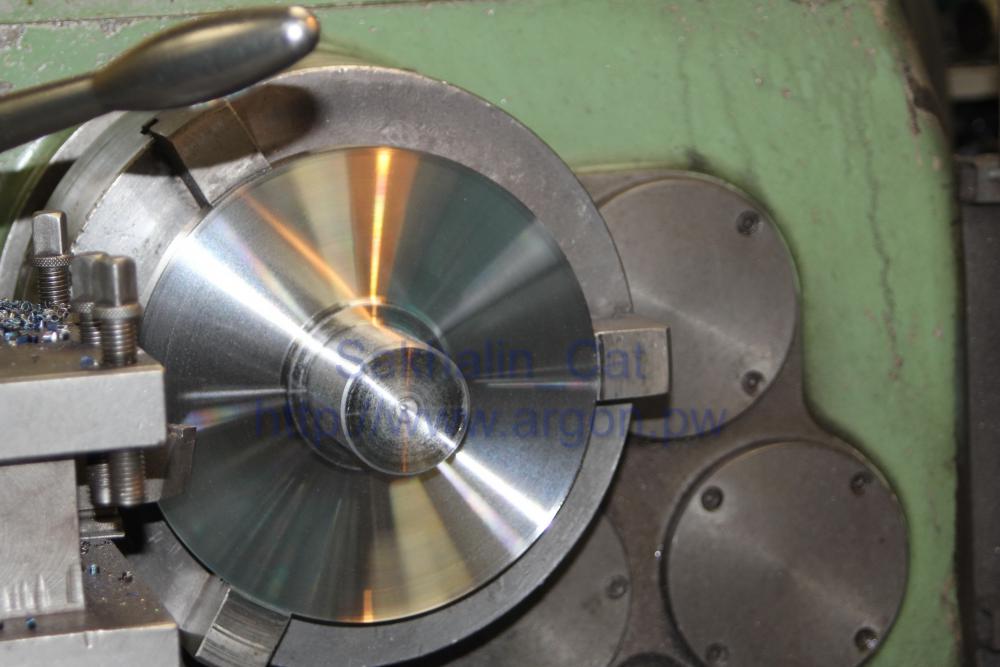
Сегодня был день превращения круглого в квадратное. https://youtu.be/4HvxbeQLd3s
4 балла
-
В большинстве случаев велосипеды изготавливаются из сплавов 6061 и 7005. Последний после сварки требует термообработку https://aluminium-guide.com/velosipednaya-rama-alyuminievye-splavy-6061-i-7005/3 балла
-
С рамами не все просто так и обычно присадок имеет не главенствующую роль . http://biketrip.spb.ru/bike_frame_repair/ 2008-205182.pdf3 балла
-
@VVB, Вот посмотрите и человек от стиралки вроде подобрал . Можно наверное и от авто найти например Камаз на 24 волта , в общем варианты есть .3 балла
-
-не единственная, но существенная, плюс зазор, вернее его величина ... на такой толщине при малом опыте, должен стремиться к 0..плюс сжимающее усилие перпендикулярно оси шва.. Но это актуально при сварке "своим телом"-при использовании присадочного прутка техника несколько иной может быть.. И АМГ2М и АМГ6 по разному могут себя вести при условии равной степени подготовки кромок и визуально "одинакового" зазора...3 балла
-
Тоже в начале года перед выбором был, что купить, и этот аппарат думал взять, и на Гроверс новый в очередь встал..... Долго помусолив тему в итоге купил наш отечественный Неон ВД 201 (AC/DC) и ни грамма не пожалел. Да и обошёлся он мне с новогодними скидками в 47900руб.3 балла
-
А я тут подарки готовил на днях)))
3 балла
-
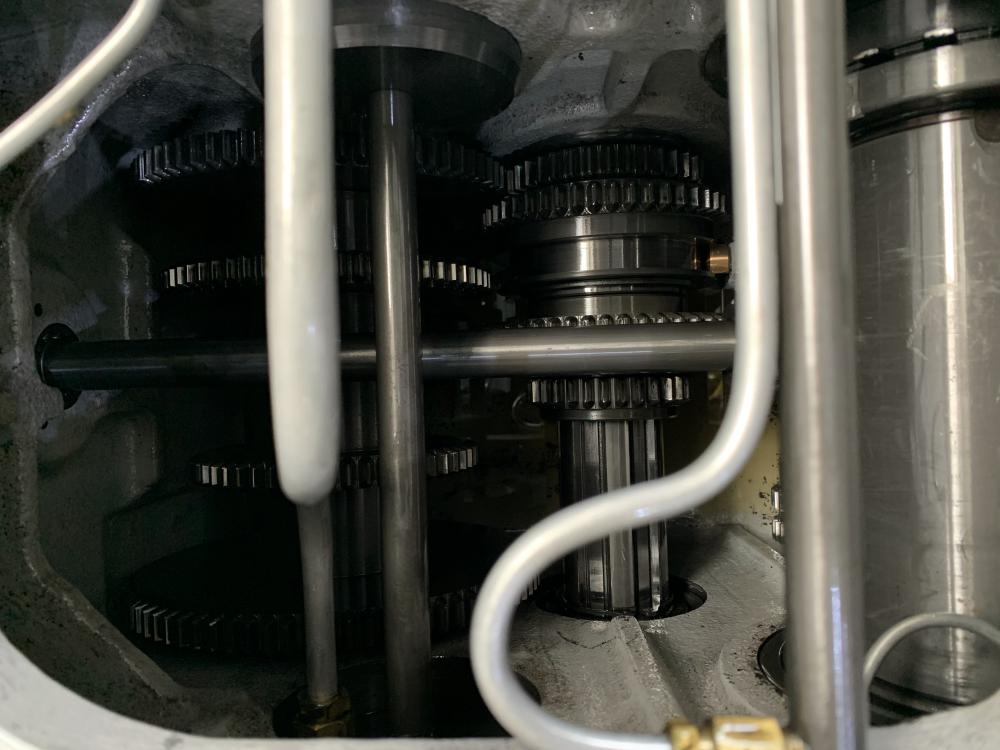
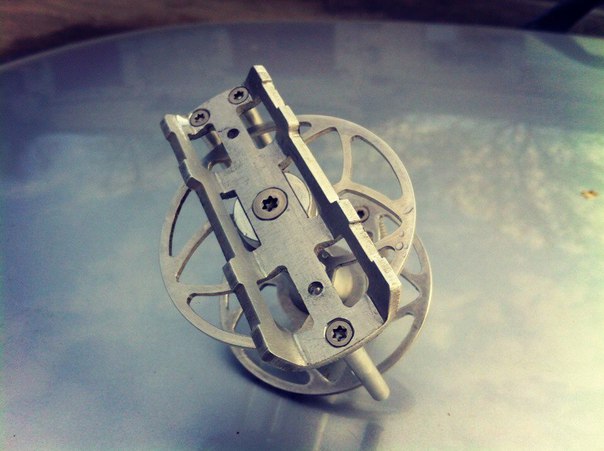
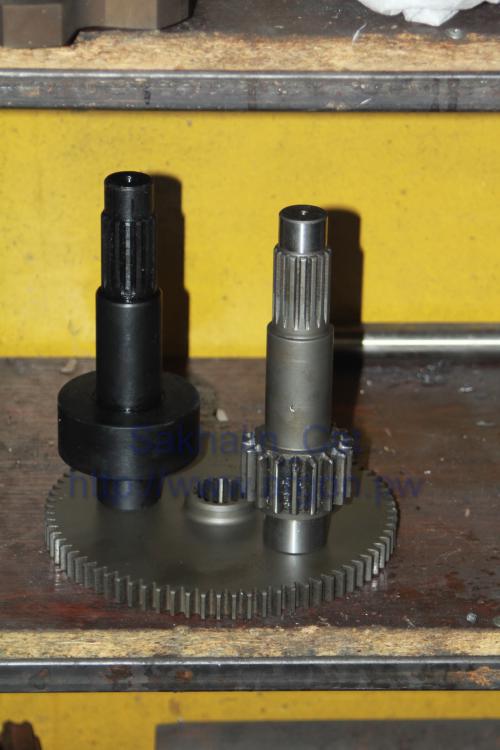
Коническая косозубая шестерня. Сломано два зуба. Вариант такого ремонта заведомо провален -проработала два дня -никелевый подслой,наплавка Р6М5 Но это был последний шанс восстановить работоспособность,а вдруг,но чуда не бывает. Это сложная в изготовлении шестерня с твердость поверхности порядка 56ед.(точно не помню,но за 50),т.е.приработка была невозможна,а ручная доводка криволинейной поверхности весьма сложное дело,и не берусь утверждать,что возможное. при твердостизубьев больше НВ350 и окружной скорости колес больше 15 м/c прирабатываемостьзубьев не происходи Найти в Японии было сложно,а заказать на Ростовском вертолетном -около 50тыс. Как бы не хотелось помочь,но...
3 балла
-
3 балла
-
8 марта выдернули на крышу супермаркета- прогнил конденсор, или как он там. До меня пробовали паять кастолином, дополнительно включил в счёт очистку от цинкоговна. Проверил, через две опрессовки в 10 МПа добились герметичности. http://i.piccy.info/i9/094662542efa904e405150fe11f6c1b8/1583780126/48907/1366448/IMG_7178361781c1d1a8fec4513fc5747578_V_500.jpghttp://i.piccy.info/a3/2020-03-09-18-55/i9-13697742/472x354-r/i.gif2 балла
-
Да, конечно. Напишите в лс, что Вас интересует. Лучше напрямую на почту парням sales@svarych.ru или в чат сайта или сообщение в группе вк написать с уточнением, что Вы с форума.2 балла
-
@Gesserk,я не про милионные обороты,когда проходят более скромные суммы,то смысла легализации не виду.Понятно,что если доходы перекрывают налоги,то можно и в открытую работать.2 балла
-
@Георгий 11, я вылез, зарегился самозадротом и налоговая поздравила со входом в схему самоуничтожения своих доходов. Я обрадовался, но нужен ведь рассчетник, кто если не Сбербанк, который неделю мне мозги делал во всех излюбленных камасутре позах, в итоге я завис как полусамозадрот! Смекнул и откатился назад в землянку, сплюнул и по старинке.......2 балла
-
На форуме иногда задают вопросы -можно ли восстановить наплавкой сломанные зубья шестерен? В принципе можно,но с какой точностью,каким наплавочным материалом и какой твердостью наплавки.Надо развеять иллюзию,что восстановить работоспособность шестерни очень просто,т.е.,что для этого нужен всего лишь сварочный аппарат,необходимый наплавочный материал и некоторый навык в работе,но это не так.С начала надо ознакомиться с технологией изготовления зубчатых колес.На фотографиях приведены основные типы станков для серийного изготовления цилиндрических прямозубых и косозубых шестерен -Зубофрезерный,зубодолбежный,зубозакругловочный,долбежный. Также зубчатое колесо можно изготовить на фрезерном станке с набором модульных фрез.Итак,нужно иметь минимум-токарный станок,фрезерный с делительной головкой и модульными фрезами,возможность термической обработки заготовки. Технология изготовления зубчатых колес.Большое значения для реализации свойств зубчатого зацепления имеет технологияего изготовления. Наиболее простой является технология изготовления зубъевметодом деления. Эта технология может быть осуществлена на универсальномфрезерном станке инструментом в виде дисковой или пальцевой фрезы(рис.4.18, а иб). По этой технологии в заготовке фреза последовательно прорезает одну впадинузуба за другой. При этом получается пониженная точность зацепления по шагу и попрофилю зуба. Ошибки в профиле зуба появляются из-за того, что технологияпредусматривает изготовление зубчатых колес с разными , но близкими , числамизубьев одной фрезой.Рис.4.18Несравненно более совершенным является метод обкатки. Эта технологияосуществляется на специальных зубодолбежных или зубофрезерных станках либоинструментом в виде рейки или долбяка (рис.4.18,в), либо инструментом,называемым червячной фрезой.(рис.4.18,г).В этой технологии инструмент наряду сдвижением резания обкатывается вокруг заготовки при этом зацепление получаетсязначительно более точным.
2 балла
-
Я бы добавил, без всякого тестера. Завис клапан, выключил аппарат, а он дует дальше, значит клапан, значит разбирать и чистить. А если выключил аппарат и опа, клапан закрыт, значит в электронику смотреть.2 балла
-
Пришел сегодня раненько в Мастерскую и давай тиски грызть Фрезой Ф120. Первый проход сразу показал непаралельность основания к направляющим примерно на 0,3мм. Пошмурыгав всё это дело фрезой, разочаровался в фрезах производства СССР окончательно. Как ты этой фрезой не двигайся, какую последовательность фрезеровки не выбирай, всё равно остается ступенька... Придется прикупить парк новых фрез импортного производства, а эти оставить на обдирочные работы. В общем пинался, пихался, так ровную поверхность получить и не смог, снял фрезу поставил расточную башку Ф450мм, ободрал ей всё в чистовую. После проточки площадки пришло время проточить и поворотное основание, всё продуваем, протираем, смазываем жидкой смазкой и выставляем по угломерному нониусу на "0". И начинаем точить... После первого прохода 0,2мм видим что поверхность кривая напрочь и требует гораздо бОльшего сьема, а не просто чистки. Продолжаем драть до победного результата (в итоге снято 0,85мм)... Вроде бы и победа, снимаем тиски с оправки и прикручиваем на "тумбу" для проверки. Результат не радует... Градусная шкала (с завода) сдвинута относительно шпоночных пазов примерно на 3градуса, что есть погано и работе будет мешать. Снимаем тискис кубика и возвращаем в исходное положение для последующей доработки... Грызем монолитной фрезой Ф20, одновременно расширяя уши крепления и шпоночные пазы до необходимых нам 21,94мм. С завода на этих тисах пазы под шпонку и болты Ф18, у меня же паз 22мм поэтому сразу подгоняем тисы под нужный размер, чтобы при установке тисков на стол или кубик угломерная шкала совпадала с началом координат. Ура победа!!! На сегодня рабочий день подошел к концу. Вторая половина тисков доделается завтра.
2 балла
-
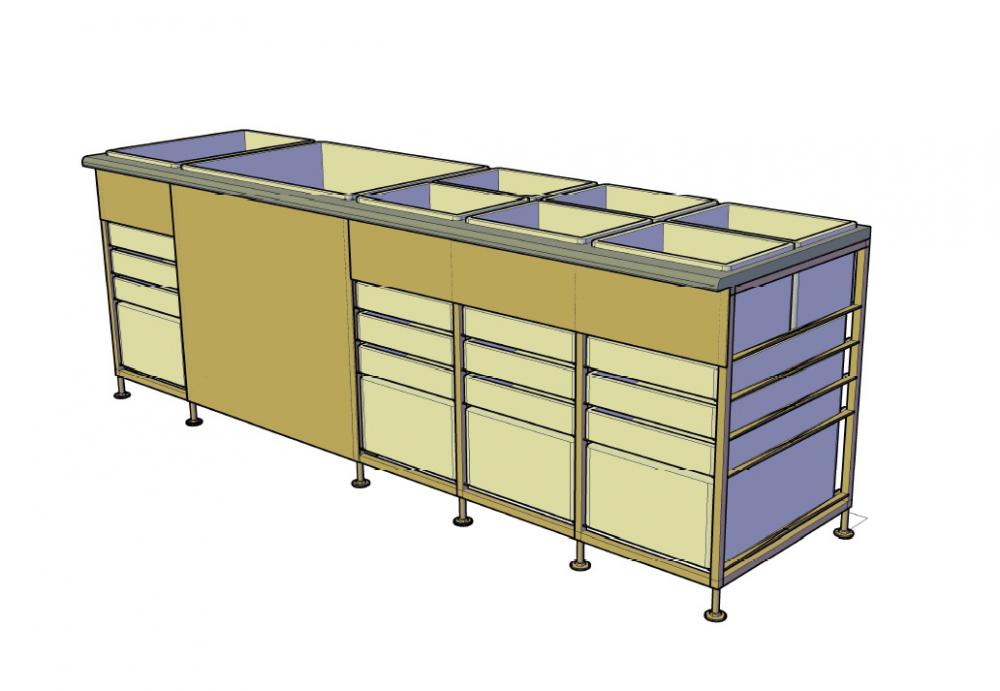
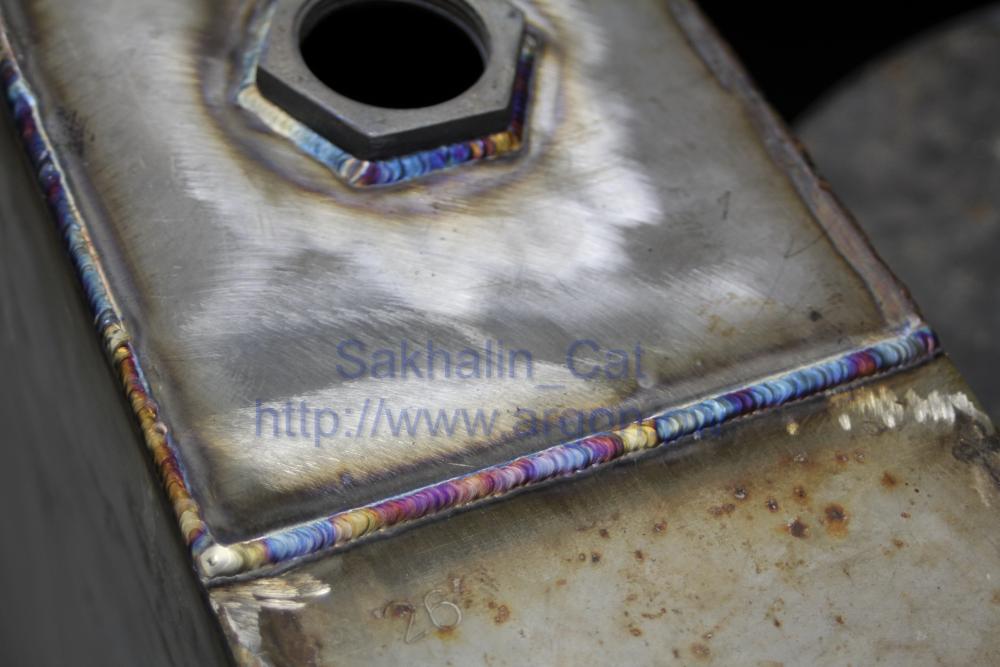
Ну что, еще немного раскроем тему нашего прибамбасинга... Проект так же не свежий, собирался несколько лет назад. Активно занимались изготовлением всяких водолазных аксессуаров, почти все нержавейка и сплавы алюминия, была потребность в анодировании. Без всякого опыта, на справочниках и интернете собирали установку для холодного/твердого анодирования алюминия, рабочая температура элетролита -5....-10. Рама из профильной трубы 40х20. Как показало время, трубу нужно было брать из нержавейки, черняжку прилично по ели реактивы. Испаритель/змеевик из титановой трубы, варил сам. Это был вообще первый опыт сварки титана, об этом можно отдельное повествование делать... Все наполнение из евро ящиков, ящик с электролитом обложен полистиролом. Стены около ванны и часть самой ванны закрыли АБС-пластиком. Компрессорная установка достаточно примитивная, бытового уровня, все элементы покупались отдельно, обиралось все самостоятельно. Вместо источника использовали по началу "НЕОН" ВД-201 АД, потом заказали у данного производителя специализированный блок с управлением через мод-бас. Ванна работает уже около 4 лет, температуру держит, серьезных проблем нет. Качество покрытия получается весьма не плохое, учитывая что ванна обошлась в более чем скромный бюджет...
2 балла
-
Есть фильм, называется "На грани". Там в начале, примерно от 11:25 до 13:45 так всё (из чего состоит фильм и что есть в фильмах) хорошо сложилось что продрало так что потом вышел на улицу с фонарём. Не помню фильма после которого так было. Дело не в неожиданном страшном моменте, таких полно в фильмах, а в самой постановке этой сцены. Там всё, например ветерок, темнота, музончик, хороший актёр, скрип двери.... В общем, вот такой бы фильм, долгий, только полостью из таких сюжетов. Всё, пошол за мастерком...1 балл
-
А зачем вам это надо? Впрочем сие может произойти мгновенно и не предсказуемо , я имею виду "страхи" . Вот с нового года у двоюродного брата жены есть сестра родная в Москве так вот у её мужа появились "страхи" и теперь он живет временно в Москве с сестрой помогая ей побороть страхи ее мужа , так как муж боится ходить в магазин , отключает микроволновку и т.д. и т.п. , подбирают лекарства врач каждый день приезжает , помогли но не полностью и говорят еще месяца два лекарства подбирать чтобы вывести его из "страха" и еще не известно выведут ли ,,,,,,,,, и надо вам сие. Вот лучше полет здравых мыслей посмотрите , например сие 1935 год ,,,, но каков "полет мыслей" здравых . https://www.youtube.com/watch?time_continue=4&v=-iJl9jY5WxU&feature=emb_logo1 балл
-
Спасибо1 балл
-
Мало току, единственная причина.1 балл
-
Я свой GROVERS WSME-200 AC/DC PULSED TIG боюсь уже на максималке гонять. Два раза ездил в нижний Новгород уже. На переменке уходит в защиту...а на постоянке два раза горел.в защиту не уходил. Понимаю что надо на 380 переходить.1 балл
-
Не так надо, на ник подманивай.1 балл
-
@Точмаш 23, все о нас заботяться, депутаты(бандиты в костюмах) ... Под благовидными предлогами они облагают народ налогами(оброк), которые потом аккумулируются в различных фондах и благополучно разворовываються. Раньше налог был 12% и на все хватало: на пенсию, на здравохранение, на медицину... За все их законы за последние 20 лет, я бы им всем лоб зеленкой помазал...1 балл
-
- и вы здесь живёте? - лучше места не бывает, каждый день новая проблема, новая трактовка закона, пиршество интеллекта - это прекрасно.1 балл
-
Добрался до своего любимого Станочка сегодня, начал изготавливать оснастку, паралельки, подставки, кубики. Оснастка делаться отказалась... Точнее делалась но косорылая +- 0,5мм, так как все плоскости под разными углами. Значит сначала надо привести в порядок плоскости.Приводим... Чугуний оказался отбеленым, пластины ВК осыпались сразу. Меняем пластины на ВОК61 и дерем десяточками.. На очереди двое тисков которые тоже надо сделать параллельными со всех сторон... https://youtu.be/cKoIQRvoYPc1 балл
-
На 200Р будут опять с кнопками регулировки тока. Но это примерно через 4 месяца.1 балл
-
Всем доброго вечера! Закончил работу на кондитерской фабрике в Пикалёво, доварил нержавеющий трубопровод, обвязали компрессор и рессивер. Стыки после сварки были обработаны химией от Есаб.
1 балл
-
Порошковая покраска. ООО "Центр Технической Помощи", г.Южно-Сахалинск.
1 балл
-
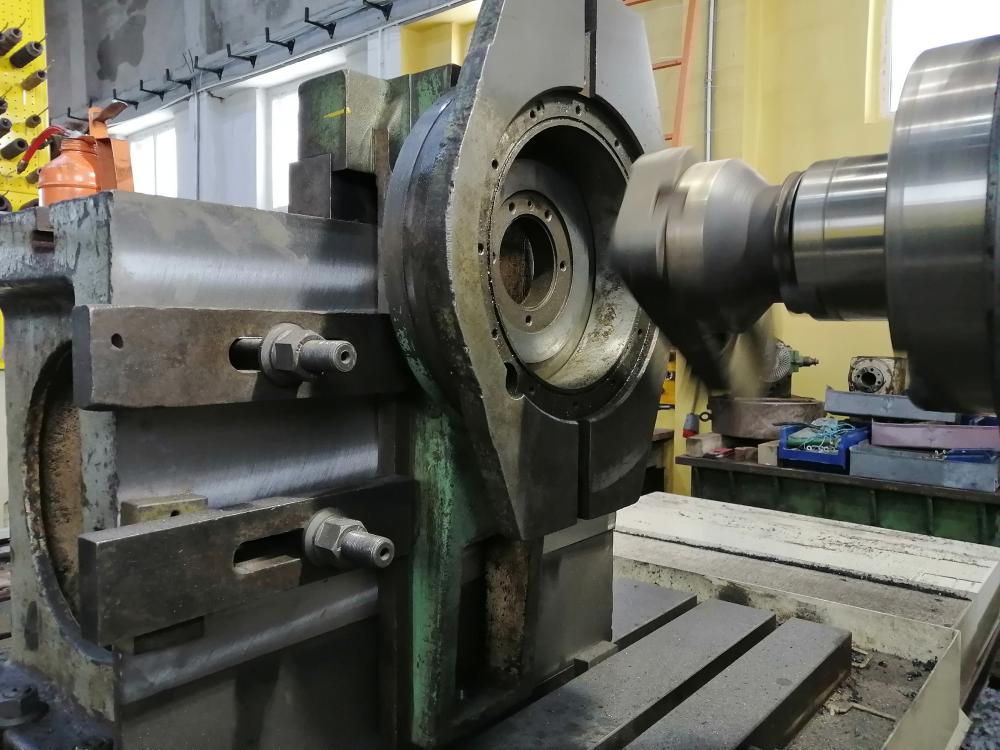
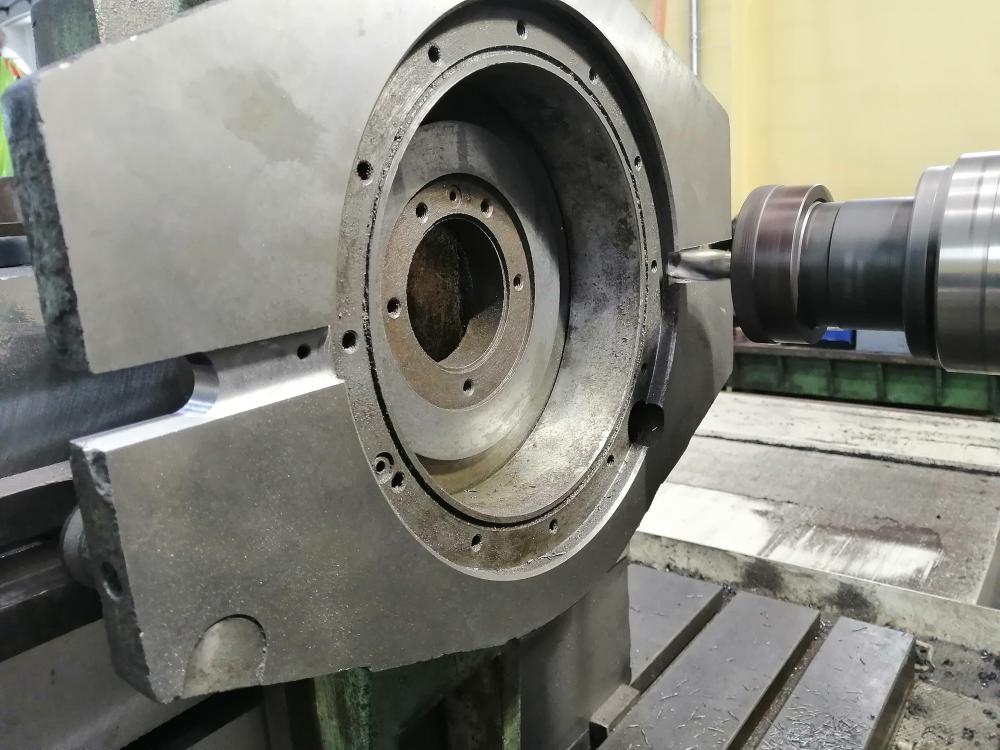
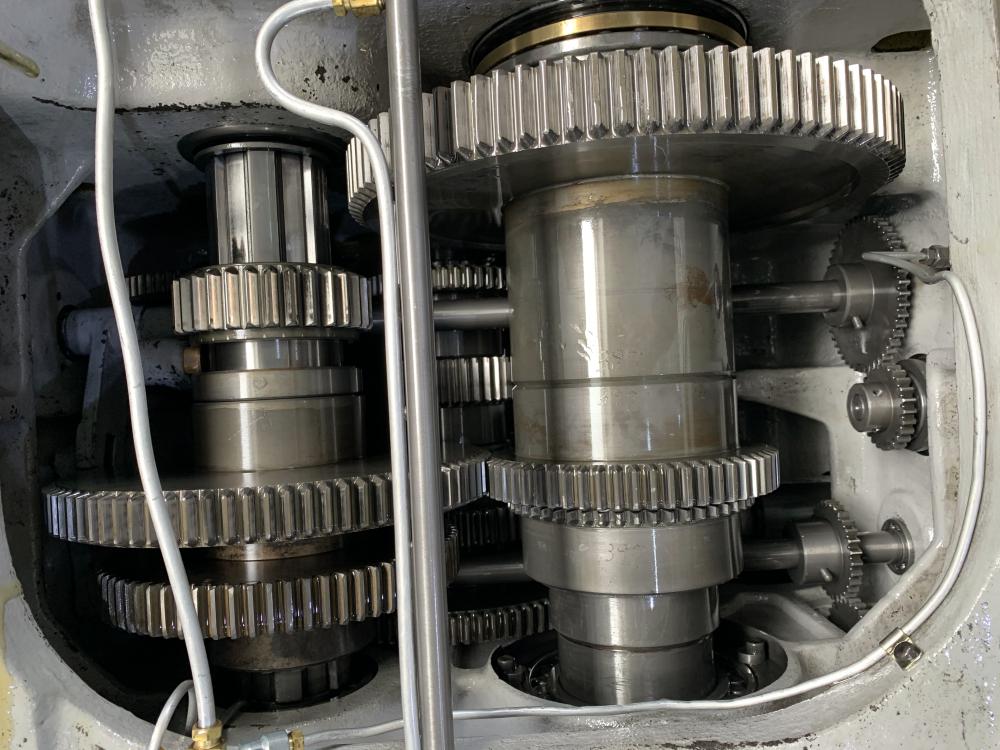
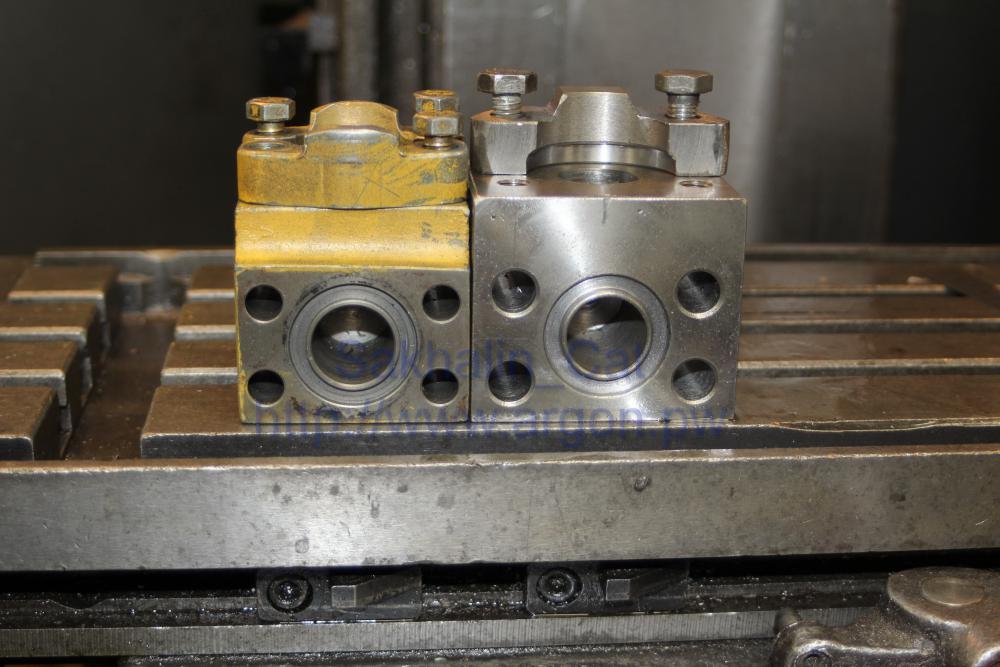
Устанавливали сегодня линейки на "Японца", решили заглянуть в коробку шпинделя... Господа,я боготворю японских конструкторов. Я более качественной и продуманной сборки никогда не видал (у станка). 1) Балансированные все шестерни. 2) там где есть шпоночные канавки или проточки то в контрточке сделано балансировочное высверливание чтобы убрать дисбаланс. 3) "Душевая" для КПП, масло попадает везде хорошим напором. 4) Все вилки переключения с бронзовыми ползунами. 5) Все оси включая ручки переключения на подшипниках. 6) Все шестерни шлифованные даже по торцам. 7) Люфтов нет вообще. Я в Восторге от этого изделия. Сейчас одновременно перетряхиваю коробку суппорта от ДИП-500... Я не знаю как их сравнить, я просто не могу подобрать слова антонимы для сравнения этих изделий и их описания... Я просто не понимаю, как два изделия с практически одним и тем-же функционалом можно настолько по разному изготовить. В одном всё с душой, красиво и аккуратно, в другой всё забито молотком, кривое и через Ж... Хотя и год выпуска один и назначение... Только страна разная...
1 балл
-
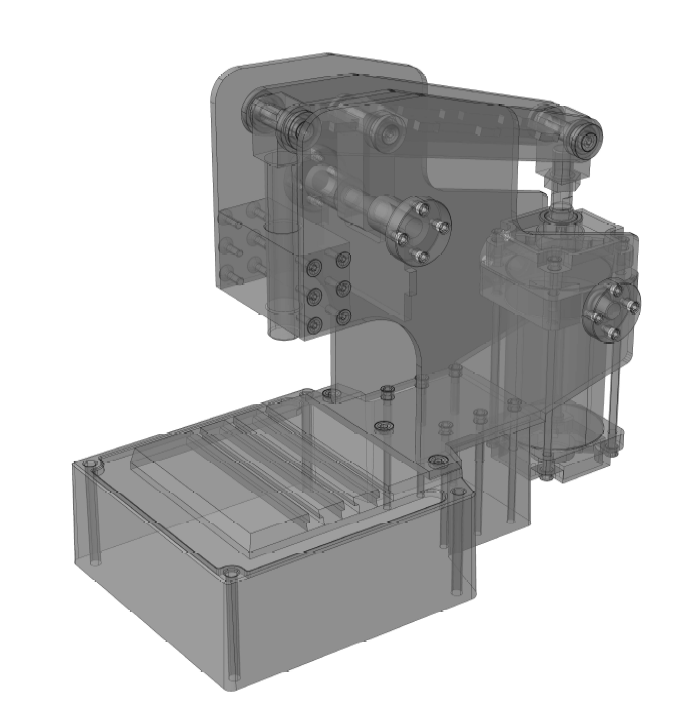
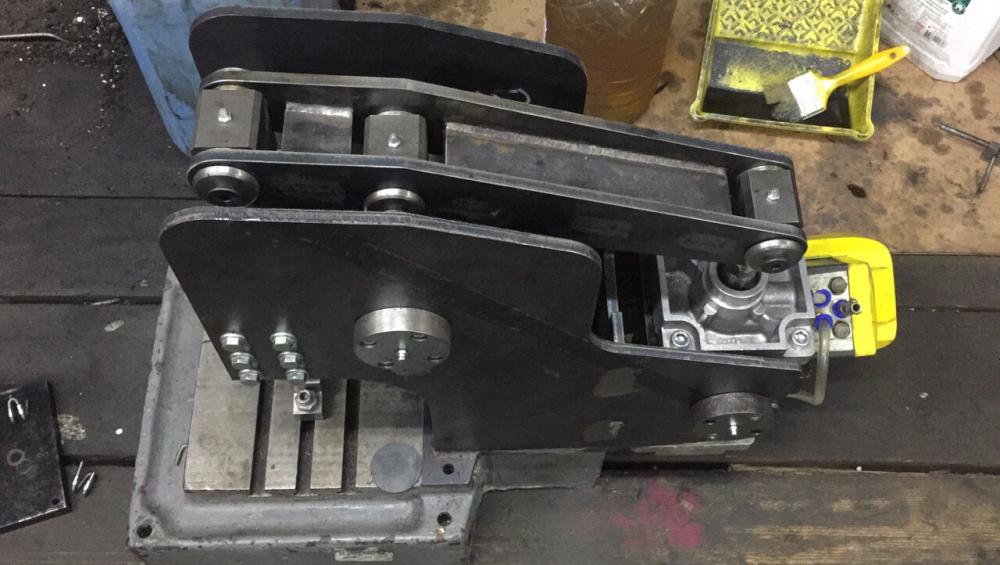
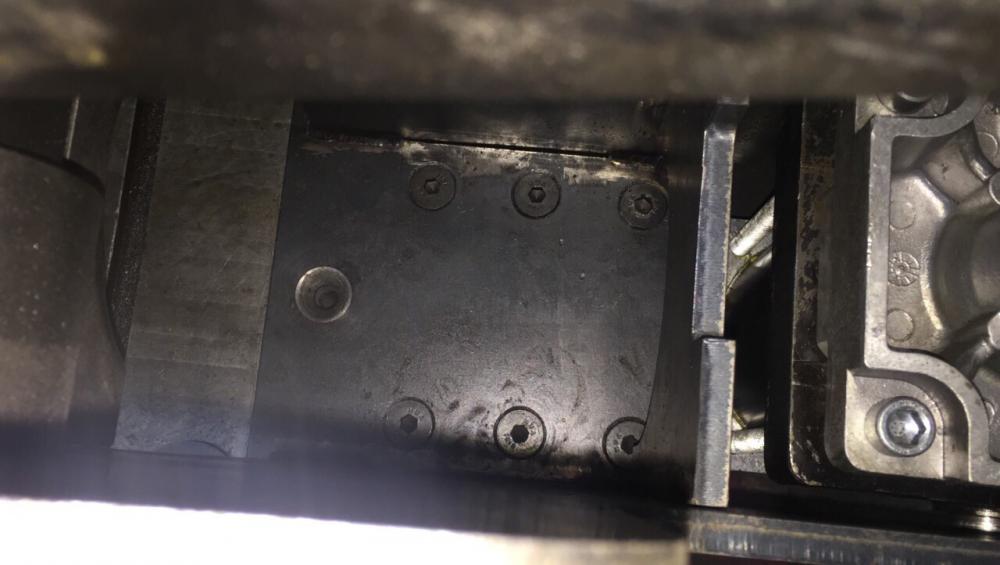
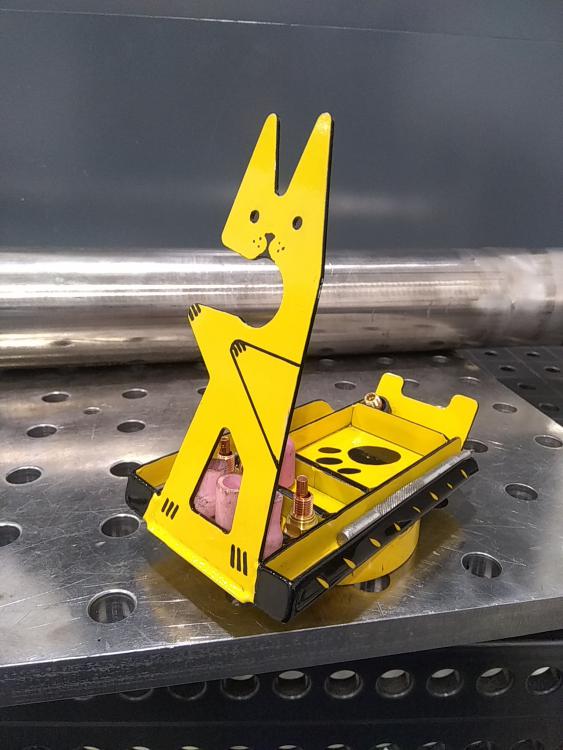
Все делятся чем то интересным, пожалуй тоже опишу один из интересных на мой взгляд проектов. Проект не новый, был реализован около 3 лет назад. Появились серийные изделия, для которых нужно было гнуть детали в виде буквы "U" из прутка диаметром 5мм. Купили ручной гидравлический пресс, но как оказалось делать на нем данные детали, даже по 4-5 штук за один цикл очень долго. В итоге решил сделать пресс на пневматической тяге) Были сделаны расчеты, сделан проект и закуплены подходящие комплектующие. Далее заказаны детали в инструменталке и на лазерной резке. Ну и собственно сборка Все детали пресса, за исключением листовины с лазерной резки изготовлены из стали Х12МФ и закалены. Во всех серьгах, крышках и колонке есть тавотницы, так же предусмотрены канавки для распределения и удержания смазки. Усилие пресса при давлении 8 атм. около 5 тонн. Максимальный ход пуансона 50мм. Как оказалось, вещь просто не заменимая, сейчас под него есть целая куча оснастки для гибки, вальцовки, запрессовки и так далее. Пара примеров, вальцовка. Сейчас в работе аналогичный пресс
1 балл
-
После длительного нецелевого использования столярка превращается ... превращается опять в спаленку . Доделал наконец. Ещё две комнаты на следующую зиму, и всё... Марлезонский балет закончится. Ну, ещё помелочи, дверь входную деревом обшить осталось.
1 балл
-
Ну не знаю и особо не когда не запоминаю и усе по ходу подстроится , корень может ампер 80 а может плюс - минус 10к ампер по ходу .1 балл
-
Посмотрел здесь http://www.consultant.ru/document/cons_doc_LAW_51057/1648769eddfbb24f6ab28b8d67d02f2c6de754eb/ ,с чем это кушать не могу знать, ибо не юрист и живу в своём доме. По опыту общения с жильцами многоквартирного дома (в переделке электропроводки у своей тёти) не смог договориться, (несмотря на предписание всем о замене ввода в квартиры), о замене эл. щитка в подъезде. Жильцы стояли на том, что 70 лет так жили и ничего не загорелось и вкладываться в эл. щиток категорически не будут (все скрутки ал. проводом с обуглившейся изолентой не аргумент). В результате подключил квартиру мимо внутридомовой сети, проложив кабель в броне снаружи здания к общедомовому прибору учёта. Вчера получил решение об отказе в возбуждении уголовного дела, а сегодня обжаловал его прокурору района, обратился на эл. почту, заняло написательство 45 минут.1 балл
-
финал с подставкой.
1 балл
-
Ням-нямка http://chipgu.ru/images/smilies/nyam2.gif. Люблю еду, где видно, из чего сделано. Грубую крестьянскую писчу http://chipgu.ru/images/smilies/kolobok_redface.gifhttp://chipgu.ru/images/smilies/kolobok_redface.gifhttp://chipgu.ru/images/smilies/kolobok_redface.gif. Тож картошечку с духовки с курочкой только что ел.1 балл
-
1 балл
-
Мечта волков,чтобы овцы думали,что они с ними одна стая,а главное,не только думали,но и верили.1 балл
-
Закон о самозанятых - просто очередная попытка нашего государства заработать деньги из воздуха.Зачем создавать условия для развития малого бизнеса, когда можно тупо обложить их налогами и запугивать потом по телевизору страшными историями, как тетя Галя посмела заработать за год 100 тысяч рублей выпекая тортики у себя дома и теперь сядет в тюрьму на 2 года, потому что не заплатила налоги! Для ИП в начале тоже обещали льготные периоды, пониженные ставки и т.п., по факту сейчас ООО выгоднее иметь, чем ИП.1 балл
-
Властям надо,чтобы люди обозначили себя,поверив в 4% налог.Потом активизация стукачей ,потом налоговой .Потом постепенное увеличение налога до 44% во все фонды,потом различные инспекции рабочего места с соответствующей мздой проверяющим ,потом...1 балл
-
Док фильм "Жадность". 11.08.13г ютюб. Ну может быть и надуманно чего лишнего...1 балл
-
ну вот еще часы в руках у счастливого обладателя сувенира))
1 балл
-
такая вот копилка родилась.
1 балл
-
Небольшая подборка фотографий за этот месяц:
1 балл