Лидеры




Популярный контент
Показан контент с высокой репутацией 10.12.2019 в Сообщения
-
Приезжает скорая. Сделай хоть что нибудь. Больные весь салон заблевали. Выхлопной нет. Все в шарабан тянет. (Я с августа у них не работаю) Так делаю бесплатно. Сам не понимаю зачем. Все равно большинство скажет что скорая и врачи это редиски. Ну да бог с ними. Ну не нашел я у себя трубы круглой. Приварив то что есть. Все лучше чем ничего. Для тех кто считает что это кроилово могу узнать расчетный счет больнички. Я думаю что в других больницах не лучше. Оптимизация однако. С милицией чуть получше.
 13 баллов
13 баллов -
Закончил ремонт и его брата-близнеца, правда с "одной раной"
12 баллов
-
и самое интересное, даже если бы звёзды сошлись и тигом всё-таки бы стало это возможно, варить бы стал все равно полуавтоматом. Скорость!!!!!! На больших толщинах она очень падает при Тиг сварке, а п/а только держи и сам держись.5 баллов
-
4 балла
-
http://anekdotov.net/pic/etiket3/051640149l.jpg4 балла
-
Было такое. Поменял сам модуль по гарантии. Диагностика по ватцапу. Модуль через транспортную компанию. Замена в течении часа. Второй раз бы за 15 минут сделал. Проблемный модуль вернул назад в той же коробке. Такой ремонт мне ближе и понятнее, в отличии от ремонтников, закатывающих глаза от размера проблемы.3 балла
-
ну тут свои нюансы, просто токи подбираются под толстую деталь и упор идёт на неё, а то что тоньше приварится само так сказать краем ванны3 балла
-
Когда исчезнет позорный нервно-паралитический газ статус "Новичок" и будет другой? После количества соощений или набирания какого-то количества лайков?3 балла
-
@dentws, злой ты. Шоб больные не мучились долго, надо было колено, трубу в салон, и полный орднунг .3 балла
-
Горелку сваял WP-9F Трубка силиконовая 9х12 Провод щёточный ПЩ-10 Штуцер газовый М12х1 обрезал с тормозной трубки вроде как Запорожец, "ёлочка" была в загашнике Штуцер газ/ток М 16х1,5 накидная гайка купил в автомагазине, нипель - развальцевал медную трубку М12 Рукав защитный нейлоновый D10 - Aliexpress В качестве хомутов использую капроновую нитку, поверх покрываю "суперклеем". Длину рукава изготовил длинною 3м. В остальном как обычно. Опрессовал -полёт нормальный.
3 балла
-
@RWS87,высшего сорта достаточно,только если пустой,попросите завуакуумировать,что бы воздух не загнали,скорее всего попросят доплату,лучше доплатить.Редуктор подойдет,можно ручной ротаметр отдельно приобрести 200-300 р.стоит.3 балла
-
http://patstalom.com/uploads/images/8/0/c/a/30/1e3ba83c6c.jpg3 балла
-
Ды как бы в три раза превысил уже.3 балла
-
Здесь сварочный форум, а не форум электронщиков, да и на пальцах вам все разжевывать ни кто не будет, потому что это их хлеб3 балла
-
Уже больше года 99% работ делаю этой горелкой, не припомню что бы куда то не подлез. Зато легкая и гибкая, а кнопку убрать, так хватай как только сможешь придумать.
3 балла
-
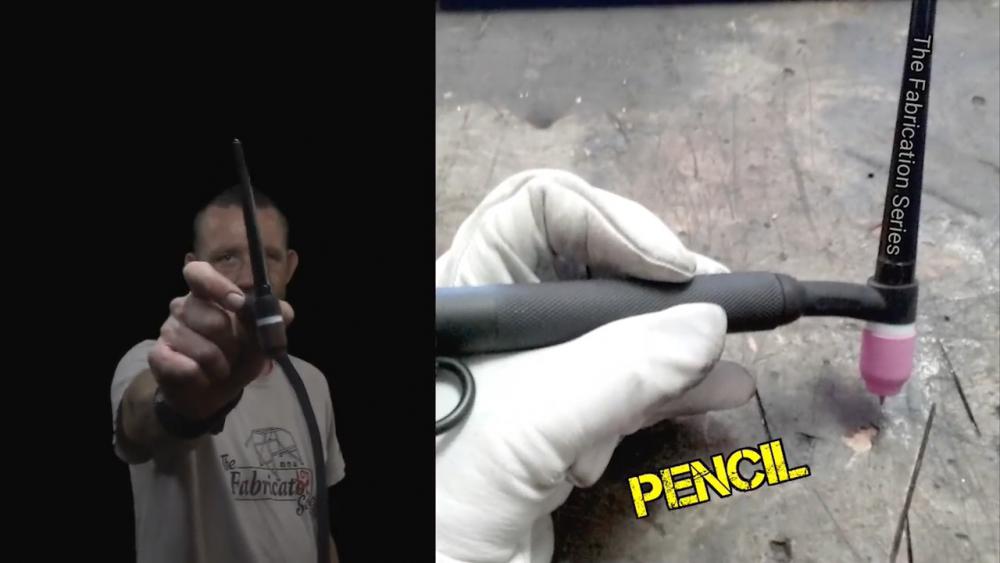
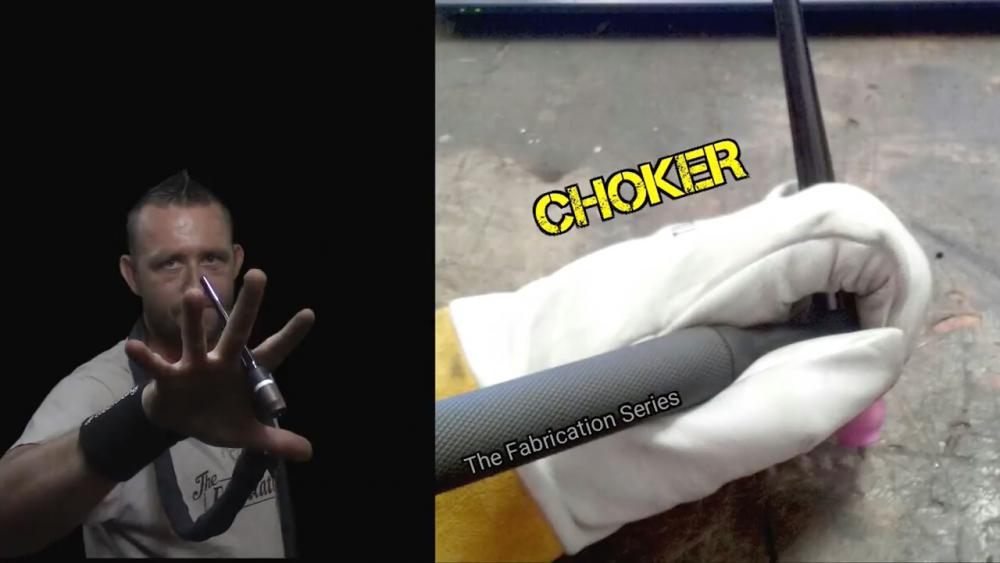
Подброшу и я дров в огонь Восемь способов держать горелку: https://www.youtube.com/watch?v=P_67mob6g6A 1. традиционный хват 2.сигарный хват 3. карандашный хват 4. опорный хват - типа обычный или карандашный хват с опорой руки на мизинце 5. поручневый хват 6. "удушащий" хват 7. перевернутый хват 8. кнопочный хват... Вот как они там выпендриваются - типа легкие, компактные, простые формы с "педальным приводом" позволяют чуть ли не жонглировать горелкой. Есть у них модели и с поворотными и с быстросменными головками с различными углами наклона, даже Китай недавно разродился компактной поворотной головкой: ...но все равно стараются сделать компактыми, тонкими, круглыми - иначе "жонглеры" не поймут
3 балла
-
всем привет.у меня водянка бензель в строю с 2009года из доработок расверлил под 4ку вольфрам нареканий нет.да и шлейф мягче чем у эвм"воздушка" особенно при минусовой температуре.но плюс у эвм это зажимная цанга.с агни была школа работая на предприятии но выбор в сторону бензеля.хотя для разных тех задачь нужно иметь и инструментарии.
3 балла
-
Сегодня в выпуске- зД печать полуавтоматом,люминь со скрытыми дефектами,отдых в яме со стружкой,ручник животворящий,пыпки и прочая и прочая.
3 балла
-
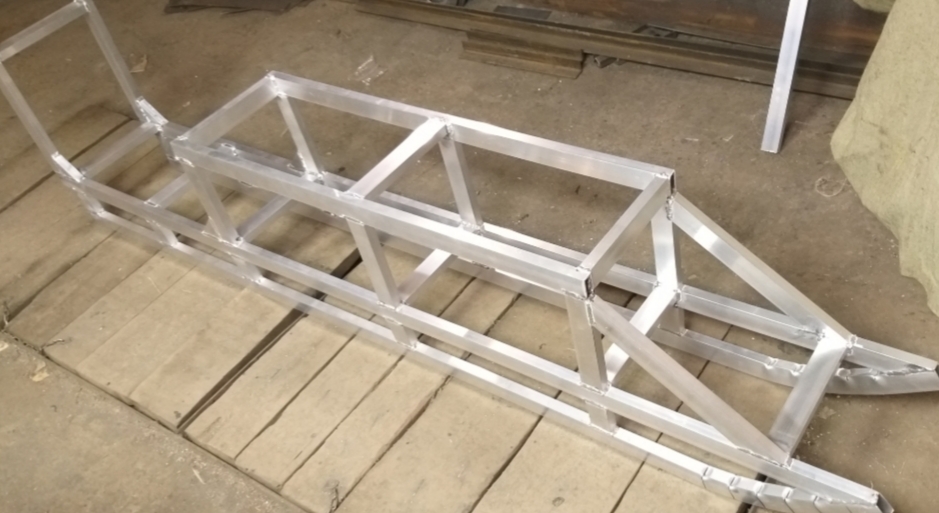
Сегодня поработал, швы к концу дня стали получатся лучше, уже почти не косячил. Вертикал и горизонт оказывается проще нижнего, намеренно не вращал заготовку. Местами где не подлезть, горелкой вниз варил (ранее при таком хвате, постоянно тыкал электродом). Сварка к завершению, скоро сборка и на рыбалку.
2 балла
-
@Вад11, он всего один!!!! И рулит и правит и варит и строит, ну и на троне сидит!2 балла
-
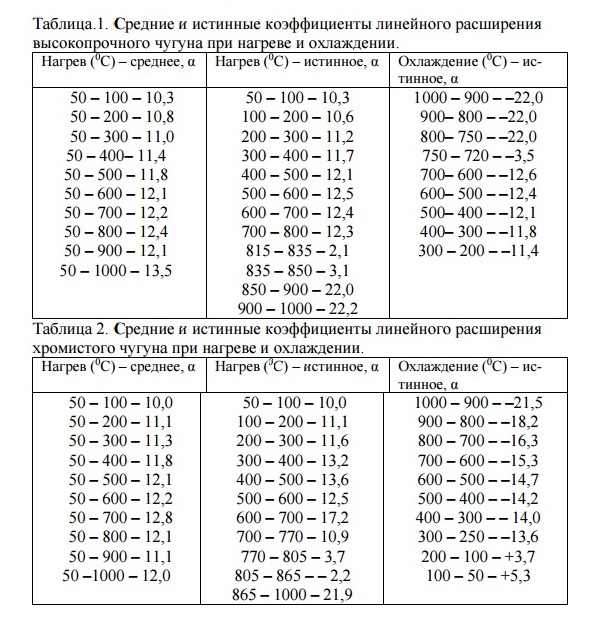
Средние и истинные коэффициенты линейного расширения высокопрочного чугуна. Следует обратить внимание на значения коэффициентов линейного расширения хромистого чугуна при охлаждении в интервале температур 200 -50С
2 балла
-
Действительно, готовая горелка обойдется дешевле. У меня несколько разных рукавов, но все же решил себе сделать "лайт" вариант водянки. Имею несколько, различных по назначению 26-х гибких рукавов и два водоохлаждаемых 18 и 18-SC (у них немного отличаются расходники). Так, как работы в основном выполняются от средних размеров и выше (мелочь варю 26-ми), то решил сделать 18 -ю гибкую водоохлаждаемую. Прикупил все коплектующие, но возник маленький нюанс . Резьба на подаче хладагента в гололовке имеет дюймовый шаг, да еще и левая. Как назло нормального штуцера не нашел. Сначала хотел вместо проблемного штуцера перепаять кусочек развальцованной медной трубки и использовать алюминиевый штуцер, который есть в наличии, но потом передумал и решил все-таки подискать или сделать нормальный латунный/бронзовый со стандартным шагом. На этом работа немного застопорилась ввиду нехватки свободного времени и наличии рукавов с какими возможно работать. Возможно зимой закончу начатое...правда еще затеял изготовление вращателя .... Так, что "Сергей09" учтите даный момент.
2 балла
-
Амбал приносит назад в секс-шоп покупку, и стал оформлять возврат. - И что вас не устроило в этой надувной женщине? - Когда я её надул компрессором хорошенько, чтоб меня выдержала, оказалось что это не женщина, а мужик.. и, вдобавок, с сигарой во рту.2 балла
-
@Сергей09, спросить же не у кого. Теперь пусть валяются. В моём посте выше горелка OCIM на силиконовых шлангах, гиперсупертурбокитайфлекс! Ну а вам если интересно самому собирать, никто не против! Только поощряется ручная работа!2 балла
-
Прикол в том что сейчас, по моему, проще и дешевле всю горелку в сборе заказать на Ali.. Хотя хомутатель, на всякий случай, не помешает.2 балла
-
Ну если полет нормальный, значит все будет хорошо)2 балла
-
@Леонов Сергей, для 125-ой и 1.0 для меня толстые. Люблю 0.8, но нужна сноровка, чтобы перекосы не делать и диска хватает на долго, режет быстрее, рез уже, грязи меньше. Толстые блины: сразу отрезать и можно немного почистить. Чтобы не менять, все одним. ИМХО.2 балла
-
2 балла
-
Повторите это сообщение 333 раза и вам будет счастье.2 балла
-
вам уже ответили. Форум не для новичков, форум как форум, помогают тем кому нужна помощь. А в вашем, случае, вам нужна не помощь, а отремонтировать за вас. Так что ... Ни спасибо, ни извинений, а наезд! Вашими же словами:2 балла
-
@brat_h, правильно. гораздо удобнее, чем вот так ) http://websvarka.ru/talk/uploads/monthly_12_2017/post-11533-0-43369400-1514103797.jpg Агни, если память не изменяет, уже больше года на полке валяется.2 балла
-
@тор, 20ка OCIM китайская с суперфлекс шлангами 4 метровая 4 тыщи с китая. и ничего изобретать не нужно. да , неплохая , но нет тех осей поворота что на Агни . Мне лично Агни 27 нравится , работаю ей , но и у нее есть минусы .2 балла
-
Мои выходные будни. Который уж год делаем праздник на улице..... тут чё т размахнулся....
2 балла
-
На этой неделе ставили полноростовой турникет PERCO. За пару недель до этого нужно было забетонировать здоровенную раму-закладную для монтажа. Уровень по всем точкам не более 3 мм . Стоит бригада бетонщиков и подгоняет: У нас скоро обед- у нас скоро обед. Как будто в 12-00 все упадут замертво, если не начнут обедать . Но обошлось- выставил раму под лазерный уровень и дождался пока полностью зальют. Без сварки не обошлось. Делал транзитную коробку для проводки. Ну и до кучи принесли лопнувшую моторную плиту от сверлильного станка. Разделка и заварка панчем. Ехал на объект и около трансформатора в поле обнаружили красавца-сарыча или канюка. Погиб как герой от удара током. Первый раз вижу вблизи. Вторая фотка такой же живой.2 балла
-
Маркетинг и реальность в одной картинке.2 балла
-
Эка какая сварка -пустяк но клиенту приятно да и мне на пиво . Упустил мотор лодочный похоже нес в кладовку на зиму но не удержав уронил результат ручка на три части . ЯпонА мать но варилась отлично ПА прихватки и остальное ТИГ и послужит еще.
2 балла
-
В перерывах между другими работами заварил сегодня один из поддонов. В принципе сама сварка времени много не заняла, больше пошло на вырезание и подгонку латок. Одну еще и пришлось немного гнуть, так, как она служила ребром жесткости. За качество фотографий извиняюсь (освещение никудышнее) и снимал телефоном... Так выглядело до: Прихватка латки на дне: Заврка дырок: С внутренней стороны боковое отверстие забыл заснять, а с внешней — вообще паршиво получилось (боковой свет все исказил), да и спешил выполнить другую работу... Ну и тут фото изнутри поддона, дырка на дне: Завтра проверю герметичность на мел, хотя кажется, что все в порядке. Заплатки из сплава АМГ. Присадок использовал 4043. Токи —под 200А в начале, позже немного сбрасывал. Предпрогрев пропаном.
2 балла
-
Вчера купил отрезной диск толщиной 2,2 мм. не поверил глазам, когда прочитал уже дома. Примерил с обычным 1,6 мм. И правда, толстый. Зачем такие толстые делают 125 мм.? Я думал, что такие толщины только на больших дисках бывают. Для чего это может пригодиться? Не удобно же им резать.1 балл
-
@Kurt1, в очередной раз вернёмся к работе Дениса под гелий. Скажу так, просто эти люди не умеют работать в режиме Pulse mig, потому и сварщики мучаются. Полуавтоматом эту работу четыре, а то и пять раз быстрее будет и качество швов лучше, даю тебе 1000%. Это все от неопытности и не знания. Ну и СССР госты ещё может используют, от которых в сторону не шагнуть. И ещё, я бы хотел взглянуть на шов в массиве на 50мм толщине Тигом, очень бы хотел. Он 100% не блестит как подобает и холодный. Герметичный, но не крепкий.1 балл
-
Без команды дела не делаются.... таковы реалии.1 балл
-
Сбой системы, вручную перевёл.1 балл
-
Будем надеяться что просто сильно занят. А он там один рулит? Неужели больше никто никого не знает?? Тогда это полная хрень. Должен быть гарантийный отдел в конце концов.....1 балл
-
Им не резать, а прорезать! И "подчищать", как правильно заметил copich. PS докинул новичку)))1 балл
-
Пользовался только водоохлаждаемыми , на 17 шлейф без защиты, мягкий , но я его пробивал по неосторожности несколько раз , на 17му жесткий из за оболочки . На 27 еще мягче , но защитная оболочка из плетенного материала у меня иногда похожа на ежа . Вот как будто специально её придумали, чтобы в неё стружка алюминиевая втыкалась из под фрезы. Можно запросто проткнуть все шланги . А по стоимости 27 бюджетной, ну никак не назовешь, могли же 1.5 метра сделать из мягкой кожи , остальное сделать как 17 му1 балл
-
Почти , как у нас. И я про то же. Что боится холода? Не сырости, а именно холода? ЖК дисплей и электролитические конденсаторы. По ЖК точно не знаю, но хранить вроде до - 20 можно, конденсаторы -25 точно терпят. Есть, морозостойкие, вроде до - 40. Всей остальной электронике мороз по фигу. Разве что смазка в подшипниках вентилятора загустеет.1 балл
-
дык у нас то тоже все распродали что покупали, что в метал сплавили, хорошие станки резали. НО, ведь сейчас ЧПУ все хотят, да и много где их нашлепали. Вот и ждут или собирают заказы на тысячу однотипного. А ручное, штучное, физически не выгодно. Сейчас товар должен быть массовый. А штучный ... Вот и взял себе, т.к. нет возможности заказать на стороне или стоимость на стороне за фитюльку ... ай ай ай. Я тут подшипники менял на передней бабке. Так сдвоенный подшипник 1500р, тот самый СССР. НОВЫЙ. А если взять современное, подшипники омно, да еще за 800 и выше за штуку. Все что ниже, так просто стыдно ставить. У меня сейчас коробка переключается как швейцарские часы, да и шестеренок не слышно как работают.1 балл
-
А по-русски как будет?1 балл
-
Электроды для сварки чугуна http://www.spetselectrode.ru/teh10.htm Базовые сварочные материалы для горячей сварки чугуна Наименование Марка и обозначение Назначение Наплавленный металл – чугун с перлитно-ферритной структурой Прутки чугунные (ГОСТ 2671-70) А, Б Для горячей газовой сварки (заварки) и изготовления электродов Прутки чугунные ПЧ-1 Для горячей газовой сварки, наплавки (Ø 10…12 мм), изготовления электродов (Ø 12…16). Разработаны с целью улучшения сварочно-технологических свойств прутков и повышения качества наплавленного металла Электроды чугунные на прутках ПЧ-1, А, Б ЭЧ-1 Для горячей дуговой сварки-наплавки (Ø 12…16 мм) Наплавленный металл – чугун с перлитной структурой Прутки чугунные ПЧС-1 (ПЧ-2) Для горячей газовой сварки, наплавки, изготовления электродов Прутки чугунные самофлюсующие ПЧ-3 Для горячей газовой сварки, наплавки при исправлении дефектов модифицированных чугунов Электроды чугунные на прутках ПЧС-1 ЭЧ-2 Для горячей дуговой сварки наплавки Наплавленный металл – чугун с шаровидным графитом Электроды чугунные на прутках ПЧС-2 ЭВЧ-1 Для горячей дуговой сварки-наплавки https://extxe.com/1446/ruchnaja-remontnaja-svarka-i-naplavka/1 балл
-
AuroraPro Speedway 200 (RILAND). Как-то отправляли мне на тест этот аппарат, лет 5 назад, но нормального отзыва так и не получилось, за что мне стыдно До сих пор аппарат ежедневно (!) трудится на прежней работе, без серьезных поломок. Меняли один раз евроразъем и отламывался держатель бухты, т.е. повреждения чисто механические. Тут потребовался ПА на производство партнеру. Перелопатил кучу вариантов и остановился на Авроре Спидвэй 200. Не нашел больше аппаратов в этой ценовой категории, которые бы совмещали в себе надежность, мощность (ПН 60% при 200А), регулировку индуктивности и возможность поставить 15 кг бухту. Есть еще внешний брат-близнец Rilan, он дешевле, но побоялся я его брать, не уверен в начинке - есть ли отличия. Буквально вчера подключил аппарат, настроил, обучил сварщика, заварил сам пару метров 8 мм толщиной в угол... Блин это просто песня по сравнению с моим Сварогом Риал МИГ 200, просто ощущается эта мощь. Без проблем настроил приятный шуршащий процесс, минимум брызг... В общем получил удовольствие от сварки и захотелось себе такой же. Купил я его на этой неделе в наличии в Томске (август 2018 года) за 35 тысяч из старых запасов. У официалов он сейчас стоит 39 тысяч. Конечно сравнивать Аврору и мой Сварог за 20 тысяч не корректно, т.к. это разная ценовая категория, но когда варишь одним аппаратом и на следующий день другим - реально понимаешь за что стоит отдать больше денег. Из минусов можно отметить: 1) Нерабочий механизм поджатия бухты. Болт подтягивающий пружину - затягивается в процессе работы и бухта начинает тормозить. Данная проблема есть на многих китайских аппаратах. Решается проблема просто - выкидываем нафиг пружину, спокойно работаем дальше. 2) На мой взгляд горелка, которой укомплектован аппарат, - слабовата для него. В комплекте идет 15-я горелка - это ПВ 60% при 180А. А аппарат хочется использовать как раз таки на больших токах. Идеально просто было бы воткнуть 25-ю горелку и тефлон, чтобы использовать возможности аппарата на максимум (как мы и сделали на прошлой работе), на ней и сопло побольше - меньше загаживается. А для менее серьезных работ есть Овермен 200, вот в него 15-й горелки думаю хватит за глаза. Это конечно мое личное мнение, но я бы предпочел, чтобы производитель выкинул нафиг из комплекта поставки держак для РДС и укомплектовал аппарат 25-й горелкой.
1 балл